
Abstract
Blends of polylactic acid (PLA) and arylated soy protein isolate (ASPI) were successfully prepared by the extrusion process followed by injection moulding. To improve the interfacial adhesion between PLA and ASPI powder, mandelic acid as an amphiphilic additive was incorporated. Rheological and thermal characterisations of PLA/ASPI blends were performed on rheometer, differential scanning calorimeter and thermogravimetric analyser. Thermomechanical characterisation of PLA/ASPI blends was carried out on a dynamic mechanical analyser. Tensile and flexural modulus of PLA/ASPI blends increased compared to neat PLA. Different amounts (5–15 wt-% wrt PLA/ASPI blends) of plasticiser was added to PLA/ASPI blends containing 2·5 wt-% of ASPI. Results indicated that at 10 wt-% of plasticiser, PLA/ASPI blends showed maximum tensile strength of ∼8·8 MPa as well as appreciable elongation at break. Morphological studies of PLA/ASPI blends at different amounts of plasticiser were also carried out by scanning electron microscope.
Keywords
Introduction
Blends of polylactic acid (PLA) and other polymers such as poly (ethylene oxide) (PEO),1 poly (ϵ-caprolactone) (PCL),2, 3 poly (vinyl acetate) (PVA),4 poly (hydroxyl butyrate) (PHB),5, 6 poly (butylene succinate) (PBS),7 and terephthalic acid8 are extensively researched upon. The incorporation of other polymers in PLA is with a view to either improve the processability of PLA or to reduce the high cost of PLA without affecting many of the properties. Blending PLA with natural polymers, such as proteins,9 cellulose and starch have also been reported. However, these natural polymers are hydrophilic and are not miscible with hydrophobic PLA, which could result in inferior physical properties. Therefore, a third component (compatibiliser) should be added into an immiscible blend system to increase the compatibility of the blend.
There are two types of commercially available PLA, i.e. pure PLA and impure PLA. Pure PLA can be procured from NatureWorks, USA,10, 11 Biomers, Germany12–14 and several other companies15, 16 and can be fabricated into PLA based products. Materials fabricated from pure PLA are expensive, transparent and possess high mechanical properties when compared to that of impure PLA.10–16 Impure PLA can be procured from Cereplast, USA17–19 and the materials fabricated from impure PLA are cheap and opaque but possess low mechanical properties.17, 18 The successful use of mandelic acid as an amphiphilic compatabiliser for PLA in the presence of flax fiber has been demonstrated by Kumar et al.17, 19 Owing to the presence of starch in impure PLA, it is of low cost and exhibits low mechanical properties.16
Soy protein isolate (SPI) is a cheap, abundant renewable biopolymer from agricultural resources and several literatures are available for protein based biocomposites.20 SPI and polyester have been blended successfully with polyvinyl lactam as a compatabiliser.21 Biocomposites from soy flour, chopped industrial hemp fibre and poly(ester amide) have been fabricated using twin screw extrusion and injection moulding processes.22 Also SPI and PLA have been blended using twin screw extruder with poly(2-ethyl-2-oxazoline) as a compatabiliser.23 Taguchi experimental design approach was used to investigate tensile strength and elongation at break for thermoplastic blends for soy and biodegradable polyesters.24
Recently we have reported that SPI can be arylated with 2,2-diphenyl-2-hydroxy ethanoic acid (DPHEAc). Arylated SPI (ASPI) has been reported to exhibit high thermal stability and greater water resistance.25–27 It will be our interest to prepare the blends of impure PLA and ASPI considering the fact that ASPI has superior thermal and water resistance properties than native SPI. Additionally, triacetin as a hydrophobic plasticiser are added during the twin extrusion process. In this paper, we have prepared ASPI powder in a first step and then it was added to mandelic acid coated PLA in presence and absence of the plasticiser through twin screw extrusion process. Extruded PLA/ASPI pellets were then injection moulded into dog bone shape specimens. The PLA/ASPI blends were characterised for rheological, mechanical, thermal and thermomechanical studies. Interfacial interactions between PLA and ASPI were assessed by scanning electron microscope (SEM) study.
Experimental
Materials
PLA resin (CP-INJ-1001EZC) was obtained from Cereplast, Inc, Hawthorne, USA (mp 170–190°C). PLA procured from Cereplast is of impure nature and the company has not specified the molecular weight. Soy protein isolate containing 90·27% of protein on dry basis was purchased from Zhenghou Ruikang Enterprise Co., Ltd (Zhengzhou, China). DPHEAc (mp:149–151°C, mol wt:228·25), triacetin and mandelic acid were purchased from Sigma-Aldrich and used as received.
