
Abstract
Prevulcanised natural rubber latex (PvNRL)/banana stem powder (BSP) composite films were prepared by adding various amounts of 10%BSP dispersion. The properties of the resulting prevulcanised (PvNRL)/BSP composite films were compared with those films containing the same amounts of calcium carbonate (CaCO3). The PvNRL/BSP composite films have higher swelling index but lower tensile properties compared to the films containing CaCO3. However, PvNRL/BSP composites films containing more than 10 parts per hundred rubber BSP showed higher moduli (M100 and M300). The PvNRL/BSP composite films exhibited the ‘knotty’ tearing behaviour, which resulted in much higher tear strength compared to those films containing CaCO3.
Introduction
Natural rubber latex (NRL) is used in the manufacturing of medical products such as medical gloves, condoms, blood transfusion tubing and catheters. This is because NRL has excellent elasticity and flexibility, it can provide antivirus protection due to its good barrier properties, it has good formability and it is environment friendly.1–3
In latex glove manufacturing, higher tensile and tear strength are required, but low stiffness (modulus) is preferred to prevent fatigue during prolonged usage. It was reported that the most problem encountered in latex products is poor tear resistance especially in medical gloves and condoms. 4 Poor tear strength mainly caused by higher stiffness of the gloves thus make them easy to tear especially during donning and manual during manufacturing. Normally, stronger gloves are stiffer, and these gloves are uncomfortable to wear because they will reduce the blood circulation of the wearer's hand, especially on prolonged usage.
Generally, commercial fillers such as calcium carbonate (CaCO3) 5 and carbon black 6 are added to the NRL product mainly to reduce cost and to provide colour respectively. They are not added for reinforcement, and the resulting latex products are not biodegradable. Owing to the increased awareness of environmental protection, manufacturers and researchers are looking for a new type of filler that can be used in NRL products that not only can enhance the mechanical properties but at the same time induce biodegradability to the NRL products. This new type of filler is based on natural fibre. Over the past few years, a number of researchers have been working on the possibility of using natural fibre as reinforcing filler in the rubber composites.7–13 The reinforcement of rubber with natural fibres is possible through a combination of elastic behaviour of the rubber matrix with the strength and stiffness of the natural fibre. 14 However, not much work is carried out on the use of natural fibre in NRL products because the manufacturers are not willing to change their formulations due to the hassle of getting the approval of certain governing bodies regarding the use of natural fibre in medical products. Furthermore, addition of natural fibre may add extra cost to the final products.
In this study, the effect of the addition of banana stem powder (BSP) on the properties of the PvNRL composite films was investigated. Comparison of the properties of the resulting PvNRL composite films with those composite films containing the same amounts of CaCO3 was made to assess the suitability of BSP as filler for latex compound.
Experimental
Materials
High ammonia NRL, curing agents (sulphur, zinc oxide and zinc diethyldithiocarbamate), potassium hydroxide, antioxidant and sodium hypochlorite solution used in this study were purchased from ZARM Scientific and Supplies (Malaysia) Sdn. Bhd. Meanwhile, inorganic filler (calcium carbonate) was supplied by Nikki Kogya Co. Japan.
Preparation of BSP dispersion
About 30 g of the dried and sieved BSP was bleached with 450 g of a 2% solution of sodium hypochlorite at 40°C for 24 h. After this, the BSP was dispersed by ball milling at room temperature with the milling speed of 20 rev min− 1 for 24 h. After milling, ∼5 wt-% ammonia hydroxide was added to the dispersion to adjust its pH to ∼11 and also to prevent further reaction of sodium hypochlorite solution with the banana powder in the dispersion.
Preparation of CaCO3 dispersion
Calcium carbonate dispersion was prepared using the formulation shown in Table 1. The preparation of initial coarse slurry was carried out by mixing the dispersing agent and colloid stabiliser first with water followed by CaCO3 powder under high speed stirring. The resulting slurry was then ball milled for 24 h at room temperature to turn into dispersion.
Formulation of 50%CaCO3 dispersion
Particle size measurement
The mean particle size d50 and particle size distribution were measured by laser diffraction method using Malvern Mastersizer 2000S in liquid mode. The data for particle size distribution were presented by cumulative distribution as a function of particle size. The mean particle size d50 was taken as the 50% cumulative passing size.
Preparation of PvNRL compound
The PvNRL compound was prepared by compounding the ingredients shown in Table 2, in a reaction flask, at 70 ± 1°C. A chloroform number test was used to determine the degree of prevulcanisation of the compound. The prevulcanisation was stopped at chloroform no. 3 after which the latex compound was allowed to cool and mature under room temperature for 1 day.
Formulation for PvNRL compound
Preparation of PvNRL composite dipped films
Prevulcanised natural rubber latex composite films were prepared by dry coagulant dipping using 10% calcium nitrate as the coagulant. Dipping was performed by dipping cleaned and dried aluminium plate formers into the coagulant for 10 s followed by drying in the oven at 100°C for 10 min. The dried formers were then cooled under room temperature for 5 min before dipping into the latex tank with 10 s dwell time. After this, the formers were withdrawn and dried in the oven at 100°C for 30 min. The dried PvNRL films were then stripped from the aluminium plates and stored in the desiccators before further tests.
Evaluation of cross-link density and swelling index
A small sample from each PvNRL composite film was taken and weighed ( ≥ 0.2 g). The sample was then immersed in toluene for 48 h at 40°C with a replacement of toluene after the first 24 h of soaking. The swollen sample was then wiped with a tissue paper and reweighed. Then, the sample was dried in an air oven at 60°C until constant weight was achieved. The cross-link density was evaluated using the Flory–Rehner equation as in equation (1)

 is the cross-link density (mol cc− 1).
is the cross-link density (mol cc− 1).
The swelling index (%) was calculated using the equation (2)

Tensile properties
The tensile properties of the PvNRL composite films were determined using the Instron universal tensile testing machine according to ASTM D412. 15 Dumbbell testpieces were cut from dipped composite films with the Wallace die cutter. A crosshead speed of 500 mm min− 1 was used, and the tensile test was conducted at 25°C. The tensile strength, modulus at 100% and 300% elongation (M100 and M300) and elongation at break were evaluated from tensile test data.
