
Abstract
In the present work, 2%hBN was admixed with Fe–0·8C, and both dilatometric and differential thermal analysis/thermogravimetry investigations were conducted in Ar and N2 atmospheres, followed by microstructural studies and mechanical testing. The α–γ phase transformation in both atmospheres was found to occur in the temperature range of plain iron and not, as expected, in that common for Fe–C. In the Ar atmosphere, liquid phase formation is recognised by endothermic differential thermal analysis signal and shrinkage in the dilatometer during the heating stage at ∼1275°C. In contrast to the activating effect of the inert Ar for the decomposition of hBN, the deactivating effect of the N2 atmosphere is visible from the dilatometry results: sintering in N2 even resulted in slight expansion during the isothermal stage. Therefore, the, at first surprising, conclusion can be drawn that the chemically inert Ar is activating the sintering process while the more reactive N2 passivates it.
Introduction
For powder metallurgy, in general, liquid phase formation enables a higher degree of densification, rounding of the pores, sintering at lower temperatures and, for shorter times, meaning that the mechanical properties of the parts are improved.1,2 Boron, similar to phosphorus, silicon, copper and carbon, belongs to those elements that accelerate the sinterability of iron and iron alloyed powder compacts.3–5 Boron forms a low melting eutectic 6 (Fe–3·74 wt-%B) at 1174°C and has a unipolar solubility with iron. 7 Dissolution of the solid increases the liquid volume fraction and decreases the dihedral angle, causing liquid spreading and penetration of the grain boundaries. Liquid films on the grain boundaries soften the particles to allow densification in response to the capillary forces at the particle contacts, 8 and the eutectic liquid phase remains segregated at the particle boundaries during the entire sintering cycle and classical liquid phase sintering mechanisms, i.e. dissolution and rearrangement, contact flattening and solution reprecipitation are active during sintering. 9 Some researchers declared strong chemical affinity of boron with oxygen; 10 in the sintering process, it reacts with chemically bonded oxygen on the surface of powder particles, and it simultaneously activates the sintering process.
Boron must be added to the powder mixture in a precisely defined content, because a too high B content results in grain coarsening and the formation of a brittle continuous boride network at the grain boundaries, 11 which is described to decrease the mechanical properties drastically, in particular if carbon is also present. 12 Adding very low contents of boron was prescribed by researchers for enhancing some mechanical properties. Boron has been added to the iron base materials through alternative boron sources like elemental B,4,13–15 FeB,1,3 NiB,14,16 CrB2, 14 Cr3B2, 17 boric acid, 16 B4C 15 and also boron nitride in its hexagonal modification (hBN).16,18
hBN is a well established solid lubricant due to its layered lattice structure, which is very similar to that of graphite. When admixed with ferrous powder mixes, it is superior to graphite insofar as BN is much more stable thermodynamically, decomposing in air at T>3000°C. In contact with a ferrous matrix, BN is stable at least up to 1250°C in atmospheres containing nitrogen, while in N2 free atmospheres, such as H2 or vacuum, it decomposes at temperatures above the Fe–B eutectic.19,20 This can be used to introduce B into ferrous powder compacts under N2 free atmospheres. The decomposing reaction of BN at 1500 K (1227°C) occurs only at N2 partial pressures below ∼10−5 mbar, 16 which is well below the partial pressure attainable in the vacuum furnace used. Thus, BN itself would not decompose significantly in this case, and further possible reactions, e.g. reduction of the metal oxides and melt formation by boron, have to be considered.
Liersch et al.18,19,21 have shown the effect of hBN on the microstructure, machinability and wear properties of sintered steels. The results showed that hBN powder, especially fine powder particles, inhibits the formation of stable metallic bridges during sintering and also the dissolution of graphite in the ferrous matrix. They observed occasionally disagreement between density change and dimensional change during sintering, which was assumed at least in part to be caused by the anisotropic dimensional behaviour of the admixed BN, and at higher BN levels, the volume adsorbed by BN strongly inhibits densification.
The sintering atmosphere plays a major role in B addition to activate sintering because boron reacts with oxygen in the atmosphere, which in the case of insufficiently pure atmospheres leaves hardly any boron for liquid phase formation or reduction of oxide layers. 16 It showed that the well known activating effect of boron is observed during sintering not only in vacuum but also in argon and in hydrogen, while sintering in N2 containing atmospheres results in the rapid deactivation of admixed boron through the formation of stable BN (BN already present remains stable). In hydrogen atmosphere, surface deboronising was observed to considerable depth. 22 Ar is chemically inert, but Ar trapped inside closed pores tends to inhibit further densification, 12 thus counteracting the densifying effect of boron.
Previous studies on BN containing steels were focused more on the microstructural and mechanical properties rather than on the characterisation of sintering using thermal analysis. Sintering involves an enthalpy change and, therefore, is a good candidate for studies by thermal analysis. 23 It is well known that any change in densification, which is more pronounced in the presence of a sintering activator, can be investigated precisely through dilatometric runs. Some thermal changes accompanying mass change, such as decomposition, reduction, desorption, adsorption and vapourisation reactions, can be measured by thermogravimetry (TG), and transition temperatures are measured precisely using differential thermal analysis (DTA), which are all directly correlated with the composition and sintering atmosphere.
In this work, 2%BN was admixed with Fe–0·8C, and dilatometric runs were conducted accompanied by DTA/TG studies in Ar and N2 as activating and deactivating atmospheres respectively. It is clear that 2%BN content is unsuitable for industrial use, but it is well suited as a model material for studying the effects of BN on phase transformation, DTA/TG, liquid phase formation and microstructural changes during the sintering procedure. Microstructural studies help to better understand the TA results. Mechanical testing included hardness and unnotched impact energy, which both clearly describe the mechanical behaviour of the sintered brittle material.
Experimental
The investigated material in this research is Fe–0·8C–2BN prepared from water atomised iron powder grade (Höganäs ASC100·29) as base powder. Carbon was added by admixing 0·8% natural graphite UF4, and standard fine hBN grade was employed, which, however, proved to be in part agglomerated. The powders were dry mixed in a tumbling mixer for 60 min; immediately before filling the powder into the die, some manual stirring was performed to eliminate demixing effects.17,18 The mixes were uniaxially compacted in a pressing tool with floating die at 600 MPa with die wall lubrication, with Charpy impact bars (ISO 5754) being produced. Dilatometric runs were conducted in a Netzsch STA 402C dilatometer with Netzsch Aeolos quadrupole mass spectrometer (MS) linked by a capillary coupling. Before each test run, the system was evacuated and flooded with high purity helium three times. Then, the runs were performed by heating at 10 K min−1 up to 1300°C for N2 and Ar atmospheres, soaking for 1 h and then cooling down at 10 K min−1. In order to investigate the effect of BN on graphite dissolution, parallel runs were also conducted for plain steel in both atmospheres. Dilatometric results of plain Fe from the previous studies are also included.
For DTA/TG investigations, small pieces were cut from the compacts and carefully crushed to form granulates of 0·5–1 mm particle size. Approximately 500 mg of the granulates each was filled into small alumina crucibles, which were placed into a simultaneous thermal analyser Netzsch STA 449C Jupiter, which could also be linked to the Netzsch Aeolos MS. Before each test run, the system was evacuated and flooded with high purity Ar three times. Then, the runs were performed by heating at 20 K min−1 up to 1300°C, soaking for 30 min and then cooling down at 20 K min−1. The entire coupling system (entry, capillary transfer line and outlet) was kept at 300°C. Differential thermal analysis and thermobalance signals were continuously recorded, and the respective signals of an empty run were subtracted in order to eliminate the influence of the apparatus characteristics. As atmospheres, high purity Ar and N2 (99·999%) were used, with flowrates of 10 mL min−1 as protective gas (only running through the balance) and 50 mL min−1 as working atmosphere. Green densities were calculated from the mass and dimensions of each sample. Sintered densities were measured using the Archimedes method (DIN ISO3369).
Metallographic sections were prepared by grinding and polishing, and the samples were etched with 1% nital reagent. 16 The Charpy impact energy was measured on the as sintered unnotched specimens using a Charpy impact tester with Wmax = 50 J at room temperature. Fracture surfaces were studied by SEM. Hardness tests were conducted by a hardness tester EMCO M4U-025 with Vickers indenter and 30 kg force, i.e. 30 HV, and both surface and core hardness were measured.
The oxygen and nitrogen contents of the specimens were measured by carrier gas hot extraction (Leco TC400). The as sintered carbon contents were measured by combustion analysis (Leco CS230). Each value given is the mean of three parallel measurements.
Results and discussion
Differential thermal analysis/thermogravimetry combined with MS during heating and isothermal stage
Differential thermal analysis/thermogravimetry graphs for the examined material taken in Ar and N2 atmosphere are shown in Figs. 1 and 2 respectively. All the transformation temperatures are marked at onset and peak (maximum) and not at initial and final points, because the two latter ones are difficult to define and show poor repeatability. 24 ‘Onset’ is achieved by the contact point of the two tangent lines and is different from ‘initial’ or final point.
