
Abstract
Red mud (RM) is a large quantity waste product in the production of alumina. There is still no efficient way to deal with it in the world. Using RM as a raw material to synthesise Mg–Al–Fe ternary layered double hydroxide (LDH) is a feasible way to solve this global problem. The synthesised LDH was characterised by X-ray diffraction. The flame retardant and thermal degradation properties of ethylene-vinyl acetate/layered double hydroxide/graphite powder (EVA/LDH/GP) composites have been studied using cone calorimeter test (CCT), scanning electron microscopy (SEM), and thermogravimetry–Fourier transform infrared spectrometry (TG–IR). The CCT data indicate that heat release rates of EVA/LDH/GP composites decrease greatly in comparison with those of EVA, EVA/RM and EVA/LDH composites. The morphological structures of charred residues observed by SEM give positive evidence that the compact char residue layers formed from EVA/LDH/GP composites. The TG–IR is used to characterise volatilised products formed in the thermal degradation process.
Introduction
Ethylene-vinyl acetate (EVA) is extensively used in many fields, especially, in the wire and cable industry. 1 Ethylene-vinyl acetate is easily flammable for its chemical compositions. Therefore, it is a challenging task to improve the flame retardancy of EVA copolymers development. 2 There are several ways to improve flame retardancy EVA composites, one of these is to fill flame retardant additives into EVA. 3 To achieve the required flame retardant grade of low smoke and non-toxic character, metal hydroxides, mainly aluminium trihydroxide and magnesium hydroxide, are added in a high loading level.4, 5 However, this high loading results in a worsening of mechanical performance of the materials. 6 Lately a new emerging class of composites, based on layered double hydroxides (LDH), also known as anionic or hydrotalcite-like clays, has been investigated.7, 8 Layered double hydroxides may be considered a universal additive for improving the fire retardant properties of polymers and have similar geometrical structure as the natural clay minerals such as montmorillonite. 9 The fire retardants mechanism of LDH is based on the endothermic decomposition with the release of water, which cools the flame zone and dilutes the pyrolysis products. Layered double hydroxide dispersed in polymer matrix can promote the charring process during the thermal degradation process of polymer. 10 Graphite powder can be used as refractories, because of GP has a nature of withstanding high temperature, its boiling point is 3850°C, and its melting point is 4250°C. Even after ultra high temperature burning, graphite weight loss is very small.
Global alumina production from bauxite processing generated over 5 billion tons of hazardous residues [Red mud (RM)] during the period from the late nineteenth century to 2008, and the current annual production rate of RM has been estimated more than 200 million tons.11–13 Red mud is relatively toxic not only due to its high alkalinity, but because of the presence of numerous heavy and radioactive metals.14, 15 Effective use of such a large quantity of RM attracted much attention in the world. Some workers studied that RM as raw materials can be used to produce bricks, 16 and stabilisation of Pb. 17 Our research group 1 had used RM as a raw material to synthesise LDH by a calcination–rehydration method, and we had studied the flame retardant properties of EVA/LDH/red phosphorus systems, EVA/LDH/melamine systems and some others.
In this report, we researched the flame retardant properties of EVA/LDH/GP systems for the first time, which were studied using cone calorimeter test (CCT), scanning electron microscopy (SEM), and thermogravimetry–Fourier transform infrared spectrometry (TG–IR).
Experimental
Materials
EVA18 (containing 18 wt-% vinyl acetate) was bought from Beijing Eastern Petrochemical Co., Ltd (China). Red mud was kindly supplied by Aluminum Corporation of China Shandong Branch as a sponsored material. It contains C (5·30%), O (48·48%), Na (7·42%), Al (8·86%), Si (8·34%), Ca (6·66%), Ti (1·28%) and Fe (13·66%) (The result is examined by an INCA Energy X-ray energy spectrometer (EDS, Oxford, UK) after roasted at a temperature of 550°C for 4 h). Graphite powder (95% of particles less than 30 μm) was bought from Huayi Group Huayuan Chemical Industry Co., Ltd (China). Other reagents were standard laboratory reagents, and used as received without further purification.
