
Abstract
Ti–35Nb–7Zr–5Ta biomedical alloys were fabricated by spark plasma sintering of nanocrystalline powders by mechanical alloying. After 60 h milling, mixtures of respective elemental powders transformed into a homogeneous structure of completed β-Ti solid solution. The grain size of the milled powder was ∼9 nm. Subsequently, the obtained nanosized grained powder was consolidated into bulk form by spark plasma sintering at different sintering parameters. At a sintering temperature of 1373 K, the fabricated bulk alloys reached nearly full density. The microstructure of the fabricated alloys was of hcp α-Ti regions surrounded by bcc β-Ti regions. In addition, fracture strengths, Young's modulus and microhardness of the fabricated alloys were investigated to explore the potential adaptability of the fabricated alloys as human implant.
Introduction
Ti and Ti alloys are widely used as biomaterials because of their excellent combination of biocompatibility, corrosion resistance and mechanical properties.1– 3 Among pure titanium and α+β type titanium alloys, Ti–6Al–4V is mainly used as Ti based biomaterial first. However, Al and V are regarded as toxic elements and can cause some unhealthy effects in the body. Another problem is the mismatch of Young's modulus between the Ti implant (100–120 GPa) and the human bone (10–30 GPa). This mismatch is unfavourable for bone healing and remodelling. Recently, β type titanium alloys with low Young's modulus, including Nb, Zr and Ta elements, have been developed by melt solidification.4 Among these alloys, Ti–35Nb–7Zr–5Ta has a lower Young's modulus of 55 GPa, closer to that of human bone,5 than other metal and alloy implants used nowadays.
Nevertheless, Ti, Nb, Zr and Ta are difficult to be melted homogeneously by a melt casting process because these elements have a large difference in melting point and specific gravity.6 Compared with the casting process, powder metallurgy can obtain excellent chemical homogeneity, and macrosegregation can be avoided.7 Meanwhile, significant cost reductions can be achieved by powder metallurgy techniques through producing near net shapes and consequently minimising material waste and machining time.8 Some researches have been performed to prepare low modulus implant such as gum metal and Ti–24Nb–4Zr–8Sn through powder metallurgy methods. 9 9,10 It was reported that materials with finer grain size exhibit improved biocompatibility relative to conventional materials.11 Thus, the increased osteoblast adhesion was obtained in nanosize grained titanium compared to titanium with micrometre grain size.12 As a new powder metallurgy sintering technology,13 spark plasma sintering (SPS) can provide high heating rate up to 1000 K min−1 and short sintering time of several minutes. This makes it advantageous to prepare some new materials with finer grain size and different precipitated phase and its morphology and distribution.14– 16
In this study, nano-/ultrafine grained Ti–35Nb–7Zr–5Ta alloys were fabricated by mechanical alloying (MA) and SPS. The microstructure and properties were investigated for exploration of their biomedical applications. It is expected that the study may provide insight into the fabrication design of new biomedical titanium alloys.
Experimental
As starting material, the elemental powders of Ti, Nb, Zr and Ta, supplied by Beijing Mountain Technical Development Center for Non-ferrous Metals, with stoichiometry of Ti–35Nb–7Zr–5Ta, were used. All the as received powders had a purity of 99·9 wt-% and a particle size of 50 μm respectively. The powders were put into a stainless steel vial together with stainless steel balls with diameters of 15, 10 and 6 mm, the weight ratio of which was 1∶3∶1. The ball/powder weight ratio was 12∶1. The MA was performed in a high energy planetary ball milling machine (QM-2SP20; Apparatus Factory of Nanjing University, Nanjing, China) at a rotation speed of 3·8 s−1 under a purified argon gas atmosphere (99·999%, 0·5 MPa). The milling process was stopped every 5 h to cool the vial to room temperature and to remove powders from the vial. Subsequently, the sintering was accomplished using an SPS-825 system (Sumitomo Coal Mining Co. Ltd, Tokyo, Japan). The nanocrystalline Ti–35Nb–7Zr–5Ta powders after 60 h milling were loaded into graphite die to sinter disc shaped pellets with a diameter of 10 mm and a thickness of 12 mm. Before the sintering experiment, a thin graphite foil was placed between powders and interior surfaces of graphite die to prevent welding and obtain a more uniform current flow. The SPS experiments were conducted in vacuum (<10−1 Pa) under protection of a purified argon atmosphere at uniaxial pressure of 50 MPa. The desired sintering pressure was applied before heating and maintained until the end of sintering. The temperature was measured by the thermocouple inside the graphite die. After the SPS experiment, the graphite surface layer of the sintered samples was grinded off thoroughly using SiC paper. The oxygen content of starting powder and as milled powder was measured to be 0·16 and 0·25 wt-%. Table 1 shows the chemical compositions of starting powder, as milled powder and spark plasma sintered sample.
