
Abstract
A series of flame retardant epoxy composites were prepared based on bisphenol A epoxy resin, T31 curing agent, intumescent flame retardant and CYH-277 toughener. The combustion and thermal degradation properties of the epoxy composites were evaluated by cone calorimeter test (CCT), thermogravimetric analysis (TGA), scanning electron microscopy and smoke density test (SDT) respectively. The CCT results showed that the addition of CYH-277 can decrease heat release rate, total heat release and smoke production rate, reduce the char residue, and delay the ignition time of flame retardant epoxy composites. EP-3 with 14 wt-% CYH-277 toughener comparatively showed the best flame retardancy among all samples. The TGA results showed that CYH-277 toughener had an influence on the initial decomposition temperature rather than on the char residues. In addition, the SDT results showed that EP-1 had the best smoke suppression ability.
Introduction
Epoxy resin is one of the most important classes of thermosetting resins with a variety of advantages, such as high chemical and corrosion resistance, outstanding adhesion properties, low shrinkage upon curing and good performances at elevated temperatures. However, the flammability of epoxy resins limits their usage in some fields.1, 2 Many approaches have been applied in improving the flame retardancy of epoxy resins. Traditionally, halogen containing compounds 3 were reported to be effective flame retardant agents for various epoxy resins. However, some of them are restricted to be used due to their generating dense toxic smoke and corrosive products during combustion. 4 Thus, new methods were explored to resolve the above problems, such as phosphorus containing flame retardants,5–7 silicon containing flame retardants8, 9 and other additives.10, 11 In our previous work, it has been found that the single molecule intumescent flame retardant (IFR) has many merits. 12
Additionally, as a consequence of their highly cross-linked structure, epoxy resins exhibit brittleness, poor fracture toughness and low resistance to crack propagation.13–15 Thus, it is of great significance to be toughened for epoxy resins. It is reported that epoxy resins can be toughened by four methods: chemically modifying with a more flexible back bone, increasing molecular weight of epoxy back bone resin, decreasing cross-linking density of matrix and incorporating a dispersed toughener phase in epoxy matrix.16–18 Usually, the toughness of epoxy resins has been increased by the modification of reactive elastomers or thermoplastic polymers such as carboxy terminated butadiene acrylonitrile (CTBN) copolymer19, 20 and carboxy randomised butadiene acrylonitrile rubber. 21 However, these methods drastically decrease glass transition temperature of the cured epoxy resins because a part of CTBN dissolves in epoxy resin.22, 23
CYH-277 is a kind of low viscosity hyperbranched polyester with reactive end group such as carboxyl groups and hydroxyl groups and with a highly branched three-dimensional spherical structure. CYH-277 can be used as both epoxy toughening modifiers and good reactive diluents with high performance. Thus, it has good toughening properties and reactivity, which can greatly improve the mechanical properties of cured epoxy resins, such as impact resistance, resistance to compression and cracking. When it is added into an epoxy resin curing system, CYH-277 can significantly reduce the curing exothermic peak, thus smooth epoxy curing reaction. It is not difficult to understand that toughening agent will affect the combustion properties and thermal degradation behaviours of epoxy resins.
In this study, a series of epoxy composites were prepared using bisphenol A epoxy resin (E-44) as matrix, T31 as curing agent, CYH-277 as toughener and IFR as flame retardant. In addition, the influence of toughener content on the flame retardant properties of epoxy composites was investigated by cone calorimeter test (CCT), thermogravimetric analysis (TGA) and smoke density test (SDT). Additionally, to further explore how the structure of char determines flame retardant properties, the residue chars of EP-1 and EP-3 were examined by scanning electron microscopy (SEM) analysis after CCT.
Experimental
Materials
Epoxy resin (E-44) was purchased from the Shijiazhuang Stanley Technology Co. Ltd, Shijiazhuang, China. T31 curing agent was from Jinan Wang Boley Chemical Co. Ltd, Jinan, China. Reactive epoxy toughening agent (CYH-277) was purchased from Wuhan Senmao Fine Chemical Co. Ltd, Wuhan, China. The IFR was synthesised in our laboratory based on phosphorus acid, melamine and pentaerythritol with the molar ratio of 1∶1∶2. 12
Preparation of epoxy composites
A certain amount of epoxy resin and IFR was mixed at 2000 rev min−1 for 20 min in high speed dispersion machine. Then, a certain amount of CYH-277 was added and mixed with the above blends for 10 min. In addition, a corresponding amount of T31 curing agent was added into the above mixtures and stirred into uniform. At last, the mixture was poured into aluminium foil boxes, which can be used for CCT and SDT. The mixture was cured in room temperature for 5 days. The formulations of flame retardant epoxy resins are listed in Table 1.
Formulations of cured epoxy resins
Measurements
The cone calorimeter (Stanton Redcroft, UK) tests were irradiated at a radiation heat flux of 50 kW m−2 according to ISO 5660 standard procedures. Specimens for CCT were 100×100×3 mm.
Studies by SEM were performed using a Hitachi X650 SEM.
Thermogravimetric analysis was examined on a DT-50 (Setaram, France) instrument under nitrogen flow. About 10·0 mg of sample was put in an alumina crucible and heated from 25 to 750°C, with a heating rate of 10 K min−1.