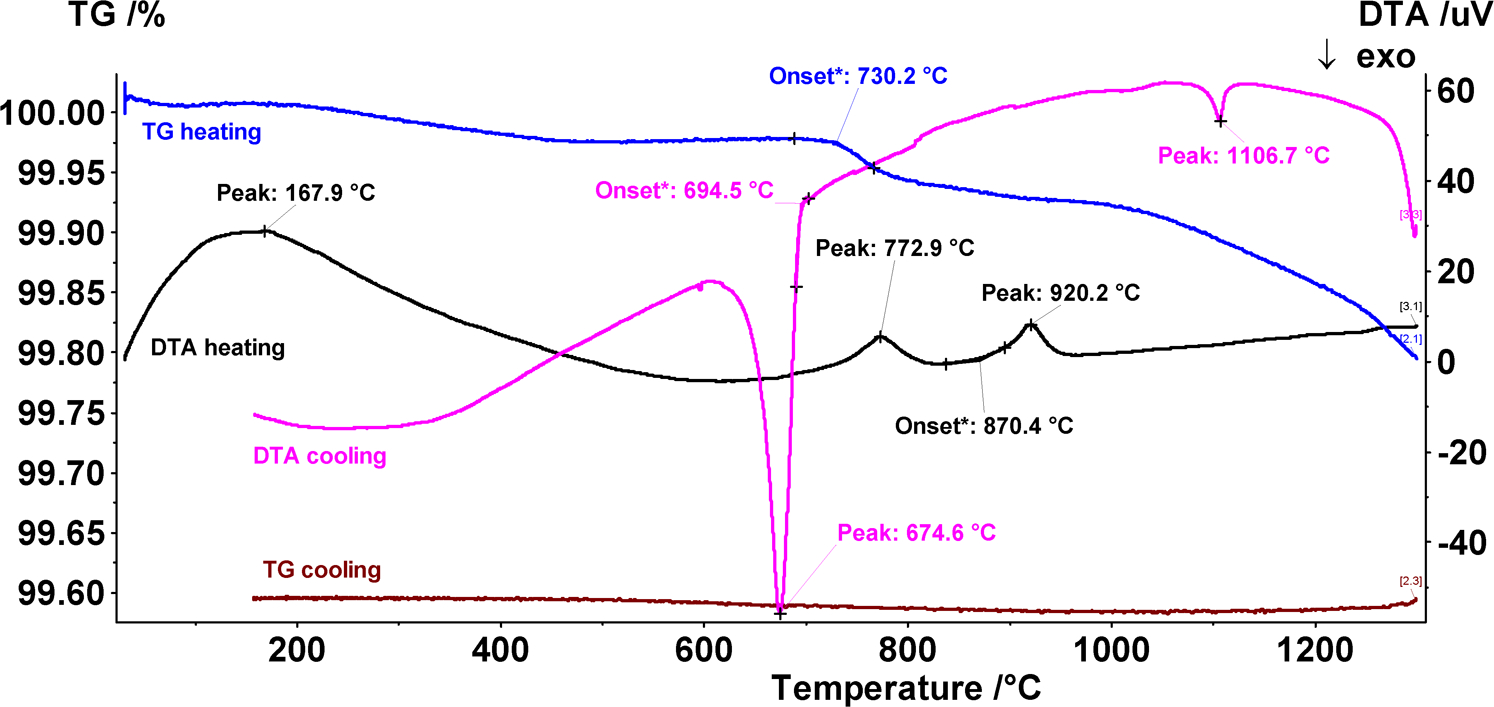
Graphs (DTA/TG) of Fe–0·8C–2BN material compacted at 600 MPa (Tmax, 1300°C; heating/cooling rate, ±20 K min−1 in Ar)
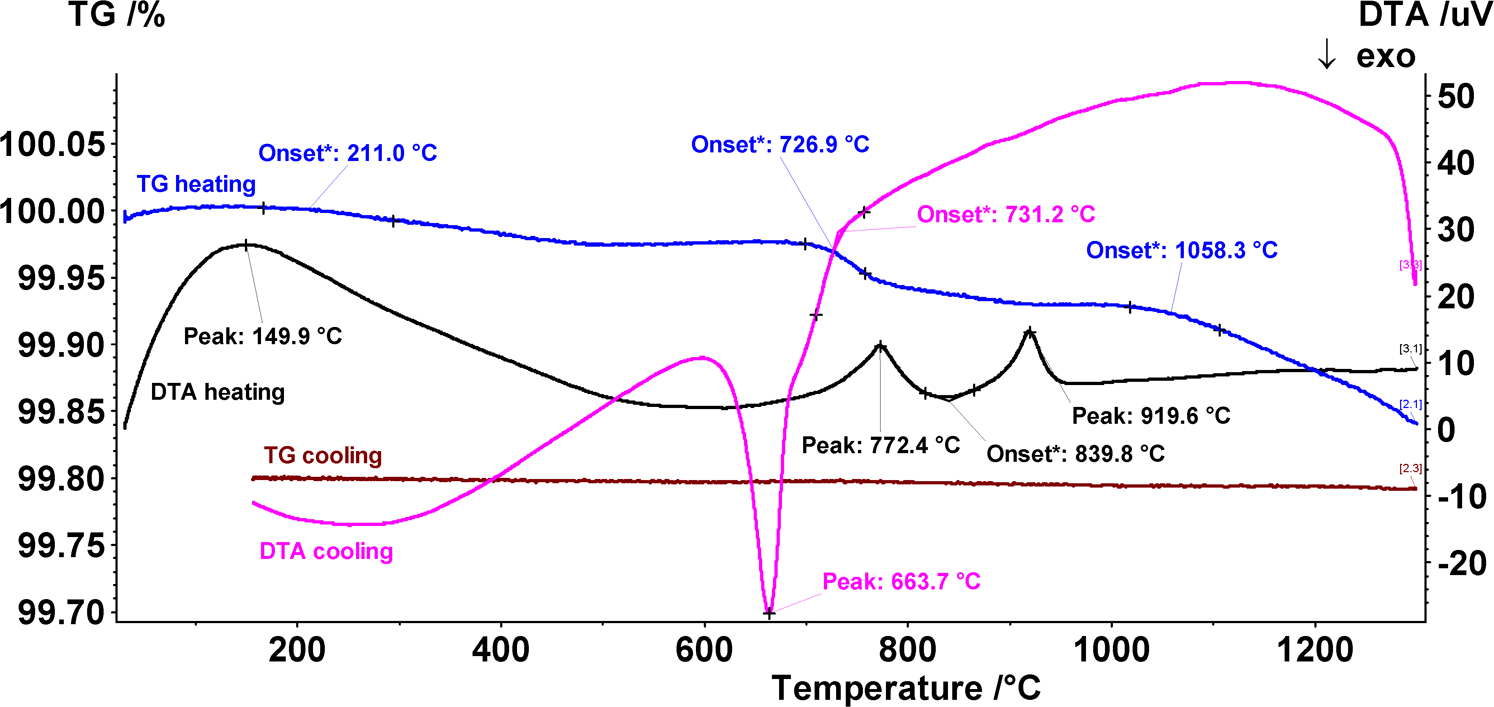
Graphs (DTA/TG) of Fe–0·8C–2BN material compacted at 600 MPa (Tmax, 1300°C; heating/cooling rate, ±20 K min−1 in N2)
The first endothermic peak in both atmospheres (close to 170°C for Ar and 150°C for N2), accompanied by a mass loss in the TG curve, corresponds to the sample's dehydration and carbothermic reduction reactions at low temperature. The second endothermic peak, which is close to 773°C for both atmospheres, shows the Curie point or transformation from ferromagnetic to paramagnetic state. It is almost the same with plain iron at 768°C. 25 The mass loss at ∼730°C for both atmospheres is due to the reduction of surface oxides through carbothermic reactions by admixed graphite; therefore, a continuous mass loss was observed in the TG curve. In the material with 0·8%C, the α–γ transformation should occur at the eutectoid temperature, but the endothermic peak temperature of the α–γ transition for both atmospheres is visible at 920°C, which is significantly higher and virtually the transformation temperature of plain Fe. It seems that hBN inhibits the carbon diffusion into iron, and therefore, the phase transformation occurred at higher temperature in both atmospheres in the temperature range of plain iron. The cumulative weight loss after different temperature intervals extracted from TG curves is presented in Fig. 3. In both atmospheres up to 1000°C, the mass decreased by ∼0·1 wt-%, almost the same as the combined reduction in oxygen and carbon content during sintering. Although hBN retards carbon dissolution in the iron matrix, there is no similar effect on the reduction of oxides, and it seems that surface and internal iron oxides can be removed in the range of 680–750 26 and 950–1100°C 27 respectively. This is a somewhat surprising phenomenon since both reduction and dissolution require contact between carbon and the iron particle surface. At present, it is not possible to explain why carbothermic reduction occurs but not carbon dissolution.