Chemical compositions of starting powder, as milled powder and spark plasma sintered sample

The structural transition for the milled powders and the sintered samples was confirmed by X-ray diffraction (XRD) (D/MAX-2500/PC; Rigaku Corp., Tokyo, Japan) with Cu Kα radiation. Metallographic preparation was carried out using conventional techniques. The sintered specimens were etched for 5 s with 10%HF solution to reveal their microstructures. The morphologies of the milled powders and the microstructure of the as sintered alloys were observed by a scanning electron microscope (SEM) (Quanta 2000; FEI, USA). The density of the sintered alloys was determined by Archimedes’ method using water immersion. Vickers hardness, by calculating the average value of eight tests, was obtained using an HVS-1000 microhardness tester with a load of 5 kN and a dwell time of 20 s. The gas contamination contents of O and N were determined by a TC600 nitrogen/oxygen determinator (LECO Co., USA). The content of C was determined by a CS600 carbon/sulphur determinator (LECO Co.). The volume fraction of β-Ti phase was calculated by JADE software. The mechanical properties of the sintered samples were studied by uniaxial compression using an MTS TestStar 810 testing system at a strain rate of 5×10−4 s−1. According to the ASTM standard, the compression samples used to determine the strengths and Young's modulus have length/diameter ratios of 2∶1 and 5∶1 and 6 and 10 mm length respectively.
Results and discussion
Synthesis of nanocrystalline Ti–35Nb–7Zr–5Ta alloy powders by MA
Figure 1 shows the XRD patterns of the mechanically alloyed Ti–35Nb–7Zr–5Ta powders with different milling times. After 5 h milling (Fig. 1b), the diffraction peaks of Nb, Zr and Ta decrease gradually, and the β-Ti type solid solution begins to form, because Nb and Ta can be indefinitely dissolved in Ti and Zr to form β-type solid solutions according to the Nb/Ta–Ti/Zr binary phase diagram. With increasing milling time to 30 h (Fig. 1d), the diffraction peaks of the single element of Nb, Zr and Ta vanish completely, accompanied by the decreased diffraction intensity of hcp-Ti at 2θ = 38·6°. Meanwhile, a broad diffraction maximum at 2θ = 38·0° appears, indicating the formation of β-Ti(Nb) solid solution with a predominate volume fraction. With further increasing milling time to 60 h (Fig. 1e), the diffraction peaks of the β-Ti(Nb) solid solution become wider, and the peak intensities decrease dramatically due to the reduction in the grain size and the accumulations of mechanical strains.17 This wider phenomenon of diffraction peaks suggests the formation of nanocrystalline alloy powders.18
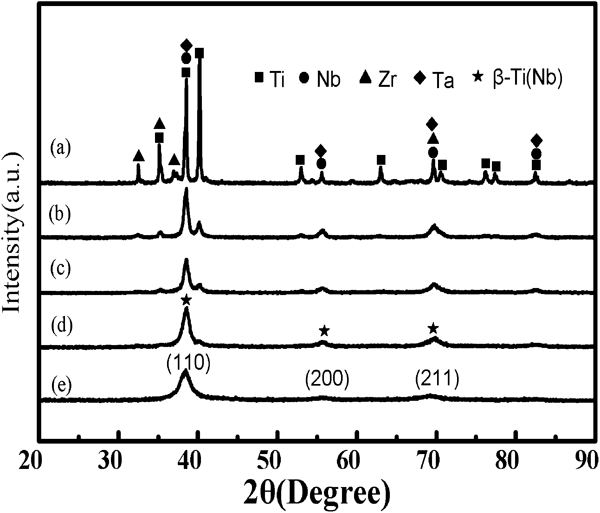
X-ray diffraction patterns of mechanically alloyed Ti–35Nb–7Zr–5Ta powders after different milling times
Figure 2 shows the SEM images of the mechanically alloyed Ti–35Nb–7Zr–5Ta powders after different milling times. Original powders with different particle sizes and shapes can be observed in Fig. 2a. After 5 h milling, the particle size and shape of the powders become irregular and significantly agglomerated. The powders mainly consist of two different particle sizes of 300 and 100 μm. With increasing milling time, the powders have a homogeneous particle size. After 15 h milling (Fig. 2c), the particle size of the milled powders is ∼80 μm. After 60 h milling, the powders look very homogeneous in shape and size, about 3–5 μm.
