
Abstract
In this study, steady state fluorescence and ultraviolet–visible techniques in conjunction with scanning electron microscopy were used to examine film formation from pyrene labeled polystyrene (PS) latex and Al2O3 (PS/Al2O3) composites prepared by dip drawing method. The effects of dip drawing rates and dipping time in Al2O3 sol on film formation behaviour and the morphology of PS/Al2O3 films were investigated. The results demonstrated that the film formation behaviour and morphology of composites depended mainly on dipping time, and no dependence on the dip drawing rate was observed. Highly ordered porous structures were observed for films created with a long dipping time, but no change was observed for different dip drawing rates.
Introduction
Polymer colloids are used in a broad range of applications ranging from adhesives, inks, paints, coatings, drug delivery systems and films to cosmetics. 1 In many of these applications, latexes form thin polymer films on a substrate surface. The term ‘latex film’ normally refers to a film formed from soft latex particles (Tg is below room temperature) where the forces accompanying the evaporation of water are sufficient to compress and deform the particles into transparent, void free film. However, latex films can also be obtained by compression moulding of a film of dried latex powder composed of relatively hard polymers, such as polystyrene (PS) or poly(methyl methacrylate), that has Tg above room temperature. Hard latex particles remain essentially discrete and undeformed during drying. The mechanical properties of such films can be evolved after all the solvent is evaporated by annealing process. First, it leads to void closure and then interdiffusion of chains across particle–particle boundaries. Film formation from these dispersions can occur in several stages. The first stage corresponds to the wet initial stage. Evaporation of solvent leads to second stage in which the particles form a close packed array; here, if the particles are soft, they are deformed to polyhedrons. Hard latex, however, stays undeformed at this stage. Annealing of soft particles causes diffusion across particle–particle boundaries, which leads to a homogeneous continuous material. In the annealing of hard latex system, however, deformation of particles first leads to void closure.2, 3 After the void closure process is completed, the mechanism of film formation is known as interdiffusion of polymer chains followed by healing at the polymer/polymer interface. In general, when two identical polymeric materials are brought into contact at a temperature above their glass transition temperature, the junction surface gradually disappears and becomes indistinguishable from any other surface that might be located within the bulk material. Brownian motion drives the polymer chains across the junction until all traces of the original interface are lost. At this point, one may say that the junction is ‘healed.’ The ‘healing time’ can be comparable to the conformational relaxation time of a polymer chain. When polymer chains are much longer than a certain length, diffusion of chains is pictured as a worm-like motion described by the reptation model. 4 The reptation time gives the time necessary for a polymer to diffuse a sufficient distance for all memory of the initial tube to be lost. Prager and Tirrell 5 derived a relation for the crossing density of the chains using the reptation model during the healing process.
As a result of worldwide efforts by theorists and experimentalists, a very good understanding of the mechanisms of latex film formation has been achieved.1–3 This understanding of latex film formation can now be exploited to process new types of coatings and develop new materials. Within the past decade, there has been enhanced interest in using colloidal polymer particles in water to create nanocomposites by filling polymers with inorganic natural and/or synthetic compounds. Ordered macroporous materials have received much attention due to their potential application in separation processes, catalysis, photonic band gap materials and other emerging nanotechnologies. Various methods are available for producing these kinds of materials, including electrochemical and chemical etching, foaming of emulsion solutions, sintering of ceramic particles and the assembly of block copolymers. Colloidal crystalline arrays based on the ordered aggregation of spherical silica or latex polymer nanoparticles have been used as templates for synthesising new macroporous materials. 6 The assembly of colloidal particles has attracted a great deal of attention from both the theoretical and experimental aspects. Colloidal crystals consisting of three-dimensional ordered arrays of monodispersed spheres represent novel templates for the preparation of highly ordered macroporous inorganic solids, exhibiting precisely controlled pore sizes and highly ordered three-dimensional porous structures. The colloidal crystal templates used to prepare three-dimensional macroporous materials include monodisperse PS, poly(methyl methacrylate), and silica spheres. The ability to control wall thickness, pore size and elemental and phase compositions makes the colloidal sphere array templating a versatile, attractive and flexible route for the synthesis of highly ordered macroporous materials with fine tuned pore and framework architectures. The PS colloid beads are usually considered as small solid particles with at least one characteristic dimension in the range of a few tens of nanometres to 1 μm.
