
Abstract
The role of ultra-fine pre-vulcanised acrylic rubber powder (ACMP) in properties of chloroprene rubber (CR) was studied. ACMP was incorporated into CR at various loadings and the properties of the ACMP filled CR were investigated. Owing to the high thermoplastic nature of the ACMP, better processability is obtained with increasing ACMP loading. Even though the presence of ACMP gives negative effect on cure rate and state of cure, both modulus and hardness of the vulcanisates increase continuously with increasing ACMP loading. The tensile strength is also improved with increasing ACMP loading up to 20 phr. Nevertheless, elasticity and abrasion resistance of the vulcanisates are impaired as the concentration of ACMP is increased. This is mainly attributed to the combination of dilution effect and reduced crosslink density. Since ACMP is fully saturated and highly polar, the incorporation of ACMP into CR gives rise to enhanced aging and oil resistance of the vulcanisates.
Introduction
Rubber blend has become a common practice to improve performance of rubber products. With proper selection of blend partner, the blend with desired properties to match specific applications could be produced. Chloroprene rubber (CR) is a homopolymer of chloroprene having almost entirely trans-1,4-configuration. Like natural rubber (NR), CR is able to crystallise up on stretching leading to outstanding mechanical properties, i.e. high tensile strength and abrasion resistance, etc. In addition, due to the presence of polar chlorine atoms in the molecule, CR exhibits good resistance to degradation by oils, non-polar solvents, weather, oxygen, ozone, heat and flame. It was reported that the oil resistance of CR is comparable to that of nitrile rubber (NBR) at about 18% acrylonitrile (ACN) content. 1 As CR possesses a good compromise between mechanical properties and resistance to degradation, it is frequently blended with other rubbers to improve certain properties, for instance, blending with NR to improve oil, ozone and aging resistance. 2 Properties of the blends based on CR and other rubbers, e.g. NR,2–4 epoxidised natural rubber (ENR), 5 ethylene propylene diene monomer (EPDM)6, 7 have previously been reported.
Acrylic rubber (ACM) is a highly polar and saturated rubber and, thus, it possesses excellent oil, heat, aging and ozone resistance. Since elasticity and mechanical properties of ACM are relatively poor, blending of ACM with other rubbers such as NR8–11 and ENR 12 has been studied. Recently, ultra fine vulcanised ACM powder (ACMP) has been successfully developed by Qiao and coworkers 13 and now commercialised. The ACMP is produced by spray drying of acrylic latex pre-vulcanised through irradiation curing method. Although possible use of ACMP as a toughening modifier for plastics has been extensively investigated,14–16 little attention is given to the application of ACMP as a blend partner or a property modifier for rubbers. The use of ACMP as filler in non-polar NR has recently been reported. 17 The aim of the present work is to investigate the effect of ACMP on mechanical properties, oil resistance as well as thermal resistance of CR.
Experimental
Materials
All mixing ingredients were used as received. CR (Neoprene W) was supplied by DuPont Dow Elastomers PTE Ltd. (Thailand). Ultra fine ACMP (Narpow VP301), having the reported particle size in the range of 50–150 nm, was manufactured by SINOPEC Beijing Research Institute of Chemical Industry, China. Stearic acid, zinc oxide (ZnO) and sulphur (S8) were obtained from Chemmin Corporation Ltd. (Thailand). N-tert-butyl-2-benzothiazole sulfenamide (Santocure TBBS) was supplied by Reliance Technochem (Flexsys) Co., Ltd. (Thailand). Ethylene thiourea (ETU 22S) and Magnesium oxide (MgO) were manufactured in Japan by Kawaguchi Chemical Industry Co., Ltd. and Konoshima Chemical Co., Ltd. respectively. The non-polar hydraulic oil, TELLUS 100 (accordance with ASTM oil no. 5), was supplied by Shell Co., Ltd. (Thailand).
Characterisation of ACMP
The morphology of the ACMP was studied using a scanning electron microscope (SEM, JEOL JSM-6301F). The SEM micrographs were taken after the powder was sputtered with gold to prevent charging on the surface.