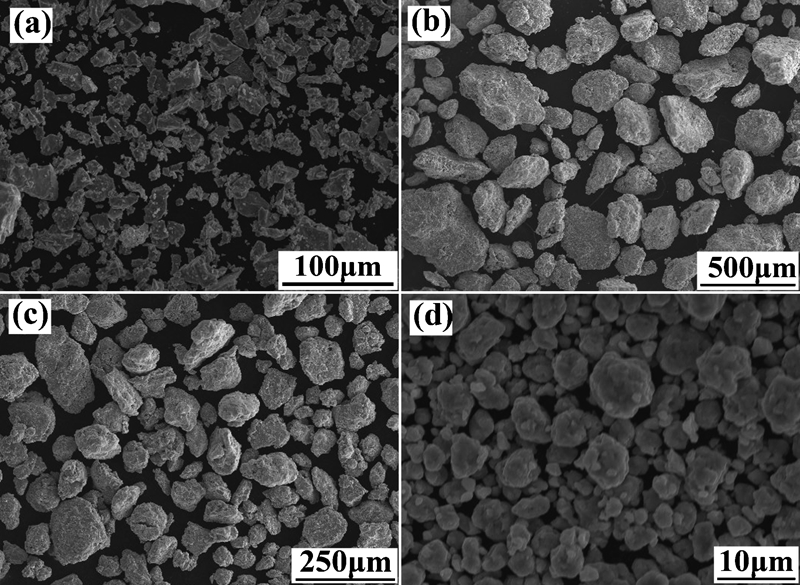
Images (SEM) of mechanically alloyed Ti–35Nb–7Zr–5Ta powders after different milling times
From three diffraction peaks of β-Ti (110), (200) and (211), as shown in Fig. 1, the average grain size d with milling time was determined from the peak broadening analysis using the equation Bcos θ = 0·9λ/d+ηsin θ (where B is the peak width at half maximum intensity, θ is the Bragg angel, λ is the wavelength of the X-ray, d is the grain size and η is the strain) after elimination of the respective influences of lattice strain and instrumental error. It is found from Fig. 3 that with increasing milling time, the grain size d decreases dramatically at the early stage of milling. It reaches 9 nm after 30 h milling, and no remarkable decrease can be found afterwards, indicating that the grain size reaches the steady state value of 9 nm. The minimum grain size for β-Ti solid solution reported here is close to that of milled hcp-Ti (8 nm).18 This further proves that the mechanically alloyed Ti–35Nb–7Zr–5Ta powder after 60 h milling is a nanocrystalline structure.
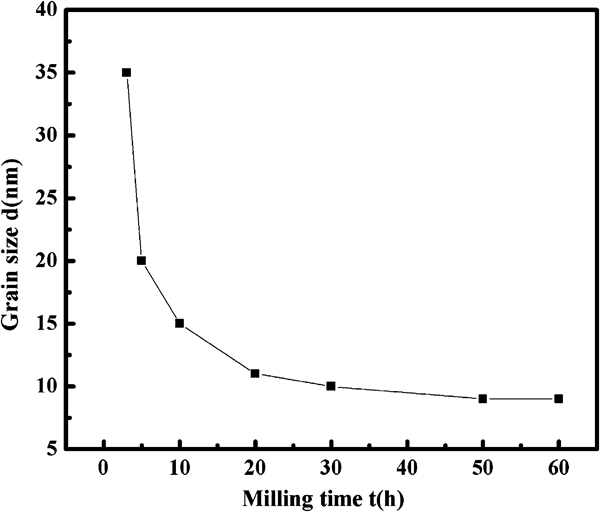
Relationship between grain size of mechanically alloyed Ti–35Nb–7Zr–5Ta powders and milling time
Microstructures and mechanical properties of bulk Ti–35Nb–7Zr–5Ta alloys fabricated by SPS
In order to explore the influence of sintering temperature on the densification behaviour of the nanocrystalline Ti–35Nb–7Zr–5Ta alloy powders, isochronal sintering experiments were performed. The procedure was heated to final sintering temperature of 10 min and holding time of 5 min. It can be seen from Fig. 4 that densification increases rapidly between 1073 and 1223 K but increases slowly from 1223 to 1373 K. When the sintering temperature reaches 1373 K, the density does not increase further, indicating nearly full density of the sintered bulk alloys. It is reported that the full densification for the same composition was completed until a sintering temperature of 1973 K by conventional sintering methods.19 Therefore, the SPS technology can decrease significantly the sintering temperature of titanium alloy. The low sintering temperature is attributed to the ionisation of particles by local sparks during SPS, which melts the titanium oxide films and formed neck junctions among powder particles at a lower temperature.20
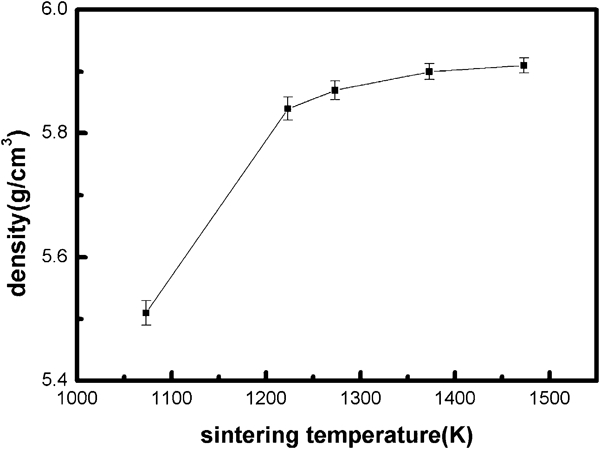
Relationship between sintering temperature and density for as fabricated bulk Ti–35Nb–7Zr–5Ta alloys by SPS