In this paper, based on steady state fluorescence and ultraviolet–visible (UVV) data and SEM images, the effects of dip drawing rates and dipping times on the film formation properties of PS/Al2O3 films have been investigated. We examine the film formation properties of PS/Al2O3 by monitoring the changes in IP and Itr intensities depending on annealing temperature. After completion of film formation process, extraction of PS templates generated remarkable porous materials.
Experimental
Polystyrene latex
Fluorescent PS latex was produced via emulsion polymerisation technique. 7 Pyrene was used as the fluorescent probe. Water (50 mL), styrene monomer (3 g; 99% pure from Janssen) and 0·014 g of fluorescent 1-pyrenylmethyl methacrylate (PolyFluor1 394) were first mixed in the polymerisation reactor where the temperature was kept constant (at 708°C). The water soluble radical initiator potassium persulphate [1·6% (w/w) over styrene], which had been dissolved in a small amount of water (2 mL), was then introduced to induce styrene polymerisation. Surfactant sodium dodecyl sulphate [0·12 (w/v)] was added in the polymerisation recipe. Polymerisationwas conducted with 400 rev min−1 agitation in a 12 h under nitrogen atmosphere at 70°C and the resulting latex spheres were kept suspended in liquid until used. The latex particles are fairly monodispersed, having all very similar mean diameters (203 nm) and has a Tg = 105°C.
Al2O3 sol
A total of 2 mL aluminium-tri-sec-butoxide (Aldrich; 97%) was dissolved in 45 cc water at 70°C. The solution was stirred for 30 min. A small amount of acidic acid was continually added as catalyst, until the solution became transparent, and was then stirred for another 2 h. Oxide networks were formed upon the hydrolytic condensation of alkoloxide precursors.
Preparation of PS/Al2O3 films
We prepared two different series of films. In the first series, PS covered glass substrates were dipped into the Al2O3 sol at the rate of 135, 106, 85 and 60 mm min−1 and then drawn out from the sol at the same rates. In the second series, the PS covered glass substrates were dipped into the Al2O3 sol with a dipping rate of 106 mm min−1 and kept for 0–60 min in the sol. Then, film samples were separately annealed for at a temperature range of 100–270°C.
Methods
After annealing, each sample was placed in the solid surface accessory of a Perkin–Elmer Model LS-50 fluorescence spectrometer. Pyrene (P) was excited at 345 nm, and scattered light Isc and fluorescence emission IP were detected between 300 and 500 nm. All measurements were carried out in the frontface position at room temperature. Photon transmission experiments were carried out using a Cary-100 Bio UVV scanning spectrometer at 500 nm. A glass plate was used as a standard for all UVV experiments. Images (SEM) were taken at 10–20 kV in a JEOL 6335F microscope.
Results and dıscussıons
Figures 1 and 2 illustrate the transmitted IP, scattered Isc and fluorescence Itr light intensities versus annealing temperatures for both film series respectively. For all film samples, upon annealing, the transmitted light intensity Itr started to increase above a certain onset temperature known as the minimum film formation temperature T0. Scattered light intensity Isc showed a sharp increase at the single temperature named as the void closure temperature Tv. The fluorescence intensity IP of all film samples first increased, reached a maximum and then decreased as the annealing temperature increased. 8 The temperature at which IP reached the maximum is the healing temperature Th. Most probably, the increase in the Itr corresponds to the void closure process; 9 i.e. PS begins to flow upon annealing and the voids between particles are then filled due to the viscous flow. Further annealing at higher temperatures caused healing and interdiffusion processes, 8 resulting in a more transparent film. The sharp increase in Isc occurred at Tv, which intersects with the inflection point on the Itr curve. Below Tv, light scattered isotropically because of the rough surface of the PS films. Annealing of the film at Tv created a flat surface on the film, which behaved like a mirror. As a result, light was reflected towards the photomultiplier detector of the spectrometer. Further annealing rendered the PS film completely transparent to light, and the Isc decreased to its minimum. On the other hand, the increase in IP above T0 presumably corresponds to the void closure process up to the Th point where the healing process takes place. The decrease in IP above Th can be understood as interdiffusion processes between the polymer chains. 9 These results show that films in both series underwent complete film formation.