An SDT machine JQMY-2 (Jianqiao Co, China) was used to measure the smoke characteristics according to ISO 5659-2 (2006). Each specimen of dimensions 75×75×2·5 mm was wrapped in aluminium foil and exposed horizontally to an external heat flux of 25 kW m−2 with or without the application of a pilot flame.
Results and discussion
Cone calorimeter test
The CCT based on oxygen consumption principle has been widely used to evaluate the flammability characteristics of polymer materials. It is an effective approach to simulate real world fire conditions, showing great important significance in research and development of new flame retardant materials.24–26
It is generally recognised that heat release rate (HRR) is the most important parameter in controlling fire hazard among many fire reaction properties.2, 27 The changes of HRR as a function of burning time for different epoxy composites are shown in Fig. 1. It can be seen that the HRR value of EP-0 increases rapidly after ignition and reaches to the maximum (910 kW m−2) at ∼140 s. Compared with EP-0, the HRR of the samples with flame retardants dramatically decreases with the addition of IFR, which may be due to compact char residue that formed on the surface of the samples in the CCT. 12 In the case of EP-2, the HRR values keep rising during the combustion process with a peak HRR of 350 kW m−2, which is a little lower than that of EP-1 (357 kW m−2). When the CYH-277 content is raised to 14%, EP-3 shows the lowest HRR value and the longest combustion time among all samples. The above phenomenon can be explained by the cross-linking density of epoxy composites. EP-3 may have the least cross-linking density among all samples. 7 Additionally, it is noted that the ignition time of EP-1 with only IFR is a little longer than that of EP-0, but shorter than that of epoxy composites with CYH-277, which indicates that the epoxy composites decompose at high temperature with the addition of CYH-277. 28
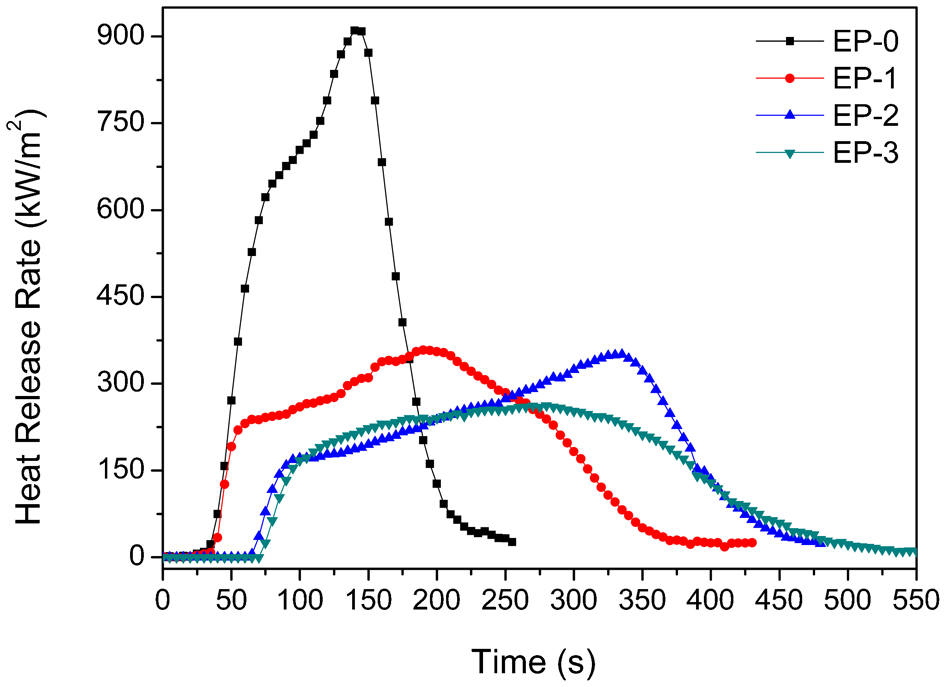
Heat release rates of epoxy composites at flux of 50 kW m−2
The mass curves of epoxy composites are shown in Fig. 2. During combustion, an intumescent char may occur on the surface of the samples, creating a physical protective barrier on the surface of material. 29 As a result, it can be seen that EP-0 is completely burnt at 200 s, but the epoxy composites containing IFR and CYH-277 are still not burnt for 20–40% of their original weights. Additionally, it can be noted that the char residue of EP-1 at 430 s is 22·5%, which is higher than that of any others, indicating that CYH-277 cannot increase the char forming ability. In addition, it can also be explained that the total combustion time of EP-1 is shorter than that of EP-2 and EP-3, and therefore, its mass reduces less than EP-2 and EP-3.