Preparation and testing of rubber compounds
The rubber compounds based on the formulations given in Table 1 were prepared using a laboratory sized internal mixer (Brabender Plasticorder) at a rotor speed of 40 rev min−1. Initial chamber temperature and mixing time were set at 60°C and 10 min respectively. After mixing, the compounds were sheeted on a two-roll mill (Labtech LRM150) and left overnight prior to testing. Measurement of Mooney viscosity (ML1+4@100°C) was carried out according to ISO R289 using a Mooney viscometer (TechPro viscTECH+). The cure characteristics, e.g., scorch time (ts1), optimum cure time (tc90), minimum torque (ML), maximum torque (MH) as well as maximum slope of the cure curve, were determined using a moving die rheometer (TechPro MD+) at 160°C following ISO 6502. Since it is widely known that the torque difference (MH–ML) is directly proportional to the degree of crosslinking, it is therefore employed to indirectly represent the crosslink density of the vulcanisates.
Compound formulations
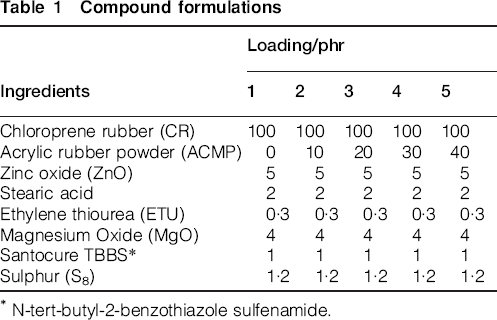
* N-tert-butyl-2-benzothiazole sulfenamide.
Testing of rubber vulcanisates
Vulcanisation of the rubber compounds was carried out in an electrically heated hydraulic press at the temperature of 160°C for their optimum cure time (tc90). After the preparation of standard specimens, the tensile properties and tear strength were measured using a universal testing machine (Instron 4301 series) according to ISO 37 (die type 1) and ISO 34 (angle test piece) respectively. Hardness was measured using a Wallace Shore A durometer in accordance with ISO 7619 Part 1. Compression set was investigated according to ISO 815-1 (method A) both at room temperature (23°C) and at elevated temperature (100°C) for 22 h. Abrasion resistance was determined using an abrasion tester (Zwick 6102) based on ISO 4649. Rebound resilience was determined according to ISO 4662 using a Dunlop tripsometer (Toyoseiki 221). Morphology of the vulcanisates was examined using an atomic force microscope (AFM, Multimode Nanoscope IIIA). The AFM micrographs were taken on the newly exposed surface of the rubber specimens cut by microtome after embrittling in liquid nitrogen. Aging property of the vulcanisates was also studied. The specimens were aged in an aging oven at 100°C for 72 h prior to the determination of tensile strength. The aging resistance is represented in terms of the relative tensile strength, i.e. the ratio of the tensile strength after aging to that before aging. Oil resistance was measured according to ISO 1817 by immersing the specimens in hydraulic oil (Shell-Tellus 100) for 7 days at room temperature (23°C). After the immersion, the specimens were blotted off with filter paper and rinsed with acetone prior to the determinations of mass change and tensile strength. The oil resistance of the vulcanisates is presented in terms of both swelling ratio and the relative tensile strength.
Results and discussion
Characterisation of ACMP
ACMP is visualised as rigid, fine, white powder. When examined through SEM at different magnifications (Fig. 1), it is obvious from the micrograph at low magnification (×300) that the ACMP particles are relatively spherical and have very broad particle size distribution, i.e., the particle size ranges from 5 to 100 μm. At higher magnification (×7500), it can be observed that these particles have a relatively rough surface and are partially interconnected to form large agglomerates. Since it is reported by the manufacturer that the primary particle size of the ACMP ranges from 50 to 150 nm, it is therefore possible that the relatively large spherical particles found herein are not the actual primary particles of the ACMP but they are formed by an aggregation of many ACMP primary particles.