Sample preparation
Synthesis of LDH1
Red mud was dried at 100°C for 24 h, and was ground by a Ball Machine into 200-mesh-pass particles. Then, RM and MgO were mixed with Mg/(Al+Fe) molar ratios of 3·0/1·0. The mixture was roasted at a temperature of 550°C for 4 h using a muffle furnace, then the roasted mixture was leached in Na2CO3 solution with [CO32−]/([Al3+]+[Fe3+]) = 2·0. Each mixed process was simultaneously added to an emulsifying machine with a rotor speed of 200 rev min−1 and mixed for 10 h. Then, the slurry was filtered, washed thoroughly, and dried at 80°C for 24 h to obtain Mg/Al/Fe–CO3 LDH. At last, the Mg/Al/Fe–CO3 LDH was ground into 200 mesh pass particles (with a particle size of about 75 μm) as flame retardants.
Preparation of EVA composites
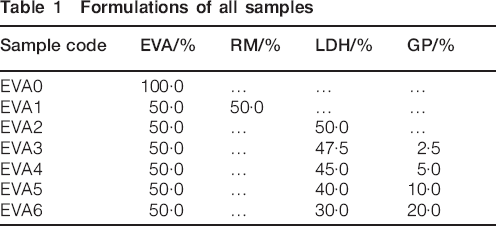
All compositions were melt compounded with a mixer at about 120°C for 10 min. After that, the mixtures were then compression molded at about 120°C into sheets under a pressure of 10 MPa for 10 min. The sheets were cut into suitably sized specimens for fire testing. The formulations are given in Table 1.
Formulations of all samples
Measurements
X-ray diffraction (XRD)
X-ray diffraction data were gained at room temperature on a Philips X'Pert Pro Super apparatus (Nicolet Instrument Co., Madison, WI, USA) using Cu Kα radiation with a nickel filter (wavelength = 1·5418 Å) at a scan rate of 0·0167° s−1.
CCT
The cone calorimeter (Stanton Redcroft, UK) test was performed according to ISO 5660 standard procedures. Each specimen of dimensions 100×100×3 mm was wrapped in aluminium foil and exposed horizontally to an external heat flux of 50 kW m−2.
SEM
The scanning electron microscopy studies were performed on the char residue using a Hitachi X650 scanning electron microscope.
TG–IR
The TG–IR instrument consists of a thermogravimeter (TG2009 F1, Netzsch Instruments, Germany), a Fourier transform infrared spectrometer (Vertex 70, Bruker Optics, Germany), and a transfer tube with an inner diameter of 1 mm connected to the TG and the infrared cell. The investigation was carried out from 30 to 800°C at a linear heating rate of 10°C min−1 under the nitrogen flow rate of 3×10−5 m3 min−1.
Results and discussion
XRD characterisation of Mg/Al/Fe–CO3 LDH
X-ray diffraction patterns of the Mg/Al/Fe–CO3 LDH and RM are shown in Fig. 1. The synthetic Mg/Al/Fe–CO3 LDH pattern has the typical peaks of LDH which can be ascribed to diffraction peaks (003), (006), (009), (015) and (110), while the XRD pattern of RM does not show the same phenomenon.18–20 The strong and sharp peaks indicate that the Mg/Al/Fe–CO3 LDH have a well formed crystalline with layer structure. Their diffraction peaks can be indexed by the JCPDS X-ray powder diffraction file of No. 22–700. 4 It shows that the diffraction peaks of Mg/Al/Fe–CO3 LDH are sharp and the baselines are low, indicating relatively well formed crystalline layered structures. It can be concluded that a suitable amount of Mg element is introduced into the RM and LDH can be synthesised successfully.