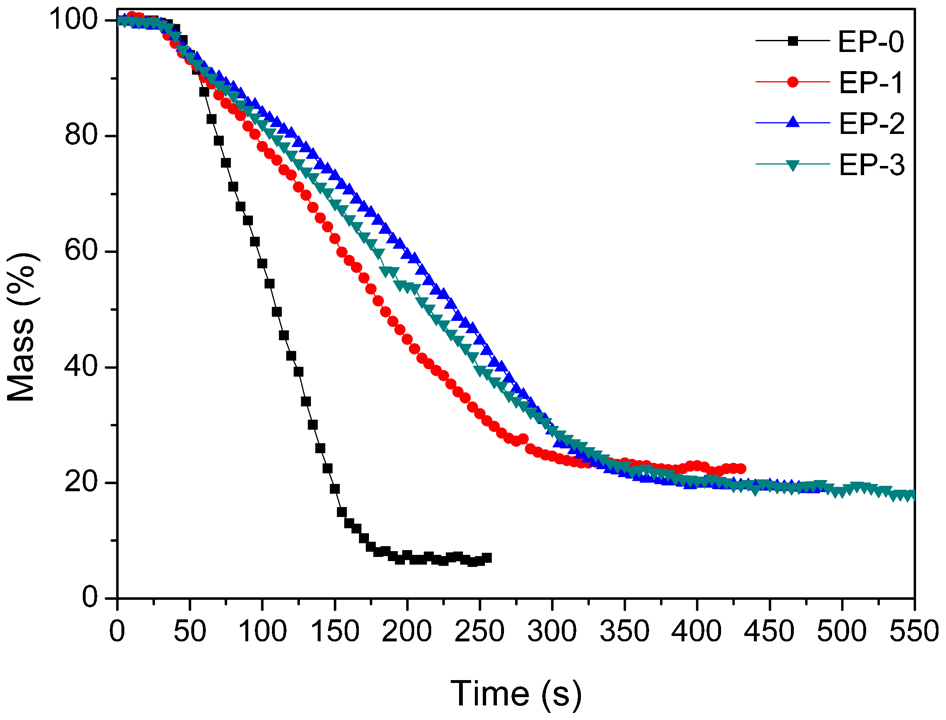
Mass curves of epoxy composites at flux of 50 kW m−2
Figure 3 presents total heat release (THR) of all the epoxy composites. It can be seen that THR value (97·54 MJ m−2) of EP-0 is higher than that of epoxy composites with IFR. In addition, there is little difference in THR values between EP-2 and EP-3 before 290 s. Moreover, the THR of EP-2 still rises after 290 s, which corresponded with the HRR curves in Fig. 1. What's more, from EP-1 to EP-3, the THR values at 430 s are 80·35, 82·28 and 73·25 MJ m−2 respectively. It is reported that the slope of THR curve can be assumed as representative of fire spread.30, 31 Among all the samples, EP-3 presents the smallest THR slope at all the combustion time, which indicates that the fire spread of it is the slowest among all samples.
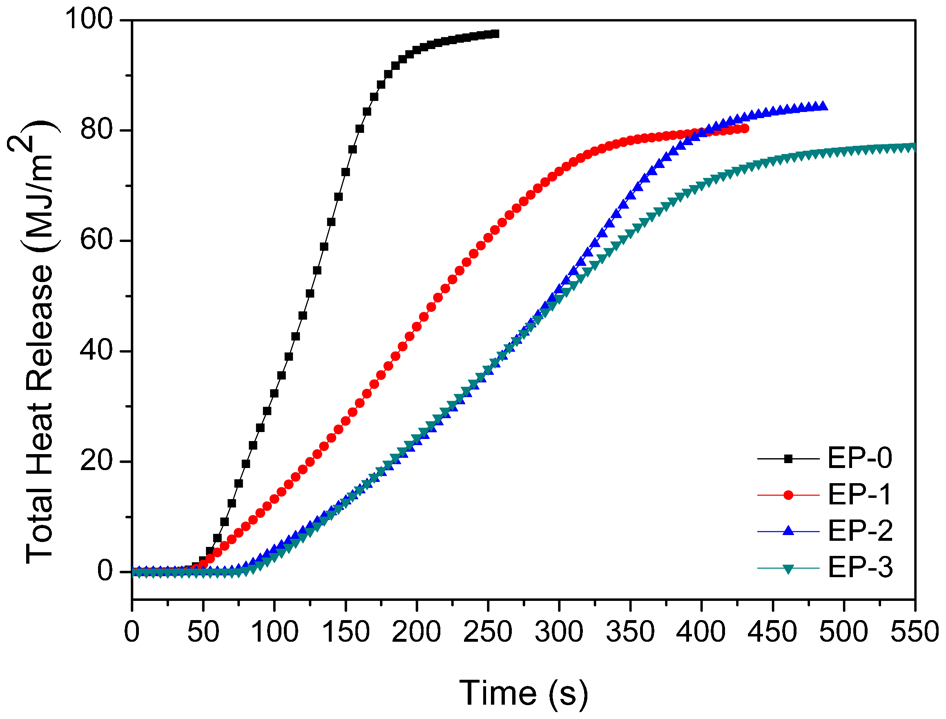
Total heat release of epoxy composites at flux of 50 kW m−2
Smoke production rate (SPR) is also an important parameter to evaluate flame retardancy of materials.32–34 The SPR values of the cured epoxy composites at a heat flux intensity of 50 kW m−2 are illustrated in Fig. 4. The peak SPR value of EP-0 is the highest one (0·22 m2 s−1) among all the epoxy composites. From EP-1 to EP-3, the peak SPR values are 0·109, 0·105 and 0·092 m2 s−1 respectively. It can be concluded that CYH-277 can significantly reduce SPR flame retardant epoxy composites.