The XRD patterns of the as fabricated alloys consolidated at different heating rates are shown in Fig. 5. All the alloys mainly consist of bcc β-Ti and hcp α-Ti phases. The diffraction peaks of the β-Ti shift slightly towards lower angles, indicating the increased lattice parameter of the β-Ti phase. The lattice parameters of the β-Ti phase in the as fabricated alloys are within 3·335±0·002 Å. They are larger than that of pure β-Ti phase (3·306 Å) and also larger than that of β-Ti phase in the as milled alloy powder (3·313 Å). The lattice parameters of the α-Ti phases in the as fabricated alloys are a = 2·998±0·003 Å and c = 4·780±0·002 Å. They are also larger than that of pure α-Ti phase, i.e. a = 2·950 Å and c = 4·683 Å, due to the dissolution of Nb and Ta atoms in β-Ti and α-Ti. Therefore, the higher the heating rate, the smaller the lattice parameters of the β-Ti and α-Ti phases; this may be due to the shorter diffusion time of Nb and Ta atoms into the lattice of titanium atoms under the higher heating rate.15
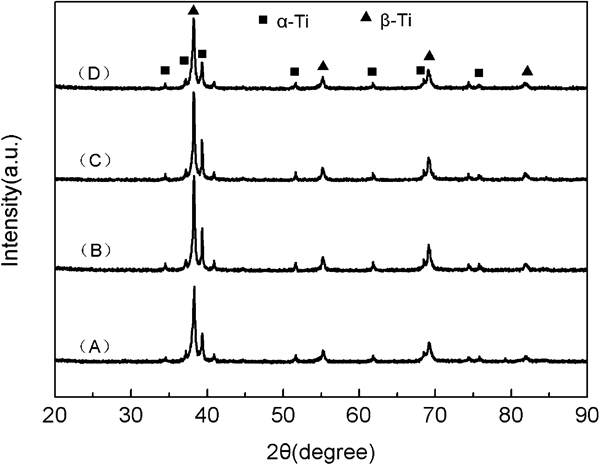
X-ray diffraction patterns of sintered bulk Ti–35Nb–7Zr–5Ta alloys consolidated by heating to 1373 K at different heating rates: (A) 100 K min−1, (B) 142 K min−1, (C) 200 K min−1 and (D) 333 K min−1
Figure 6 Figures 6 and 7 present the microstructure evolution for the sintered bulk Ti–35Nb–7Zr–5Ta alloys after different sintering parameters. Apparently, all the alloys contain a two-phase region, bcc β-Ti and hcp α-Ti. Meanwhile, the microstructure is of hcp α-Ti region surrounded by bcc β-Ti matrix. This two-phase region feature obtained here is different from the microstructure of a fine plate-like alpha plus beta structure with alpha on the grain boundary for the Ti–13Nb–13Zr alloy sintered at high temperatures (>1673 K) with the conventional sintering method.21 It is found from Fig. 6 that with increasing sintering temperature, the size of the two-phase region increases continuously. The scale of the α-Ti region increases from <300 nm to <2 μm when the sintering temperatures change from 1273 to 1473 K respectively. In addition, at the same sintering temperature, the scale of the two-phase region also increases slightly with increasing holding time, as seen in Fig. 7. It was proved that the sintered Ti based multicomponent alloys with a phase region scale of several micrometres by SPS of amorphous and nanocrystalline powder have an ultrafine grained microstructure. 14 14,15 Spontaneously, the sintered bulk Ti–35Nb–7Zr–5Ta alloys in our case are also of the microstructure of ultrafine grains.