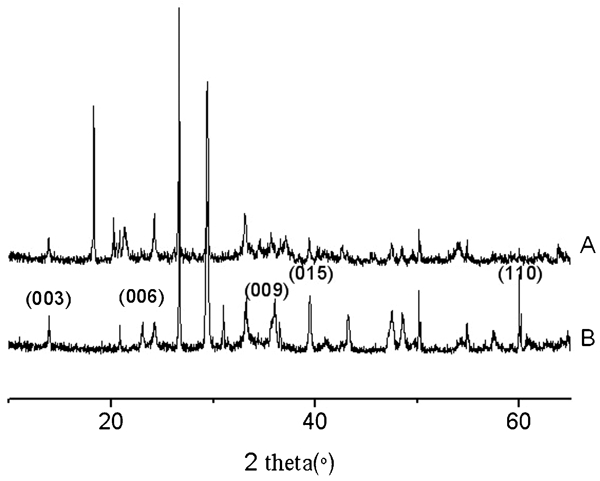
Patterns (XRD) of a RM and b Mg/Al/Fe–CO3 LDH
Flame retardant properties of EVA/LDH composites
CCT of EVA/LDH composites
The cone calorimeter based on the oxygen consumption principle has been widely used to evaluate the flammability characteristic of materials, and it provides a wealth of information on the combustion behaviour.21, 22 Although a CCT is in a small scale, various parameters such as the heat release rate (HRR), the peak of heat release rate (PHRR), the average of heat release rate (AHRR), the time to ignition (TTI), the mass and the total heat release (THR) obtained from CCT can be correlated to large scale fire tests which are used to predict the burning behaviour of materials in real fire scenarios.23, 24
HRR
Heat release rate is a very important parameter and can be used to express the intensity of a fire, especially the PHRR and the AHRR are important parameters, which can be used to evaluate the intensity of fire. 25 The HRR plots for the all samples can be seen in Fig. 2. Important numerical data of the measurements are given in Table 2. During the process of combustion, each sample had two HRR peaks, which were mainly due to the two-step pyrolysis behaviour of the EVA composites. 26
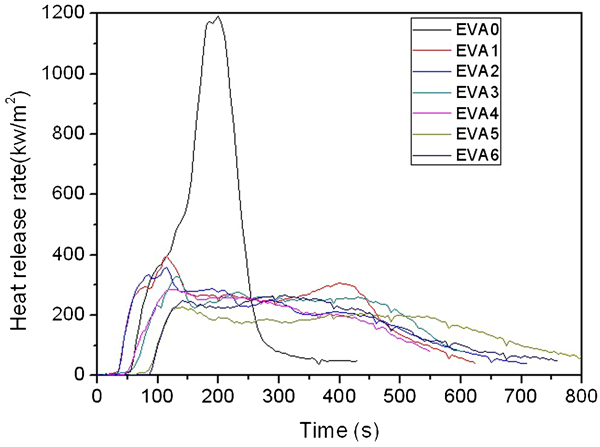
HRR curves of all samples
Data from cone calorimeter test
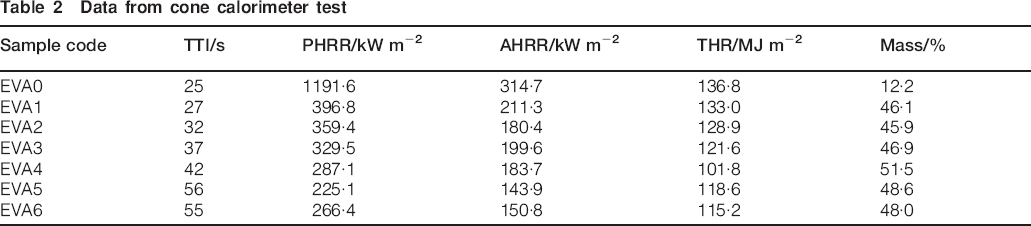
Figure 2 shows that pure EVA (EVA0) burns very fast after ignition. A very sharp curve appears at the range of 50–250 s, whereas EVA1 with 50% RM and EVA2 with 50% LDH show a dramatic decline of the HRR curve. The HRR value of EVA5 with 40% LDH and 10% GP decrease, and its multiple peak features are lower than the other samples; they show the lowest HRR value among the above samples, especially compared with that of pure EVA. For EVA5, its PHRR is 225·1 kW m−2 and AHRR is 143·9 kW m−2. Its TTI (Table 2) increases from 25 to 56 s compared with pure EVA (EVA0). The possible reason is that the char layered formed; it acts as a protective barrier to limit oxygen diffusion to the substrate and retards the volatilisation of the flammable decomposition products. These results indicate that the addition of a suitable amount of GP can increase the flame retardance of EVA/LDH blends.
Mass loss
Figure 3 shows the weight of the char residues. The mass loss curves are in accordance with the HRR curves. During combustion, the accumulated GP consequently formed a charred layer by collaboration with LDH, which acted as a heat insulation barrier. The physical process of the char would act as a protective barrier in addition to the compact shield and can thus limit the oxygen diffusion to the substrate or give a less was found that the compact char residue of EVA3–EVA6 formed on the surface of the sample. The effect of the heat insulation barrier is improved with the addition of GP.
