
Abstract
Spherical nickel powder of 2–90 μm particle size range was used in order to study the sintering behaviour of the gradual porous structures. According to Stoke's law, the sedimentation of dispersed particles from suspension starts with the coarser particles and ends with the finest ones. The obtained structures present gradient of particle size, porosity and pores size. The sintering degree of the structures varies among others with the particles size. The studied sintering temperatures were 950 and 1000°C for 10 and 20 min in vacuum (1·3×10−3 Pa). The influence of the sintering time on the pores size and the thickness of the sintering necks were studied. The characterisation of the used powder and the obtained gradual structures was carried out by laser scattering particles size analysis, scanning electron microscopy, image analysis and permeability measurements.
Introduction
The asymmetrical gradual porous structures ensure more efficient separation characteristics compared with the symmetrical ones. The sedimentation of particles from suspensions is a relatively simple method for obtaining gradual porous structures based on different sedimentation rates depending on the size and shape of the particles. The graded structure of a membrane is characterised by a continuous variation with the thickness of the structural parameters: porosity, pore size, the pores specific surface, etc. The base layer of the membrane contains the largest particles while the top layer is made from the smalest particles, which have the lowest sedimentation rate. This layer ensures an adecvate filtration fineness, while the lower layers offer good permeability and mechanical properties.1
This graded structure, which enhances the membrane's filtration proprieties, can present difficulties during sintering, due to the fact that the particles of different sizes need a different sintering time for the same degree of sintering. In a graded porous structure made from a powder with a broad size distribution, the particles size can vary with two orders of magnitude. This difference will produce an uneven sintering of the structures.
The driving force leading to the formation of the interparticle necks is the reduction of the free energy of the particles. High temperature is needed for the metal atoms in order to achieve sufficient mobility during sintering. Sintering temperatures that are close to the particles’ melting point are used in order to reduce the sintering time.2 Usually, when the classical sintering regime is used, the top layer is oversintered, while at the bottom of the sample, the coarse grains are in the initial stage of sintering. This phenomenon was studied by sintering nickel powder with different particle size ranges deposited by the gravitational sedimentation process.1,3
Experimental
In order to study the sintering behaviour of the gradual porous structures, spherical nickel powder of 2–90 μm particle size range was used. The chemical composition of the powder is: 96·5Ni–2·5Si–1·0Fe (wt-%). The solidus–liquidus range is between 1050 and 1280°C, the density of the alloy is 8·19 g cm−3, and the recommended maximum temperature of use is 600°C.
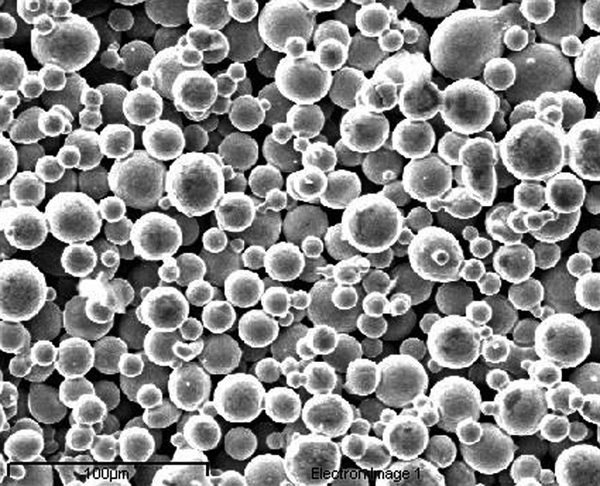
The starting powder was characterised by scanning electron microscopy and laser particle size analysis. The particle shape factor F was determined by the ratio between the minimum particle diameter dmin and the maximum particle diameter dmax. The shape factor of the particle shows the deviation from the spherical shape (F = 1 for sphere). The form factors resulted from SEM images (Fig. 1, F = 0·91).
Morphology of used nickel powder
Figure 2 shows the particle size distribution curves, obtained by laser diffraction analysis. The average particle size of the cumulative curve d50 is 26 μm. The gradual porous structures were obtained by using gravitational sedimentation, based on different sedimentation rates depending on the size of the powder particles, according to Stokes's relationship.