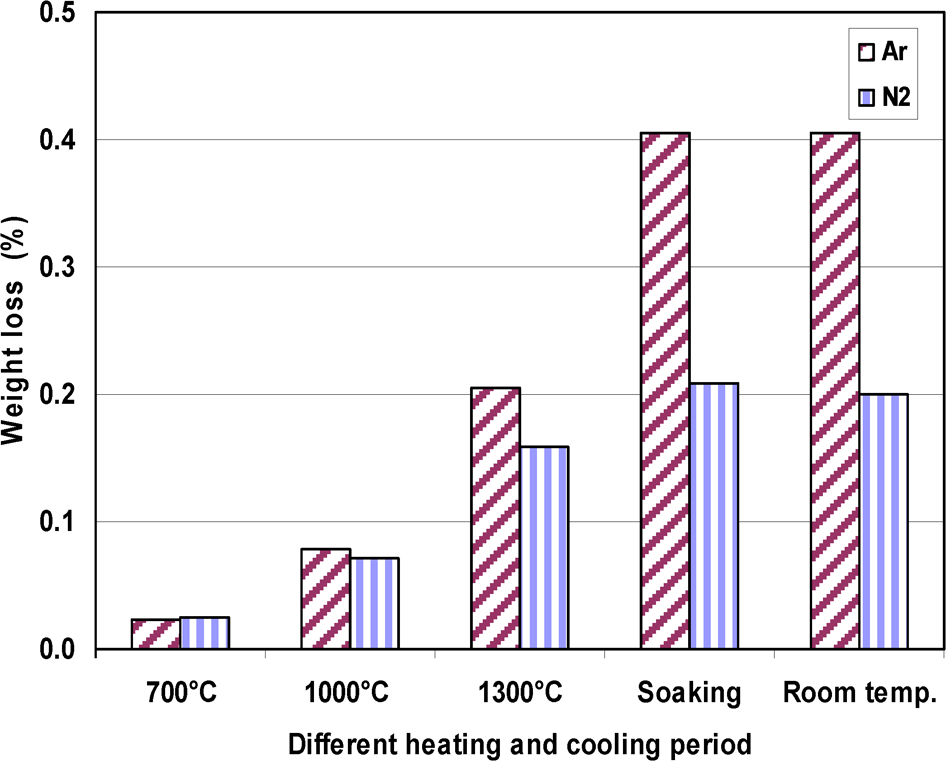
Cumulative weight loss of Fe–0·8C–2BN material during different heating and cooling regions in Ar and N2 atmospheres
It seems that part of the nitrogen content is removed from the powder compact; otherwise, the lowering of the nitrogen content from 1·12 (2 wt-% admixed BN) to 0·64 wt-% (sintered in N2 atmosphere) cannot be interpreted. The still lower nitrogen content of ∼0·47% after sintering in Ar confirms the higher ‘activity’ of the chemically inert Ar compared with N2 to evacuate nitrogen containing products from the environment. The mass spectra recorded for m12 (C), m14 (N) and m28 (CO/N2) in the dilatometer for steel sintered under Ar atmosphere are shown in Fig. 4. Here, it stands out clearly that using the mass numbers m12 and m14, the interference between CO and N2 at m28 can be separated, and it is also evident how the m28 graphs are additively formed from CO and N2. The pronounced peak at 40 min is formed by the reduction of surface oxides and that at ∼60 min by the removal of internal oxides, which is shifted to higher temperatures, i.e. to the beginning of the isothermal stage. Increasing the m14 signal during the isothermal stage confirms the decomposition of BN and the removal of the formed N2 from the environment. As m28 shows both N2 and CO compounds, its value is affected by the differences in both compositions; therefore, the reduction of CO is compensated by the formation of N2 during the isothermal section, resulting in the very uncommon constant m28 signal during isothermal sintering, while in BN free carbon containing steels, the m28 signal pronouncedly drops when changing from the heating ramp to isothermal sintering.
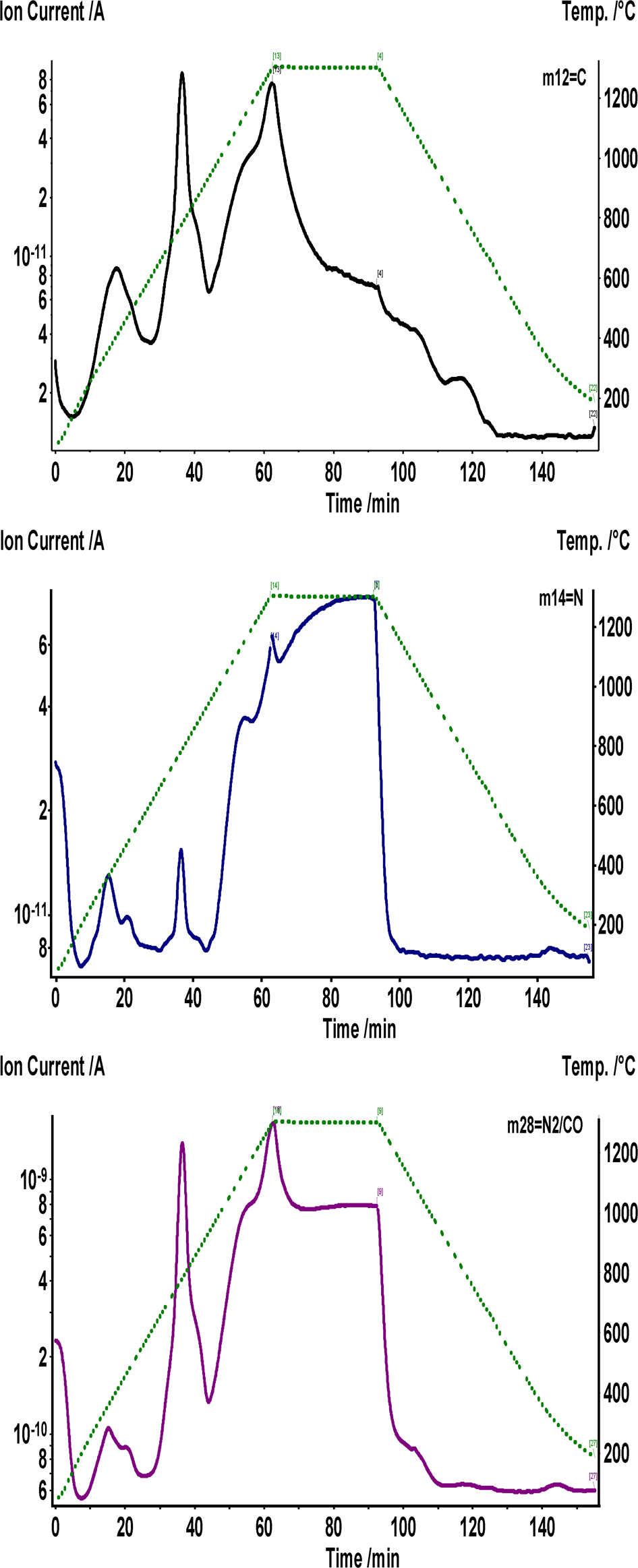
Signals (MS) for m12 (C), m14 (N) and m28 (CO/N2), Fe–0·8C–2BN steel, compacted at 600 MPa, sintered in Ar atmosphere, with heating/cooling rate of ±10 K min−1
Mass loss of specimens in Ar compared with N2 is enhanced at the final stages of the heating section and continues during the soaking period. Indeed, the twofold mass loss in Ar compared with N2, i.e. 0·4 versus 0·2%, shows that Ar as an inert atmosphere acts to enable BN decomposition and remove N2 containing products from the environment (similar to the effect of vacuum described), 16 while the chemically more active N2 in this case enhances passivity, and after partial BN decomposition, all the free nitrogen is not evacuated from the environment.
Differential thermal analysis/thermogravimetry analysis during cooling
During cooling, the first exothermic peak in the Ar atmosphere indicates completing the solidification at ∼1107°C and therefore indirectly shows the formation of liquid phase close to the switch from the heating to the isothermal stage. The lower melting point observed compared to 1174°C for the binary Fe–B system is due to the C addition. A shift in the DTA graph towards the endothermic direction at ∼1250°C in Ar atmosphere during heating confirms that hBN decomposed and the liquid phase was formed at 1248°C, while there is not any indication for liquid phase formation in N2 atmosphere. From the small exothermic peak during cooling and the absence of any defined endothermic peak during heating, only a slight shift of the graph above 1248°C, it can be concluded that, in Ar, only a small volume fraction of liquid was slowly formed. The formation of the liquid phase requires direct contact between iron (iron–carbon) and boron, but BN acts as prohibiting additive between the particles, and therefore, only after the partial decomposition of BN was a small amount of liquid phase formed, the amount of which increased with higher temperature, i.e. liquid phase formation depends on BN decomposition and ultimately on the removal of N2 formed. Small amounts of liquid phase and its formation within a wide temperature range do not result in pronounced DTA (temperature difference) signals, and therefore, an endothermic peak is not observed in the heating section of the DTA curve in Ar.
The second exothermic peak in Ar and the only one in N2 atmosphere (occurring in the cooling section) is due to the phase transformation of austenite to ferrite and cementite. With 0·8% nominal admixed graphite, it is expected that a pearlitic microstructure is formed, but BN with its prohibiting effect on carbon dissolution and therefore lower combined carbon in the iron matrix shifts the chemical composition of the material towards a hypoeutectoid steel and results in some proeutectoid ferrite during cooling. 28 The DTA curve in N2 atmosphere during γ–α transformation shows two different slopes, and even two onset temperatures are realised, the first one due to crossing the austenite/ferrite binary phase region and gradual transition of γ to α at ∼727°C, and the second one the transformation of C enriched austenite to pearlite through eutectoid transformation at ∼664°C. In Ar atmosphere, the onset of γ–α transformation temperature is ∼695°C, which is lower than in N2 atmosphere, because more carbon as an interstitial element in the iron matrix delays the γ–α transformation, 29 and the transformation is shifted entirely to the pearlite range.
Density and dimensional changes
Charpy samples were compacted at 600 MPa for dilatometric investigations. The physical and mechanical properties of the specimens sintered in N2 and Ar respectively are shown in Table 1. The theoretical density of the mixture is 7·348 g cm−3, while the obtained green density was ∼6·80 g cm−3, which is ∼92·5% of the theoretical value.
Physical and mechanical properties of BN containing material, sintered in dilatometer Tiso = 1300°C for 60 min under N2 and Ar atmosphere, impact bars, with heating/cooling rate of ±10 K min−1
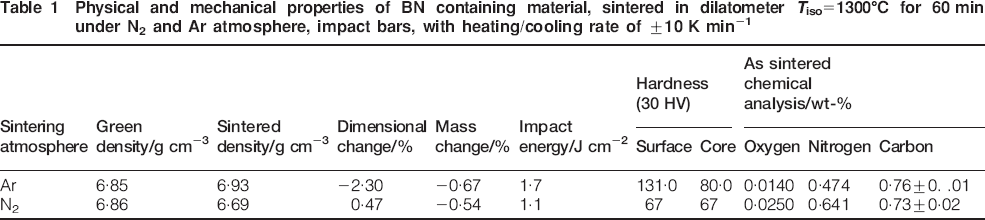
Comparison between green and sintered densities clearly shows that, in contrast to the effect of nitrogen on reducing density, using Ar as a sintering atmosphere in the dilatometer promoted densification. Both atmospheres changed the density by not more than 0·15 g cm−3 but towards densification in Ar and expansion in N2, and shrinkage of ∼2·3% in Ar compared with 0·47% expansion in N2 atmosphere clearly shows the activation effect in Ar and the passivity phenomenon in N2 (the disagreement between density change and dimensional change indicates an anisotropic dimensional behaviour). Therefore, this significant difference between the two sintering atmospheres can be evaluated from using in situ dimensional change measurement, which is known as dilatometry.