Preparation of ASPI powder
In the first step, SPI dispersions were obtained by dispersing 60 g of SPI in 600 mL of distilled water in a 1 L beaker. The dispersions were mechanically stirred for 1 h at 65°C to ensure thorough mixing. DPHEAc solutions were obtained by adding 0·6 g of DPHEAc to 60 mL of boiling water. In the second step, the DPHEAc solution was added to the SPI dispersion and mechanically stirred for 30 min to get ASPI dispersions. In total, 1·5 h of mechanical stirring at 65°C was required to prepare ASPI dispersions which were then kept in an air oven at 55–60°C for 48 h to get completely dried ASPI flakes. An electronic mixer was then used to prepare ASPI powder from completely dried ASPI flakes. The process was repeated several times to prepare about 1 kg of ASPI powder which was then stored in a sealed bag.
Preparation of mandelic acid coated PLA
Ten grams of mandelic acid (1% wrt PLA) was weighed and dissolved in 30 mL of boiling water. After that 30 mL of mandelic acid solution was poured on 1 kg of PLA pellets kept in the container and mixed manually. The mixture was kept in an air oven at 40°C for 24 h to get mandelic acid coated PLA which was then stored in a sealed bag.
Extrusion of PLA with ASPI powder in presence and absence of plasticiser
A co-rotating twin screw extruder (CTE-20, Coperion, China) equipped with a main feeder and side feeder as well as a strand pelletiser with an L/D ratio of 40 was employed to compound the PLA and ASPI powder. Compatibilised PLA pellets and ASPI powders were dried in a vacuum oven at 40°C for 24 h before extrusion. The temperature profile during extrusion was set from 180 to 190°C along the barrel with temperature of 180, 190, 190, 185 and 185°C for zone 1, zone 2, zone 3, zone 4 and zone 5 respectively for processing PLA with ASPI powder. In the presence of triacetin, the temperature of each zone was slightly reduced due to low viscosity of the extruded material (180, 185, 185, 180 and 180°C for zone 1, zone 2, zone 3, zone 4 and zone 5 respectively). Nozzle temperature was maintained at 170°C for PLA with ASPI. The screw speed was maintained at 40 rev min−1 for all trials. The amount of ASPI powder was varied from 2·5 to 5 wt-% for different formulations. We have tried to prepare PLA/ASPI blends at higher amount, i.e. 7·5 wt-% of ASPI but we could not get the continuous rope of the blends hence the higher amount of ASPI in PLA/ASPI blends was not explored further. The PLA pellets prepared with 2·5 and 5 wt-% of ASPI powder were designated as PLA-2·5ASPI and PLA-5ASPI respectively. In addition to this, it should be mentioned here that ASPI powder was added through the side feeder attached after zone 3 of the twin screw. In the second stage, the amount of triacetin during extrusion was varied from 5 to 15 wt-% (wrt PLA-2·5ASPI) with the help of peristaltic pump keeping the temperature profile as mentioned above for plasticised formulations. Sample designations and details of the different compositions of extruded samples are given in Table 1.
Sample designations and details of different compositions of extruded samples

Injection moulding of extruded PLA/ASPI pellets
BOY 22M (Germany) injection moulding machine was used to mould plasticised and unplasticized PLA/ASPI samples. The dog bone shaped samples were prepared in a mould as per ASTM D-638 (type I). Overall length and width of the sample was 165 and 19 mm. The width of the narrow section was 13 mm.
Characterisations
Dynamic rheological properties of PLA/ASPI blends were assessed using a strain controlled rheometer (Anton Paar, Graz, Austria). The tests were performed on the extruded blend samples using a parallel plate geometry (diameter of the plate is 25 mm). Considering the susceptibility of thermal degradation of soy protein and the melting temperature of PLA, the testing temperature was set at 150°C. PLA extruded at the same condition as the blends was used as a control. The sample was loaded between the parallel plates and melted at 150°C for 3 min. The parallel plates subsequently compressed the sample to 1·5 mm thick prior to each test. A strain sweep test was initially conducted to determine the linear viscoelastic region (LVR) of the materials. A dynamic frequency sweep test was performed to determine the dynamic properties of the blends. The frequency range used during testing was 0·1 to 500 rad s−1.
Dynamic mechanical analysis (DMA) was performed on a dynamic mechanical analyser (DMA8000, Perkin Elmer, USA) with dual cantilever at a frequency of 1 Hz. The specimens tested were 50×8×4 mm (length×width×thickness) in dimensions, and the test temperature ranged from 25 to 140°C, with a heating rate of 2 K min−1. The α-relaxation temperature αr was determined as the peak value of the loss angle tangent (tan δ).