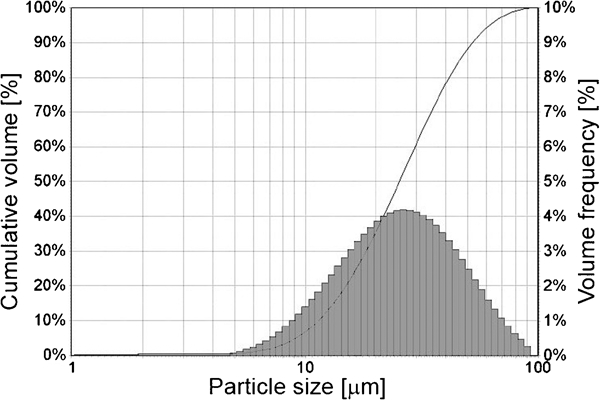
Particle size distribution of nickel powder
The dispersant used is a commercial detergent based on sodium pyrophosphate (Na4P2O7). Dispersant agent concentrations were calculated according to the volume of the sedimentation column and the quantities used are in the range of 0·2 mL L−1 of sedimentation media (distilled water). The powders were sedimented in a glass tube, having the diameter of 30 mm and the height of 1000 mm, in which the sintering dies were placed. The samples were dried in a stove under vacuum for 24 h.
The sedimented and dried samples (∼1 mm thick) were sintered in vacuum (1·3×10−3 Pa) at temperatures of 950 and 1000°C for 10 and 20 min, using heating and cooling rates of 10°C min−1. The obtained samples were characterised by scanning electron microscopy.
Results and discussion
Sintering study of gradual porous structures
A gradual porous structure (Fig. 3) must meet the following conditions in order to be used in filtration: gradient of porosity and particle size on the thickness, porosity in the range of 20–40%, mechanical strength and chemical stability.
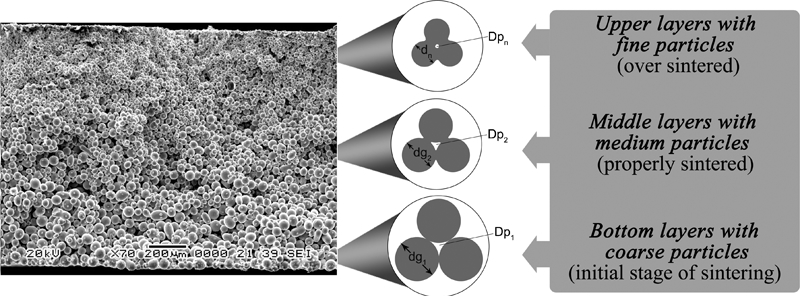
Cross-section of one of obtained gradual porous samples: dg, particle diameter; Dp, pore diameter; Dp1>Dp2>…>Dpn and dg1>dg2>…>dgn
The pore size distribution is given mainly by the particle size range and sedimentation conditions.
To obtain gradual porous structures with good filtering properties, the sintering must be performed in such a way that the closing of the pores is avoided.
After sintering, samples with the same thickness were obtained and were analysed by scanning electron microscopy. In this work, the theoretical model of Frenkel and Kuczynski4 (Fig. 4) of the sintering of two identical spherical particles was used for the study of the sintering mechanism, where x is the thickness of the sintering neck and ρ is the curvature of the sintering neck. The sintering degree is defined as the ratio of x/r and depends on the particles’ diameter, as can be observed in Fig. 5.