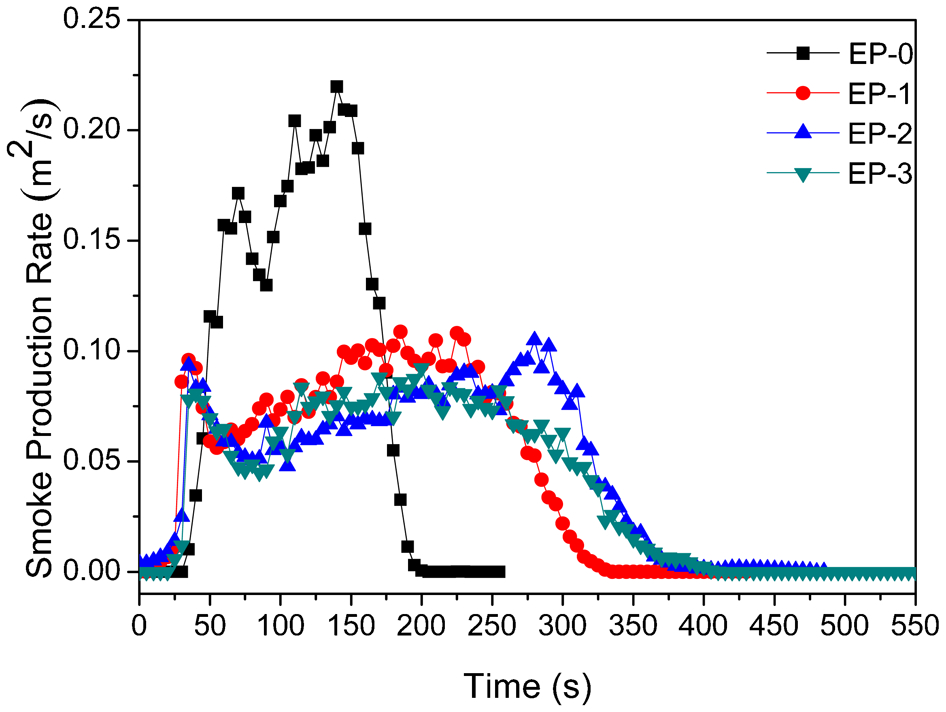
Smoke production rates of epoxy composites at flux of 50 kW m−2
Digital photographs of char residues from the epoxy composites after CCT are shown in Fig. 5. It can be seen that EP-0 is almost completely burnt out after the CCT. In case of EP-1 with only IFR, there is a compact char residue that formed on the surface of the sample. In addition, compared with EP-1, there are more cracks and holes on the surface of epoxy composites containing CYH-277. However, EP-2 and EP-3 expand higher than EP-1, and the char residue of EP-3 shows the highest expansion among all samples, which can explain the results of the lowest HRR, THR and SPR.
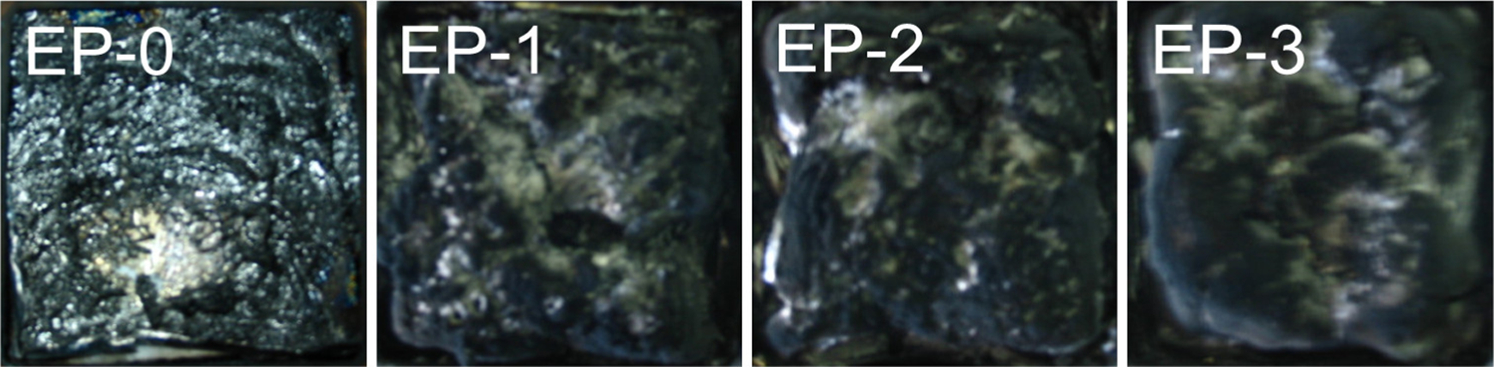
Photographs of epoxy composites after CCT
In order to judge the fire hazard, fire performance index (FPI, m2 s kW−1) and fire growth index (FGI, kW m−2 s−1) were calculated from the directly measured data of cone calorimeter experiments.35, 36 FPI and FGI are defined as the ratio of time to ignition versus peak HRR and the ratio of peak HRR versus time to peak HRR respectively. The higher the value of FPI or the lower the value of FGI, the higher the product's safety rank is. From Fig. 6, it can be seen that FPI values from EP-0 to EP-3 are 0·03, 0·08, 0·09 and 0·13 respectively. In addition, FGI values from EP-0 to EP-3 are 6·50, 1·88, 1·04 and 0·94 respectively. That is to say, FPI values increase and FGI values decrease from EP-0 to EP-3. In addition, EP-3 with 14 wt-%CYH-277 has the highest FPI and the lowest FGI, which indicates that EP-3 has the best flame retardancy among all samples.