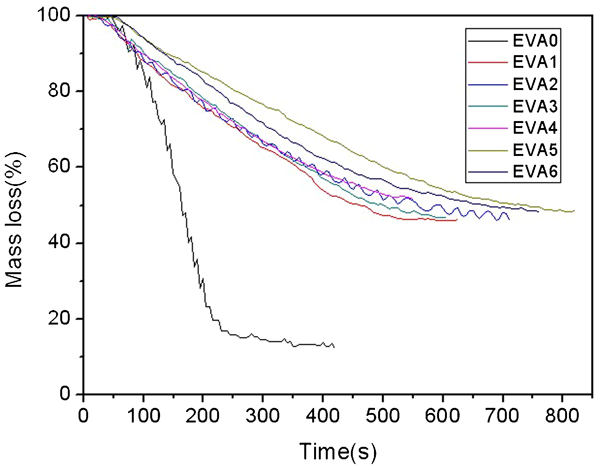
Mass loss curves of all samples
THR
Figure 4 presents the THR of all the samples. The slope of THR curve can be assumed as representative of fire spread. 27 From Fig. 4, it can be seen that the THR is decreased by the addition of GP. It is obvious that the flame spread of samples (EVA3 to EVA6) has decreased. This phenomenon is also due to the migration of GP onto the surface of the sample, which can be the barrier from the flame zone to the underlying materials, and restrain the flammable gases to flame zone. The above data indicate that the fire resistance performances of EVA/LDH blends are enhanced by partly substituting LDH with GP.
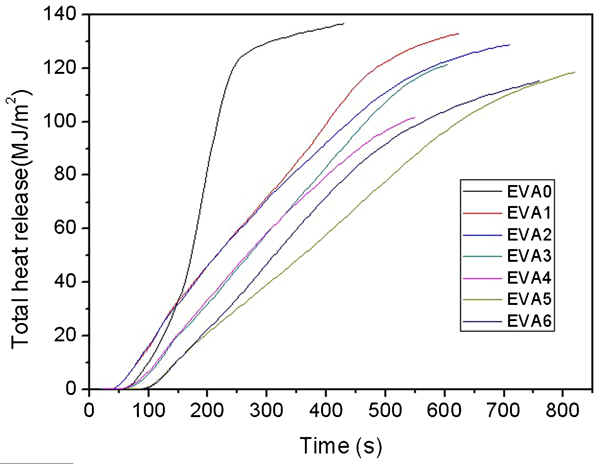
THR curves of all samples
Digital photos of residues
Digital photos of residues of all the samples are shown in Fig. 5. The flame retardant EVA samples displayed remarkably different combustion behaviours than pure EVA during the cone calorimetry tests. At the end of combustion, pure EVA left no residue. A coherent and dense char can be formed on the surface of EVA5; however, there are some cracks formed on the surface of char residue of other samples. The possible reason is that a suitable of LDH and GP can migrate onto the surface of the sample. From the char structure, we can explain the combustion phenomenon of the flame retardant EVA composites. The formation of efficient ceramic material can prevent the heat mass transfer between the flame zone and the burning substrate, and protect the underlying materials from further burning and retard the pyrolysis of polymer.