Differential scanning calorimetry (DSC) of the ASPI powder, DPHEAc and PLA/ASPI blends was carried out on a Diamond DSC (Perkin Elmer) in the temperature range of 25–220°C at a heating rate of 5 K min−1. Thermogravimetric analysis (TGA) of ∼5 mg of ASPI powder, DPHEAc and PLA/ASPI blends was carried out at a heating rate of 10 K min−1 between room temperature and 500°C under a nitrogen atmosphere on a thermogravimetric analyzer (Perkin Elmer, USA). The number of replicates n was 2 for the dynamic testing (DMA, thermogravimetric and DSC).
The tensile strength, elongation at break, and the Young's modulus E of PLA/ASPI blends were measured on an Instron 3369 testing machine at a strain rate of 10 mm min−1 according to ASTM D638-03. Overall length, width and thickness of the sample were 165, 19 and 4 mm respectively. The gauge length of the samples was 80 mm. Three-point bending tests were also carried out in accordance with ASTM D-790 using an Instron Universal Testing Machine at a crosshead speed of 5 mm min−1 and a span length of 60 mm. Length, width and thickness of the sample were 80, 10 and 4 mm respectively. An average value from five replicates of each sample was taken for each of the tests mentioned above.
Scanning electron microscopy (SEM) images of the cross-sections of the composites were taken on FEI Quanta 200 (Eindhoven, The Netherlands) electron microscope at an accelerating voltage of 15 kV. The samples for SEM characterization were prepared by freezing them in liquid nitrogen before fracturing.
Results and discussion
Rheological properties of PLA/ASPI blends
Figure 1 gives the dynamic rheological properties of PLA and PLA/ASPI blends at different amounts of ASPI. Higher viscosity is observed for neat PLA than the PLA/ASPI blends. This is in agreement with what we have observed during extrusion process of neat PLA and the mandelic acid coated PLA. Nevertheless, rheological testing reveals that the viscosity of the blend system is substantially lower than that of neat PLA. There is also a decrease in the storage modulus and loss modulus for PLA/ASPI blends when compared to neat PLA. However, with the increase in the amount of ASPI from 2·5 to 5 wt-% in PLA/ASPI blends, there is increase in the loss modulus and the storage modulus.
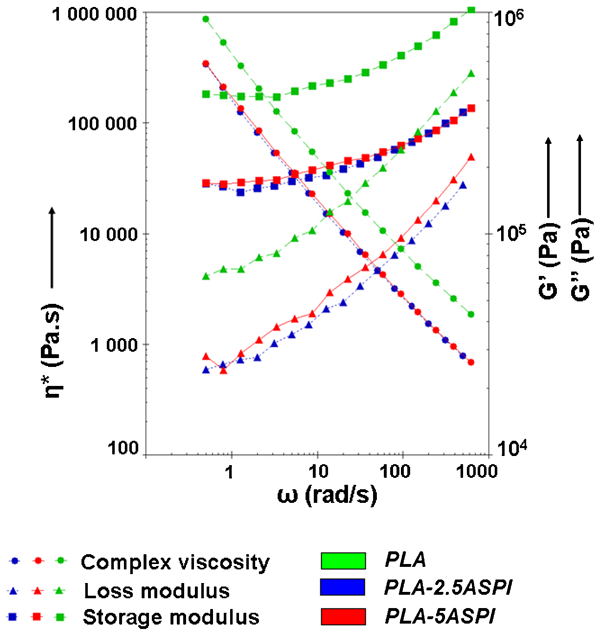
Dynamic frequency sweep of PLA and PLA/ASPI blends at different amounts of ASPI: dashed, dotted and solid lines represent PLA, PLA-2·5ASPI and PLA-5ASPI respectively
Properties of PLA/ASPI blends
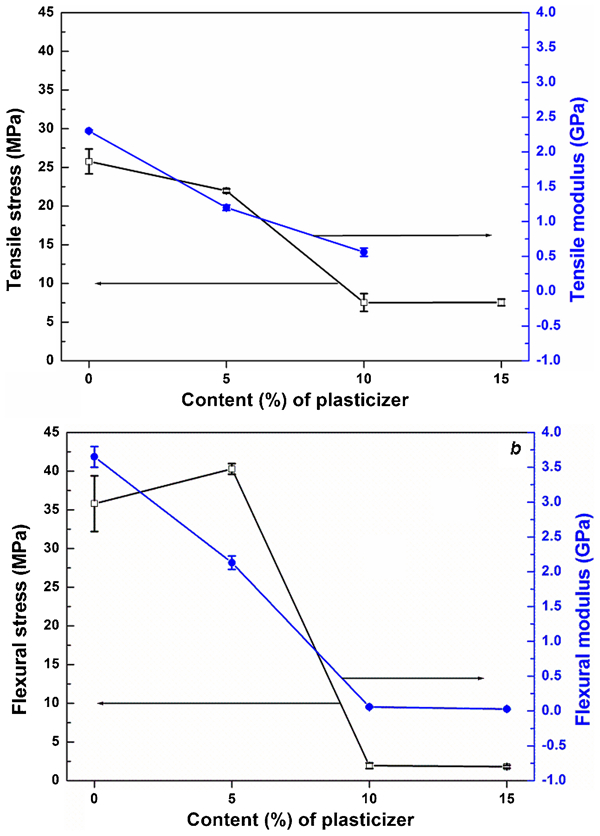