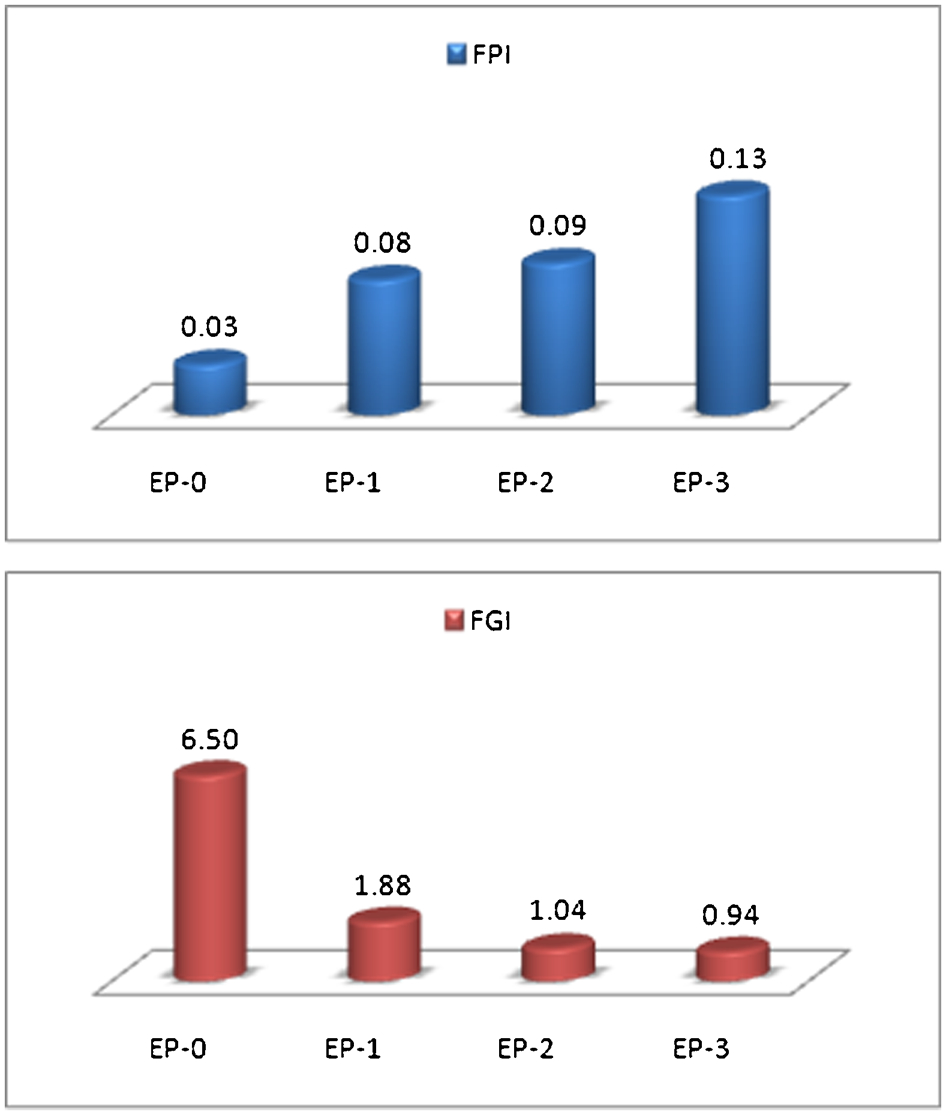
Fire performance index and fire growth index of epoxy composites
To further explore how the structure of char determines flame retardant properties, the residue chars of EP-1 and EP-3 after CCT are examined by SEM analysis. Figure 7 presents the SEM results of charred crusts after CCT. The rapid formation of the protective char layer is highly dependent upon some factors, such as fire temperature and viscosity of the melting composites. 29 It can be seen that there are more holes on the surface of EP-1 than on that of EP-3. That is to say, the char residue of EP-3 is denser than that of EP-1, which can explain the HRR, THR and SPR results. These phenomena can be attributed to the low cross-linking density and low viscosity of EP-3.