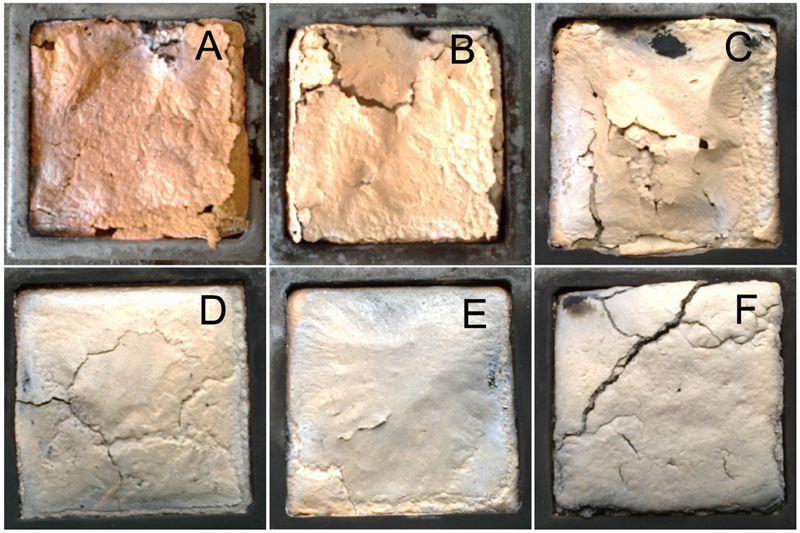
Photographs after cone calorimeter test: a EVA1, b EVA2, c EVA3, d EVA4, e EVA5, and f EVA6
Scanning electron microscopy (SEM)
The residue chars left after CCT are examined for char appearance by SEM analysis, in order to explore how the structure of chars determines fire resistant properties. 28 Figure 6 presents the SEM images of the upper and lower surfaces of the charred residues of EVA1, EVA2 and EVA5 samples magnified 5000×. The rapid formation of the protective char layer is highly dependent upon factors such as the fire temperature and the viscosity of the melting coating. The images of Fig. 6a and b show that the samples without GP content have an incoherent surface. This may be explained by the fact that carbon source is not enough to form the char. In Fig. 6c, the mixture of LDH and GP provides the largest improvement in the physical stability of the residue. Therefore, it formed probably more coherent protective char on the surface of the polymer than the RM or LDH alone. The compact char structure, acting as an insulating barrier, can prevent the heat transfer between the flame zone and the underlying substrate, and thus protects the substrate from heat and fire. This can explain why the EVA5 shows the lowest PHRR among all samples. It can be concluded that fire resistant properties of flame retardant EVA materials are directly connected with the formation of char structure, and the SEM analysis demonstrates that a suitable of LDH and GP can improve char structure and flame retardance.
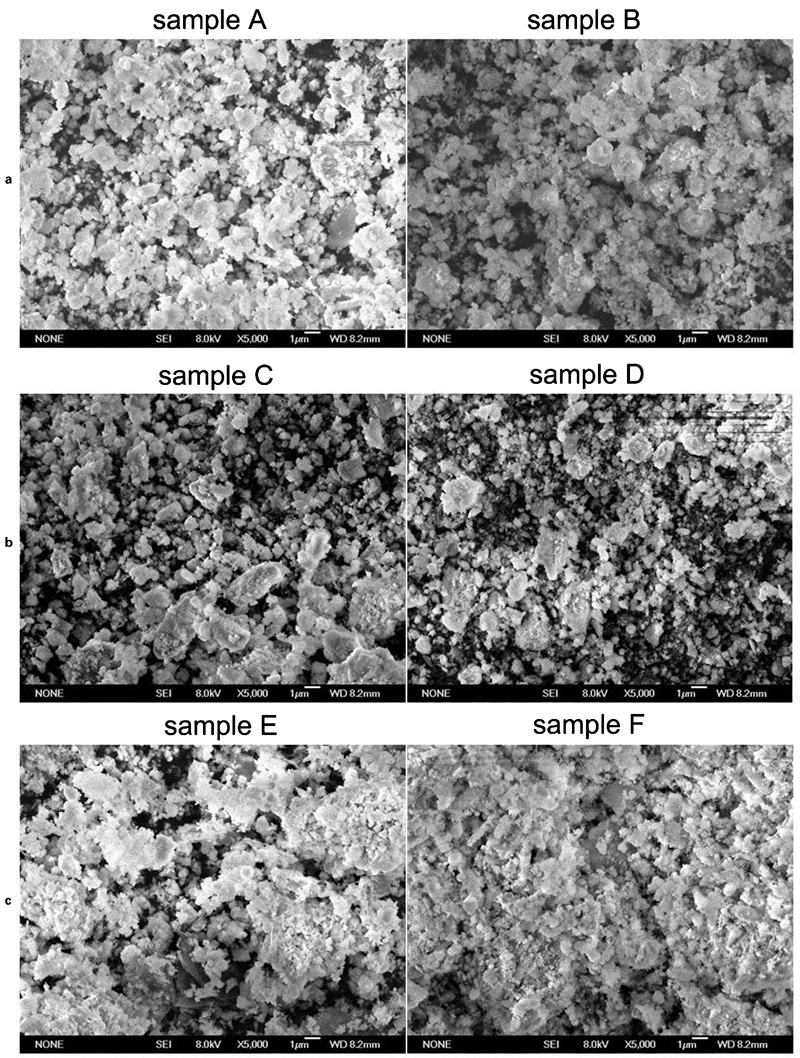
Images (SEM) of surface and bottom of charred residues obtained from a EVA1 (sample A and B), b EVA2 (sample C and D), and c EVA5 (sample E and F) samples
TG–IR
TG analysis
The TG–IR analysis is always used to study the thermal degradation behaviour of flame retardant materials; it also enables us to analyse the volatilised products at various temperatures. Figure 7 shows the TG and DTG curves of samples EVA0, EVA1, EVA2 and EVA5 in a nitrogen atmosphere. Thermal stability of a polymeric material is extremely important when it comes to a flame retardant, which is mainly concerned about the release of decomposition products and the formation of char. 29
