
Abstract
A model to describe the densification rate of a metal powder aggregate undergoing constant uniaxial pressure and temperature conditions is proposed. The model is based on the power law creep equation, and it is obtained by using the equivalent simple cubic system, a theoretical tool proposed by the authors in previous work. This theoretical tool assumes that it is possible to predict the evolution of the densification under the pressure of an actual powder system via the study of the same problem in a system of deforming spheres packed into a simple cubic lattice. The proposed model is validated with the help of experimental data obtained from uniaxial hot compaction experiments carried out with aluminium, tin and lead powders. The agreement obtained between theoretical curves and experimental data is reasonably good.
Introduction
The hot pressing technique applied to metallic powders plays an important role in powder metallurgy. This technique is a complex process that implies material thermomechanical properties as well as microstructural effects. In essence, the process consists of heating the powder mass to a temperature below its melting temperature and simultaneously applying pressure. The main factor to be considered is that the material softens at high temperatures, facilitating its densification. This process, which occurs in any type of material, is usually known as creep.1,2
Several mechanisms contribute to densification during hot pressing. When pressure is applied to packed powder particles, it is transmitted through the powder bed as a set of forces acting across particle contacts. The deformation at these contacts is at first elastic, but as pressure rises to a maximum value, the contact forces increase, causing plastic yielding and expanding the contact points into contact areas. Once these contact areas can bear the applied force without further yielding, time dependent deformation processes determine the rate of further densification: those to be considered are creep at the contact zones between particles and diffusion from grain boundary sources to the void surfaces of the particles. The consideration of other possible non-densifying processes, such as vapour transport, is usually irrelevant because they are not enhanced by an applied pressure.
The aforementioned processes enlarge both the contact area and the number of contacts between particles such that the contact force per unit area (the effective pressure) diminishes. This can affect the dominant densification mechanism, which depends not only on the external variables (applied pressure and temperature) but also on the effective pressure and geometry of the system at each instant. Therefore, the overall behaviour of the system is difficult to predict.
Numerous models have been developed to describe the creep densification of powdered systems, generally under hot isostatic pressing conditions, e.g. James,3 Spriggs and Dutta,4 Wilkinson and Ashby,5,6 Swinkels et al.,7 Ramqvist,8 Arzt et al. 9 (later corrected by McCoy),10 etc. Unfortunately, in many practical cases, the applied pressure is not isostatic.
On the other hand, due to the difficulty of modelling the whole range of porosities during the densification process, models are usually divided into independently modelled stages. Thus, although the developed models are numerous, the porosity range accessible to each one of them is very limited. However, an acceptable model may emerge from the combination of the previously developed ones. For instance, Dietze et al.
11 obtained a new model by linking through a matching function the models independently proposed by Arzt et al.
9 (later corrected by McCoy)10 and by Wilkinson and Ashby.6 The first model describes the initial stage of densification, and the second describes the final stage. This model, heretofore referred to as the DAW model, will be used in this paper for comparison purposes and can be mathematically expressed as follows