Figure 2 shows the mechanical properties of PLA/ASPI blends at different amounts of ASPI. Neat PLA samples have very low percentage elongation at break i.e. 3·0% and hence they are categorised as brittle materials with a tensile strength of 39·7 MPa (Fig. 2a). Analysis of standard deviation indicated that the value is 0·6 MPa for neat PLA. It is worthwhile to note that PLA from NatureWorks, USA,10 or Biomer, Germany,12 shows higher tensile strength (55–60 MPa) in comparison to PLA from Cereplast, USA but elongation at break is found to be almost the same (2·5–3%). Introduction of 2·5 and 5 wt-% of ASPI powder in PLA/ASPI blends result in significant decrease in tensile strength with lower percentage elongation at break, i.e. 1·3–1·4%. The standard deviation on the tensile strength for PLA/ASPI blends ranges from 0·6 to 1·6 MPa. On the other hand, there is an increase in the tensile modulus from 1·45 GPa for PLA to 2·36 GPa for PLA/ASPI blends having 5 wt-% of ASPI powder. The standard deviation on the tensile modulus for PLA/ASPI blends ranges from 0·09 to 0·11 GPa. Figure 2b shows the flexural properties of PLA/ASPI blends. The trends in the flexural properties, shown in Fig. 2b, are similar to that observed for tensile properties (Fig. 2a). The standard deviation on the flexural strength and flexural modulus for PLA/ASPI blends ranges from 2·4 MPa to 3·6 MPa and 0·03 GPa to 0·15 GPa respectively. Therefore, introduction of ASPI in PLA results in material with high tensile and flexural modulus than neat PLA and this may be attributed to the presence of aromatic groups in ASPI through DPHEAc. These aromatic groups may also affect the processability of PLA/ASPI blends at higher contents of ASPI and we have experienced the problems during extrusion of 7·5 wt-% of PLA/ASPI blends.
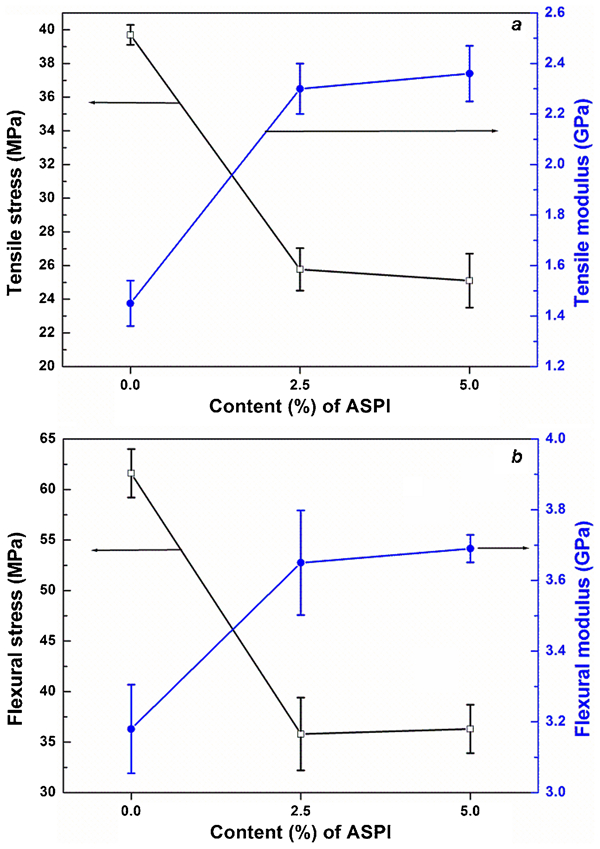
a tensile and b flexural properties of PLA/ASPI blends at different contents of ASPI
Figure 3 shows the thermal degradation curves for PLA at different amounts of ASPI. For comparison, thermal degradation curves for neat SPI, ASPI and PLA are also shown in Fig 3. There are mass losses of 10 and 7% for SPI and ASPI respectively at 200°C indicating the low moisture content in ASPI due to the presence of aromatic groups from DPHEAc. Tmax is defined as the temperature at which mass loss is maximum. ASPI shows higher Tmax than SPI. On the other hand, PLA is hydrophobic in nature so there is only 2·5% mass loss at 200°C with Tmax higher than that of ASPI. However, the char yield for SPI or ASPI at 700°C is much higher than PLA.17, 18, 25, 26 The Tmax of PLA having 2·5 wt-% of ASPI is higher than neat PLA indicating higher thermal stability of PLA/ASPI blends at 2·5 wt-% of ASPI.
