
Abstract
Two types of poly-para-phenylene-copolymers (PR-120 as an extrusion and PR-250 as an injection moulding grade) are commercially available. In this paper, their mechanical properties were evaluated as a function of their molecular characteristics. The higher viscosity PR-120 possesses a higher strength, modulus and hardness, which is in agreement with its lower molecular flexibility compared to PR-250. On the other hand, the latter version shows a better fracture toughness. All tests were carried out at room temperature.
Introduction
Poly-para-phenylene-copolymer (PPP) is a relatively new, amorphous thermoplastic, which is based on very stiff poly-(4,1-phenylene) structured polymer chains. At each phenylene ring, special substitutes are attached, which allow this material to become more flexible. In other words, the stiff molecular backbone provides high strength and modulus to the system, while the substituents lead to a better processibility, e.g. by compression moulding or extrusion into simple part geometries (see Friedrich et al.1 and other references therein).
At present, this self-reinforcing polymer, in its extrusion grade (PR-120), can be considered to be (at room temperature) the stiffest and strongest polymer worldwide (i.e. without an additional type of reinforcement, such as short glass or carbon fibres). Studies at room temperature have resulted in a tensile strength of 207 MPa, a tensile modulus of 8·3 GPa and a compressive strength of 620 MPa, all at a density of 1·21 g cm−1.2, 3 In the meantime, also an injection moulding grade is available on the market (PR-250),3 opening a much wider range of applications for this type of polymer.
In part 1 of this paper series, both versions of PPP were investigated with regard to their molecular, thermal and viscosity characteristics.4 Briefly, PR-120 has a higher modulus, whereas PR-250 is much more ductile. Differences in molecular weight (PR-120>PR-250) and in special side chains resulted in different thermal and thermomechanical properties of the two polymers:
PR-120 has a slightly lower glass transition temperature than PR-250
PR-120 has a lower thermal stability than PR-250
PR-120 has a significant higher stiffness than PR-250
Both materials possess an amorphous structure but contain at the same time some limited amount of preorientation in the as received state
PR-120 has a substantially higher viscosity than PR-250, in particular at lower frequency, and its melt behaviour is equal to a viscoelastic solid.
According to this information, it can be assumed that both materials have also clear differences in their mechanical properties under various loading conditions. Of particular interest in this study was the resistance of both PPP versions against penetration by a sharp indenter (representing the hardness of the polymers) and crack propagation (representing the polymers’ fracture toughness). In a paper following this one, studies will focus on the tribological properties, such as scratch resistance and wear under sliding or abrasive loading conditions.
Experimental
Materials
The materials used in this study were two different grades of PPP, produced by Solvay Specialty Polymers, Alpharetta, USA.2, 3 PrimoSpire PR-120 is an extrusion/compression moulding grade, while PrimoSpire PR-250 is injection mouldable into complex geometries. Some of their physical properties were described in previous papers (e.g. Refs. 1, 4 and 5). As a reference, in various cases, the data measured for the PPPs were also compared to results that were achieved in previous studies for another high performance thermoplastic polymer, i.e. polyetheretherketone (PEEK; grade 450G from Victrex).
Mechanical testing
Hardness
The Martens hardness HM of the different materials was determined using a Dynamic Ultra Micro Hardness Tester, DUH-202, Shimadzu Corp., Japan. A Vickers diamond indenter was pressed onto a flat surface of each sample, until a complete load penetration depth curve was achieved. The tests were performed by loading the sample up to a defined load level (e.g. 1500 mN). Then, the maximum load (e.g. 1500 mN) was kept constant for 2 s. At the last stage, unloading took place.
Fracture toughness
The shape of the samples used for determining the materials resistance against crack propagation (critical stress intensity factor or fracture toughness KIC) corresponds to a compact tension test geometry (Fig. 1). It was attempted to create a sharp crack in the root of the machined notch using a fresh razor blade (which was not always easy and perfect, due to the very high hardness of PR-120). Loading was carried out on a universal tensile testing machine (Zwick, Germany) at room temperature environment and a loading speed of 0·1 mm min−1. The incipient crack lengths a were measured by stereo light microscopy images. The stereo light microscope was combined with a digital camera to record the images. These images were software analysed to determine the exact lengths.