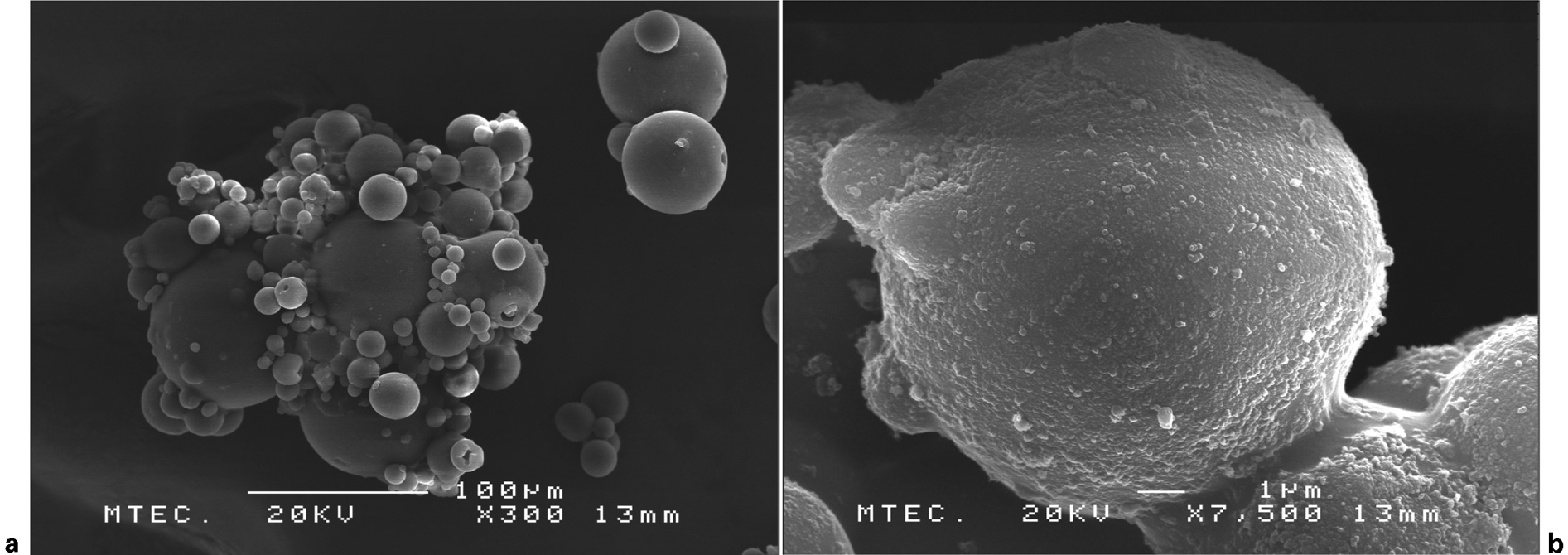
a ×300; b ×7500
Mixing behaviour and compound properties
Figure 2 presents the effect of ACMP loading on mixing energy and Mooney viscosity of the ACMP-filled CR compounds. Even though ACMP is a hard solid powder at room temperature, unlike other common fillers, when incorporated into CR, both compound viscosity and mixing energy tend to decrease continuously with increasing ACMP loading. Explanation is given by the plasticising effect of ACMP at high temperature. It is widely known that ACM vulcanisate softens at high temperatures to a greater extent than most diene rubbers because of its dominant thermoplastic characteristics. To confirm the above explanation, the storage force (S’) of the obtained ACMP was evaluated at various temperatures ranging from 50 to 120°C using a rubber process analyser (RPA, Alpha 2000). The strain and frequency were fixed at 5% and 10 Hz respectively. The dependence of S’ on temperature is shown in Fig. 3. Clearly, ACMP softens significantly when the temperature is increased from 50 to 70°C as can be seen from the sharp reduction of S’, i.e. S’ is decreased to about one-third of its original value. Further increase of temperature also results in a gradual reduction of S’. The sharp drop of S’ at high temperature implies that ACMP is lightly vulcanised and, thus, its thermoplastic nature still dominates.