Tear strength
The tear test was performed by pulling the angled tear specimen die C using the Instron universal tensile testing machine according to ASTM D624. 16 Tear strength of the PvNRL composite films was evaluated by dividing the force required to tear the specimen completely with the specimen thickness.
Scanning electron microscopy (SEM) analysis
Fractured surfaces of the tensile testpieces were coated with chromium using an Emitech K575X sputter coater (Emitech, Houston, TX, USA) for 30 s. The coated surfaces were next scanned using a ZEISS SUPRA 35 VP scanning electron microscope.
Transmission electron microscopy (TEM)
The dispersions of treated BSP and CaCO3 were deposited onto glow discharged carbon coated grids and allowed to dry. These grids were analysed with a Philips CM 12 CRYO transmission electron microscope.
Optical microscopic Dino-Lite analysis
The reduction of particle size, defibrillation and particle distribution of BSP in the dispersion were studied by the optical microscopic Dino-Lite digital AM413T5 Dino-Lite Pro with high resolution with at × 500 magnification.
Results and discussion
Particle size and morphology of BSP and CaCO3 dispersions
Figure 1 shows the mean particle size d50 of BSP and CaCO3 dispersions. Ball milling reduces the d50 of BSP from 26 μm (powder form) to 11 μm, more than 50% reduction. Figure 1 also shows that the d50 of CaCO3 dispersion is 10 times smaller than that of the ball milled BSP.
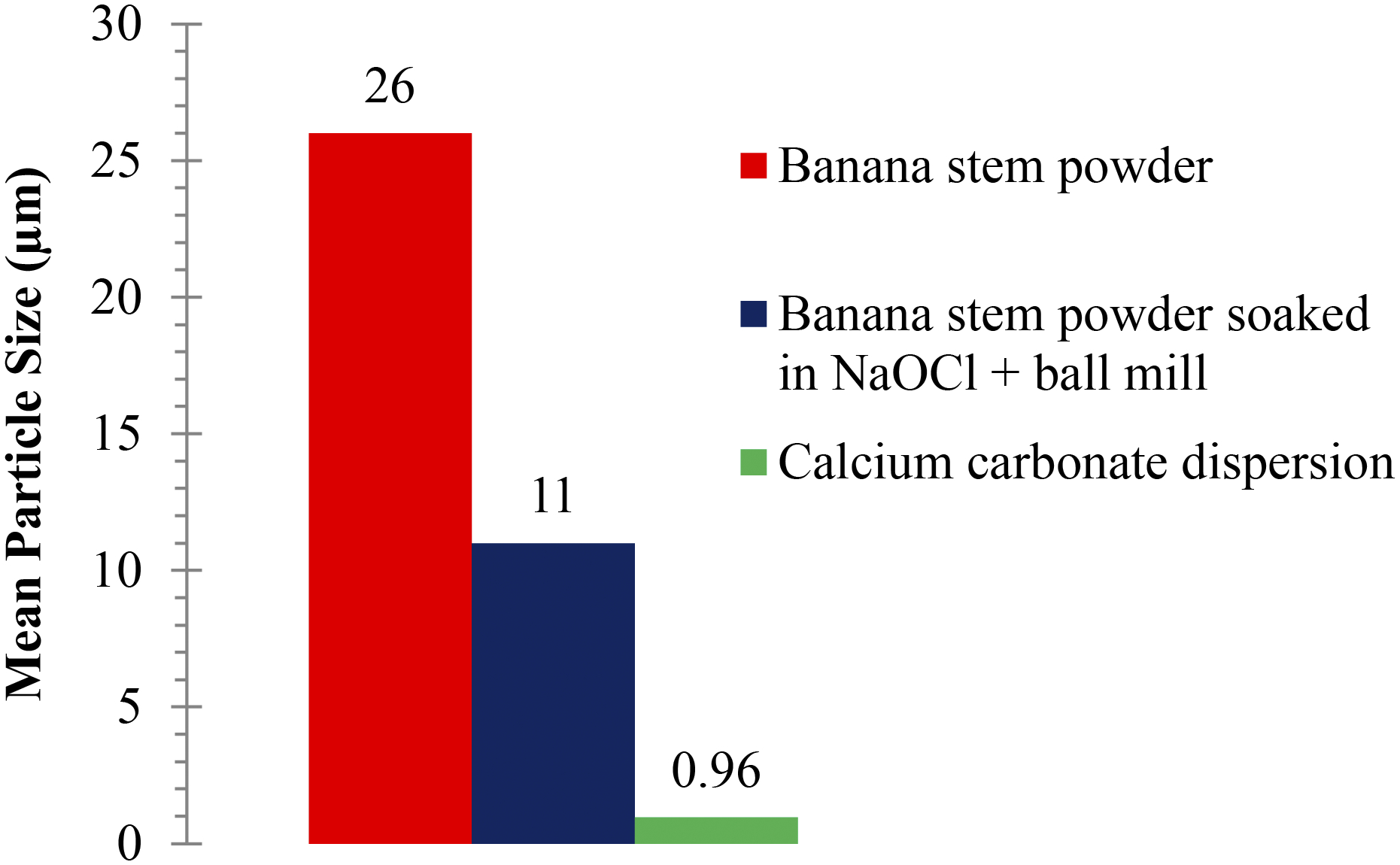
Mean particle size d50 of BSP and CaCO3 dispersions after 24 h ball mill
From Fig. 2, it could be seen that BSP shows bimodal distribution, whereas CaCO3 shows polymodal particle size distribution. It is noted that the number fraction of BSP particles in the second peak is very large compared to the fraction of particles in the first peak. The first peak shows the presence of small particles in the range of 0.2–1.52 μm.