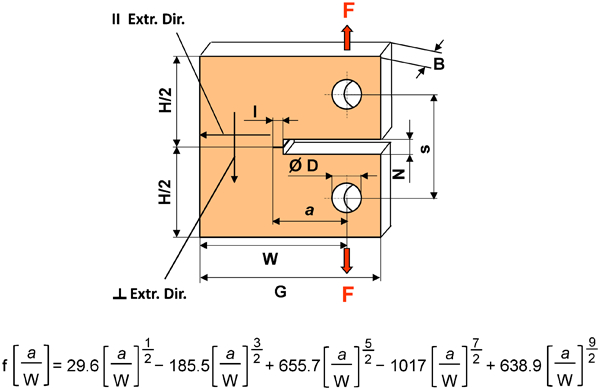
Compact tension specimen for fracture toughness testing6 (real dimensions: H = 40 mm, W = 37 mm and B = 6·8 mm for PR-120, and H = 32 mm, W = 26·5 mm and B = 6·3 mm for PR-250)
From the corresponding force F versus elongation e curves, KIC was calculated using the following formula

In most of the cases, four different samples were prepared from each grade. Two of them had the starter notch and the crack parallel to the extrusion (II Extr. Dir.) or injection moulding direction, while the other two samples received the starter crack perpendicular to the extrusion/injection moulding direction (I Extr. Dir.).
Fracture surface analysis
An ultrahigh resolution field emission scanning electron microscope (FESEM) (Carl Zeiss SMT AG, SUPRATM 40VP, Germany) was used to observe the fracture surfaces, operating with 5–10 kV acceleration voltage, a working distance of <10 mm and a secondary electron detector. Therefore, the respective surface was sputter coated for 60–70 s with gold. Furthermore, energy dispersive X-ray spectroscopy (EDX) analyses (Noran System Six, Thermo Scientific, Germany, linked with FESEM) were conducted at 15 kV and a magnification of 20,000-fold to determine the composition of impurities, which were found on the facture surfaces.
Results and discussion
Hardness
Figure 2 shows the indentation curves (load versus depth) of PEEK and the two PPP grades, where each curve represents an average of 10 different measurements. The scatter in each case was very small. The value of the Martens hardness of the PR-120 reached 383 N mm−2, which is ∼25% greater than that of PR-250, as shown in Fig. 3. Both PPP materials possess a hardness that is much greater than the hardness of the well known polymer PEEK. In particular, the PPP PR-120 has a hardness value that is >100% higher than that of PEEK 450G.
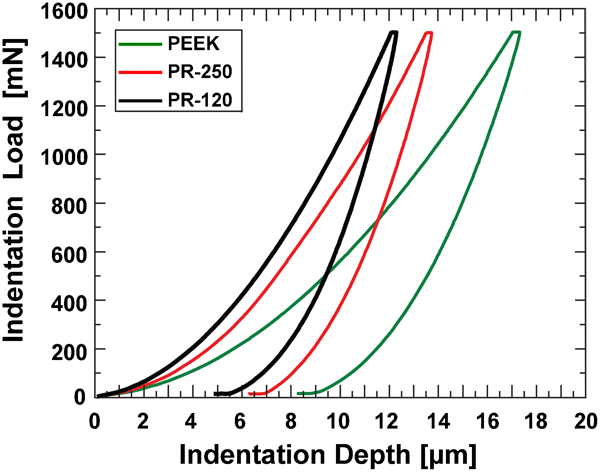
Penetration curves of PEEK, PR-250 and PR-120 during microhardness testing
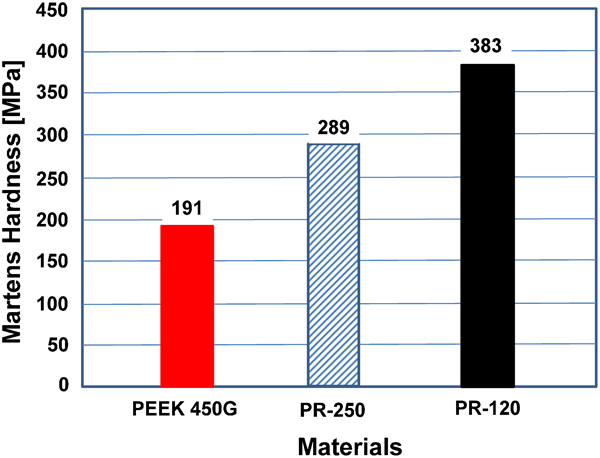
Martens hardness of PEEK and PPPs PR-250 and PR-120
From the curves in Fig. 2, also a rough calculation of the elastic modulus can be derived by looking at the tangent of the upper part of the load release branch of these curves.6, 7 This resulted in a value of slightly over 9000 MPa for PPP (PR-120) and of slightly over 4000 MPa for PEEK, confirming more or less the data from the literature.5
In addition, dynamic mechanical thermal analysis (DMTA) bending tests, carried out in the previous part 1 of this paper,4 showed that the resulting flexural storage moduli E′ amounted to ∼9 GPa for the PR-120, whereas the PR-250 reached ∼5·5 GPa. These values are very close to those provided by the manufacturer of these polymers (Table 1).