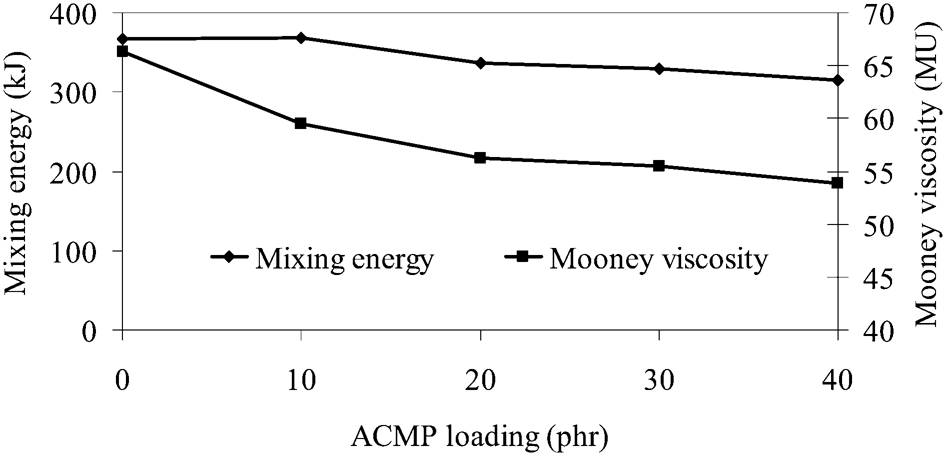
Effect of ACMP loading on mixing energy and Mooney viscosity of ACMP-filled CR compounds
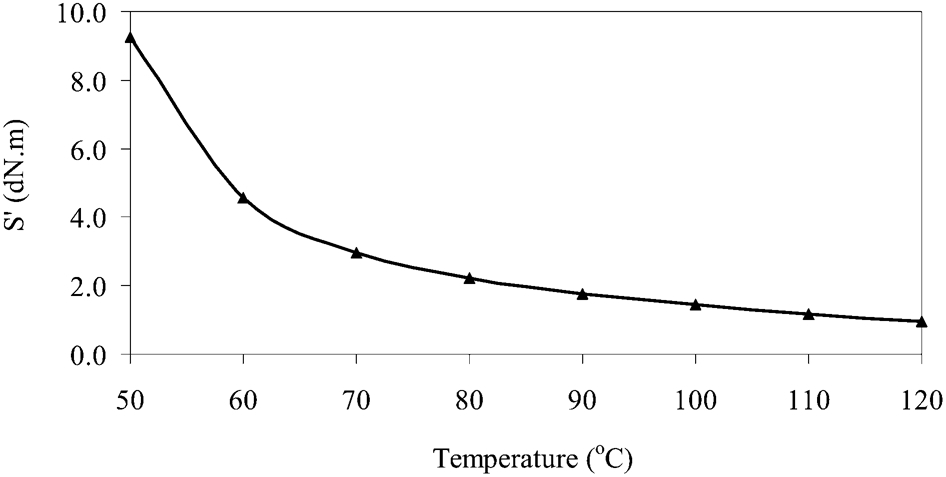
Dependence of S’ on temperature of ACMP
Table 2 illustrates the dependence of cure characteristics on ACMP loading. Obviously, the results show that scorch time (ts1) noticeably increases with increasing ACMP loading. Although the opposite trend is found for the optimum cure time (tc90), the incorporation of ACMP causes significant reductions of both cure rate and state of cure, as indicated by the continuous decreases of the maximum slope of the cure curve and the torque difference (MH–ML) with increasing ACMP loading respectively. A possible explanation for cure retardation is given by the dilution effect, i.e. some of the curatives (e.g., sulphur and ETU) could diffuse into lightly vulcanised ACMP and cause further vulcanization of ACMP. 1 With increasing ACMP loading, the concentration of curatives in the blend is diluted.