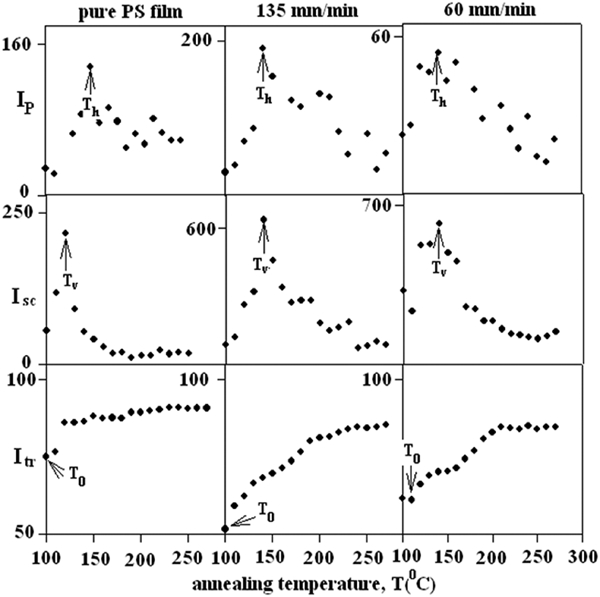
Plot of IP, Isc and Itr intensities versus annealing temperature T for PS/Al2O3 composite films prepared at different dip drawing rates
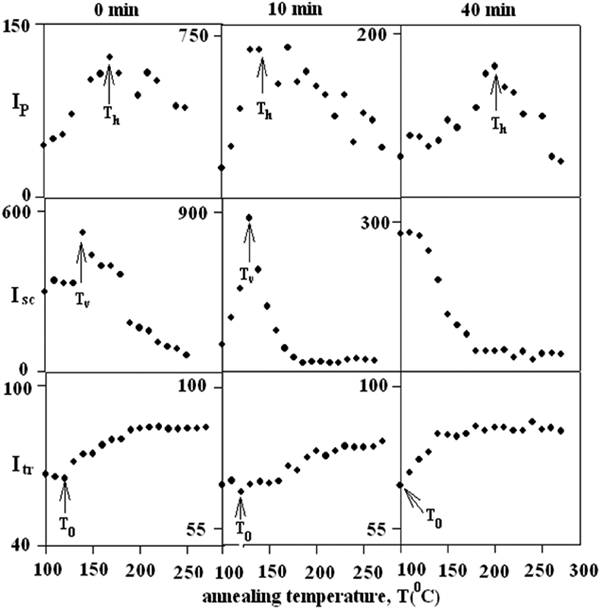
Plot of IP, Isc and Itr intensities versus annealing temperature T for PS/Al2O3 composite films kept in Al2O3 sol for different dipping times
The behaviour of IP and Itr in composite films during annealing is schematically presented in Fig. 3a–c respectively. The variation in IP and Itr depends on optical path s of a photon in the composite film. 8 This optical path is directly proportional to the probability of a photon encountering a pyrene molecule. In Fig. 3a, since the film posses many voids, the photon is scattered from the particle surface, which results in short mean free (<a>) and optical path s yielding very low IP and Itr. Figure 3b shows a film in which interparticle voids disappear because of annealing, giving rise to a long mean free (<a>) and optical path s in the film. Clearly, in this regime, with the same number of rescatterings, a photon will spend some time in the blend, and consequently, IP values are large. In addition, Itr is also high at this stage due to the disappearance of voids in the film. Because of the further annealing (Fig. 3c), the composite film starts to become essentially transparent to the photon, the mean free path diverges and s eventually becomes short, i.e. of the order of the film thickness. Hence, the decrease in IP after complete annealing has occurred.
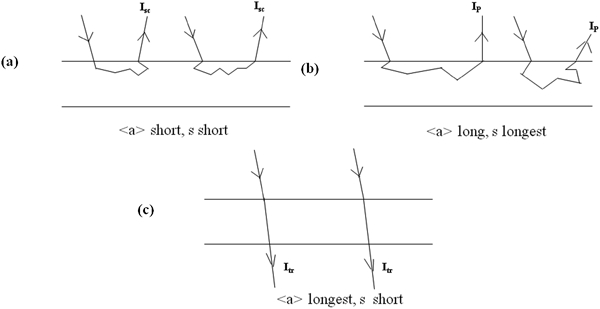
Schematic illustration of change in pyrene intensity IP related with variation in mean free and optical paths (<a> and s) during film formation from blend
Film formation mechanisms
Void closure
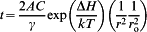
In order to quantify the behaviour of IP below Th and Itr above T0 in Figs. 1 and 2, a phenomenological void closure model can be introduced. Latex deformation and the void closure between particles can be induced by shearing stress, which is generated by the surface tension of the polymer, i.e. polymer/air interfacial tension. In order to relate the shrinkage of the spherical void of the radius r to the viscosity of the surrounding medium η, an expression was derived and given by the following relation
3

 ]. If the viscosity is constant in time, we can use the Frenkel–Eyring theory for the temperature dependence of viscosity;
10
the integration of equation (1) gives the relation as
]. If the viscosity is constant in time, we can use the Frenkel–Eyring theory for the temperature dependence of viscosity;
10
the integration of equation (1) gives the relation as
Here,
 is omitted from the relation since it is very small compared to the r−2 values after the void closure processes starts. Equation (3) can be solved for I ( = IP, Itr) to interpret the results in Figs. 1 and 2 as
is omitted from the relation since it is very small compared to the r−2 values after the void closure processes starts. Equation (3) can be solved for I ( = IP, Itr) to interpret the results in Figs. 1 and 2 as
As discussed above, an increase in both IP and Itr occurs due to the void closure process, and equation (4) was applied to Itr above T0 and to IP below Th for all of the film samples in the two series. Figure 4 presents the ln IP versus T−1 for both film series from which the ΔHP energies were obtained.