Flexural moduli of PPP polymers

Fracture toughness
PPP type PR-120
The fracture toughness of the harder PPP (PR-120) was already extensively analysed in a previous paper.1 Briefly, its toughness values were lower than the reference material PEEK (according to previous studies)8 and exhibited a small anisotropy with regard to the crack direction. Compact tension specimens with a starter crack parallel to the extrusion direction of the plates exhibited slightly lower KIC values than those with a crack perpendicular to the extrusion direction. This means that a preferred molecular orientation transverse to the initial crack direction results in a greater resistance against crack propagation (Fig. 4).
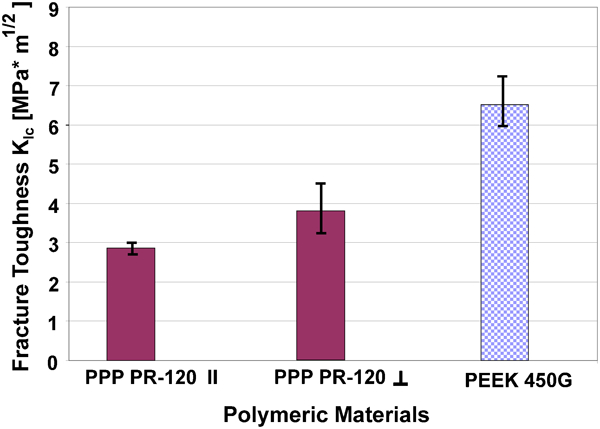
Fracture toughness KIC of PPP PR-120 (as function of crack direction) versus one of PEEK 450G
PPP type PR-250
The maximum force values obtained from the load–displacement curves, the incipient crack lengths and the geometries of the specimens as well as the calculated KIC results for material PR-250 are given in Table 2.
Measuring results of KIC tests with material PR-250

The PR-250 has in the various directions a slightly different resistance against crack propagation, with a mean KIC value of ∼7·76 MPa m1/2 in case of the parallel propagation along the injection moulding direction, and 8·02 MPa m1/2 in case of the perpendicular orientation. The standard deviation of the parallel cracks is lower than that of the perpendicular cracks.
When comparing the data with the average values shown in Fig. 4 (PR-120 and PEEK), the fracture toughness of the PR-250 is much higher than that of PR-120 (as an average between the two directions), and it also exceeds that of PEEK (Fig. 5).
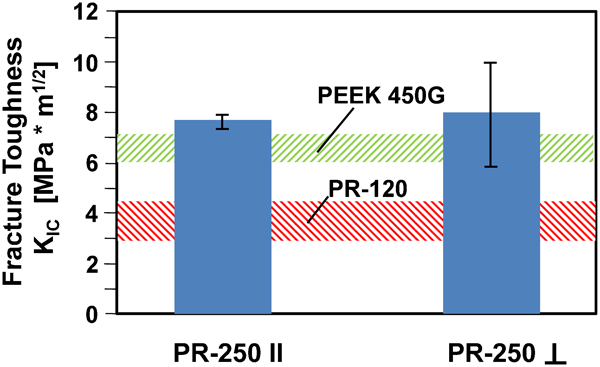
Fracture toughness KIC of Solvay's PPP PR-250 (for two principal directions) in comparison to average of PR-120 values (Fig. 5) and PEEK reference
Fracture surface analysis
PPP type PR-120
Figure 6a is a medium size magnification SEM image of one of the fracture surfaces, illustrating that the fracture starts very spontaneously, i.e. without any remarkable plastic deformation in front of the razor sharpened notch.