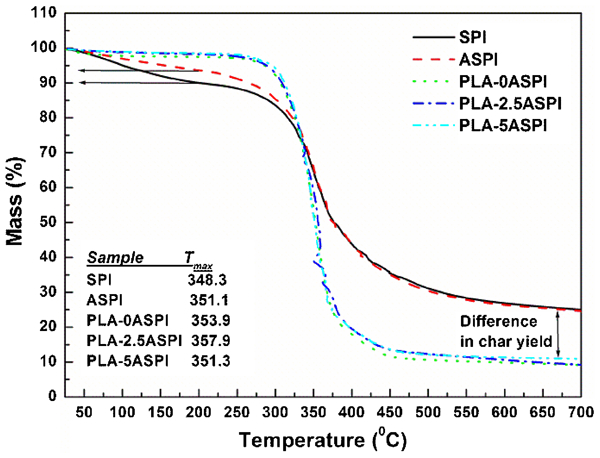
Thermogravimetric analysis of PLA/ASPI blends at different contents of ASPI
Figure 4 shows the DSC curves for PLA/ASPI blends at different amounts of ASPI. For comparison, DSC curves for SPI, ASPI, DPHEAc and PLA are also shown in Fig. 4. SPI shows an endothermic transition at 112·3°C. The melting point of DPHEAc is 151·7°C. ASPI shows the absence of both the endothermic transition and melting point indicating the interactions between DPHEAc and SPI. PLA shows the melting point at 148·7°C. There is an increase in the melting point of PLA at 2·5 and 5 wt-% of ASPI. But the increase in the melting point of PLA is more in PLA/ASPI blends having 2·5 wt-% of ASPI.
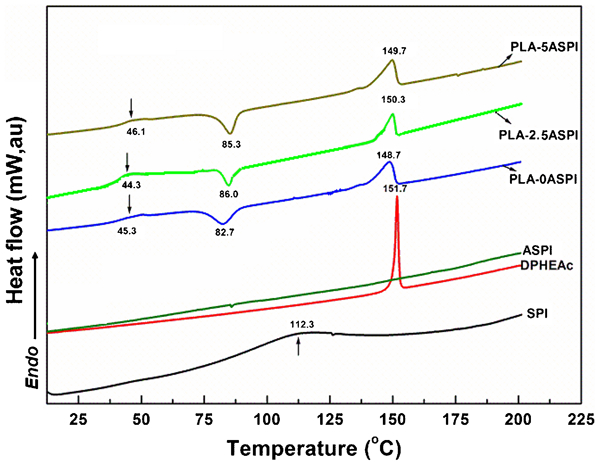
DSC curves of PLA/ASPI blends at different contents of ASPI
Figure 5 shows the thermomechanical curves for PLA at different amounts of ASPI. PLA/ASPI blends show high α-relaxation temperature than neat PLA. This is due to the presence of rigid aromatic groups in ASPI via DPHEAc. Similarly, the storage modulus of PLA/ASPI blends at room temperature is higher than neat PLA. At 2·5 wt-% of ASPI, the increase in the thermomechanical properties for PLA/ASPI blends is highest. It is interesting to note that an additional rise in storage modulus was found on the rubbery plateau of PLA/ASPI blends which may be attributed to recrystallisation of PLA.17, 19
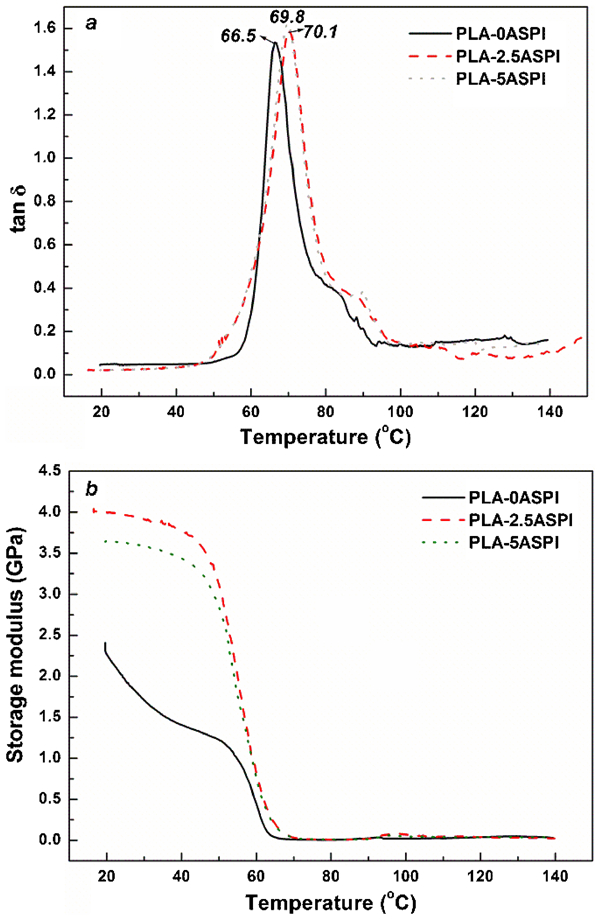
a tan δ and b storage modulus of PLA/ASPI blends at different contents of ASPI
Based on the results mentioned above we observe that there are no significant differences in the mechanical properties of PLA/ASPI blends having 2·5 or 5 wt-% of ASPI. However, thermal and thermo-mechanical properties for the PLA/ASPI blends having 2·5 wt-% of ASPI are higher. Owing to this reason, we have chosen PLA/ASPI blends having 2·5 wt-% of ASPI for plasticisation study.