Dilatometric runs in Ar atmosphere
Dilatometric runs are shown in Figs. 5–7 for both atmospheres. The onset and offset temperatures of the α–γ and γ–α transformation are presented in Table 2, and the dimensional changes in each stage of the heating cycle are extracted from dilatometric runs and presented in Table 3.
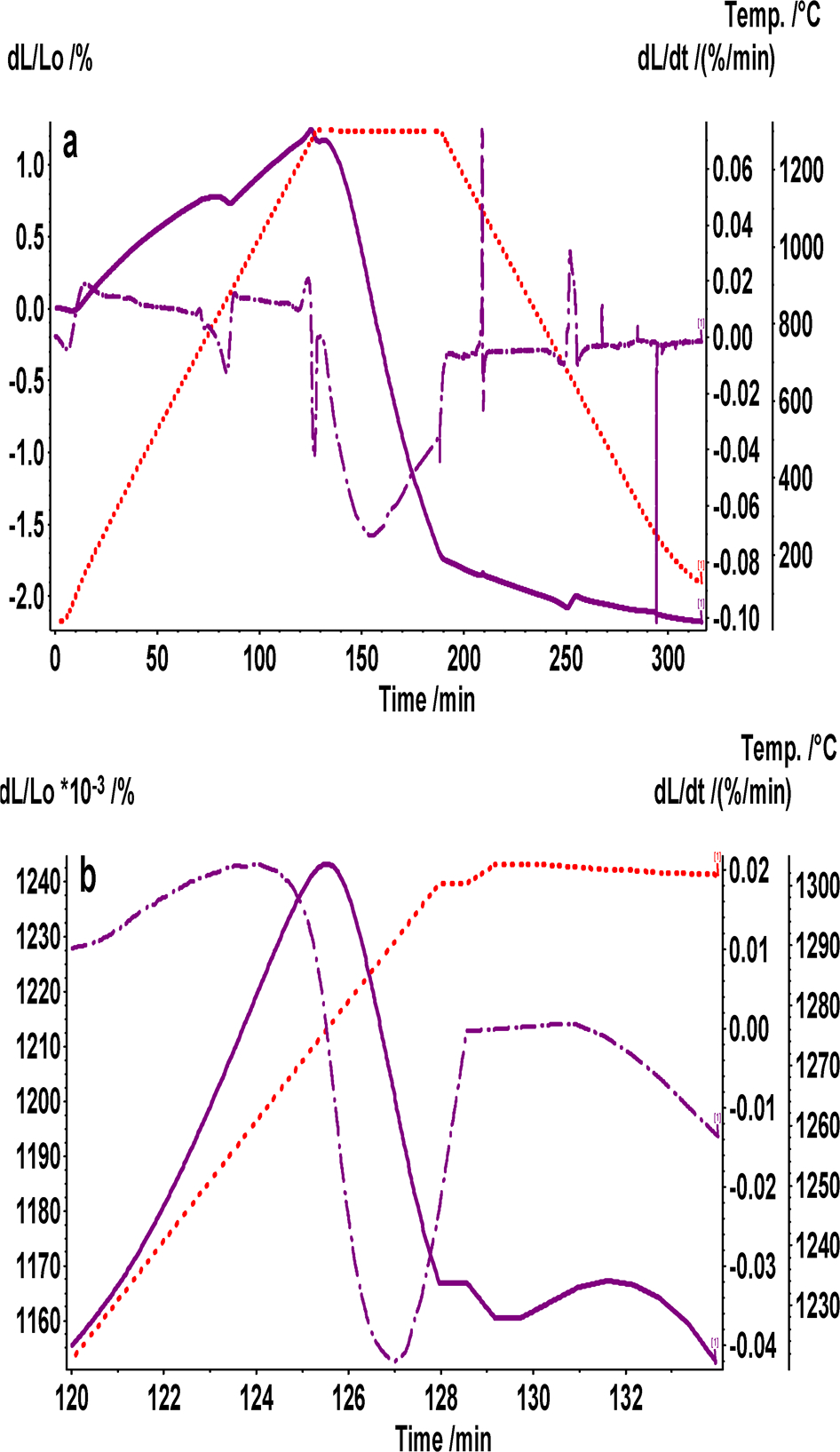
a dilatometric run of Fe–0·8C–2BN steel compacted at 600 MPa, sintered at 1300°C in Ar, with heating/cooling rate of ±10 K min−1 and b shrinkage observed through formation of liquid phase, same run with a, before starting isothermal stage (it should be noted that left Y axis shows dimensional change ×1000 magnified and not temperature)
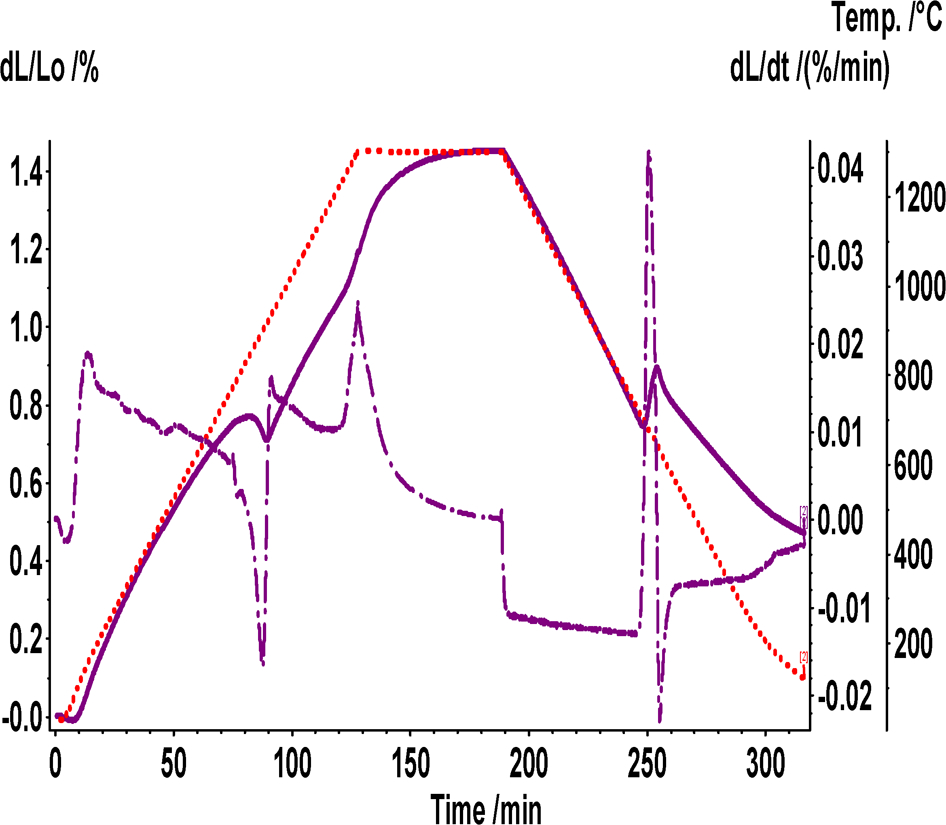
Dilatometric run of Fe–0·8C–2BN steel compacted at 600 MPa, sintered at 1300°C in N2, with heating/cooling rate of 10 K min−1
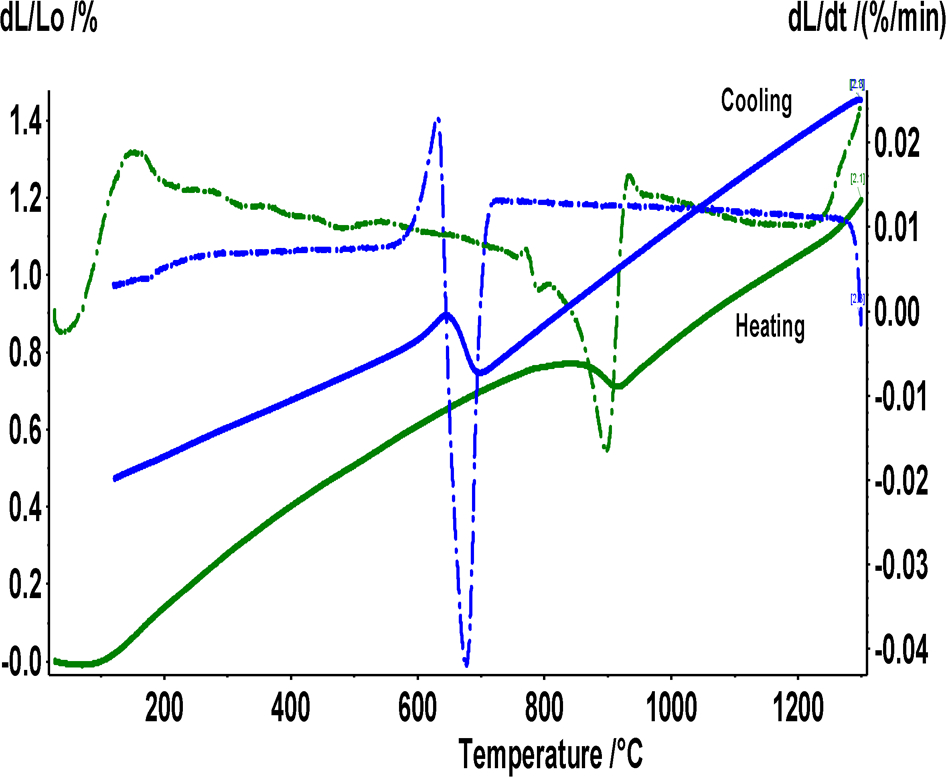
Heating and cooling stages of dilatometric run of Fe–0·8C–2BN steel compacted at 600 MPa, sintered at 1300°C in N2, with heating/cooling rate of 10 K min−1
Onset and offset α–γ and γ–α transformation temperature
Dimensional changes in each stage of heating cycle

It must be noted that the isothermal sintering temperature is 1300°C for both sintering atmospheres. Both dilatometric runs show the same level of thermal expansion in the heating stage up to the α/γ onset temperature, which is ∼0·77%. α transformed to γ with a very small amount of contraction, i.e. ∼0·04 and 0·06% in Ar and N2 atmosphere respectively, maybe due to the slow carbon dissolution in the iron matrix. This effect is referred to inhibiting hBN layers between graphite and iron powder particles. In Ar atmosphere, shrinkage through the formation of a liquid phase is visible close to the isothermal section, at ∼1275°C compared with 1248°C in DTA. This means that even with different heating/cooling rates and using crushed specimen in DTA/TG test but compact material in dilatometry, almost the same temperature was recorded as solidus. Of course, it has to be considered that DTA evaluates the energy or temperature difference from a phase transformation, while, in dilatometry, the dimensional change effect, i.e. expansion or contraction, is observed, which is a secondary effect. Shrinkage after liquid phase formation confirms that part of the densification occurs already during the heating stage, followed by 2·85% shrinkage in the isothermal section. During cooling, of course, more shrinkage occurred with decreasing temperature, and γ transformed to α between 671 and 639°C with 0·08% expansion. The initiation of shrinkage before the isothermal section through the formation of a liquid phase is visible in more detail in Fig. 5b. The dilatometric curves show that transient swelling is the first appearance of the liquid phase formation and only then was the pronounced shrinkage recognised. Measuring the dimensions with a slide rule shows that the shrinkage is not isotropic in all directions, 2·3% longitudinally and ∼0·3% in the cross-section. Here, the disagreement between pronounced longitudinal shrinkage and moderate density increase would suggest rather an expansion in the cross-section.