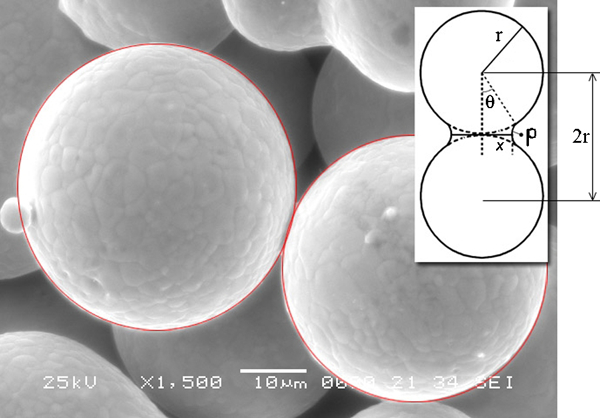
Sintering model for two particles of same diameter
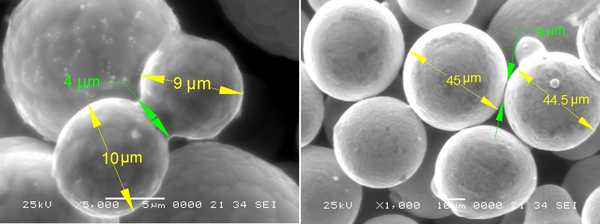
Different sintering degrees for powders of different diameters
Image analysis (ImageJ software) was used for measuring the particles diameter and the sintering necks on the SEM images, under the following assumptions:
particles’ radius does not vary during sintering and the particles’ centres do not approach
two particles of different sizes are measured from samples subjected to different sintering times and temperatures.
It was found that by increasing the particles’ diameter the ratio of x/r decreases. The sintering necks are becoming smaller in relation to the particles diameter. A dependence of the x/r ratio with the sintering temperature and time was also found (Fig. 6).
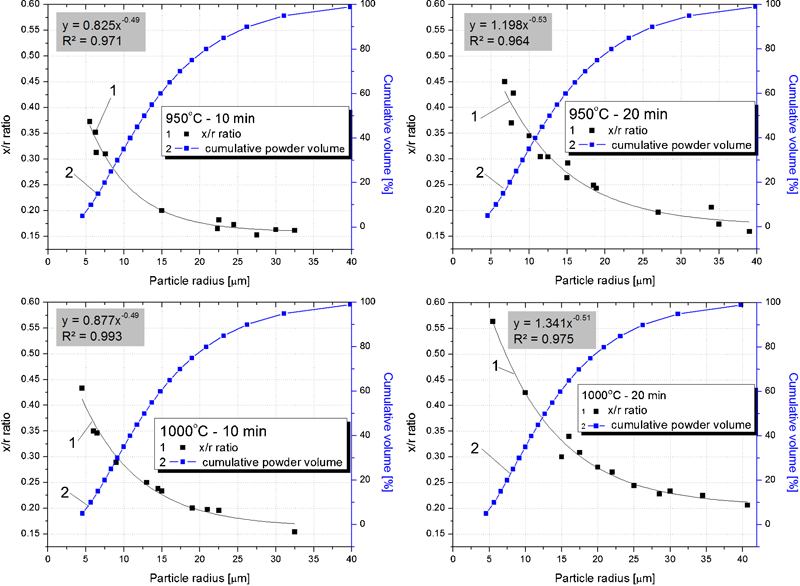
Dependence of x/r ratio on particle size for different sintering times and temperatures: 1: x/r ratio; 2: cumulative particles’ size distribution
Sintering mechanisms
Before sintering, the powder particles are not in thermodynamic equilibrium, having free energy in excess due to larger surface areas between solid particles and pores. Because of the structural changes the powder product is strengthened and its free energy decreases. The free energy decrease is based on the free surface decrease.
The heating process leads to a continuous decrease in the surface free energy. Pores are reduced during heating and contraction occurs.