Properties of plasticised PLA/ASPI blends having 2·5 wt-% of ASPI
Figure 6a shows the stress–strain curves for PLA-2·5ASPI blends at different amounts of plasticiser. The gradual increase in the amount of the plasticiser from 5 to 15 wt-% results in a significant increase in percentage elongation at break similar to what have been reported in the literature.10 The elongation at break is found to be 13·3 and 280%, for 5 and 15 wt-% of plasticisers respectively. In addition, the tensile strength of PLA-2·5ASPI blends decreases gradually with the increasing amounts of plasticizer and is found to be 7·4 MPa for 15 wt-% of plasticisers. At 15 wt-% plasticiser tensile modulus could not be determined. The standard deviation on the tensile strength and tensile modulus for PLA-2·5ASPI at different amounts of plasticizers ranges from 0·43 MPa to 1·6 MPa and 0·01 GPa to 0·06 GPa respectively. There is also a decrease in the flexural stress and the flexural modulus for PLA-2·5ASPI blends at higher amount of plasticiser (Fig. 6b). The standard deviation on the flexural strength and flexural modulus for PLA/ASPI blends ranges from 0·19 MPa to 3·6 MPa and 0·008 GPa to 0·14 GPa respectively. The trend in the mechanical properties demonstrates that at higher amounts of triacetin, the brittleness in PLA-2·5ASPI is eliminated. Similar trend was observed for PLA with polyethylene glycol (PEG), poly(1,3-butanediol), dibutyl sebacate, acetyl glycerol monolaurate as plasticisers.28–30
a tensile and b flexural properties of PLA-2·5ASPI blends at different contents of plasticiser
Figure 7 shows the thermal degradation curves for PLA-2·5ASPI blends at different amounts of plasticiser. The introduction of the plasticizer decreases the thermal stability of PLA with a decrease in Tmax at the increasing amount of plasticiser.