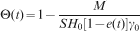
 is the applied pressure (the isotropic stress), T is the absolute test temperature and R is the universal gas constant. The parameters A, Q and n describe the creep behaviour of the bulk material, A is a material constant, Q is the creep activation energy and n is the exponent in the creep power law. The parameter a has a value near 100 (for convenience, equations have been expressed in terms of porosity instead of relative densities, as were originally developed by the authors).
is the applied pressure (the isotropic stress), T is the absolute test temperature and R is the universal gas constant. The parameters A, Q and n describe the creep behaviour of the bulk material, A is a material constant, Q is the creep activation energy and n is the exponent in the creep power law. The parameter a has a value near 100 (for convenience, equations have been expressed in terms of porosity instead of relative densities, as were originally developed by the authors).
Equation (1a) is the expression proposed by Arzt et al.,9 which considers the correction by McCoy,10 and equation (1b) is the expression proposed by Wilkinson and Ashby.6 Equation (1c) is the matching function, which matches both expressions in equation (1d) such that equation (1a) holds over the Θ interval (0, 0·1) and equation (1b) over the interval (0·1, Θ0).
The present work is an attempt to define a new equation, based on the creep power law, to model the densification of actual powder aggregates. It is desirable that this equation is simple and, importantly, valid over the entire range of porosities without the need for mathematical constructs to reconcile the diverging branches of a function (the method followed by Dietze et al.). Moreover, it is also preferred that the parameters included in the equation have a clear physical meaning so that they could be directly measured.
Modelling
Modelling any aspect of a particulate system is always a complex task. The fact that actual particles possess irregular shapes and sizes is a difficult matter to be tackled and has been avoided by numerous researchers by considering simplified systems of spherical particles with relatively uniform size.
The strategy followed in this paper to model the behaviour of an actual powder system under hot die pressing consists in the study of the same problem in a simpler system, which is in some way equivalent to the actual one: the equivalent simple cubic system of deforming spheres (the section on Equivalent SCS). The problem in this simpler system will be solved by considering the common power law for creep (the sections on ‘Creep law’ and ‘Creep strain rate in equivalent SCS’). Finally, using the equivalence relationship between the actual system and the cubic system described in previous works by the authors,12,13 the equations governing the behaviour of the actual system under hot die pressing conditions will be obtained (the section on ‘Creep strain rate in actual powder system’).
The quality of the proposed model will be verified by comparing its predictions with the results of hot compaction experiments performed on commercially pure aluminium, tin and lead powders. These same results will also be compared with the predictions by the DAW model to determine whether this model is improved by the newly proposed one.
Equivalent simple cubic system (SCS)
In this approach, a sphere with an initial radius R0 inscribed in a cube with sides 2R0 (Fig. 1a), is uniaxially deformed in such a way that it is always contained within a cuboid of base 2R0 and height 2l, where l is a variable (Fig. 1b). This model assumes the hypothesis of the expanding sphere, which states that the radius of the spherical particle continuously increases as compression progresses and slowly fills the cuboid in which it is inscribed (Fig. 1c). During the pressing process, contact zones form between neighbouring particles (including both basal and lateral contact zones), resulting in a truncated sphere (Fig. 1b). The area of these contact zones can be determined by numerical computation if one assumes that the free surface of the particles is spherical throughout the entire process and that the radius of the expanding sphere at each moment is such that the volume of the sphere inside the cuboid is always equal to the initial sphere volume
 .
.
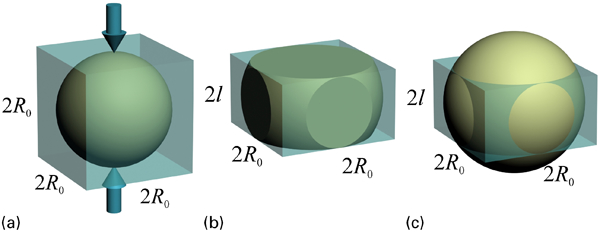
Graphical explanation of computational method used in equivalent simple cubic system: it is assumed that free surface of unit cell belongs to expanding sphere whose radius is such that volume of sphere inside cuboid (truncated sphere) is always identical to that of initial sphere
The study of the deformation process in this SCS has been carried out by Montes et al.
12,13 The results obtained in these studies have no meaning unless they can be extrapolated in some way to actual powder systems with non-spherical, irregularly shaped particles of uneven size. In the aforementioned studies,12,13 the authors proved that an actual powder system with porosity Θ could be considered equivalent to a deforming sphere system with simple cubic packing and porosity θ such that the following relationship is satisfied

Equations (2a) and (2b) were deduced by assuming that the two systems (the cubic and the actual) would be equivalent if they had an identical LE/SE ratio, where LE is the effective length of the path travelled by the thermal or electrical flux through the porous aggregate, and SE is the effective area of the system (the actual rather than the apparent transfer section). This condition led to the study of the influence of porosity on LE and SE not only for the SCS but also for actual powder systems.12,13
The advantage of the relationship described by equations (2a) and (2b) is clear; many problems (which are easier to solve in the SCS) can be solved in the SCS, and the solution can then be transferred to a real system.
This equivalence relationship has been successfully applied to the electrical conduction problem in metal powdered materials15,16 and the compressibility behaviour of metallic powders.17 In this work, this strategy will be applied to a thermomechanical problem: the hot densification of a powder mass under constant uniaxial compression.
Creep law
To define the dependence of the steady state creep rate during hot deformation of metallic materials on stress and temperature, the power law creep equation is usually considered2

Although it is documented that, over wide temperature ranges, the creep activation energy can vary strongly with temperature,18,19 it is usually considered a constant over a restricted temperature range. This last consideration will be adopted in this work; the value of Q will be considered constant.
Creep strain rate in equivalent SCS
As previously commented, equation (3) must be applied to a deforming sphere system with simple cubic packing. This can be easily performed because the geometry of this SCS is known throughout the deformation process.
In a previous work,17 the authors suggested that, as a consequence of both the increase in effective contact area between neighbouring particles with decreasing porosity (Fig. 1b) and the geometric constraint due to the static friction between the walls of the unit cell and those of its neighbours, the net pressure Pnet borne by the particle (the responsible of its plastic yielding and its time dependent deformation) could be estimated as