The thickening of the sintering necks depends on the dominant sintering mechanism. Sintering mechanism can be deduced by the Frenkel–Kuczynski model that is applicable to isothermal sintering without the approach of the particles’ centre (<0·3%), the degree of sintering x/r⩽0·3.5
The general equation of the solid state sintering in the initial stage (isothermal sintering) is
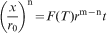

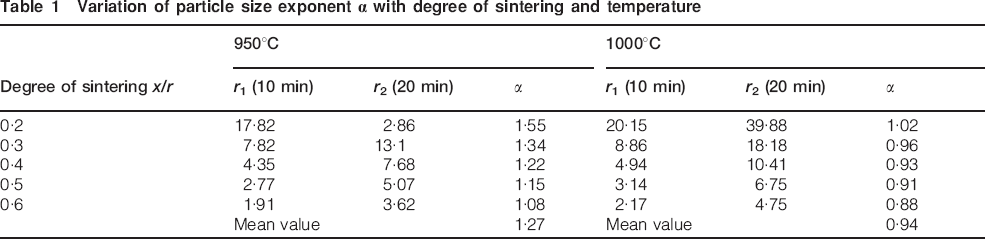
The effect of the particle size on the degree of sintering is deducted on Herring's law based on similarity theory. According to this law, the particles of the same shape and composition, but different sizes, were sintered by the same sintering mechanism. This law predicts the duration of sintering particles of different sizes to the same degree of sintering x/r. Therefore, for sintering two pairs of particles having r1 and r2 radii, where r2 = λr1 with the same degree of sintering, between the sintering times t1 and t2, there is the following relationship7

Variation of particle size exponent α with degree of sintering and temperature
In the initial stage of sintering, the increasing sintering necks are according to equations (1) and (2), being proportional with the duration of sintering


r10 = 6 μm (10% of the particles are <6 μm)
r50 = 13 μm (50% of the particles are <13 μm)
r90 = 25 μm (90% of the particles are <25 μm)
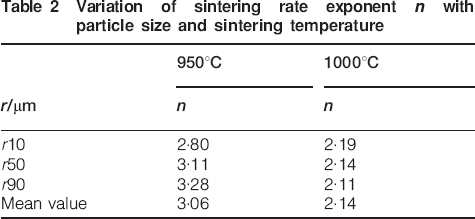
In Table 2 the results of determinations of n for different temperatures and particle sizes are given. Exponent m (Ref. 7) results

Variation of sintering rate exponent n with particle size and sintering temperature
The experimentally determined exponents are given in Table 3 for the sintering equation of the studied powder.
Experimentally determined exponents for sintering equation

Based on the exponents of the sintering equation (Table 3) and the literature by German,8 the sintering mechanisms of the gradual structures can be deduced.
At 950°C, the predominant sintering mechanism is the evaporation–condensation. The evaporation–condensation of atoms (molecules) is a mechanism for surface mass transport that was enhanced by the vacuum sintering. Evaporation rate increases by reducing the vapour pressure of metal in vacuum, where the mean free path of atoms (molecules) transferred to the sintering pressure is much higher than the size of the sintering neck. Therefore, a continuous process of evaporation–condensation is present within the pores, leading gradually to the pores rounding. It is a type of sintering, during which the particle centres do not approach each other.
On the other hand, at 1000°C the viscous flow is the predominant mechanism of sintering. During the isothermal part of the sintering regime, a viscous flow is present due to surface tensions. The viscous flowrate of crystalline bodies depends on the surface tensions, diffusion coefficient, temperature, crystallographic parameters, etc. Although the viscous flow is characteristic for amorphous materials, crystalline materials can also flow, especially as 1000°C is very close to the melting temperature of the alloy (0·95Tmelting). Frankel cited by Ristić Momčilo and Milosević4 states that solid materials, at high temperatures, have a similar flow to that of viscous liquids. This flow occurs with an included diffusion mechanism, representing directed transportation of a relatively low number of ‘vacancies’. It is a sintering type, during which the particles’ centre moves and the sample contracts during the process.
Statistical study of parameters’ influence on degree of sintering
The number of variables that influences the powders sintering is relatively high.5– 10 Therefore, the degree of sintering G = x/r (X-ray neck sintered particle radius r), is dependent on the sintering parameters (i.e. sintering temperature, sintering time, thickness, particle size, sintering environment, material, etc.). Among these, only some have a significant role in the formation of an appropriate porous structure. Factorial arrangement of experiments based on mathematical statistics that are subject to variation in multiple factors, provides more information than traditional process that studies the effect of one variable at a time, the others being held constant. This last process does not highlight the potential interactions between the variables. Factorial planning of experiments applied to sintering identifies the main variables (parameters) and the interactions between these.
The following parameters were held constant at sintering: layer thickness, sintering environment and material. The paper studies a factorial experiment of type 2 (Ref. 3, three variables at two levels) using the following variables:
variable A: sintered temperature T
variable B: sintering time t
variable C: powder particle size (equivalent radius of particle r).