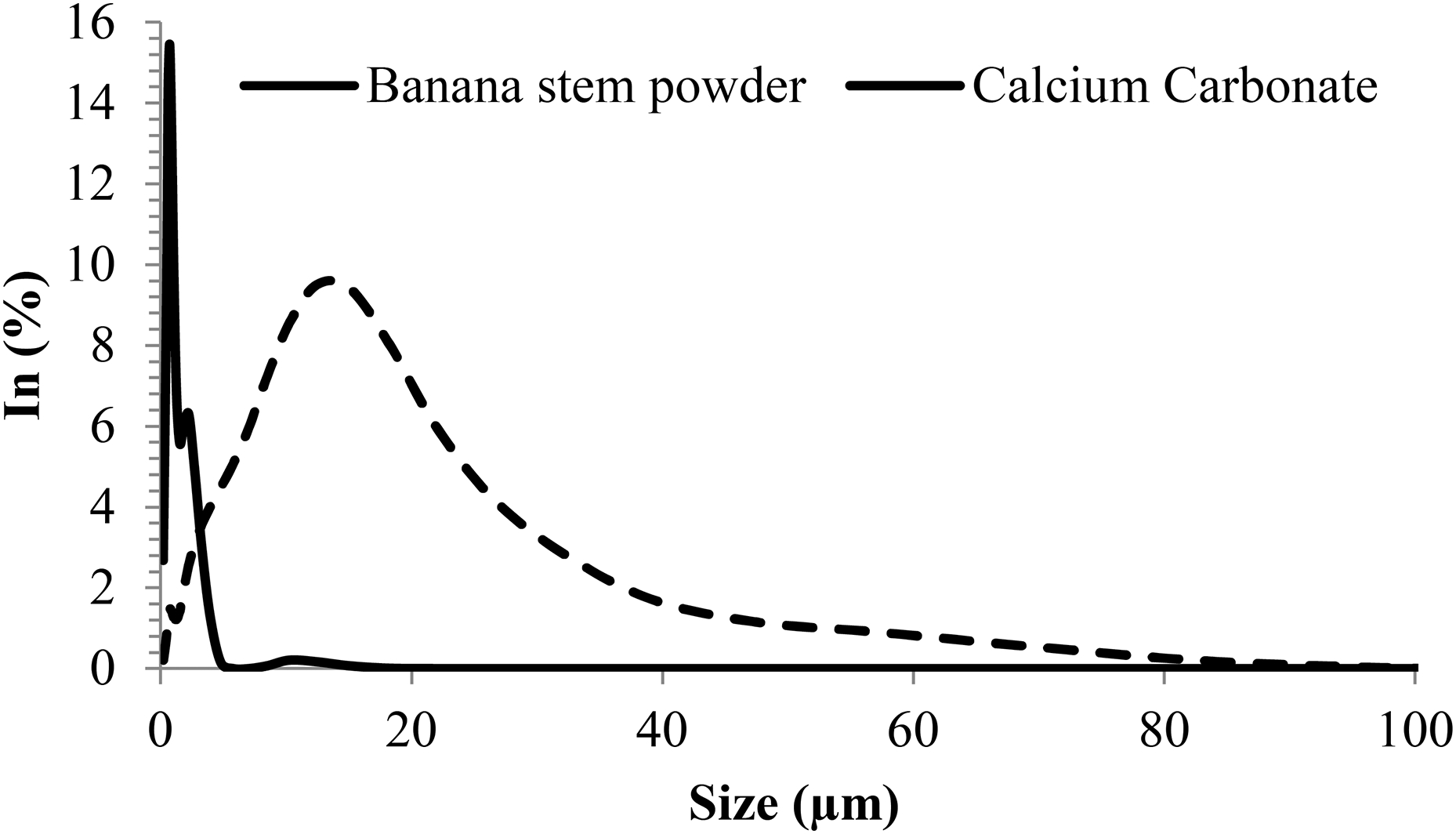
Particle size distributions of BSP and CaCO3 dispersions
Soaking of BSP in sodium hypochlorite solution not only will remove the non-cellulosic materials 15 and surface imperfections 16 but will also cause softening, opening and separating the fibre bundles. This is evident from Fig. 3b. Ball milling the BSP soaked in sodium hypochlorite is not only effective in reducing the particle size but also capable of breaking the fibre bundles, which contributes to the uniform distribution in the dispersion as shown in Fig. 3c.