Dependence of cure characteristics on ACMP loading

Mechanical properties
The effect of ACMP loading on hardness, tensile properties, tear strength and abrasion resistance is shown in Table 3. Owing to the existence of bulky ester group, ACM is more viscous (more plastic-like) than CR. ACMP is therefore relatively hard at room temperature compared to CR. The addition of ACMP into CR therefore results in considerable increases in both 100% modulus (M100) and hardness in spite of the reduction of crosslink density. The results imply that the reinforcing effect of hard fine ACMP particles is more pronounced than the effect of reduced crosslink density. The elongation at break is found to increase gradually with increasing ACMP loading up to 20 phr and decrease afterwards. The initial increase in elongation at break at low ACMP loading is thought to arise mainly from the reduction of crosslink density whereas the decrease of elongation at break at high ACMP loading is mainly attributed to the dilution effect. Interestingly, the results show that tensile strength increases with increasing ACMP loading until it reaches a maximum at 20 phr and then decreases. A possible explanation for the increase of tensile strength is given by the reinforcing effect of hard, fine ACMP particles as mentioned previously. The good interaction between ACMP and CR is also attributed to the good ultimate tensile strength. The capability of ultra fine rubber powder to enhance the strength of rubber vulcanisate has also been reported elsewhere.17, 18 At higher ACMP loading (>20 phr), the tensile strength decreases gradually with increasing ACMP loading. Such deterioration may arise from the combination of reduced crosslink density and the large dispersed phase size as evidenced by the AFM micrographs shown in Fig. 4. Obviously, the dispersed phase size (ACM phase) tends to increase with increasing ACMP loading. As mentioned earlier, even though ACMP is pre-vulcanised, it softens considerably at high mixing temperatures (>80°C). Coalescence of ACMP could take place to a greater extent at high ACMP loading leading to larger dispersed phase size. It could also be observed from the AFM micrographs that the phase size of ACMP is relatively small (mostly less than 2 μm even at high ACMP loading). Results again confirm that the large spherical ACMP particles shown in SEM micrographs (Fig. 1) are in the form of aggregates which could be broken up by sufficient mechanical force applied during mixing. However, the mixing force obtained during mixing was still not high enough to fully break the ACMP aggregates into primary particles.
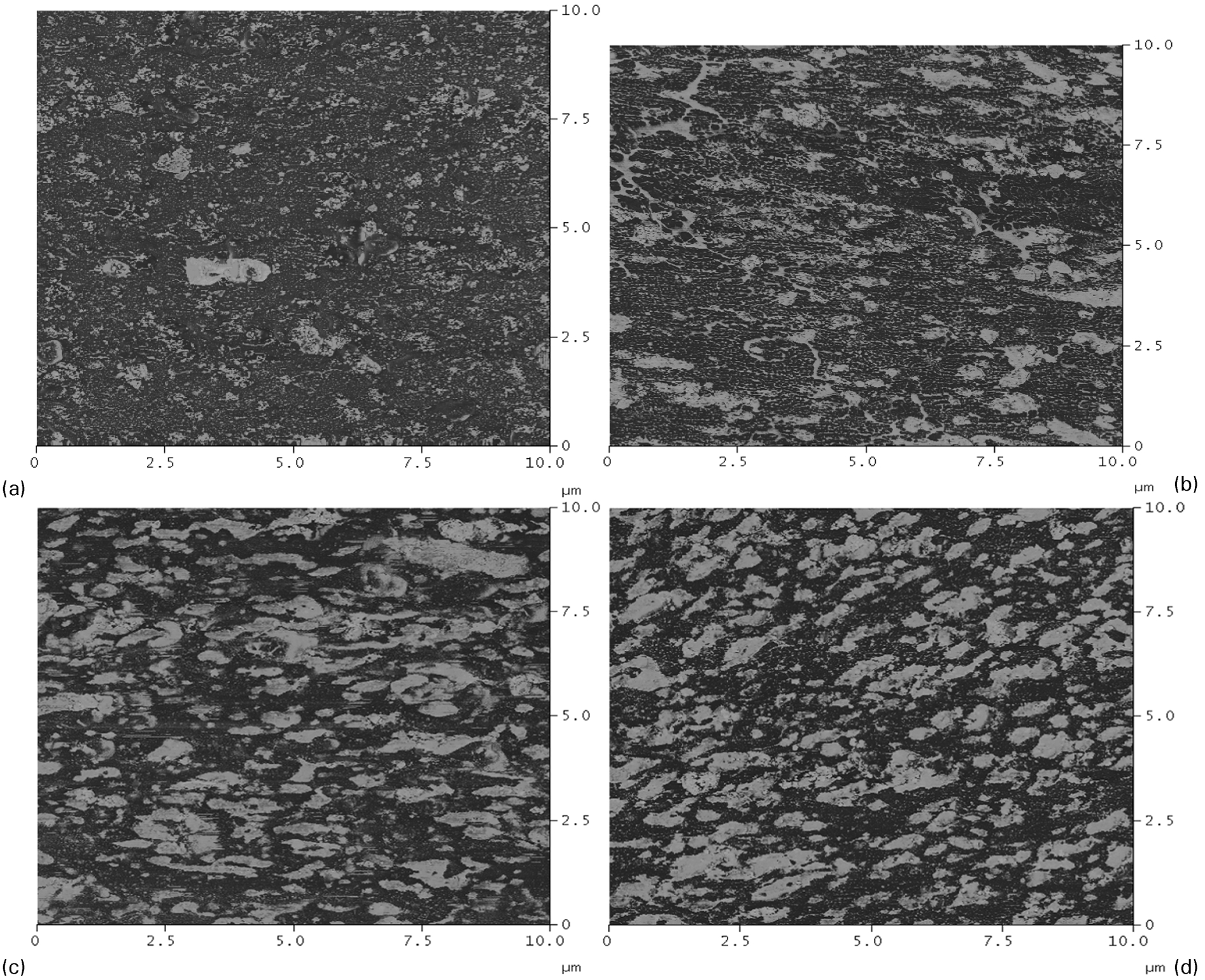
a 10 phr; b 20 phr; c 30 phr; d 40 phr