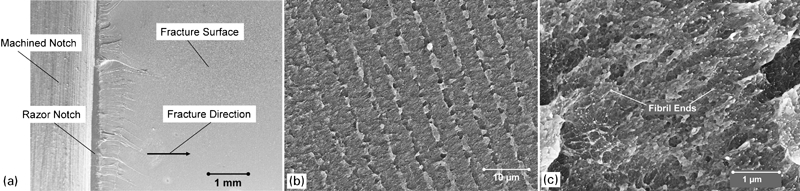
a overview of fracture surface of PPP PR-120, b striation pattern on fracture surface of PPP PR-120: striation width ∼5·3 µm (fracture direction from lower left to upper right) and c formerly stretched fibril structure inside striations of PPP PR-120 (fracture direction from lower left to upper right)
A higher magnification of the fracture surface in a distance away from the original razor notch shows a uniform striation pattern (Fig. 6b). This pattern is an evidence for very fast crack propagation, especially when the material is rather brittle. Each striation has a rough appearance at the beginning followed by a smoother part, until the next striation is formed. However, on an even higher magnification of the latter region, one can recognise that a submicrometre plastic deformation has occurred (as it happens in sharp crazes before rupture),9 leaving a lot of formerly stretched fibril ends behind (white dots on Fig. 6c). Further details of these striations have been described by Friedrich et al.1
Closer looks at some locations of the fracture surfaces of PR-120 gave evidence that there existed minor Zn or ZnO impurities in the PPP material. These impurities gave rise to secondary crack formation under the stress field in front of the starter crack.1
PPP type PR-250
Both tested PR-250 directions (perpendicular and parallel to the injection moulding direction) possess the same structure on the fracture surface (Fig. 7). However, already a low magnification comparison to material PR-120 (Fig. 7a) shows that in PR-250, the fracture surface is much more contoured and has a larger zone of slow crack growth (Fig. 7a). Even after a transition to faster crack propagation, the fracture surface is covered with a lot of shear lips, mostly oriented in the crack growth direction (arrow on Fig. 7b). This indicates that the polymer was much more plastically deformed before the final fracture could occur, i.e. it is an evidence for the much higher fracture toughness measured for PR-250 in comparison to PR-120. At even higher magnifications, one can also find foreign particle inclusions that have acted as sites for secondary crack initiation. This is evidenced by the parabolic shear lip features, with their open side pointing in the direction of crack propagation (arrow in Fig. 7c).
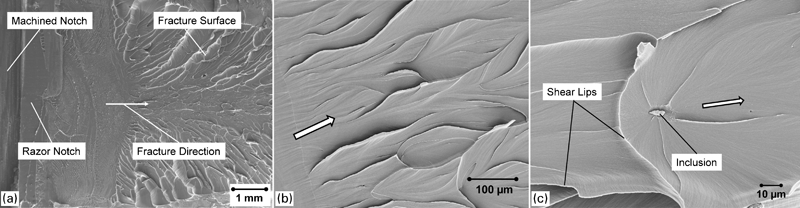
a overview of fracture surface of PPP PR-250 (arrow of fracture direction is placed in transition region from slow to rapid crack propagation), b SEM images of fracture surface of PPP PR-250 in transition region from slow to rapid crack propagation and c shear lips on fracture surface of PPP PR-250 and location of inclusion
With EDX analysis, one can observe the material composition of these inclusions (Fig. 8). They exist as Zn or ZnO, i.e. they have the same composition as those found in PR-120. Their function in the polymer is unknown, but they act also here as sites of secondary crack initiation.