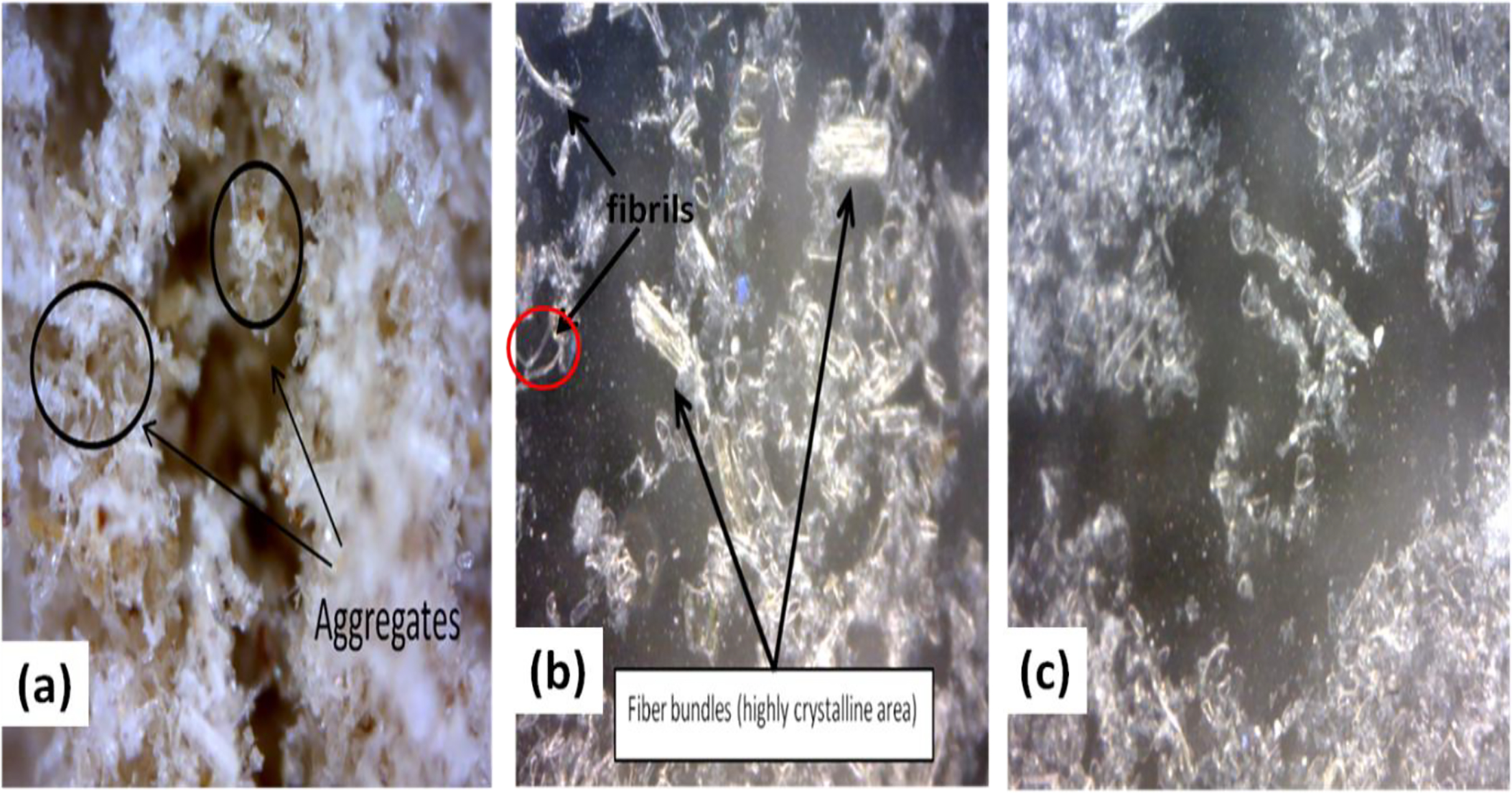
Optical microscopy of a dried BSP form (before soak in sodium hypochlorite solution), b BSP after 24 h soaking time in sodium hypochlorite solution and c BSP after 24 h soaked in sodium hypochlorite solution with further 24 h ball mill
Figure 4 shows the SEM images of BSP and CaCO3 powders and TEM images of BSP and CaCO3 dispersions. The morphology of BSP changes after chemical and mechanical treatment. It can be seen that the fibre whiskers are formed around the BSP particles after ball milling. Meanwhile, CaCO3 particles seemed to form aggregates in the dispersion.
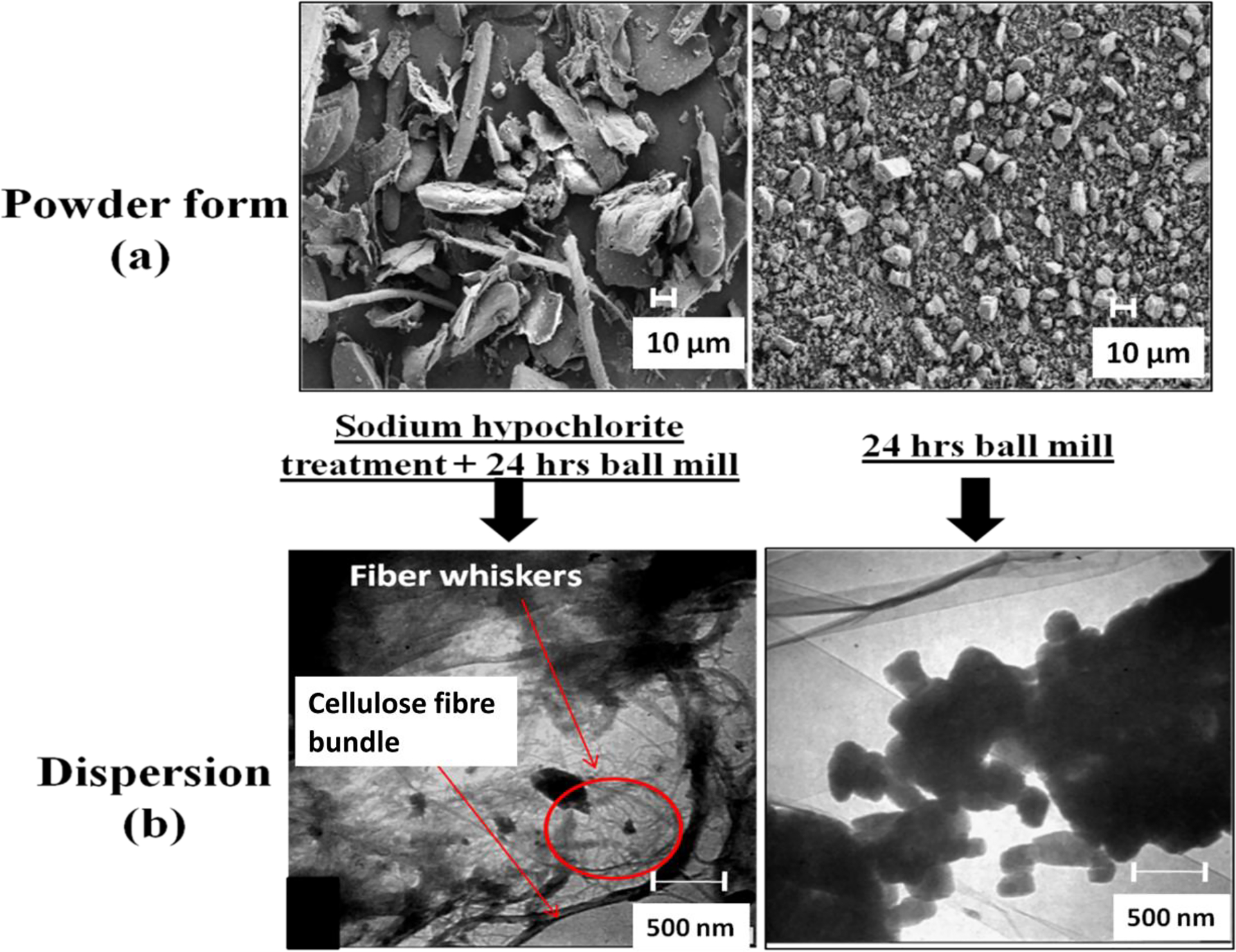
a images (SEM) of BSP and CaCO3 powders and b and TEM images of BSP and CaCO3 dispersions respectively
Cross-link density and swelling index values
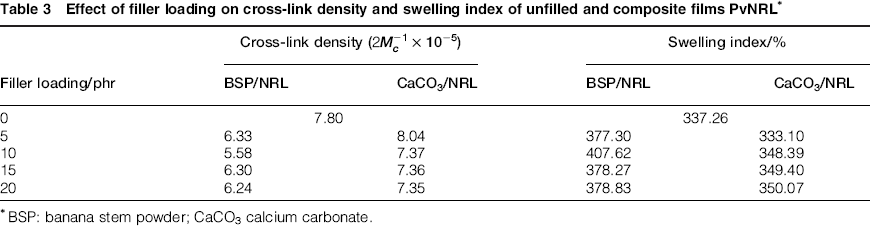
Table 3 summarises the cross-link density and swelling index values of the PvNRL composite films containing BSP and CaCO3. Films containing BSP and CaCO3 showed lower cross-link density but higher swelling index than the unfilled film. The reduction of the cross-link density of the PvNRL/CaCO3 films, however, is smaller than that observed in the PvNRL/BSP films. The change in the swelling index and cross-link density of the films due to the present of filler is because the equations used to evaluate these are not suitable for filled system. Some of the solvent is absorbed by the filler and thus affect the results. BSP absorbs more solvent compared to CaCO3, and thus, PvNRL/BSP films showed higher swelling index.
Effect of filler loading on cross-link density and swelling index of unfilled and composite films PvNRL *