Effect of ACMP loading on mechanical properties of ACMP-filled CR vulcanisates

Table 3 illustrates the relationship between tear strength and ACMP loading. As can be seen, the tear strength is not significantly changed with ACMP loading up to 30 phr. This could be explained by the counterbalance between the positive effect of reinforcement together with reduced crosslink density and the negative effect of larger dispersed phase size. Similar to tensile strength, a slight reduction of tear strength is observed at high ACMP loading.
The dependence of abrasion resistance on ACMP loading is also revealed in Table 3. Obviously, the abrasion resistance of the vulcanisate is hardly changed at low ACMP loading (≤10 phr). However, the abrasion resistance is noticeably impaired at higher ACMP loading despite the increased hardness. The deterioration of abrasion resistance could also be explained by the combination of larger dispersed phase size and dilution effect. As it is widely known that ACM possesses inferior abrasion resistance than CR, increasing ACMP loading therefore results in the reduced CR portion and, thus, the impaired abrasion resistance.
Figure 5 illustrates the effect of ACMP loading on rebound resilience of the vulcanisate. As ACM is more viscous compared to CR, the addition of ACMP therefore results in the dilution of the more elastic CR portion and, thus, the reduction of rebound resilience. Apart from the dilution effect, the reduction of crosslink density also contributes to the reduced rebound resilience. Similar to the rebound resilience results, the compression set at room temperature, which is directly related to the degree of elasticity, is noticeably impaired with increasing ACMP loading as indicated by the continuous increase of compression set value as shown in Fig. 6. At a given ACMP loading, it is found that the compression set at elevated temperature is considerably higher than that at room temperature. Thermal degradation of the rubber is a good explanation for this observation. As it is widely known that CR shows marching behaviour on overcure due to the formation of intermolecular crosslinking and/or intramolecular cyclisation between CR main chains, 19 it is therefore expected that, apart from the thermal degradation, the poor compression set at elevated temperature might arise from a greater extent of post curing in the CR matrix, taking place while the specimens being compressed during testing at high temperature. Similar to the compression set at room temperature, the compression set at elevated temperature is found to increase with increasing ACMP loading. This is again attributed to the dilution effect and the reduced crosslink density.