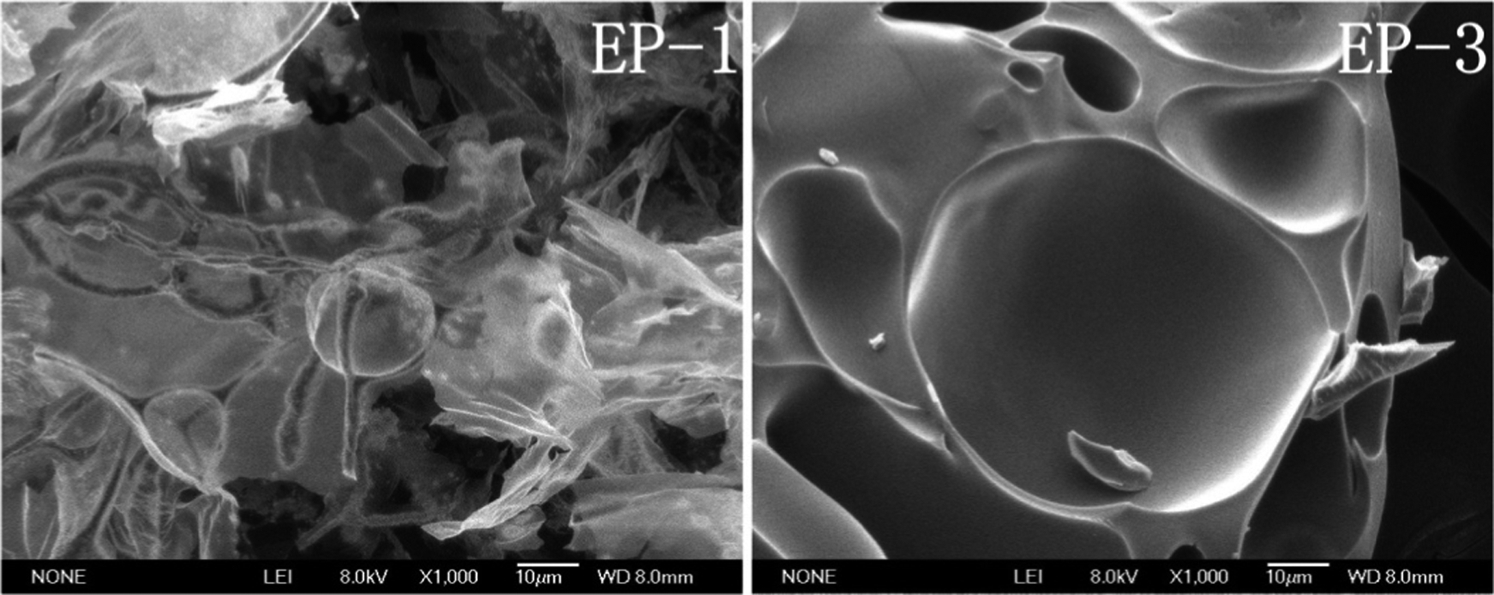
Images (SEM) of char residue from EP-1 and EP-3 after CCT
Thermal properties of cured epoxy composites
Thermogravimetric analysis is a widely employed approach to evaluate the thermal stability and thermal decomposition behaviour of flame retardant materials at various temperatures.37–39 Thermogravimetric and derivative thermogravimetric analyses of the flame retardant composites are given in Figs. 8 and 9 respectively. It can be seen that EP-0 begins to decompose at ∼261°C (T5·0%), which is higher than that of others (EP-1, EP-2 and EP-3) whose initial decomposition temperatures are 256, 203 and 215°C respectively. From Fig. 9, it can be seen that EP-0 shows the fastest decomposition at ∼370°C. In addition, the epoxy composites with CYH-77 decompose slower than EP-1 in the degradation process. The temperature of maximum mass loss rate Tmax of EP-0 is higher than that of others. As shown in Fig. 8, from EP-0 to EP-3, the char residues at 730°C are 14·45, 26·78, 26·86 and 26·29 wt-% respectively. Obviously, there is little difference in char residues between EP-1 and epoxy composites containing CYH-277.