 × 10− 5)
× 10− 5)BSP: banana stem powder; CaCO3 calcium carbonate.
Tensile properties
The tensile properties (M100, M300, tensile strength and elongation at break) of PvNRL composite films containing variable filler loading of BSP and CaCO3 are shown in Table 4. The moduli of PvNRL/BSP composite films reduced initially when 5 parts per hundred rubber (phr) of filler was added but increased again with increasing filler loading. Finally, it surpassed that of the unfilled films at 20 phr of filler loading. The initial reduction was due to the softening effect brought by the addition of BSP particles that have whisker formation around them. 14
Tensile properties of filled PvNRL composite films *
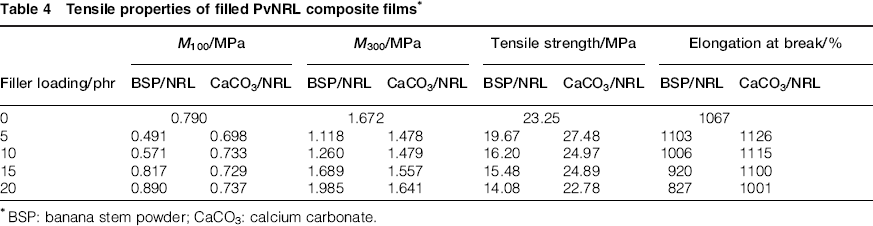
BSP: banana stem powder; CaCO3: calcium carbonate.
The tensile strength of PvNRL/BSP composite films reduced with increasing filler loading. The reduction is due to the formation of fibre aggregates in the films as shown by the SEM images in Fig. 5. The portion of latex rubber matrix surrounded by the agglomerates could not react to stress during deformation thus reduced the tensile strength of the composite latex films. These fibre aggregates also act as stress concentrators, and when the PvNRL composite films were stretched, as during tensile test; these aggregates will be broken and resulted in premature failure of the films. The effect of increasing BSP loading on the elongation at break of PvNRL composite films is in tandem with the trend shown by the moduli (M100 and M300), with the highest value of elongation at break observed at 5 phr. This increase was due to the softening effect as discussed earlier for moduli.