Dilatometric runs in N2 atmosphere in comparison with Ar
A dilatometric run in nitrogen with isothermal sintering temperature of 1300°C is shown in Fig. 6. In contrast to Ar atmosphere, which resulted in 2·85% shrinkage in the isothermal section, 0·26% expansion is observed in the N2 atmosphere. It is evident that even during the isothermal section not only densification was not attained but even expansion occurred to some extent.
The heating and cooling sections of the dilatometric run are shown in Fig. 7. It should not be overestimated about the higher onset temperature of the α–γ transformation in N2 atmosphere compared with Ar, while in DTA, the onset temperature in Ar occurred ∼30°C higher than in N2 atmosphere. During cooling in N2 atmosphere, the DTA curve indicates the formation of proeutectoid ferrite, but dilatometry does not show any similar phenomenon. Using twofold heating and cooling rate in DTA compared with dilatometry (20 K min−1 compared with 10 K min−1) and shorter isothermal period can prevent graphite dissolution in the matrix, and in reality, it makes a hypoeutectoid steel with less combined carbon content. Therefore, during cooling, austenite is enriched in carbon, resulting in a non-linear temperature dependence of the specific austenite volume, and finally, some pearlite will be formed. 28 An asymmetrical α–γ and γ–α transformation is observed in nitrogen atmosphere, the expansion during cooling being about three times higher than the preceding contraction during heating. However, this phenomenon is not principally the same as the asymmetrical feature in plain sintered iron reported by Danninger. 30 The observed asymmetrical phenomenon occurring in plain iron is only through the transformation of α–γ in the heating and cooling stages, and with using nitrogen as a sintering atmosphere, the transformation is virtually symmetrical in this case (also in the presence of carbon). It seems that with the presence of hBN and its inhibiting effect to dissolve graphite in the iron matrix, dissolution of graphite occurs slowly and up to higher temperatures, which tends to mask the α/γ contraction.
Figures 8 and 9 represent comparative heating cycles of the dilatometric run for plain Fe, plain carbon steel, i.e. Fe–0·8C, and BN containing steel sintered in both N2 and Ar respectively. Shifting of the α–γ transformation for BN containing steel towards higher temperature compared with plain carbon steel is visible in both atmospheres. A similar expansion is observed for plain Fe and Fe–C–BN between α/γ offset temperatures of up to 1200°C during sintering in N2. The same expansion of ∼0·38% for BN containing material confirms that graphite is not dissolved during the heating cycle up to 1200°C; thus, the same expansion as for plain iron is achieved. About 0·73% expansion for Fe–C between α/γ offset and 1200°C is due to the dissolution of 0·8% graphite during the heating cycle. It seems that graphite dissolution in the iron matrix under N2 is prevented completely by BN up to 1200°C, but the increasing of differential dimensional change during heating at ∼1240°C (as shown in Fig. 7) is due to the pronounced graphite dissolution in the matrix, which is also consistent with ∼0·1% expansion between 1240 and 1300°C, while in the Fe–C system, due to the dissolving of graphite at lower temperatures, there is not any noticeable dimensional changes above 1240°C (as shown in Fig. 9). The expansion in Ar atmosphere between α/γ offset temperature and 1300°C is ∼0·48, 0·76 and 0·52% for Fe, Fe–C and Fe–C–BN respectively. It seems that the stability of BN prevents carbon dissolution during the heating cycle also in Ar.
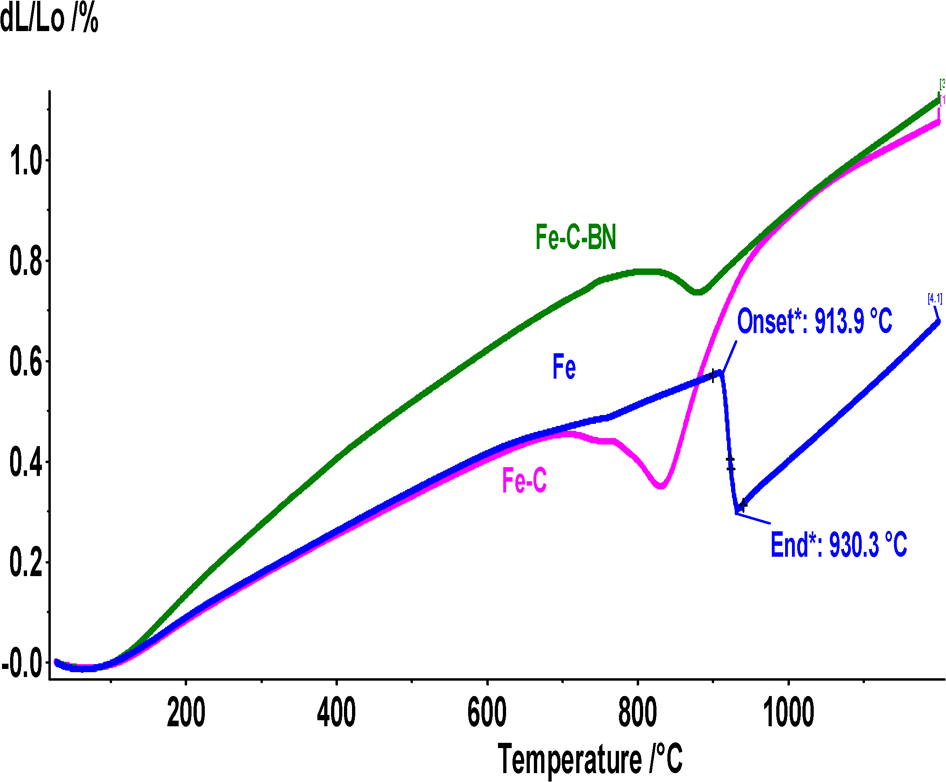
Heating cycle of dilatometric runs for plain Fe, Fe–0·8C and Fe–0·8C–2BN compacted at 600 MPa, sintered up to 1200°C in N2, with heating rate of 10 K min−1
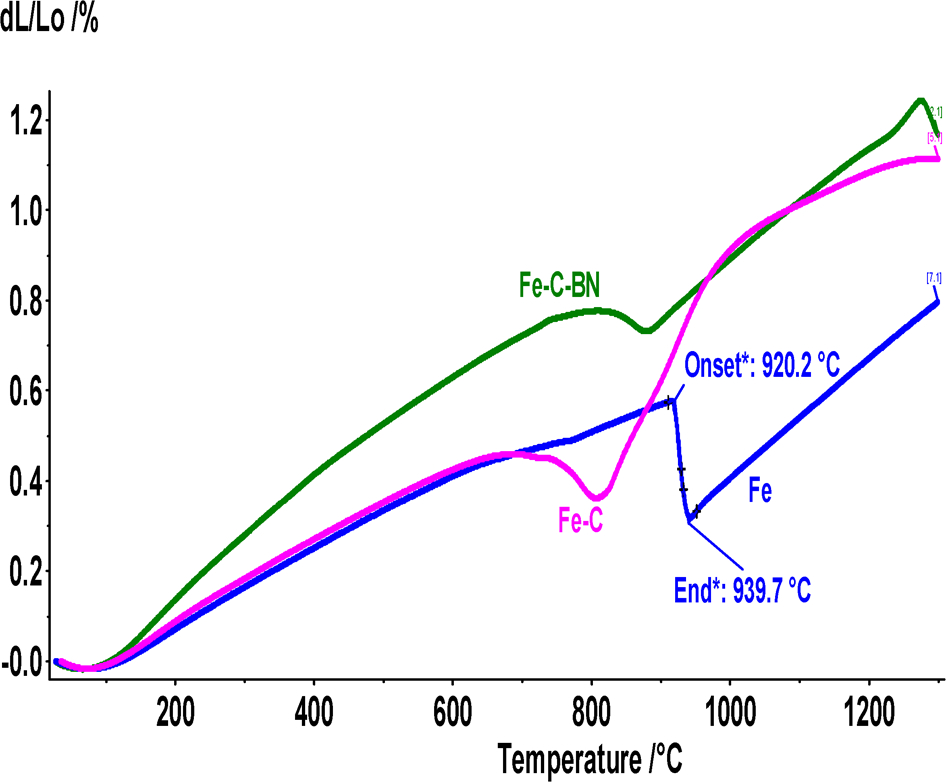
Heating cycle of dilatometric runs for plain Fe, Fe–0·8C and Fe–0·8C–2BN compacted at 600 MPa, sintered up to 1300°C in Ar, with heating rate of 10 K min−1
Therefore, regarding 0·35% expansion through dissolution of 0·8%C in ASC100·29 sintered in N2 atmosphere, it can be concluded that at least part of the 0·26% expansion during the isothermal section in nitrogen atmosphere is due to graphite dissolution in the iron matrix, which increases the lattice parameter of γ iron. As shrinkage is usually linked to improving sintering contacts, but expansion occurred in the isothermal section under nitrogen atmosphere, poor sintering bridges are expected. In the Ar atmosphere, in contrast, shrinkage was observed already in the heating stage, which continued further in the isothermal section, indicating the formation of considerable sintering necks.