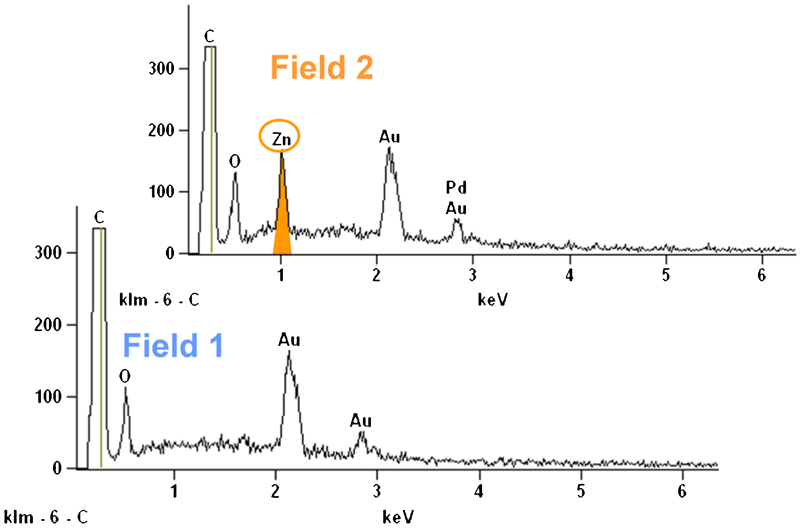
Energy dispersive X-ray spectroscopy (EDX) spectra of PR-250 at location without (field 1) and with impurity inclusion (field 2)
Properties in comparison
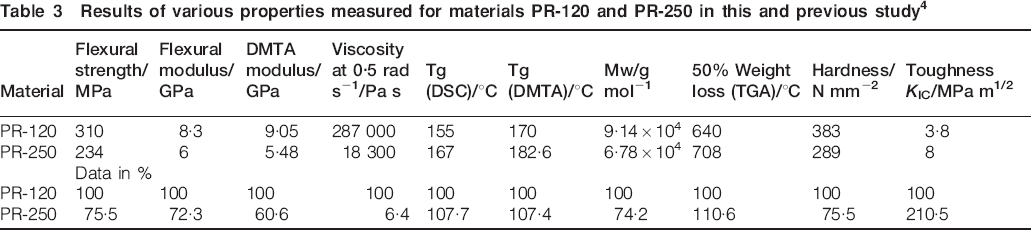
In order to get an idea about the general property profile of the two PPP materials under consideration, the most important results of parts 1 and 2 of this study were listed in Table 3. Both the absolute average values and the relative values (related to PR-120 as 100%) are presented. Using the latter for creating a spider diagram, Fig. 9 illustrates in a more visual way where the ‘strengths’ and ‘weaknesses’ of the two materials can be found. PR-250 has a much lower viscosity (good for easier processing) and a better fracture toughness, whereas PR-120 dominates if strength, stiffness and hardness are required for particular applications.
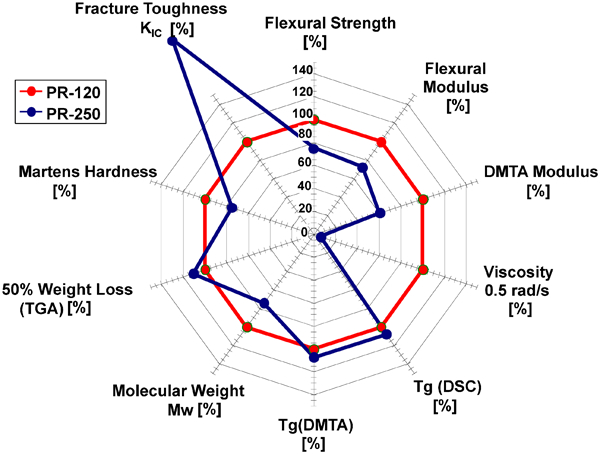
Spider diagram of materials PPP PR-120 and PR-250, indicating major differences between two, as found in parts 14 and 2 of this paper
Results of various properties measured for materials PR-120 and PR-250 in this and previous study4
Conclusions
Two types of PPP, i.e. an extrusion grade (PR-120) and an injection moulding grade (PR-250), were investigated with regard to their hardness and fracture toughness. The much stiffer molecular structure of the extrusion grade resulted in a much higher flexural modulus (the highest compared to any other unreinforced thermoplastic at room temperature), whereas the injection moulding grade behaved much softer, due to a greater amount of flexible molecular segments. This resulted also in a much higher hardness of material PR-120 compared to PR-250. The latter, on the other hand, possessed a fracture toughness that was even slightly higher (at room temperature) than the material PEEK, which is well known for its excellent toughness over a wide temperature range. A small anisotropy in fracture resistance was also detected for both PPPs, i.e. cracks transverse to the extrusion or injection moulding direction were more difficult to propagate than those in the parallel orientation.
This paper will be continued with another part, dealing with the scratch and wear resistance behaviour of the materials.
Footnotes
Acknowledgements
The authors are grateful to the King Saud University, Riyadh, Saudi Arabia, who kindly supported this international collaboration. Further thanks are due to the company Solvay Advanced Polymers, USA, for kindly supplying the materials.