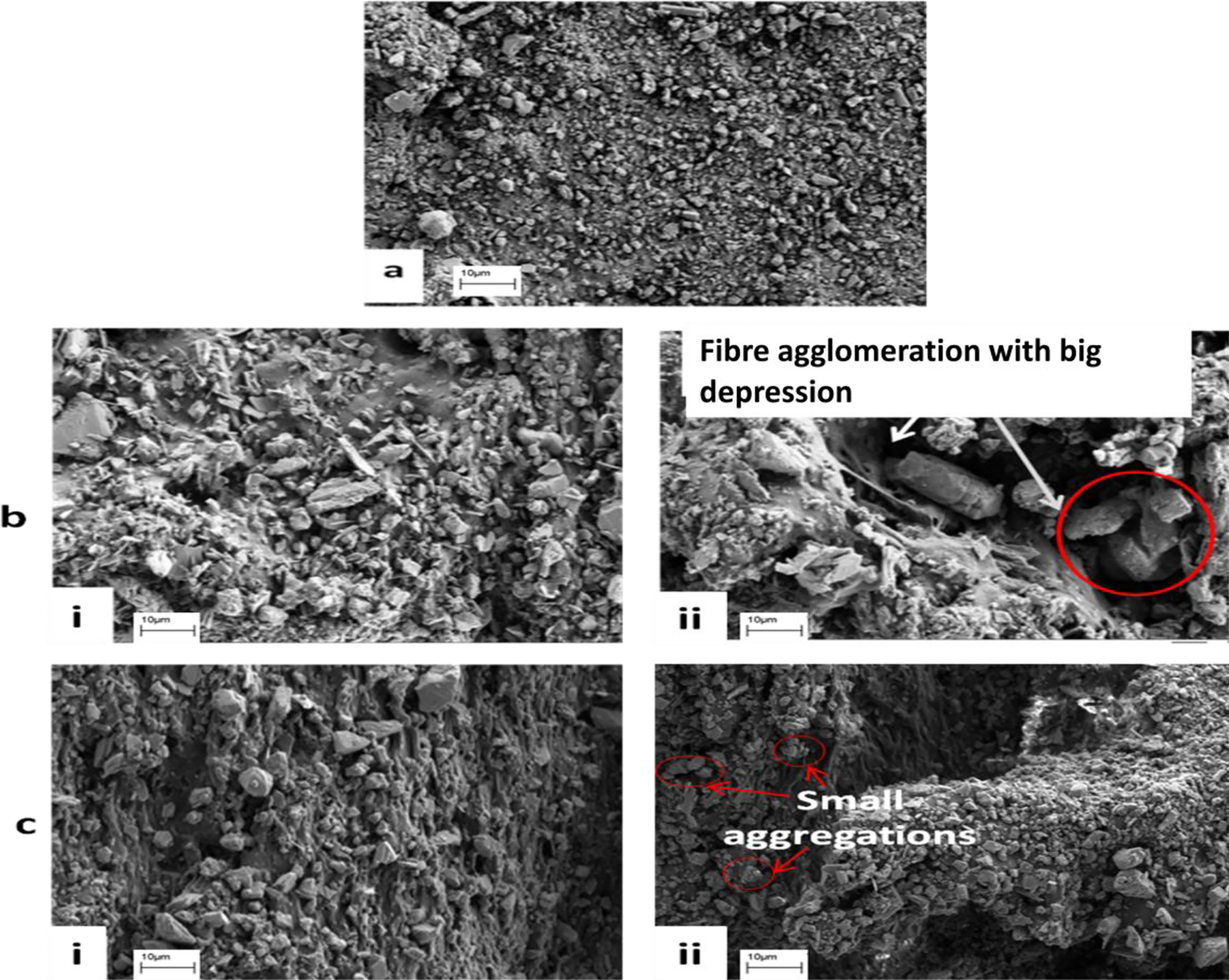
Images (SEM) of tensile fractured surfaces of a unfilled (0 phr) PvNRL films, b BSP and c CaCO3 filled NRL composite films with variable filler loading i 5 phr and ii 20 phr respectively
Meanwhile, the latex composite films containing CaCO3 showed higher tensile strength and elongation at break compared to composite films containing BSP, with slight increase in M100 from 0.698 MPa at 5 phr loading to 0.737 MPa at 20 phr loading. The increase in tensile properties of PvNRL composite films with CaCO3 is mainly due to better dispersion of CaCO3 particles in the films (Fig. 5), which resulted in improved interaction between the CaCO3 particles and the latex rubber matrix. However, increasing the CaCO3 loading to 20 phr, increases the formation of filler–filler rather than filler–rubber interaction, thus contributing to the formation of filler aggregates. These aggregates contribute to the low tensile strength. 17
Tear strength
The effect of increasing BSP and CaCO3 loading on the tear strength of the PvNRL composite films is shown in Table 5. Overall, filled PvNRL composite films showed higher tear strength compared to the unfilled PvNRL films.
Tear strength of filled PvNRL composite films

BSP: banana stem powder; CaCO3: calcium carbonate.
The PvNRL/BSP composite films containing 5–15 phr of fibre showed higher tear strength than PvNRL/CaCO3 composite films. This shows that the addition of BSP from 5 to 15 phr improved the tear strength of the PvNRL composite