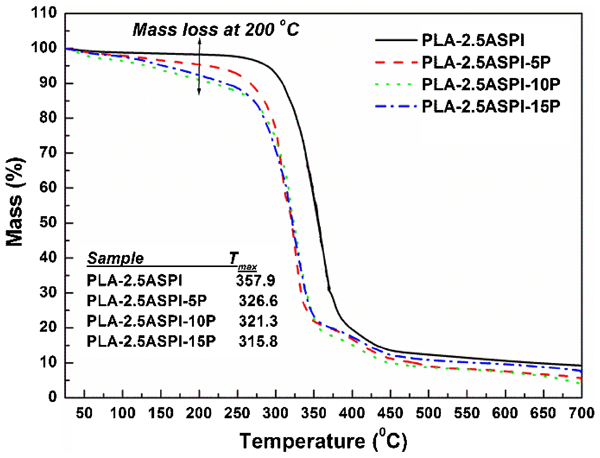
Thermogravimetric analysis of PLA-2·5ASPI blends at different contents of plasticiser
The DSC results of PLA-2·5ASPI blends are shown in Fig. 8. Cold crystallisation and melting can be clearly observed in the curves.17, 19 The melting enthalpy of 100% crystalline PLA as reported in the literature was taken as 93 J g−1.17 Melting point and cold crystallisation temperature decrease with the increase in the amount of the plasticisers. Except for PLA-2·5ASPI-5P, melting enthalpy for the plasticized PLA-2·5ASPI blends decreases. Similar results have been noticed for PLA in the presence of plasticisers such as PEG, poly(1,3-butanediol), dibutyl sebacate, acetyl glycerol monolaurate.28–30
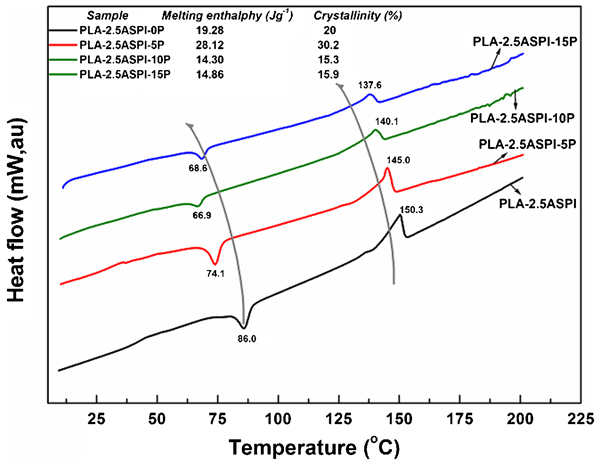
DSC curves of PLA-2·5ASPI blends at different contents of plasticiser
As shown in Fig. 9a, a distinct transition is observed at temperature near 70·1°C in the tan δ curve of the PLA-2·5ASPI blends. After plasticising PLA-2·5ASPI blends with triacetin, the α-relaxation temperatures of the PLA-2·5ASPI blends reduce significantly with increasing amounts of the plasticiser.10 For example, the α-relaxation temperature of PLA-2·5ASPI blends reduces from 70·1 to 41·6°C as the triacetin amounts increase from 0 to 10 wt-% as shown in Fig. 9a. Similarly, it has been reported that the plasticisation of the PLA with PEG/poly(1,3-butanediol)/dibutyl sebacate/acetyl glycerol monolaurate effectively lowers α-relaxation temperature due to enhanced segmental mobility of PLA chains.28–30 A significant drop and broadening of the α-relaxation temperature peak of specimens are found as triacetin amounts in PLA/ASPI blends are equal to or more than 15 wt-%. Presumably, this may be attributed to the lack of uniform dispersion of triacetin in PLA-2·5ASPI blends.10 This may also be the reason for the difficulties observed while processing the PLA-2·5ASPI blends on an injection moulding machine with higher amount of plasticiser.
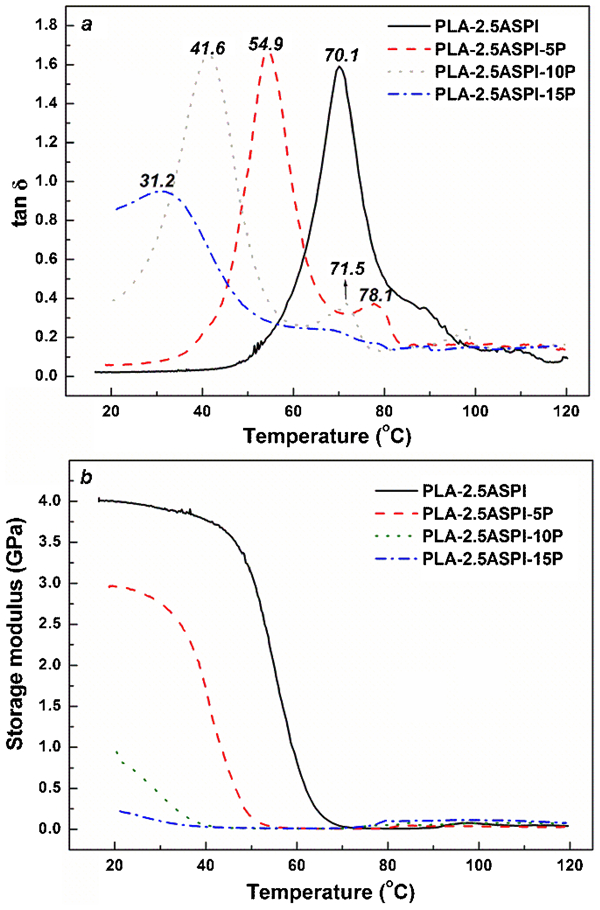
a tan δ and b storage modulus of PLA-2·5ASPI blend at different contents of plasticiser
Similar to those found on their tan δ curves, a sharp reduction of storage modulus of PLA-2·5ASPI blends with the increase in the amount of plasticisers is also observed. However, the onset temperatures corresponding to the decrease in storage modulus of the PLA-2·5ASPI blends shift to lower temperatures as the amounts of plasticiser in the PLA-2·5ASPI blends increase.