Therefore, the first change to be factored into equation (3) when considering the SCS is the incorporation of the net pressure

 when θ→0. This is a consequence of the geometric constraint described by equation (4), leading to a null net pressure as θ→0; thus, when reaching total densification, the densification rate becomes smaller, approaching zero.
when θ→0. This is a consequence of the geometric constraint described by equation (4), leading to a null net pressure as θ→0; thus, when reaching total densification, the densification rate becomes smaller, approaching zero.
On the other hand, with respect to the deformation process of the expanding sphere, the positive definite true volumetric strain can be defined as
If we now divide equation (6) by dt, we can obtain the derivative with respect to time

 and substituting into equation (5), the evolution of the porosity in the SCS is finally obtained as
and substituting into equation (5), the evolution of the porosity in the SCS is finally obtained as

Creep strain rate in actual powder system
Equation (8) is not valid for an actual powder system as it is far different from the SCS of deforming spheres. However, the behaviour of an actual system will be deduced through the equivalence relationship given by equation (2), which can be expressed as follows


Taking the derivative of equation (10) with respect to time, we obtain



 when Θ→0 (⇒y→1) because densification is no longer possible inside the powder container, and
when Θ→0 (⇒y→1) because densification is no longer possible inside the powder container, and
 when Θ→ΘM (⇒y→0) and (1/u)−1−n<0, the initial and easiest moments for densification during the compaction process.
when Θ→ΘM (⇒y→0) and (1/u)−1−n<0, the initial and easiest moments for densification during the compaction process.
Experimental validation
Materials
To validate the proposed model expressed by equation (13), uniaxial hot pressing tests were carried out on different powders at constant loads and temperatures. The resulting densification rates were then calculated.
The studied powders were aluminium (Eckart-Werke, AS61), tin (Ecka Granules, 30GN 250) and lead (Ecka Granules, 53GB 300/10). Micrographs of the different powders are shown in Fig. 2.
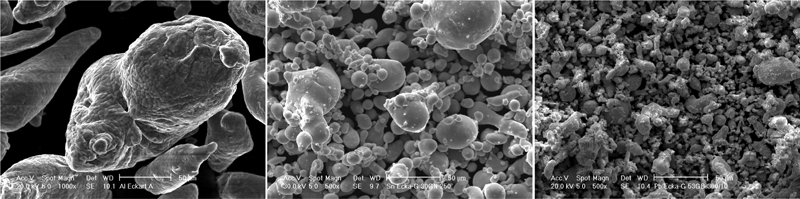
Images (SEM) of Al, Sn and Pb powders used in creep experiments
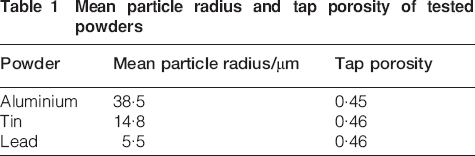
The mean particle sizes, obtained by laser diffraction, and the tap porosity of these powders, obtained according to the Metal Powders Industries Federation standards,14 are described in Table 1. Considering the accuracy of the employed instruments, the absolute error made in the determination of ΘM can be estimated to be ±0·01, which is certainly a small value. Nevertheless, during the measuring process, the source and intensity of the vibration may have produced an uncontrolled increase in the experimental uncertainty. Experimental checks concerning the vibration effect lead to an uncertainty range of ±0·05 for ΘM, which is still a relatively small value. The tap porosity will be used for later comparisons with values resulting from the fitting of the model to experimental curves.
Mean particle radius and tap porosity of tested powders
Experimental procedure
The testing temperatures were selected to be in (or near) the creep range: 150, 200, 250 and 300°C for aluminium and 25, 50, 75 and 100°C for tin and lead powders. This means that homologous temperatures ranged between 0·45 and 0·61 for Al, 0·59 and 0·74 for Sn and 0·50 and 0·62 for Pb. The pressure applied during testing was selected according to previous experiments under similar conditions:20 20, 40, 60 and 80 MPa for Al, and 3, 5, 7 and 11 MPa for Sn and Pb. Each one of these pressures was applied at each of the testing temperatures.
For each experiment, powders (approximately 4 g of Al and 10 g of Sn or Pb) were vibrated in a cylindrical (12 mm diameter) graphite wall lubricated steel die until their tap porosities were reached. Pressure was then applied slowly by the punch in Universal Testing Machine (Instron 5505) with a temperature chamber and a load cell of 30 kN. Each test was maintained for 5 h at the selected temperature. The beginning of the creep regime (constant load) was determined for each experience through the load versus time curve.
The numerical procedures used to obtain the desired curves were as follows. The engineering strain data e were monitored from the testing machine at different times t of the test (the engineering strain is defined as e = |ΔH|/H0, where ΔH is the change in the powder column height, and H0 is its initial height). The porosity in the powder aggregate was obtained as a function of time from the strain data, through geometrical considerations, according to