films. However, PvNRL/BSP composite films containing 20 phr filler have tear strength lower than that of the unfilled films. When 20 phr of highly porous BSP was incorporated into the latex compound, the porous areas were not filled with rubber and formed voids; 14 hence, they act as initial flaws, which lead to localised stress concentration during deformation. For this reason, tear strength reduced at higher BSP loading. 18
The fibre whiskers on the BSP particles are responsible for the increase in the tear strength of PvNRL/BSP composite films. It seems that the fibre whiskers have the ability to deviate the propagation of tear, and the film was torn in the knotty tearing mode. This is evident from Figs. 6–8. In comparison with unfilled (0 phr) and PvNRL/CaCO3 composite films, it is obvious that PvNRL/BSP composite films showed ragged rupture or ‘knotty’ tear. Knotty tear is regarded as being symptomatic of a reinforced rubber films. 19
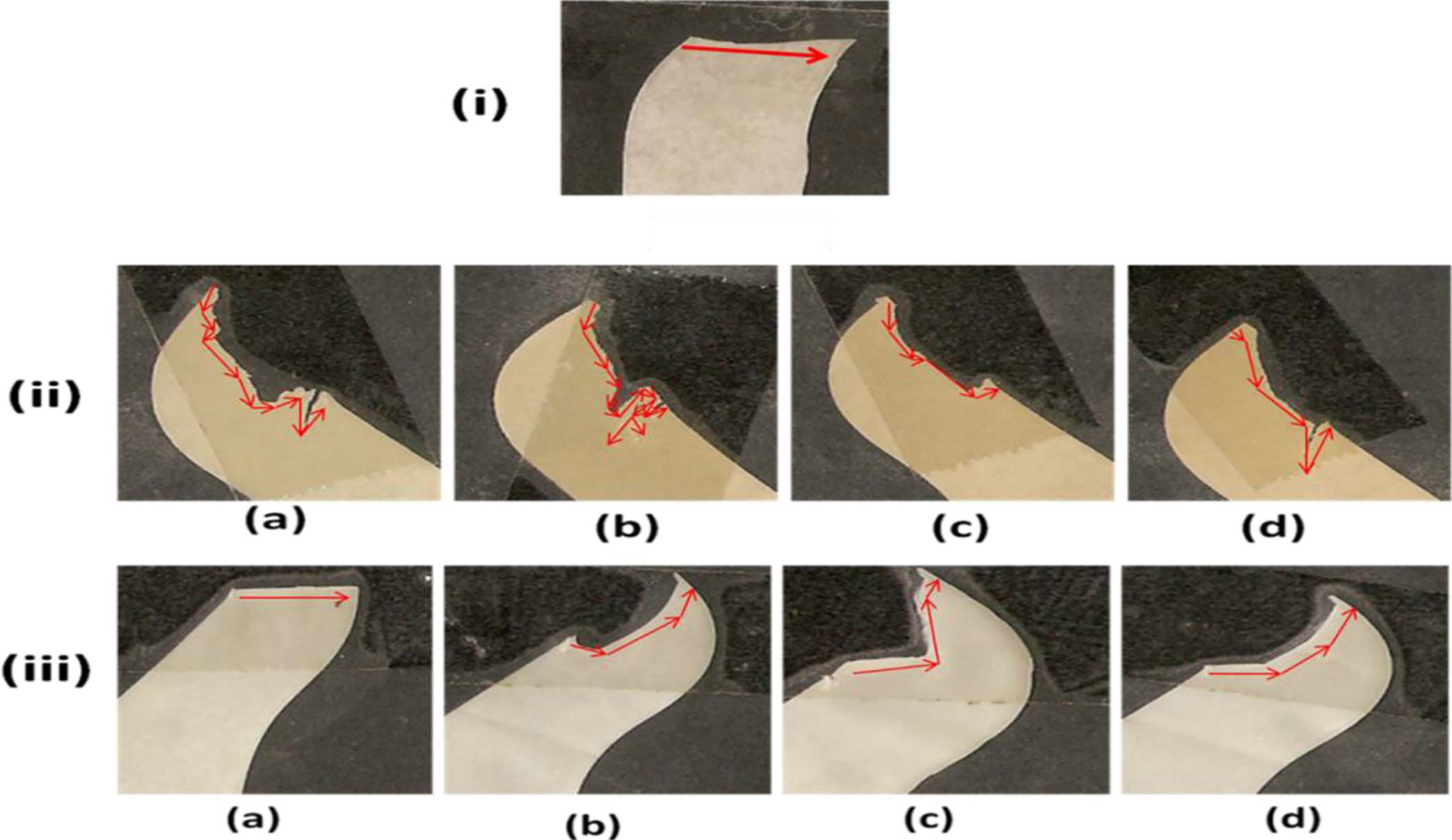
Effect of filler loading (a 5 phr, b 10 phr, c 15 phr and d 20 phr) on tear ruptured surface of i unfilled (0 phr) PvNRL composite films and filled PvNRL composite films with ii BSP and iii CaCO3 respectively
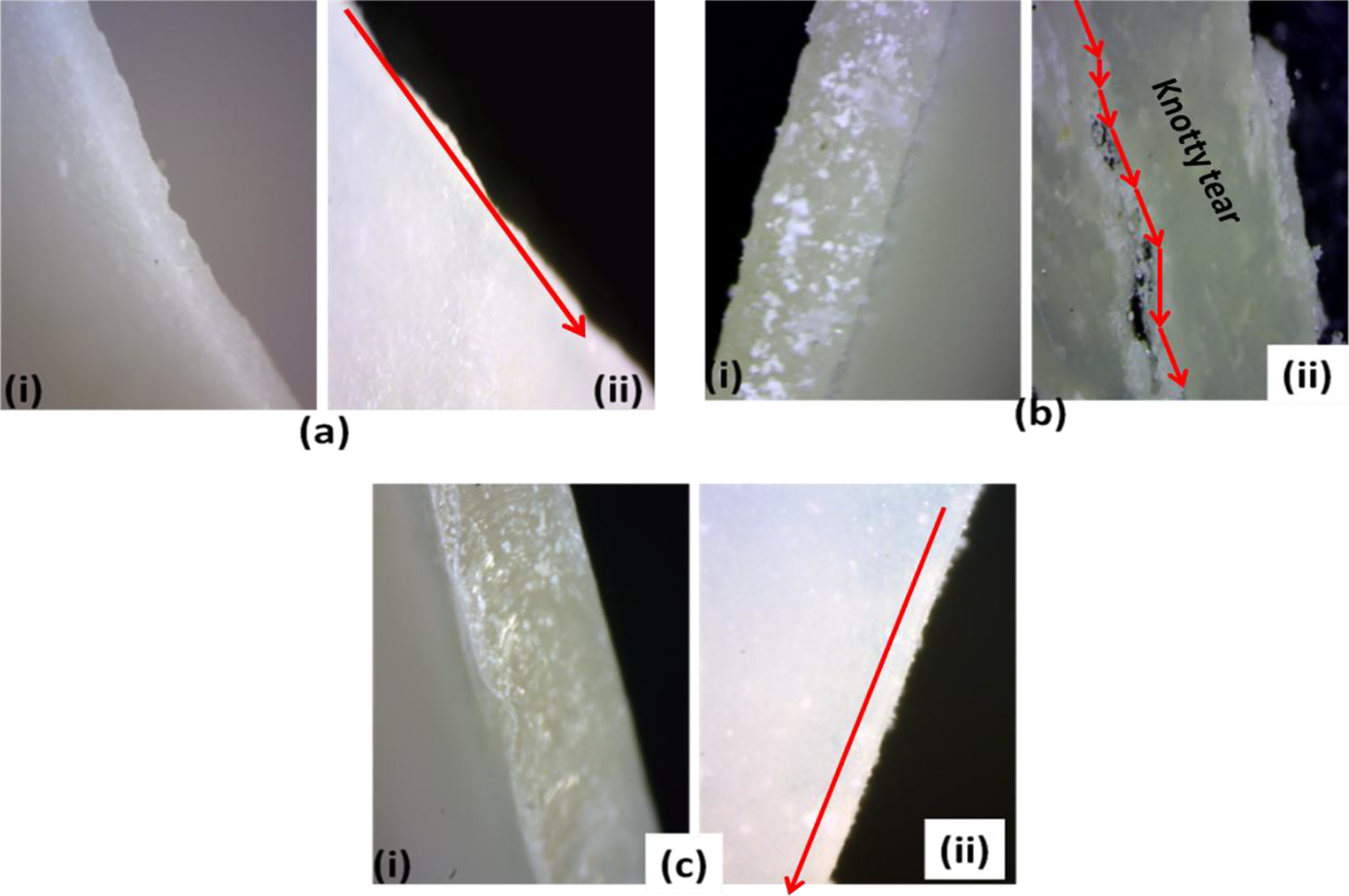
Optical microscopy images of tear fractured surfaces of a unfilled PvNRL composite films, b PvNRL composite film containing 5 phr of BSP and c PvNRL film containing 5 phr of i is front view and ii is side view
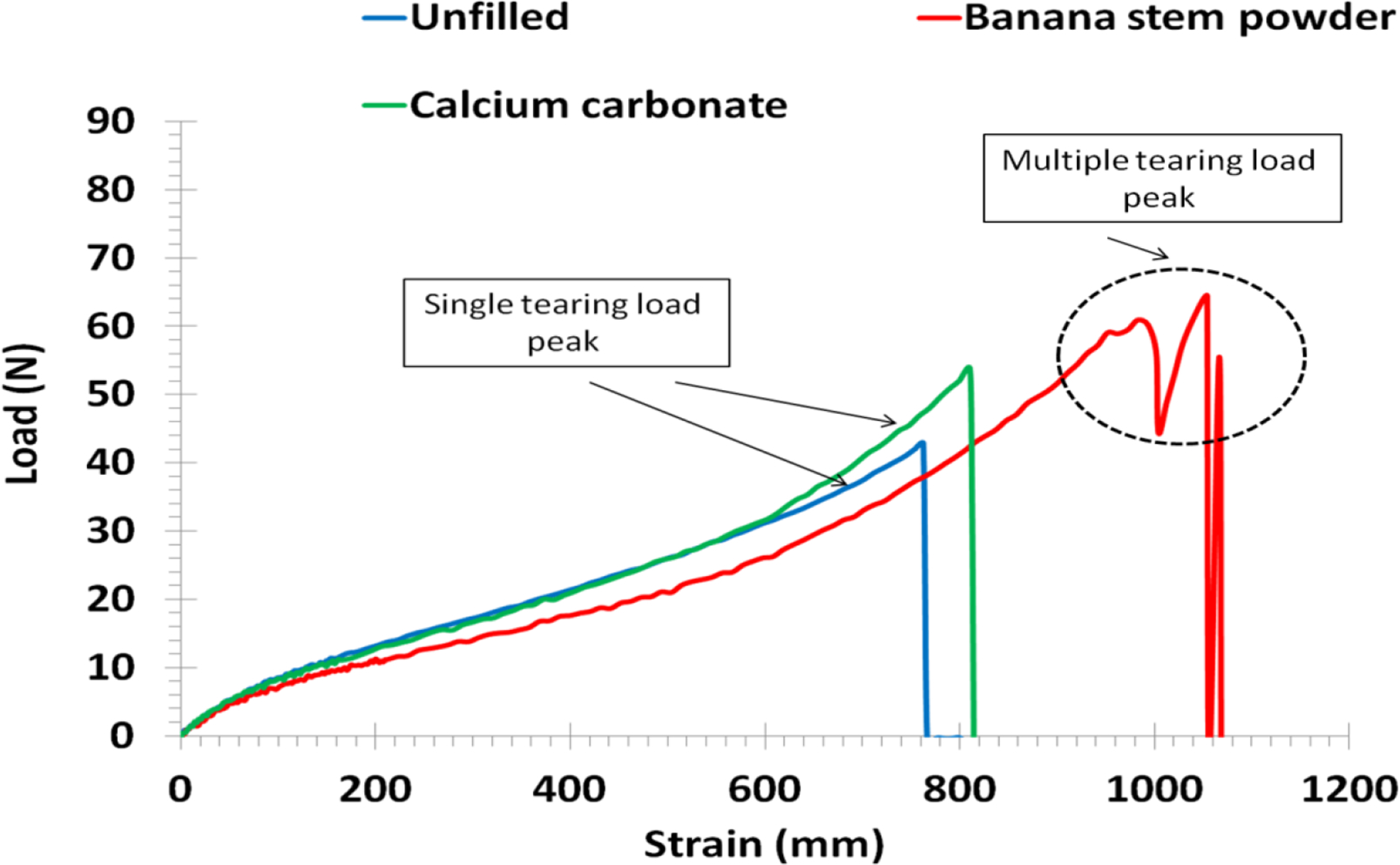