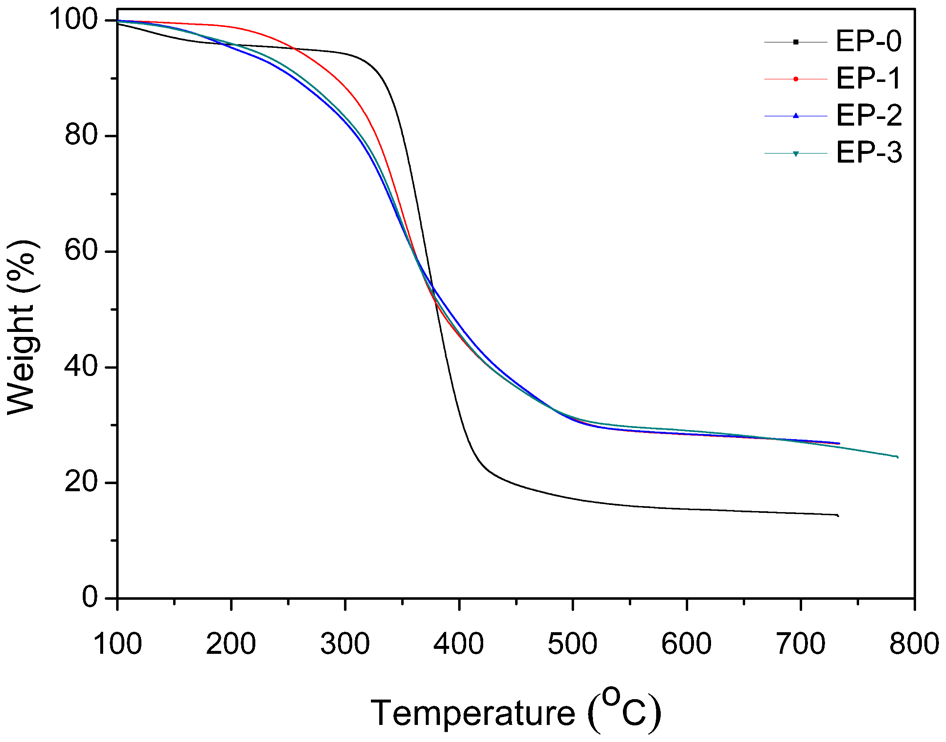
Thermogravimetric curves of epoxy composites
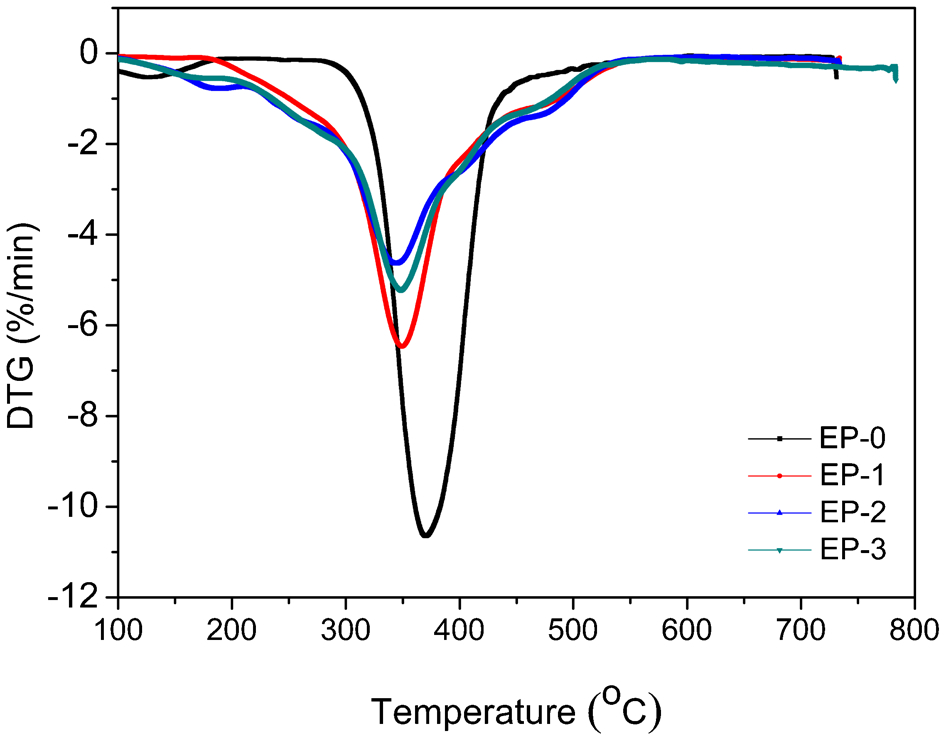
Derivative thermogravimetric curves of epoxy composites
Smoke density test
Cone calorimeter results reflect the combustion behaviour of the samples, yet the SDT gives a more detail information about the smoke production.
Figure 10 presents the optical flux curves of epoxy composites from SDT. As shown in Fig. 10, the times to combustion of the composites from EP-0 to EP-3 are 360, 330, 180 and 210 s respectively, which indicates that the addition of CYH-277 can decrease the time to combustion. It can be seen that EP-0 is the last one to combust, and there is almost no smoke produced before combustion, but it quickly produces large smoke after combustion. In the case of EP-1, the luminous flux value decreases rapidly before combustion. It can be concluded that there is much smoke produced. In addition, its luminous flux value maintains about 12% after 450 s, which is higher than that of any others, indicating that the total smoke production of EP-1 is the least among all samples. For EP-2 and EP-3 with CYH-277, their times to combustion are shorter, and the total smoke productions are larger compared with EP-1.