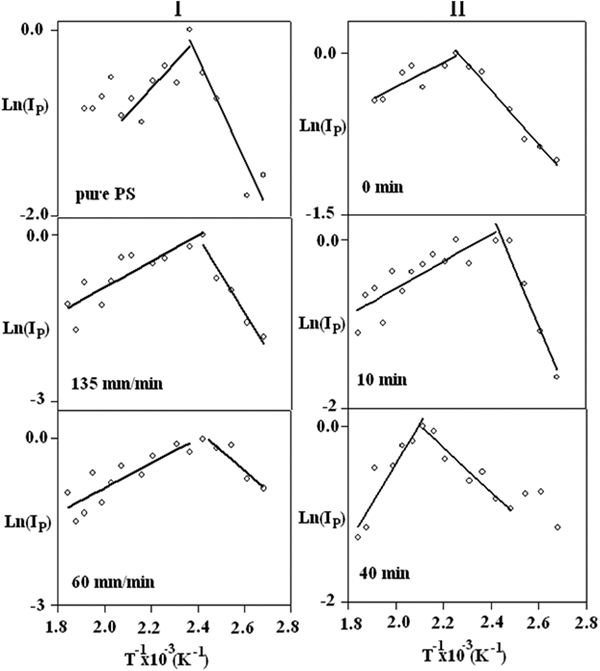
Similar fittings were also performed for ln Itr versus T−1 plots and ΔHtr energies were obtained. The average ΔHP and ΔHtr activation energies for both series were found as (dip drawing rate: 2·25 and 0·29 kcal mol−1) and (dipping time: 1·74 and 0·40 kcal mol−1) respectively. It was seen that the ΔHtr and ΔHP values do not change much as the result of an increase in both the dip drawing rate and time. This indicates that the amount of heat that was required by 1 mol of polymeric material to accomplish a jump during viscous flow does not change by varying the dip drawing rate and time. When comparing the activation energies of both series, it can be seen that the average ΔH value of films in the first series is larger than the ΔH value produced for the second series. This difference can be explained by the greater coverage of PS latex with Al2O3 in the second series, which prevents the PS latex from flowing.
In our previous work, 11 we studied film formation from mixture of Al2O3 ceramic and PS particles using the same technique. We found that composite films prepared with Al2O3 content below and above 33 wt-% showed two distinct behaviours. When the presence of Al2O3 is higher than the critical value pc = 0·33 (percolation threshold), lattices are encapsulated with the ceramic by creating a kind of replica of the latex structure. However, if the amount of Al2O3 is lower than pc, the latex film formation process can be accomplished. In other words, Al2O3 percolates in the PS matrix for the 33 wt-% content of its existence. Below and above pc, latex film formation and encapsulation processes take place in the Al2O3–PS composite system respectively. If one compares the ΔHP (2·25 and 1·74 kcal mol−1) values produced in this study with the values produced in our previous work (ΔHP = 4·78 kcal mol−1), 11 we see that films prepared by dip drawing method need less energy than composites prepared by mixing PS and Al2O3 to accomplish the viscous flow process. Moreover, ΔHP values for both composite films prepared by different methods are less than ΔHP ( = 8·85 kcal mol−1) for pure latex system. 12 From here, one can reach a conclusion that inclusion of Al2O3 into the latex system considerably lowers the viscous flow activation energy. In other words, the existence of Al2O3 promotes the void closure process. As a result, latex film formation can be accomplished with much less energy in composites than in pure latex system.