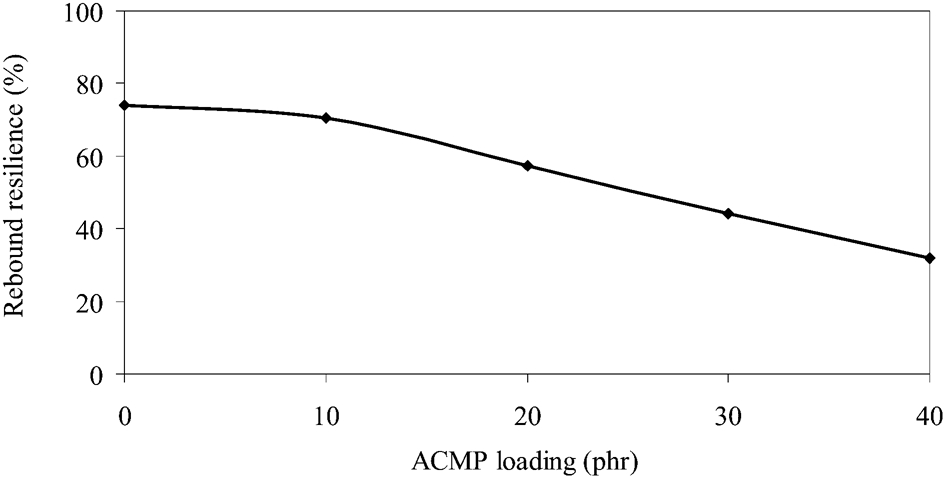
Effect of ACMP loading on rebound resilience of vulcanisates
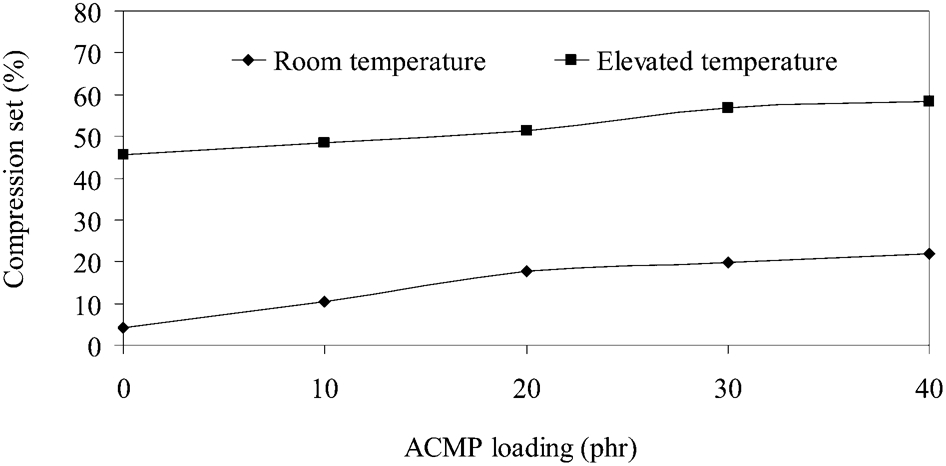
Effect of ACMP loading on compression set of vulcanisates
Thermal and oil resistance
The effect of ACMP loading on resistance to thermal aging and oil, represented in terms of the relative tensile strength, is given in Fig. 7. Clearly, the results reveal that the addition of ACMP imparts significant improvement of aging and oil resistance, i.e. the higher the ACMP loading, the greater the resistance to aging and oil. This is easily understandable because ACMP possesses fully saturated carbon backbone and the abundance of ester groups in ACMP makes it highly polar, the aging and oil resistance of ACMP is therefore far much better than that of CR. Increasing ACMP loading would dilute the CR portion giving rise to the enhanced aging and oil resistance. Apart from the relative tensile strength, the oil resistance of the vulcanisate can be presented alternatively by the swelling ratio (see Fig. 8). As expected, the swelling ratio decreases gradually with increasing ACMP loading. The results agree well with the relative tensile strength results.