Morphology
SEM micrographs of the fractured surfaces of PLA and PLA-2·5ASPI specimens are shown in Fig. 10. As shown in Fig. 10, the presence of starch granules and ASPI are found on the fracture surfaces of the PLA-2·5ASPI blends. We have observed that there are spaces between PLA and ASPI indicated by arrow which may suggest weak interactions between PLA and ASPI. Figure 11 shows the fracture morphology of PLA-2·5ASPI blends at different amounts of the plasticiser. At higher amounts of the plasticizer, more demarcated plastic deformed PLA debris are found on the fracture surfaces of the PLA-2·5ASPI blends than at lower contents of the plasticiser.10
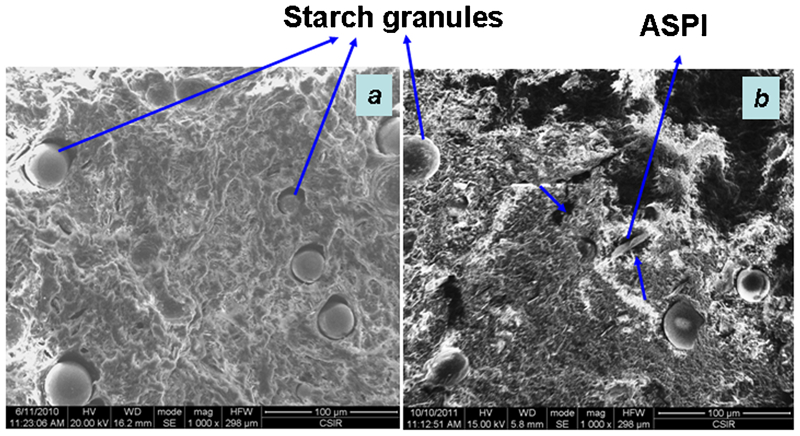
Fracture morphology of a PLA and b PLA-2·5ASPI blends
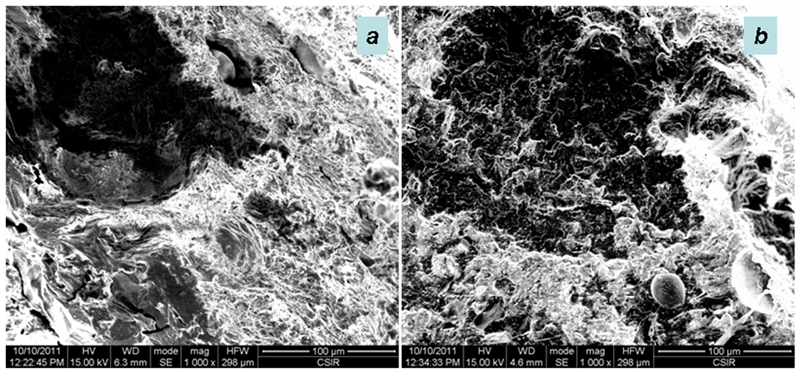
Fracture morphology of PLA-2·5ASPI blends at a 5 wt-% and b 10 wt-% of plasticiser
Conclusions
The possibility of adding ASPI as filler in PLA has been demonstrated but higher amounts of ASPI worsen the processability of PLA/ASPI blends.
The mechanical properties of PLA/ASPI blends having 2·5 or 5 wt-% of ASPI are almost the same. However, thermal and thermo-mechanical properties for the PLA/ASPI blends having 2·5 wt-% of ASPI are higher.
The unusual behaviour of PLA/ASPI blends at 7·5 wt-% of ASPI may be due to the presence of a large number of rigid aromatic groups in ASPI through DPHEAc leading to unprocessable compositions. Hence, higher contents of ASPI in PLA/ASPI blends are not possible and this is the main difference in the processability characteristics of PLA/ASPI and PLA/SPI compositions.
Triacetin as a plasticiser effectively eliminated the brittle nature of PLA but there are appreciable decreases in the tensile stress with the addition of plasticiser. PLA-2·5ASPI blends with 10 wt-% of plasticiser showed reasonable tensile stress and appreciable elongation at break.