Healing and interdiffusion
The decrease in IP was discussed in the previous section as regards the interdiffusion of polymer chains. As the annealing temperature is increased above the maxima, some parts of the polymer chains may cross the junction surface and the particle boundaries disappear, and as a result, IP decreases due to the transparency of the film. As a result, IP decreases because of the shorter optical path sof a photon. In order to quantify these results, the Prager–Tirrell (PT) model 5 for the chain crossing density can be employed. The authors used de Gennes's ‘reptation’ model to explain the configurational relaxation at the polymer–polymer junction where each polymer chain is considered to be confined to a tube in which it executes a random back and forth motion. 4
A homopolymer chain with N freely jointed segments of length L was considered by PT, which moves back and forth by one segment with a frequency ν. In time, the chain displaces down the tube by a number of segments m. Here, ν/2 is called the ‘diffusion coefficient’ of m in one-dimensional motion. The Prager–Tirrell model calculated the probability of the net displacement with m during time t in the range of n−Δ to n−(Δ+dΔ) segments. A Gaussian probability density was obtained for small times and large N. The total ‘crossing density’ σ(t) (chains per unit area) at the junction surface was then calculated from the contributions σ1(t) due to chains still retaining some portion of their initial tubes, plus a remainder, σ2(t). Here, the σ2(t) contribution comes from chains, which have relaxed at least once. The total crossing density is then calculated in terms of reduced time
 as
as

In order to compare our results with the crossing density of the PT model, the temperature dependence of
 can be modelled by taking into account the Arrhenius relation for the linear diffusion coefficient. The decrease in IP in Figs. 1 and 2 above Th is already related to the disappearance of particle/particle interface. As annealing temperature increases, more chains relax across the junction surface, and as a result, the crossing density increases. At this point, it can be assumed that IP is inversely proportional to the crossing density σ(T), and then, the phenomenological equation can be written as
can be modelled by taking into account the Arrhenius relation for the linear diffusion coefficient. The decrease in IP in Figs. 1 and 2 above Th is already related to the disappearance of particle/particle interface. As annealing temperature increases, more chains relax across the junction surface, and as a result, the crossing density increases. At this point, it can be assumed that IP is inversely proportional to the crossing density σ(T), and then, the phenomenological equation can be written as

 is a temperature independent coefficient, and ΔE is the activation energy for backbone motion, which depends on the temperature interval. ΔE is produced by least squares fitting the data in Fig. 4 (I) and (II) (the left hand side) to equation (6). When comparing the ΔE energies of both series, it is seen that the ΔE values for the first series (dip drawing rates) change only slightly (average, 5·80 kcal mol−1), while those for the second series (dipping times), the ΔE values increase from 3·15 to 12·35 kcal mol−1 with increasing dipping time. This implies that the interdiffusion process is significantly affected by dipping time. Since long dipping time means higher Al2O3 content, the film forming ability of PS latexes in composite films is limited by Al2O3 for long dipping times in Al2O3 sol. Polystyrene chains are not completely mixed in these composite films, where interpenetration is inevitably limited by Al2O3 particles. As a result, in the case of long dipping time (or an increase in Al2O3 content), the interpenetration of PS chains requires more energy to achieve motion due to the physical restrictions of the Al2O3 particles. On the other hand, ΔE values for both sets are much larger than the void closure activation energies. This result is understandable because a single chain needs more energy to execute diffusion across the polymer/polymer interface than is accomplished by the viscous flow process. Again, ΔE values for both composite systems are much smaller than the ΔE value obtained from pure latex system (52·63 kcal mol−1).
12
This difference can be understood by the screening effect of Al2O3 in the composite system.
is a temperature independent coefficient, and ΔE is the activation energy for backbone motion, which depends on the temperature interval. ΔE is produced by least squares fitting the data in Fig. 4 (I) and (II) (the left hand side) to equation (6). When comparing the ΔE energies of both series, it is seen that the ΔE values for the first series (dip drawing rates) change only slightly (average, 5·80 kcal mol−1), while those for the second series (dipping times), the ΔE values increase from 3·15 to 12·35 kcal mol−1 with increasing dipping time. This implies that the interdiffusion process is significantly affected by dipping time. Since long dipping time means higher Al2O3 content, the film forming ability of PS latexes in composite films is limited by Al2O3 for long dipping times in Al2O3 sol. Polystyrene chains are not completely mixed in these composite films, where interpenetration is inevitably limited by Al2O3 particles. As a result, in the case of long dipping time (or an increase in Al2O3 content), the interpenetration of PS chains requires more energy to achieve motion due to the physical restrictions of the Al2O3 particles. On the other hand, ΔE values for both sets are much larger than the void closure activation energies. This result is understandable because a single chain needs more energy to execute diffusion across the polymer/polymer interface than is accomplished by the viscous flow process. Again, ΔE values for both composite systems are much smaller than the ΔE value obtained from pure latex system (52·63 kcal mol−1).