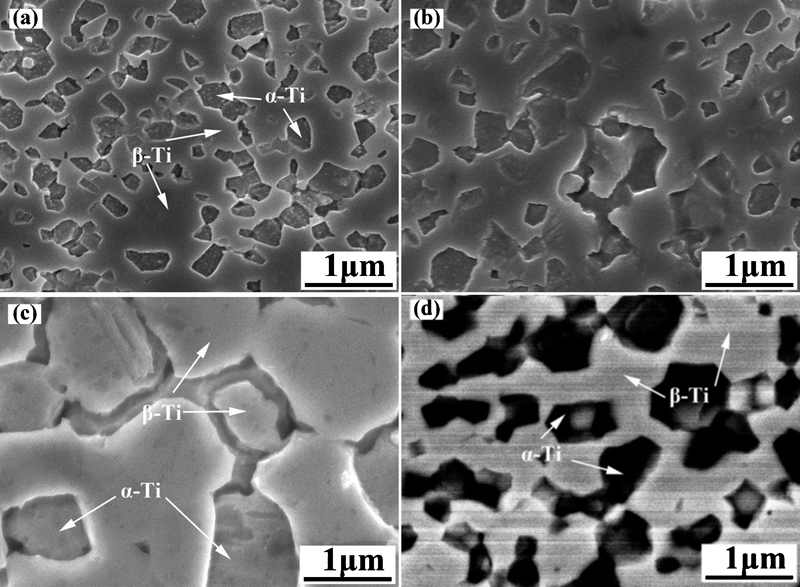
Microstructures (SEM) of sintered bulk Ti–35Nb–7Zr–5Ta alloys consolidated by heating to different temperatures in 5 min and holding for 5 min
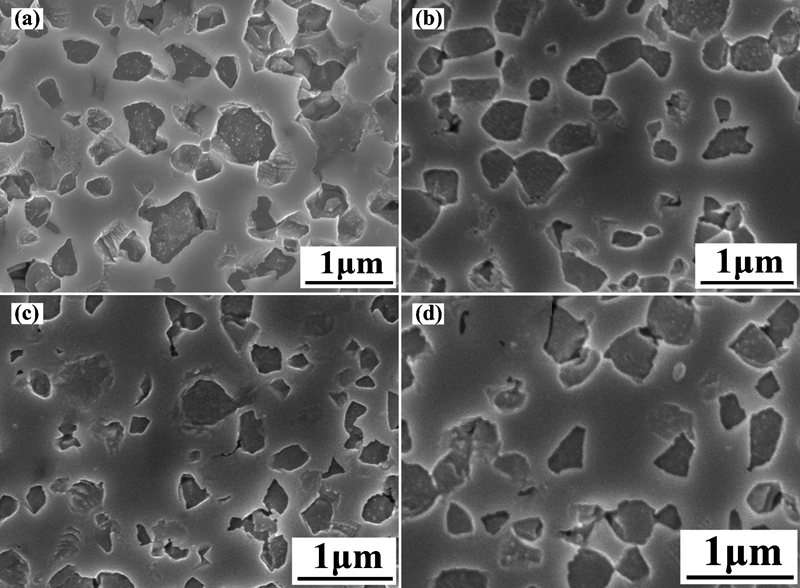
Microstructures (SEM) of sintered bulk Ti–35Nb–7Zr–5Ta alloys consolidated by heating to 1373 K in 5 min and holding for different times
Table 2 shows that all the samples have high fracture stress. Therefore, the specific strength of the sintered bulk alloys is relatively high. This is very beneficial for the sintered bulk alloys to serve as human implant. For the Ti based alloy, the change of the elastic modulus is related with relative density and phase composition. For powder metallurgy samples, the relative density increases with increasing sintering temperature. When the sintering temperature increases from 1223 (S1223-142-5) to 1473 K (S1473-220-5) under the same holding time of 5 min, the volume fraction of the β-Ti phase increases (Table 2). However, because the relative density plays a dominant role, the elastic modulus increases in our present case. For the samples fabricated at the same sintering temperature and holding for different time, here, the elastic modulus is mainly related to the volume fraction of α-Ti and β-Ti. It can be seen from Fig. 7 that the growth rate of the β-Ti phase region is higher relative to α-Ti. From Table 2, it is found that with increasing holding time, the volume fraction of β-Ti becomes larger gradually. Because the elastic modulus of α-Ti is higher than that of β-Ti, the elastic modulus decreases gradually with increasing holding time. The low modulus of 55 GPa for Ti–35Nb–7Zr–5Ta alloy is attributed to the predominant β-Ti phase prepared by casting.4 In our case, the values of elastic modulus obtained are <100 GPa because of the emergence of α-Ti phase, which is higher than that of the samples prepared by the casting process. However, compared with conventional Ti–6Al–4V alloy and CP Ti (100–112 GPa), the sintered bulk alloys are more suitable for biomedical materials. In addition, the value of hardness also increases with increasing sintering temperature. In addition, with the extension of holding time, the hardness value first increases rapidly from 0 to 5 min; then, it has