The heating stage of the dilatometric runs is observed in Fig. 10 for BN containing steel in both atmospheres and also for the reference material. It shows that, in the austenite range, expansion under Ar atmosphere is higher than that under N2 due to the faster dissolution of graphite in Ar compared with N2.
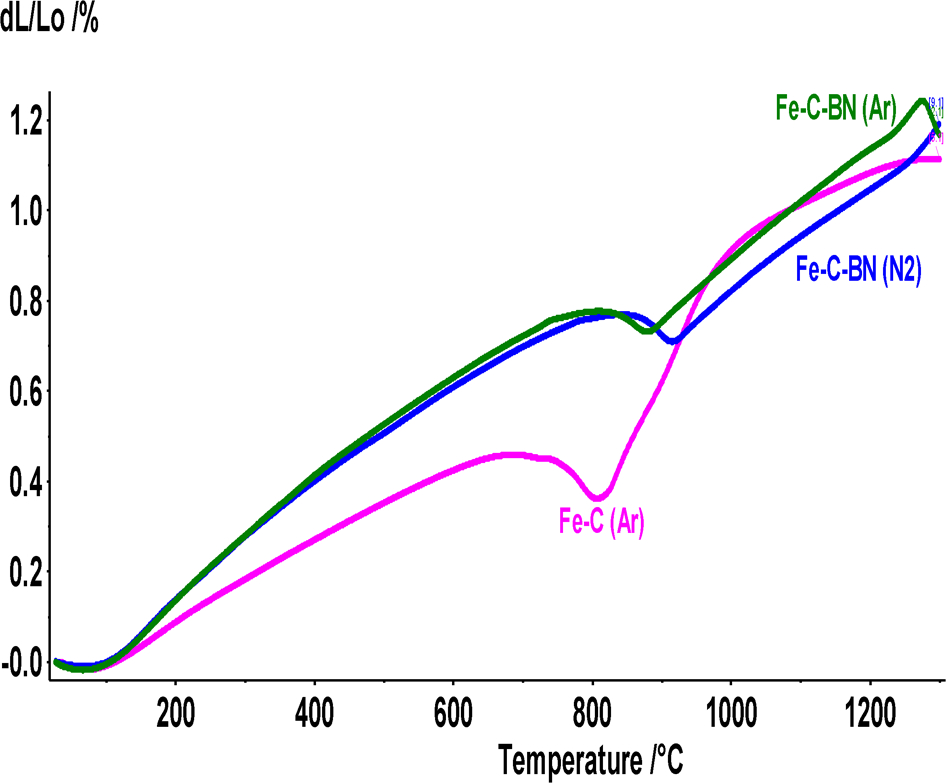
Heating cycle of dilatometric runs for reference material and Fe–0·8C–2BN compacted at 600 MPa, sintered up to 1300°C in Ar and N2, with heating rate of 10 K min−1
The more pronounced expansion of the BN containing material in both Ar and N2 atmospheres is evident. The reason is not yet quite clear, but since boron free and ferroboron containing materials 31 showed very similar expansion during the heating stage, this uncommon behaviour of the BN containing compacts might be attributed to some stress relaxation effect caused by BN.
Microstructure and mechanical properties obtained in Ar atmosphere
The microstructure of a specimen sintered in the dilatometer in Ar is shown in both rim and core area in Figs. 11 and 12 respectively. If all the carbon is assumed to be present as Fe3C phase 32 with a density of 7·694 33 and the mixture rule is employed, then the calculated total porosity is <10% for the investigated material in both atmospheres. After sintering in Ar, the microstructure is mostly pearlitic with small amounts of ferrite and continuous eutectic layers along the pearlitic boundaries. The results show that, with the presence of 2%BN (equal to 0·88%B) and sintering in Ar at 1300°C, the density increased to <0·1 g cm−3 without any significant pore rounding effect. It seems that part of hBN remained in the compact without any role in liquid phase sintering. Two phenomena might be responsible for the formation of some ferrite in the microstructure. First, it is well known that, in inert atmospheres, oxide reduction occurs exclusively through carbothermic reactions. Therefore, with the lowering of the carbon content, the chemical composition shifts to hypoeutectoid steel, and thus, some proeutectoid ferrite is formed. The second reason is regarding the BN additive; retained BN prevents complete carbon dissolution in the iron matrix and increases the ferrite content in the microstructure.
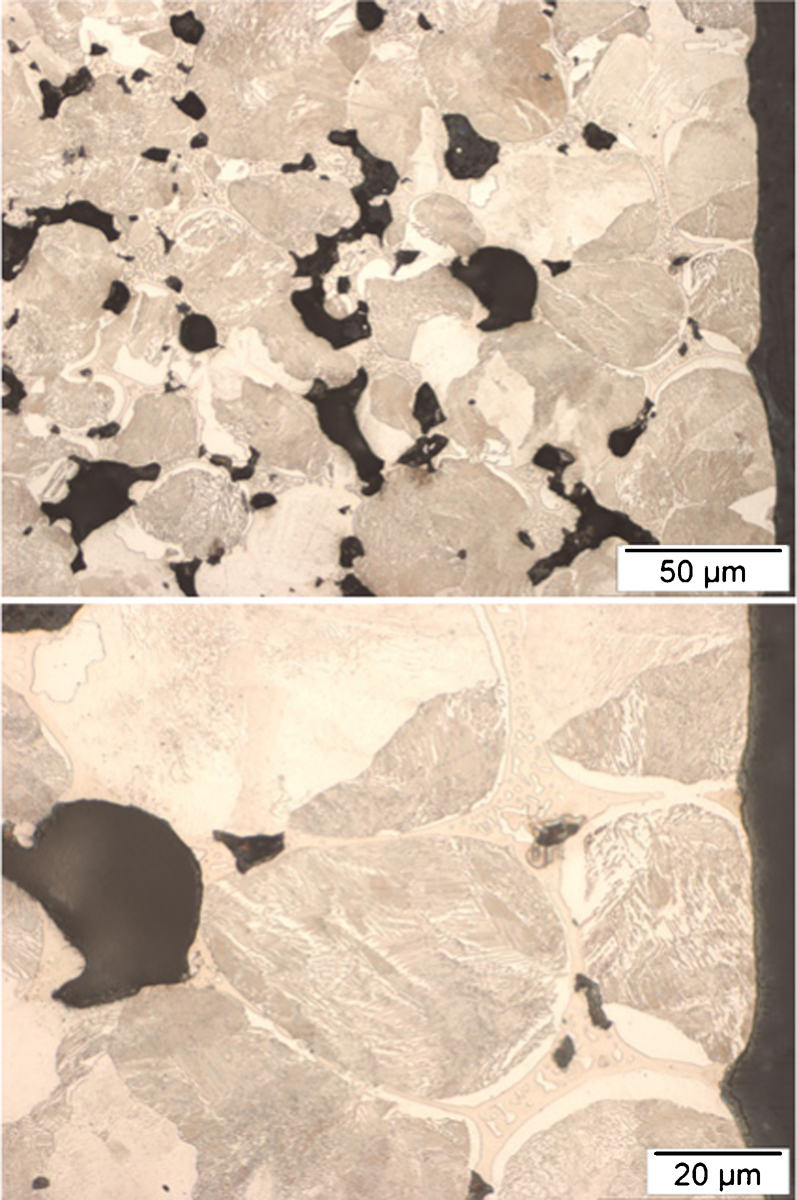
Rim microstructures of Fe–0·8C–2BN, compacted at 600 MPa, with heating/cooling rate of 10 K min−1, sintered for 60 min at 1300°C in Ar atmosphere at two different magnifications
Core microstructures of Fe–0·8C–2BN, compacted at 600 MPa, with heating/cooling rate of 10 K min−1, sintered for 60 min at 1300°C in Ar atmosphere at two different magnifications
In Ar, BN decomposes at least partially; the generated N2 is removed by the flowing atmosphere, and boron reacts with the Fe matrix to form a persistent liquid phase. It is obvious that the activation efficiency to decompose BN compounds near the surface is higher than in the core, and also, nitrogen removal from the surface is easier than from the core area. Therefore, a higher amount of BN decomposes at and near the surface, and thus a more continuous eutectic persistent liquid phase was formed along the grain boundaries with marginally lower porosity compared to the core area. The surface hardness is >50% higher than that of the core, i.e. 131 HV compared to 80 HV. The measured Charpy impact energy was only ∼1·7 J cm−2, which indicates truly a brittle material, as could be expected from previous studies (e.g. Ref. 22).