12
This difference can be understood by the screening effect of Al2O3 in the composite system.
In order to determine the extent of film formation, films in both series were dissolved in toluene to remove the PS polymer after the film formation is completed. After dissolution of PS/Al2O3 films, for the dip drawing rates of 135 and 60 mm min−1, some pores are observed as seen in Fig. 5. These pores have a well pronounced circular shape and must belong to the Al2O3 encapsulated replica of PS latexes. In addition, both films show very similar morphology after extraction of PS. This indicates that dip drawing rate has no considerable effect on the morphology of PS/Al2O3 films. In all images, besides the pores, there are also large voids that might be left by the interconnected PS aggregated spheres.
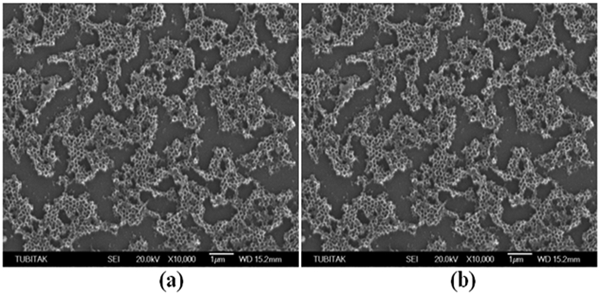
Images (SEM) of PS/Al2O3 composite films prepared with dip drawing rates of a 135 mm min−1 and b 60 mm min−1 after extraction of PS template with toluene 13
Images (SEM) of PS/Al2O3 composites for 0, 10 and 40 min dipping times are given in Figs. 6a–c respectively. In Fig 6a, for 0 dipping time, PS spheres highly coated with Al2O3 are clearly seen. However, some isolated spherical pores showing replica of PS latexes are also observed. In Fig. 6b, the porous structure has primarily been formed, but the inorganic wall is non-uniform for 10 min dipping time. This indicates that Al2O3 sol is easy to fully fill the interstices, but there is not enough solid content when the template is removed. However, SEM image for 40 min (Fig. 6c) gives nice hole pictures. Image (SEM) in Fig. 6c shows an interconnected and open porosity with average pore size diameter of 203 nm, corresponding to approximately PS template diameter. It is understood that longer dipping time created a porous material after extraction of PS template.
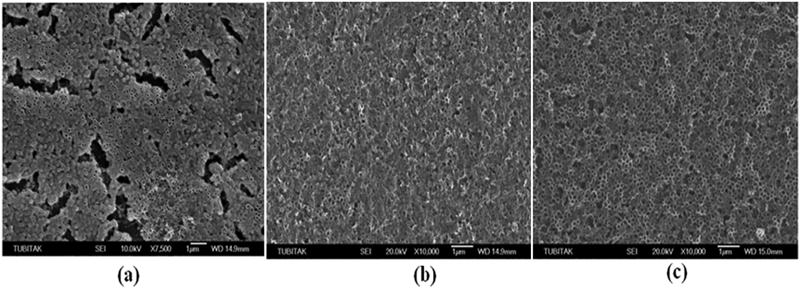
Images (SEM) of PS/Al2O3 composite films kept in Al2O3 sol for different dipping times: a 0 min, b 10 min and c 40 min annealed after extraction of PS template with toluene 13
Conclusions
In conclusion, it was observed that classical latex film formation occurred for all films in both series. However, dipping time plays an important role in the film forming process and surface morphology of the films. Composite films produced highly ordered porous structures for longer dipping times. Moreover, our results showed that there is a good correspondence between the optical data and SEM images. In addition, this work has also shown that the presence of Al2O3 in latex film can dramatically affect the film formation processes. The latex film formation process can be accomplished in the composite with a less energy than in pure latex system 12 due to the encapsulation of PS particles with Al2O3.
Footnotes
Acknowledgement
This study was presented at the 8th Asian-Australasian Conference on Composite Materials (ACCM-8).