Tearing curves of unfilled PvNRL composite film and composite films containing 5 phr of BSP and CaCO3
Comparing the tearing curves shown in Fig. 8, it can be seen that PvNRL/BSP composite films showed multiple tearing load peaks due to ‘knotty’ tear mode. The films containing CaCO3 and unfilled latex films showed smooth torn surfaces with single load peak. The tearing behaviour shown by the films containing BSP is due to the reinforcing effect of BSP. This reinforcement of BSP gives rise to rapid stress relaxation ahead of the tip of a growing tear. Rapid stress relaxation ahead of the tear is responsible for roughening of rupture surfaces of filler reinforced rubber and of their possible branching and knotty tearing, as explained by Mullins. 20 The behaviour showed by the composite films containing BSP is important especially in the glove industry, where incorporation of BSP can improve the tear strength of the gloves.
Conclusions
Ball milling the sodium hypochlorite treated BSP for 24 h reduced the d50 of BSP tremendously from 26 to 11 μm and produced fibre whiskers around the particles. Incorporation of BSP in the latex compounds did not improve the tensile properties of the films, but it improved the tear strength tremendously. The PvNRL/BSP composite films exhibited knotty tear mode that produced ragged tearing surface and multiple peak tearing curve.
Acknowledgements
The authors would like to thank the Universiti Sains Malaysia for providing the financial support. This work was supported by the Research University grant no. 1001/PTEKIND/814052.