Variable subscripts are 1, lower level and 2, higher level. In a 2 (Ref. 3) type factorial arrangement, eight combinations A, B, C and eight non-repeated measurements are needed. The same experimental data were used for this analysis as in paragraph 2. The authors measured directly on SEM images the sintering necks of particle pairs with radii of 6 and 25 μm at different sintering times and temperatures (Table 4). Each of the eight measurements was repeated twice, to check the reproducibility of the measurements and to ensure that the observed effects are significant.
Used variables and experimental results*
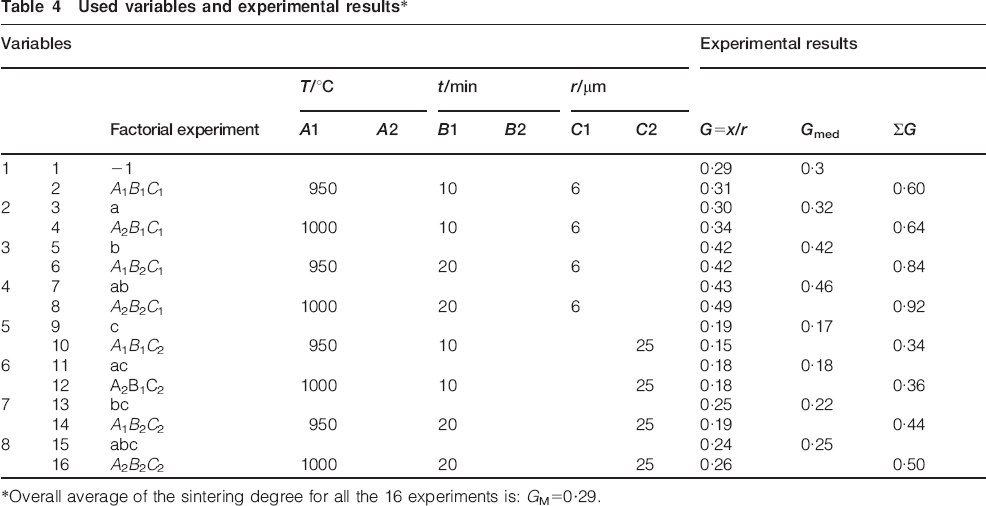
*Overall average of the sintering degree for all the 16 experiments is: GM = 0·29.
The parameters used and the experimental results are given in Table 4. In Table 4, the size of G is the degree of sintering; the average of two measurements Gmed, ΣG is the sum of the two measurements. Applying an analysis of variation (ANOVA) type dispersion analysis, dispersions produced by different factors can be calculated and their significance is determined by F (Fisher) tests. The resulting effect of passing variables from a lower level (1) to a higher level (2) is noted:
A: shift from A1 (950°C) to A2 (1000°C)
B: shift from B1 (10 min) to B2 (20 min)
C: shift from C1 (6 μm) C2 (25 μm).
Notation: AB, AC, BC and ABC are the effects of interaction between these variables.
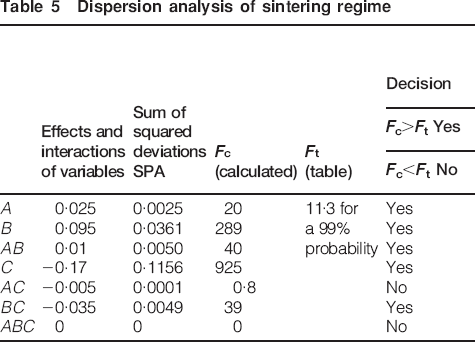
The size effects and interaction effects were calculated using equations given in previous works.10,11 A table of dispersion analysis (ANOVA) is made (Table 5) using these data.
Dispersion analysis of sintering regime
The variability of the data is described by the sum of squared deviations SPA (Table 6). The scattering of the experimental data can be used as a measure of the amount of dispersion. The total scattering of the measurements G around the central tendency (mean value) GM is
 . The scattering of the G compared with Gmed inside the selection is
. The scattering of the G compared with Gmed inside the selection is
 . The scattering between the selections mean and Gmed GM is the sum of squared deviations (SPA) presented in Table 5 for the specific effects and interactions.
. The scattering between the selections mean and Gmed GM is the sum of squared deviations (SPA) presented in Table 5 for the specific effects and interactions.