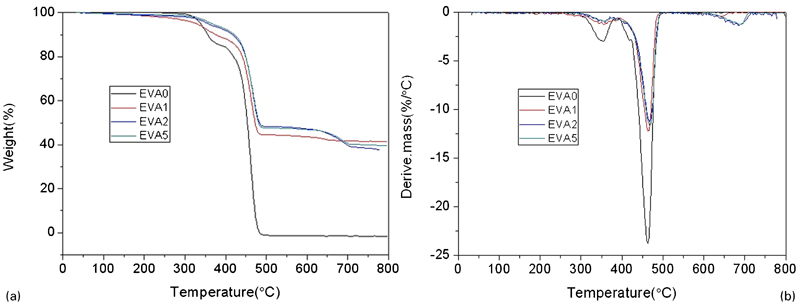
TG and DTG curves of EVA0, EVA1, EVA2, and EVA5 composites
The mass loss of the polymer is due to volatilisation of products generated by thermal decomposition was monitored as a function of a temperature ramp. The thermal degradation of ethylene vinyl acetate copolymer undergoes two steps.30–32 The first decomposition step is caused by the loss of gaseous acetic acid and the formation of carbon–carbon double bonds along the polymer backbone between 300 and 400°C. The second degradation step (between 400 and 500°C) is attributed to the unsaturated chains scission of the polymeric main chain and the volatilisation of the carbonaceous residue formed, in this step the temperature of maximum weight loss rate for the curves are about 440 and 490°C.
Figure 7 presents that EVA2 which contains 50% LDH and EVA5 which contains 40% LDH and 10% GP have the lower decomposition rate than the pure EVA and EVA1 which contains 50% RM in the first step. That is to say the loss of acetic acid can be suppressed by a suitable amount of LDH and GP, while they show high thermal stability at high temperatures. This should be the main reason why EVA/LDH/GP has better flame retardancy than the other samples. This result correlated well with the results of CCT.
FTIR characterisation
Volatilised products of the composites during the thermal degradation were characterised by TG–IR technique as shown in Figs. 8 and 9. Figure 8 shows the three-dimensional TG–IR spectra of pyrolysis products of the composites during the thermal degradation. From Fig. 8, it can be seen that the evolved gas products of the four samples exhibit characteristic bands of 950–1150, 1250–1500, 1700–1850, 2250–2400, 2800–3150 and 3400–4000 cm−1. The spectra fit well with the reported FTIR features of gas products such as carboxylic acid (1700–1850 cm−1), CO (2250–2300 cm−1), CO2 (2300–2400 cm−1) and aliphatic hydrocarbons (950–1150, 1250–1500, and 2800–3150 cm−1).33, 34 In this study, the main decomposition products of the composites are carboxylic acid, CO, CO2 and aliphatic hydrocarbons.