little change from 5 to 20 min. Maybe this is because with the extension of holding time, the binding between particles changes from mechanical bond to metallurgy bond gradually, so the hardness value increases. However, at the same time, the grain size grows up continually, which decreases the hardness value. At the initial phase of holding time, the densification factor plays a dominant role, resulting in the increase in value. However, with the extension of holding time, the grain size grows up quickly, and the densification process slows down. Therefore, the hardness value changes slightly. It is reported that the highest hardness value is 350 HV for Ti–35Nb–7Zr–5Ta alloys prepared at a sintering temperature of 1973 K by conventional powder metallurgy or hot wrought.19 Meanwhile, the wear loss of materials is controlled by hardness.22 Therefore, the wear resistance of the sintered Ti–35Nb–7Zr–5Ta alloys using SPS methods in our case should be better than that of titanium alloys prepared by other methods. Further studies are underway to optimise the mechanical properties of the sintered alloys.
Summary of compression test and Vickers hardness and density of sintered bulk Ti
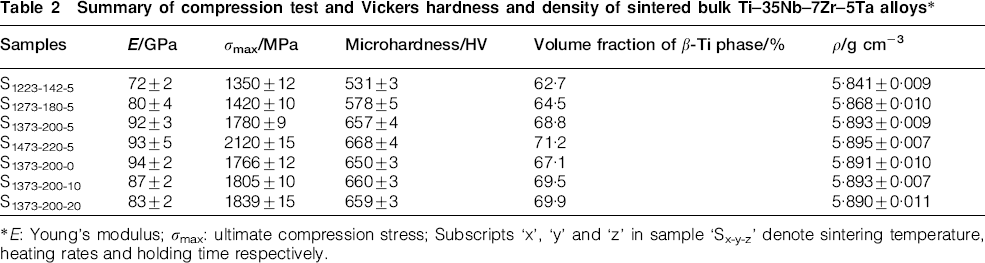
*E: Young
Conclusions
Nano-/ultrafine grained Ti–35Nb–7Zr–5Ta alloys with high strength were fabricated by MA and subsequent SPS. The as fabricated alloys reach nearly full density at a sintering temperature of 1373 K. This temperature of near full density is 600 K lower than that of Ti–35Nb–7Zr–5Ta alloys prepared by conventional sintering methods. The microstructure of the as fabricated alloys is composed of hcp α-Ti regions surrounded by bcc β-Ti matrix. The microhardness value of the as fabricated alloys is far larger than that of Ti–35Nb–7Zr–5Ta alloys fabricated by conventional powder metallurgy or hot wrought. Therefore, SPS may be a potential method for fabricating Ti alloy implant.
Footnotes
Acknowledgements
This work was supported by the National Basic Research Program of China (grant no. 2010CB635104), the National Natural Science Foundation of China (grant no. 50801028), the Program for New Century Excellent Talents in University and the Fundamental Research Funds for the Central Universities (grant no. 2009ZM0320).