Microstructure and mechanical properties obtained in N2 atmosphere
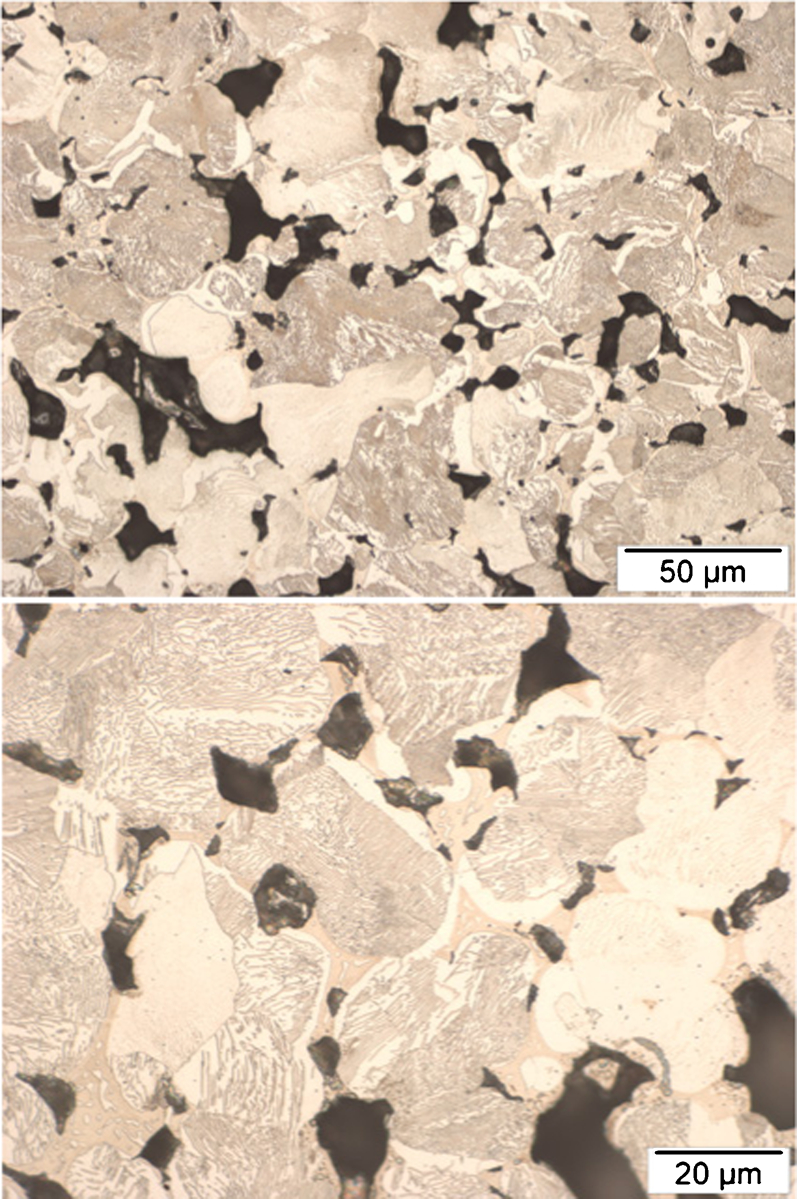
The effect of hBN as an additive on microstructural changes has been investigated previously by Liersch et al., 18 and they showed that BN is embedded in the pressing contacts and prohibits the formation of sound metallic bridges and also inhibits carbon dissolution. Through the passivity effect of nitrogen atmosphere to hBN decomposition, hBN and graphite remained in the pressing contacts, acting as internal inclusions. Figure 13 shows the microstructure of BN containing steel sintered in the dilatometer in nitrogen atmosphere. The microstructure is pearlitic–ferritic, while with the presence of hBN and its retarding effect on carbon dissolution, 18 a ferritic microstructure is expected, similar to that previously reported at the initial stages of sintering for plain carbon steels 34 and Mo prealloyed steel, 35 but it seems that sintering up to higher temperature, i.e. 1300°C, improves the graphite dissolution and forms a noticeable amount of pearlite, as also indicated by the expansion during isothermal sintering, which is attributed to carbon dissolution. The low energy absorption of only 1 J cm−2 in the Charpy impact test is due to the presence of these fully non-metallic phases (hBN and graphite) between the iron powder particles, which are clearly evident as well defined layers in the microstructure. The hardness was ∼67 HV, which is consistent with the low hardness level of the ferrite, retained hBN, and also undissolved graphite.
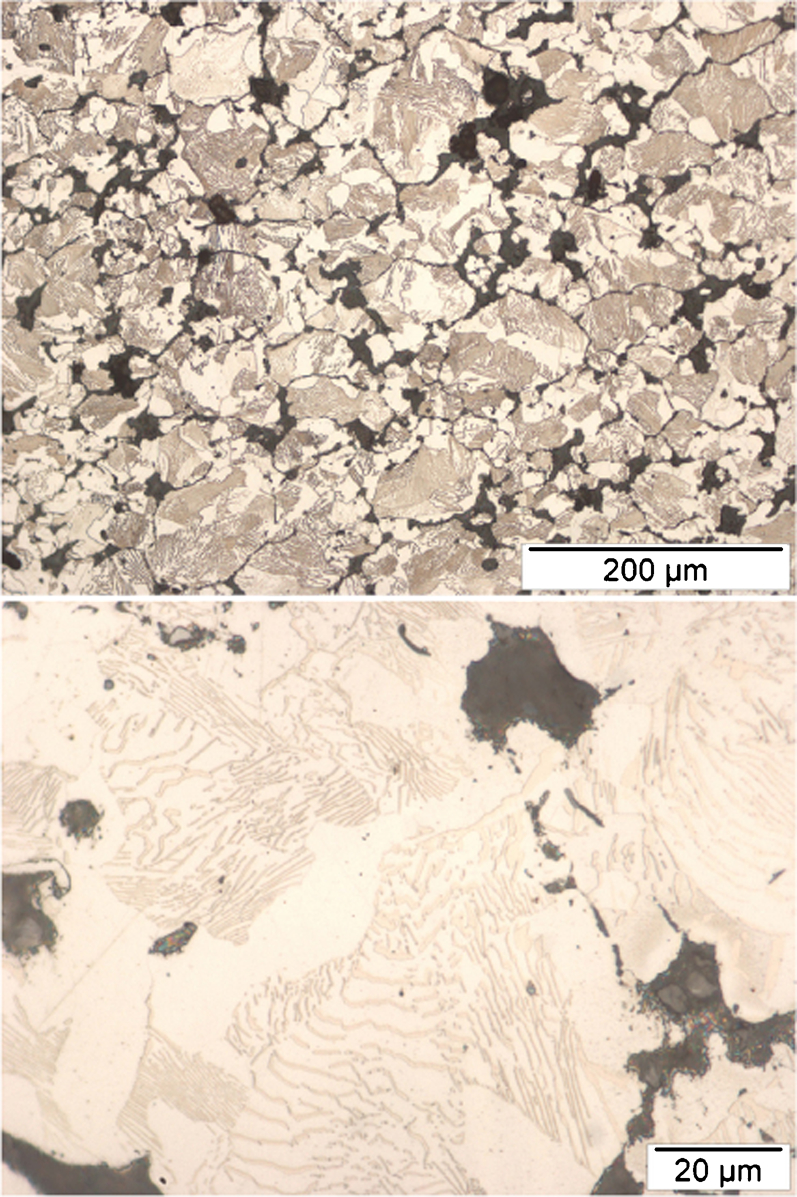
Microstructures of Fe–0·8C–2BN, compacted at 600 MPa, with heating/cooling rate of 10 K min−1, sintered for 60 min at 1300°C in N2 atmosphere at two different magnifications
Fracture surfaces
The fractographs of broken specimens in both atmospheres are shown in Fig. 14. In N2 atmosphere, beside point and line contacts,36,37 microdimples have also formed. However, the fracture surface is similar to that of a green part, with a huge amount of non-metallic particles in between. The presence of non-metallic materials can be recognised from the remaining previous particle boundaries; those boundaries are visible only at the initial stages of sintering and should not be observed for sintered parts at 1300°C. X-ray mapping of the fracture surfaces of the steel sintered in nitrogen atmosphere is shown in Fig. 15, which approves the assumption that those particles are retained BN. For sintering in flowing Ar, the typical slightly rugged intergranular fracture known from other B containing materials is the dominating mechanism due to the presence of intergranular eutectic phase. Some cleavage facets are also visible due to the pearlitic structure.