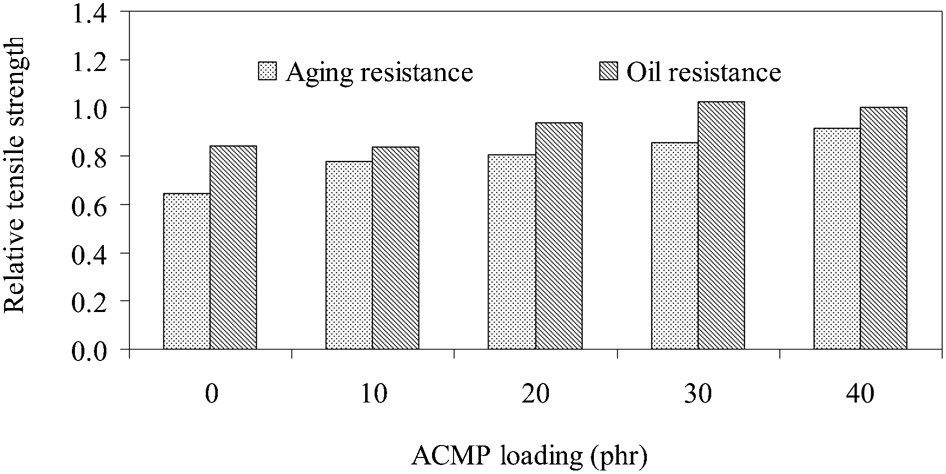
Effect of ACMP loading on aging and oil resistance of vulcanisates
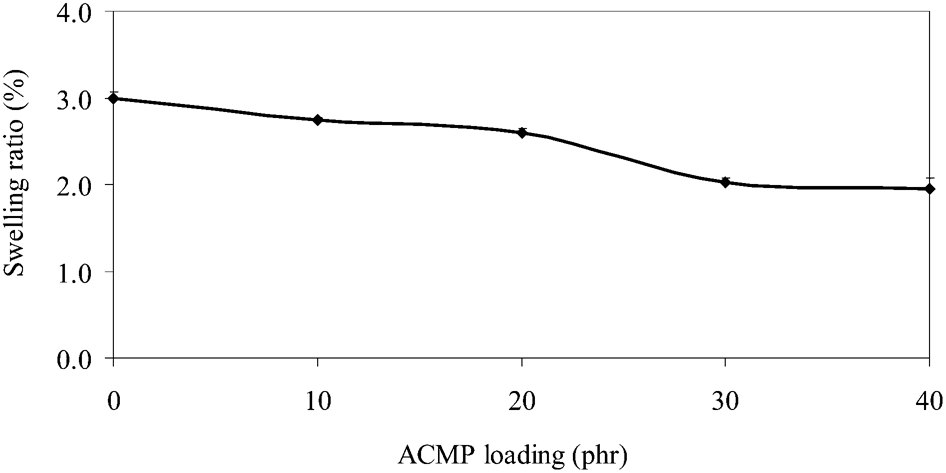
Effect of ACMP loading on swelling ratio of vulcanisates
Conclusions
ACMP could be used to modify certain properties of CR. The addition of ACMP results in the improvement of processability, i.e. both mixing energy and compound viscosity are reduced with increasing ACMP loading. In spite of the cure retardation effect, the presence of ACMP gives significant enhancement of certain mechanical properties such as modulus and hardness. Significant improvement of tensile strength is also observed with the addition of ACMP up to 20 phr. In addition, it is elucidated that resistance to thermal aging and oil is greatly affected by the incorporation of ACMP, i.e. the higher the ACMP loading, the greater the resistance to thermal aging and oil. The results, however, reveal that some properties, e.g. rebound resilience, compression set and abrasion resistance, are continuously impaired with increasing ACMP loading.