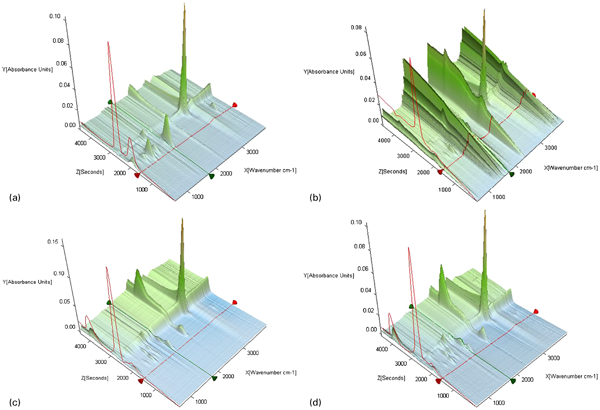
Three-dimensional TG–IR spectra of pyrolysis products of composites during thermal degradation
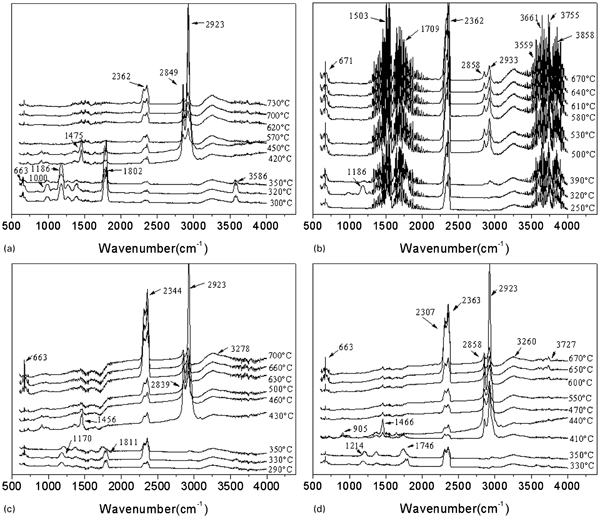
FTIR spectra of pyrolysis products of composites at different temperatures
From different pyrolysis products from the composites during the thermal degradation, it can be noticed that the degradation processes of the four samples are significantly different. It is obvious that pure EVA decomposes dramatically when heated and the decomposition of EVA1 containing RM produces more carboxylic acid and aliphatic hydrocarbons than other samples. This maybe means RM is not a suitable flame retardant for EVA. However, EVA2 and EVA5 produce more CO2 than the other samples. That's the reason why EVA2 and EVA5 have better flame retardancy than the other samples.
More detailed information about FTIR spectra of pyrolysis products of the composites at different temperatures during the thermal degradation is shown in Fig. 9. As shown in Fig. 9, no peak can be found in the release of CO2 for pure EVA until about 400°C. While a peak attributed to CO2 can be seen at about 330°C for both EVA2 and EVA5. The peak of CO2 for EVA2 and EVA5 may be mainly caused by the CO32− in LDH, which can be transformed into CO2 when heated. When GP is added into the composites, the amount of LDH is reduced. Therefore, few CO2 can be released. This is exactly why the release of CO2 for sample EVA5 shows a slight decrease than EVA2.
It can be seen that a lot of carboxylic acid is evolved from pure EVA and EVA1, while little can be found for EVA2 and EVA5. EVA2 shows a small peak at the temperature of 330°C, this maybe because LDH can react with carboxylic acid to form H2O. Thus, release of carboxylic acid is maintained at a low level. While the evolved carboxylic acid reflects the decarboxylation of EVA, the release of aliphatic hydrocarbons can be used to evaluate the break of the main chain. As shown in Figs. 8 and 9, a sharp peak can be seen for pure EVA. With the addition of LDH, the release of aliphatic hydrocarbons is decreased significantly. It is interesting to find that when GP is added into EVA/LDH composites, the release of aliphatic hydrocarbons is increased slightly. The mechanism of the synergistic effects between GP and LDH may be not the gas phase process but the condensed phase process.
Conclusions
Mg/Al/Fe–CO3 LDH was synthesised with RM as raw material and characterised by XRD. The XRD result showed that the Mg/Al/Fe–CO3 LDH was synthesised successfully. It was obvious that using RM as a raw material to synthesise LDH is a feasible way to utilisation of RM.
A new flame retardant system, LDH/GP based on EVA marix, was first examined in this study. The flammability characteristics and thermal degradation behaviour of EVA/LDH/GP blends had been measured in comparison with EVA, EVA/RM and EVA/LDH by CCT, SEM and TG–IR analysis. The data from CCT showed that the EVA/LDH/GP composites apparently decrease the HRR and THR. The results from SEM showed that GP can act as efficient synergist, which improved the homogeneous dispersion of LDH and promoted the formation of compact charred layers in the EVA/LDH/GP composites during burning. The TG–IR results indicated that the thermal stability of the EVA/LDH/GP composite was improved and the mechanism of the synergistic effects between LDH and GP may mainly depend on the condensed phase process.
Footnotes
Acknowledgements
The authors gratefully acknowledge the National Natural Science Foundation of China (Grant No. 51372129) and the Projects of Science and Technology from Shandong Province (Grant No. 2013GSF11608).