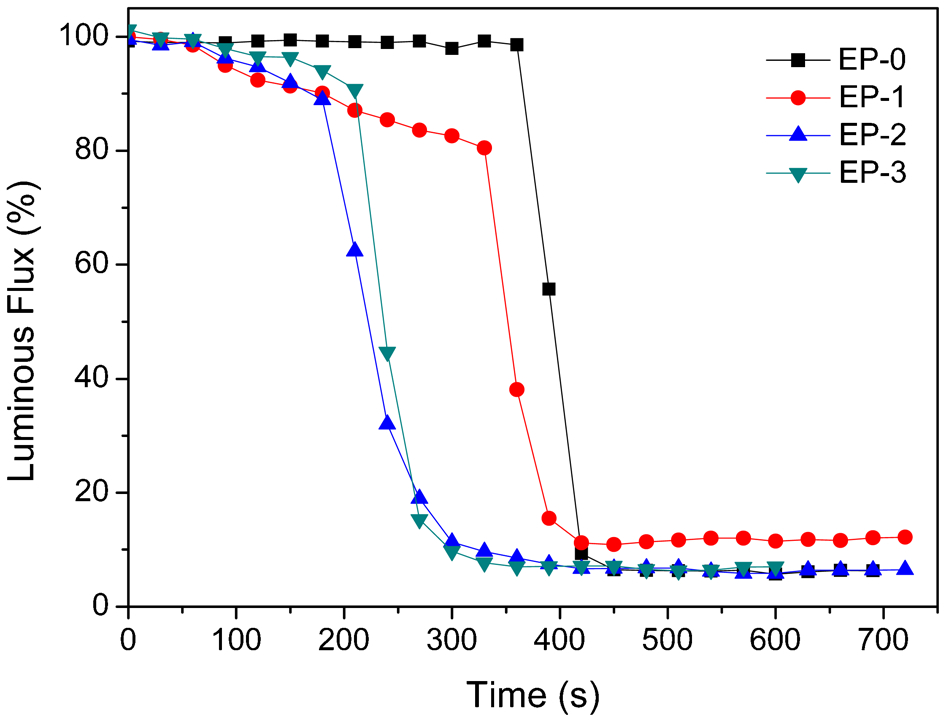
Luminous flux curves of epoxy composites from flame SDT
Figure 11 presents the luminous flux curves of epoxy composites from non-flame SDT. It can be seen that EP-0 produces small amount of smoke at the beginning. Then, the luminous flux of EP-0 reduces rapidly after 400 s and maintains to be the lowest one (12·8%) after 600 s. In the case of EP-1, the luminous flux value reduces from the beginning, but the rate becomes slower in the process, and its value (40%) is the biggest one at 1200 s. In addition, the luminous flux values of EP-2 and EP-3 at 1200 s are 25·7 and 19·2% respectively. It can be concluded that the addition of IFR can reduce the amount of smoke, and the addition of CYH-277 increases the amount of smoke.
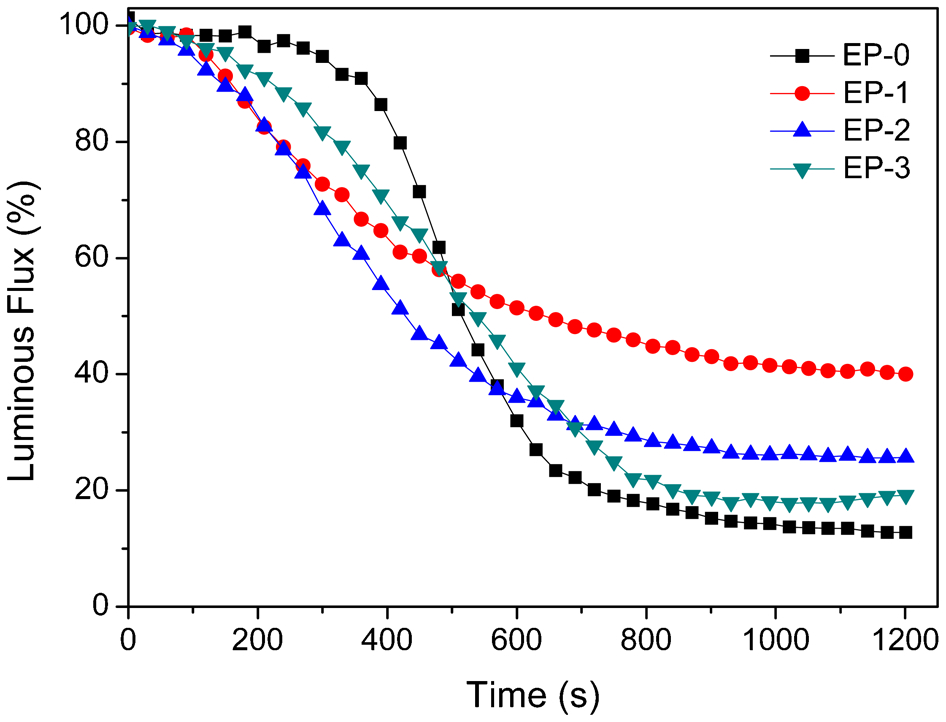
Luminous flux curves of epoxy composites from non-flame SDT
Conclusions
In this study, a series of epoxy composites were prepared based on E-44 epoxy resin, T31 curing agent, IFR and CYH-277 respectively. It can be seen from the results of the CCT that the addition of CYH-277 can decrease the HRR, THR and SPR, reduce the char residue, and delay the ignition time of the epoxy composites. In addition, EP-3 shows the lowest HRR, THR and SPR, which indicates that CYH-277 improves the flame retardancy of IFR epoxy composites. The TGA results show that CYH-277 can influence the initial decomposition temperature but not the char residues. In addition, the results of SDT showed that CYH-277 cannot suppress smoke for IFR epoxy composites in the SDT.
Footnotes
Acknowledgements
The authors gratefully acknowledge the National Natural Science Foundation of China (grant no. 51206084), the Outstanding Young Scientist Research Award Fund from Shandong Province (grant no. BS2011CL018) and the Science and Technology Projects from Shandong Province (grant no. 2013GSF11608).