 and porosity Θ was obtained by evaluating equations (15) and (16) at every time point. As explained in the section on ‘Densification curve fitting’, this data cloud was fitted with equations (1) and (13).
and porosity Θ was obtained by evaluating equations (15) and (16) at every time point. As explained in the section on ‘Densification curve fitting’, this data cloud was fitted with equations (1) and (13).
Creep parameters values of fully dense materials
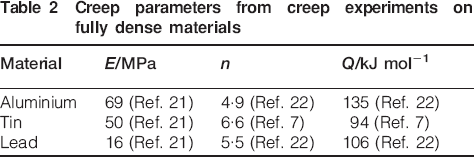
The parameters describing the creep behaviour of fully dense materials used in equations (1) and (13) were obtained from several sources in the literature. Table 2 gathers these parameters. The n values were used for comparison purposes, similar to what was previously explained for ΘM.
Creep parameters from creep experiments on fully dense materials
Densification curve fitting
Following the aforementioned plot of the experimental values of
 versus Θ, the obtained data clouds for each combination of pressure and temperature in the three analysed powders were fitted by the least square regression method to the DAW model, equation (1), and to the model proposed in this paper.
versus Θ, the obtained data clouds for each combination of pressure and temperature in the three analysed powders were fitted by the least square regression method to the DAW model, equation (1), and to the model proposed in this paper.
Working with models containing too many fitting parameters can result in a chaotic fitting process. In this sense, some of the parameters in the studied models, whose values are quite well established, were considered fixed parameters, including a (with a value of 100) in the case of the DAW model and E and Q in both models. Therefore, only A, ΘM and n were considered as fitting parameters.
Figure 3 shows one example of each one of the studied materials, with the experimental curve (for arbitrary selected temperature and pressure combinations) and its corresponding fitted theoretical curves.