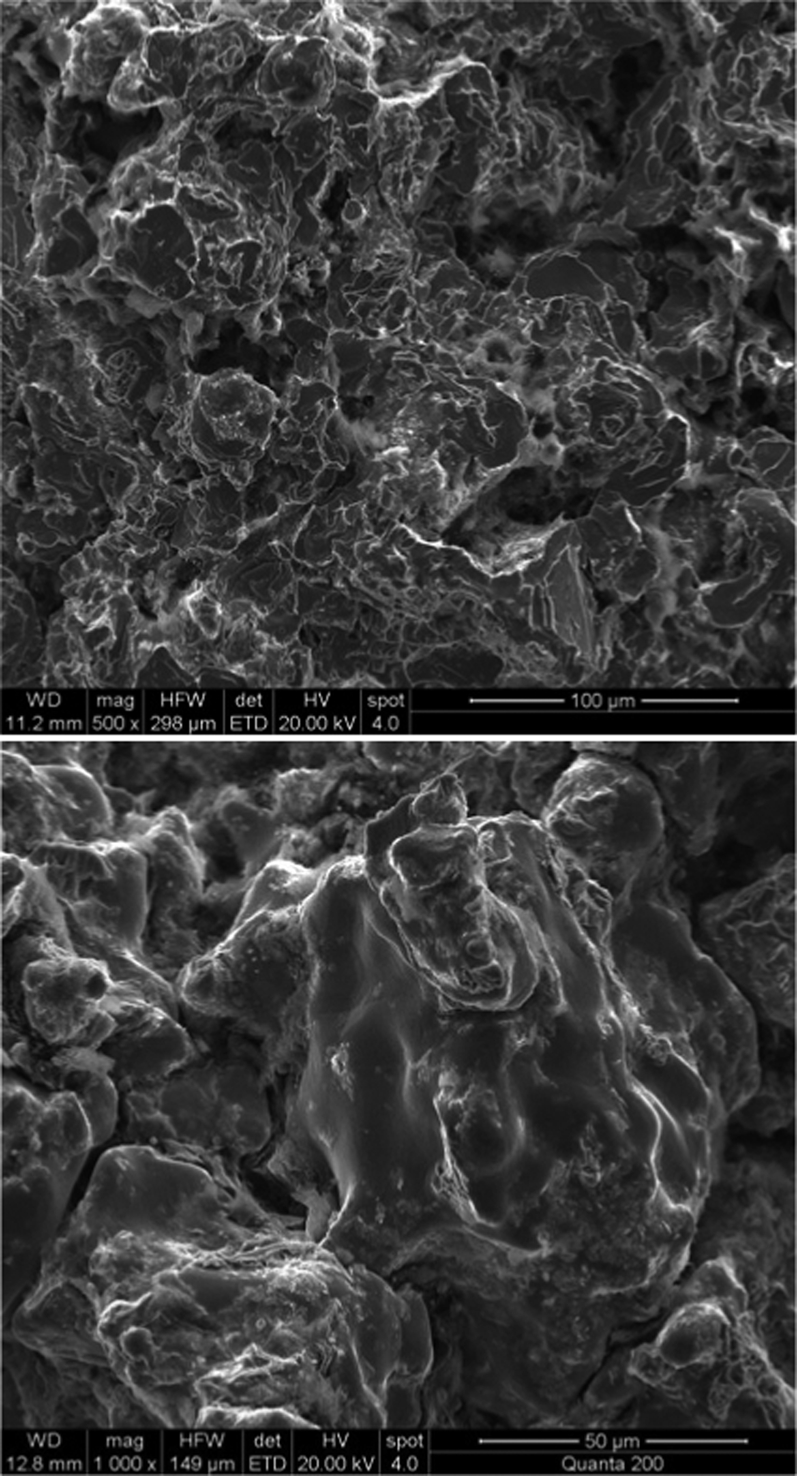
Core fractographs of Fe–0·8C–2BN, compacted at 600 MPa, with heating/cooling rate of 10 K min−1, sintered for 60 min at 1300°C in Ar (top) and N2 (bottom) atmosphere
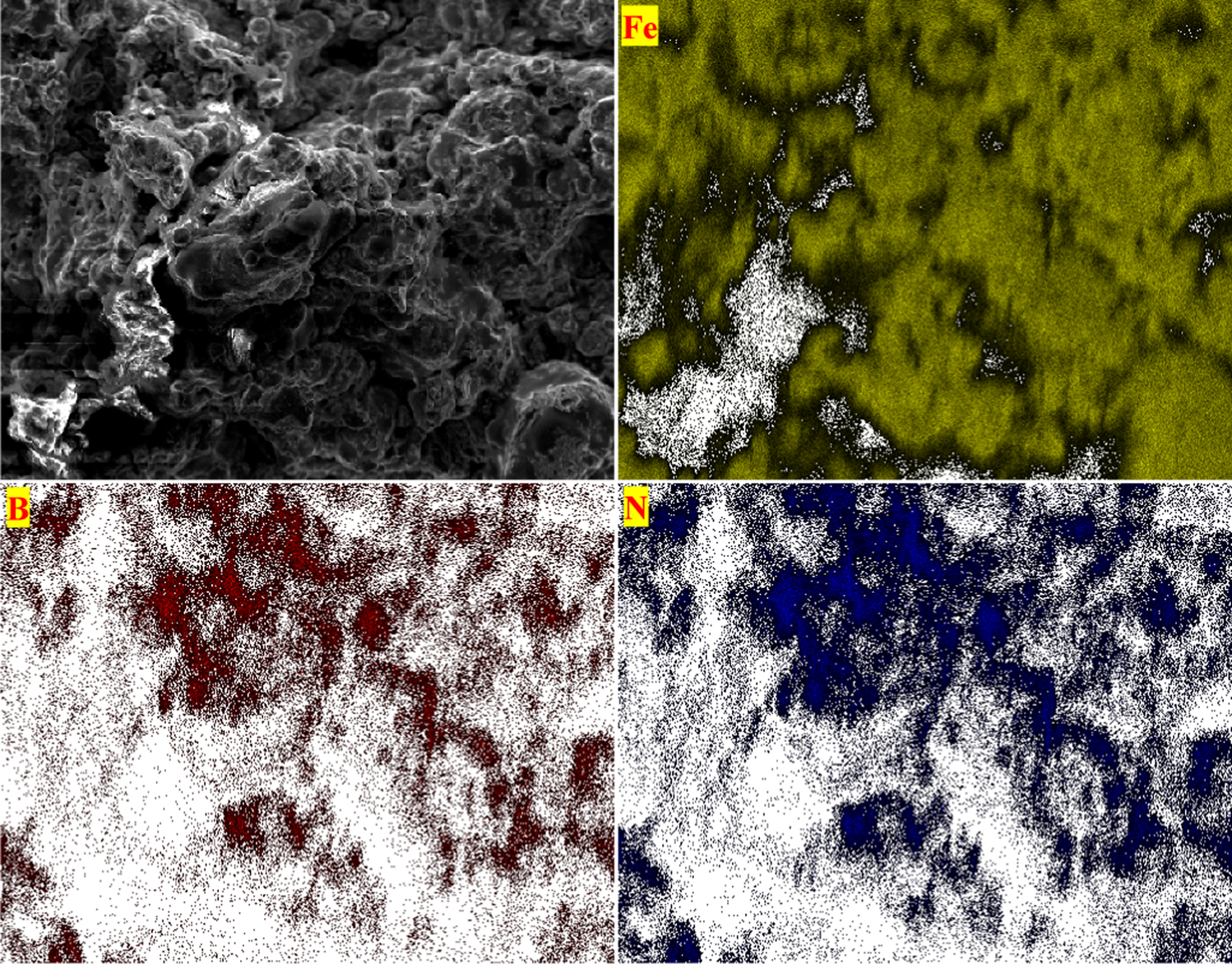
Fractographs with X-ray mapping of Fe, B and N of Fe–0·8C–2BN, compacted at 600 MPa, with heating/cooling rate of 10 K min−1, sintered for 60 min at 1300°C in N2 atmosphere
Conclusions
It was shown that during the sintering of Fe–0·8C–2hBN powder compacts, the α–γ phase transformation in both Ar and N2 atmospheres occurred in the temperature range of plain iron due to the inhibiting effect of hBN on carbon dissolution. Up to 1000°C, the TG curves show almost the same mass loss in both Ar and N2 atmospheres, while in the final stage of heating, more mass was lost in Ar compared to N2 atmosphere. This higher mass loss in Ar is related to hBN decomposition and liquid phase formation. In Ar atmosphere, the liquid phase is not indicated by an endothermic peak but only through a shift of the DTA curve towards the endothermic side at ∼1250°C (melting point). The liquid phase formation can be seen indirectly also in the dilatometer by shrinkage already during heating at ∼1275°C. A small exothermic peak at ∼1100°C shows solidifying of the liquid phase during cooling (solidification temperature). It has been expected that both endothermic and exothermic peaks indicating liquidus and solidus temperature must be observable during DTA, but hBN as an inhibitor restricts the contact surfaces between iron, carbon and boron. Hence, after marginal decomposition of BN and providing an appropriate surface contact, a small amount of liquid phase is formed, and its fraction increases with higher temperature. A small amount of liquid phase and formation within a wide temperature range do not result in any significant temperature difference with the reference material (i.e. a DTA signal). The γ/α exothermic DTA peak in N2 atmosphere shows two different slopes and onset temperatures: the first due to the crossing of austenite/ferrite binary phase region and formation of proeutectoid ferrite, and the second by eutectoid reaction and pearlite formation, but dilatometry does not show any similar phenomenon. The reason is using two times heating/cooling rate in DTA/TG and shorter isothermal period compared with dilatometry and then preventing carbon dissolution in the former experiment.
In situ dimensional changes were studied in dilatometry for both atmospheres. In Ar, shrinkage started in the heating section and was followed by further 2·85% shrinkage during the isothermal section, while in N2, dissolution of graphite in N2 can be realised from the increase in differential dimensional changes above 1240°C, which continued with an expansion of ∼0·26% during the isothermal stage.
The microstructure of the compact sintered in Ar and N2 is mostly pearlitic, with small amounts of ferrite, observing previous particle boundaries in N2 atmosphere once more confirming the adverse effect of hBN on carbon dissolution. The fracture surface of the specimen sintered in N2 is like that of the green part, with only a few point and line contacts and also some microdimples, while the fracture surface in Ar is mostly ruggedly intergranular with some cleavage facets. The impact energy of compacts sintered in both atmospheres is <2 J cm−2, The brittleness of the material sintered in Ar is mainly due to the formation of a brittle eutectic network at the grain boundaries, while the presence of high amounts of non-metallic phases in previous particle boundaries, i.e. hBN and probably undissolved graphite, is the reason for the fragility of specimens sintered in N2 atmosphere.