Three arbitrarily selected examples (one for each studied material) showing experimental
versus Θ curve and theoretical curves obtained by least square regression method with DAW model and model proposed in this paper
The obtained volume for each of the different fittings, considering all the combinations of pressure and temperature for each powder, was excessively large to be shown here. It was also difficult to extract conclusions directly from the individual data. Therefore, the mean values from different tests were calculated for all of the fitting parameters for the three materials. The mean values of n were compared with the values taken from the literature (Table 2), and the mean values of ΘM were compared with the measured values of the tap porosities for different powders (Table 1). A separate discussion is dedicated to parameter A, which does not assume a well known value because changes in the parameter n necessarily imply changes in the value of A. Therefore, it is not possible to compare the obtained A values with those from the literature when n is a fitting parameter, except when the n values exactly coincide. Thus, A is considered a completely free parameter. Table 3 shows the mean values obtained for the fitting parameters for both models and each one of the three tested materials. For this comparison, the same value has been considered for PN and
 . It could be discussed if the axial stress is the best parameter to be considered in the DAW model for the comparison between both models, but the alternative way of considering the mean stress (isostatic part of the stress tensor) requires estimating the lateral stress applied by the die to the powders, and considering additional hypothesis which could difficult the comparison.
. It could be discussed if the axial stress is the best parameter to be considered in the DAW model for the comparison between both models, but the alternative way of considering the mean stress (isostatic part of the stress tensor) requires estimating the lateral stress applied by the die to the powders, and considering additional hypothesis which could difficult the comparison.
Mean values obtained for different fitting parameters in DAW model and model of this paper for three studied materials*
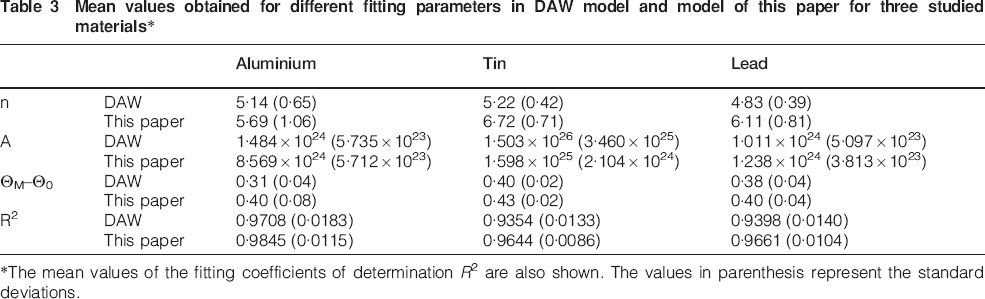
*The mean values of the fitting coefficients of determination R2 are also shown. The values in parenthesis represent the standard deviations.
Discussion
The data in Table 3 and the graphs in Fig. 3 suggest that, in general, the fittings obtained with the DAW model are slightly worse than those obtained with the model proposed in this paper, as shown by the coefficients of determination R2.
The ΘM values obtained by fitting with both models are lower than the experimental ones, although those obtained with the new proposed model are all within the experimental uncertainty interval indicated in the section on ‘Materials’. Moreover, the values derived from fitting to the DAW model are, in all the cases, outside the uncertainty interval, although only Al could definitely be considered outside the uncertainty interval, given the scatter in these values. Figure 4a shows the comparison between experimental and fitted ΘM values for the three studied materials.
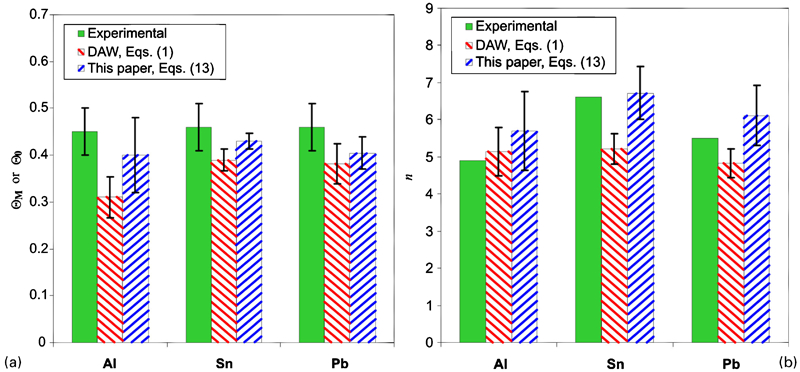
Experimental and fitting results from DAW model and model developed in this paper for a parameter ΘM (or Θ0) and b parameter n
Considering the scatter obtained with the new proposed model, all the n values (Fig. 4b) are in accord with the experimental values reported in the literature. However, this is not the case for the values obtained with the DAW model, except for those for Al. For both Sn and Pb, the mean values are significantly lower, even considering the scattering interval.
However, even with a better fitting, an exceptional improvement cannot be made using the new model, except for the simplicity of the new model compared to the DAW model.
Although the new proposed model described in equation (13) is simpler than that described in equation (1), both may still be excessively complex. In this sense, it is possible to propose new and more accessible equations that are not theoretically derived to obtain reasonable fits with the experimental data. Nevertheless, the supposed simplicity of these expressions has a high price: the involved parameters have no physical meaning. Knowledge of the physical meaning is important to make use of the models in more complex processes; it is possible to make acceptable theoretical predictions only if the parameters in the model have a clear role. Values fitted to particular conditions (e.g. temperature, pressure and granulometry) are of no interest.
It is worth noting as a final reflection that the integration of equation (13c) over time allows for the determination of the evolution of the compact porosity with respect to time. Nevertheless, for this to be possible, the temperature T should be constant. In general, this is not the case, and the differential version of equation (13) is preferred. In a finite element simulation of the densification process of a compact with an inhomogeneous distribution of temperature, equation (13) would still be valid inside the volume of each of the considered finite elements into which the compact volume is divided. Each finite element would be characterised by a local temperature and porosity. However, the solution to this type of problem is beyond the objectives of this work.
Conclusions
A new model describing the densification rate of metal powders during hot uniaxial compaction has been proposed. Its derivation is based on the so called ‘equivalent SCS’. The proposed model contains parameters related to the creep behaviour of the materials constituting the powders according to a basic creep power law. Additionally, to include the morphometric characteristics of the powder, the parameter ΘM (the tap porosity of the powder) has been considered. The agreement between the theoretical and experimental results is reasonably good, leading to a model that improves the results predicted by the Dietze–Wilkinson–Artz model, which was used for comparison purposes.
Footnotes
Acknowledgements
The authors are grateful to FEDER/MCyT, Madrid, and Junta de Andalucía for funding this research within the framework of project nos. MAT2007-61643 and P08-TEP-3537. The authors also wish to thank the technicians J. Pinto, M. Madrid and M. Sánchez (University of Seville) for experimental assistance and M. J. Quidiello (Junta de Andalucía) for the mathematical comments.