Normalised parameters
The standard deviation of a set of data gives an indication of the amount of dispersion, or the scatter, of members of the set from the measure of the central tendency.
The dispersion analysis consists in applying a Fisher test F to the scatterings
 and
and
 . The Fc values from Table 5 given by the equation (8) (Refs. 10 and 11)
. The Fc values from Table 5 given by the equation (8) (Refs. 10 and 11)

 value appreciably higher than
value appreciably higher than
 ) shows that the averages differ from each other due to a foreign influence. The Fc ratio was calculated for the experimental data and compared to the value of Ft.10,11 For a 99% probability (the sintering degree G = x/r will be included with a probability of 99% in the calculated interval), the variables A, B, C and the AB and BC interactions are accepted as having a significant role in the sintering (Table 5).
) shows that the averages differ from each other due to a foreign influence. The Fc ratio was calculated for the experimental data and compared to the value of Ft.10,11 For a 99% probability (the sintering degree G = x/r will be included with a probability of 99% in the calculated interval), the variables A, B, C and the AB and BC interactions are accepted as having a significant role in the sintering (Table 5).
Factor A (temperature) influences the thickness of sintered necks x. This was expected because by increasing the temperature the diffusion will be more intense.
Factor B (time) has greater effect than temperature (14 times more pronounced according to Table 5), because by increasing the sintering time a larger amount of material is diffusing in the sintering necks.
Factor C (particle size) has the greatest effect on the sintering degree (∼45 times the effect of the temperature increase, Table 5). This is because the driving force in sintering is dependent on surface tension which on its turn is dependent for a given material on the radius of curvature of the particles in contact.
Interaction AB (temperature and time) can be explained by their cumulative effect.
Interaction BC (time, particles size), the effect of particle size on the degree of sintering is given by Herring's law. For the same degree of sintering, small particles sinter faster, because the surface tension is higher than those with larger diameters.
Interactions AC and ABC play a minor role in the sintering and can be neglected.
Optimisation of sintering parameters
From the above analysis one can conclude that the sintering degree of the particles is dependent on the following variables A, B, C and interactions AB, BC, while maintaining the other parameters constant.
Applying regression analysis, the relationship between the experimental results on the degree of sintering G and the influencing variables A (temperature T), B (time t) and C (particle radius r) can be expressed as

Ecuation (9) describes a hypersurface in space, each result G can be presented as a point having the coordonates T, t and r.
In order to determine the coefficients (b0, b1, b2, b3, b12 and b23), the data from the previous experiments were used (Table 4). The coefficients were calculated by normalising the parameters according to Table 6 and solving the corresponding ecuation system.10,11
The resulting hypersurface is described by the folowing equation

Applying equation (10) for r = 6, 13 and 25 mm, the results in three intersecting planes and determine a plane which in a three-dimensional Euclidean space is described by the equation (11)

The determination of the optimal parameters of sintering zone can be deduced by intersecting the hyperplane given by equation (11) with the G = 0·3 plane. From the intersection of these planes a curve is given that defines the optimal sintering parameters (temperature and time, Fig. 7b).
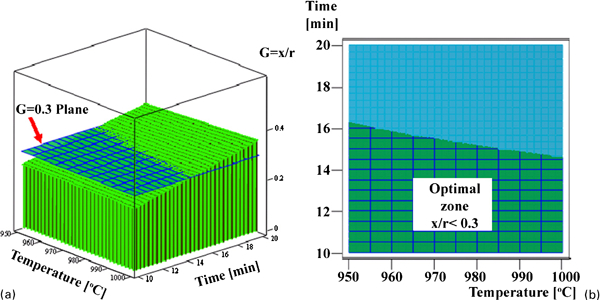
Dependence of sintering degree on sintering parameters
To verify the optimisation results presented earlier, sintering tests were conducted inside the optimal sintering regime (temperature of 970°C for 14 min; Fig. 7b).
The SEM images (Fig. 8) of the sintered structure show that the ratio x/r for small particles of the top layer is ∼0·3 corresponding to an optimal porous filter structure and the bottom layer is also sufficiently sintered (x/r = 0·24).
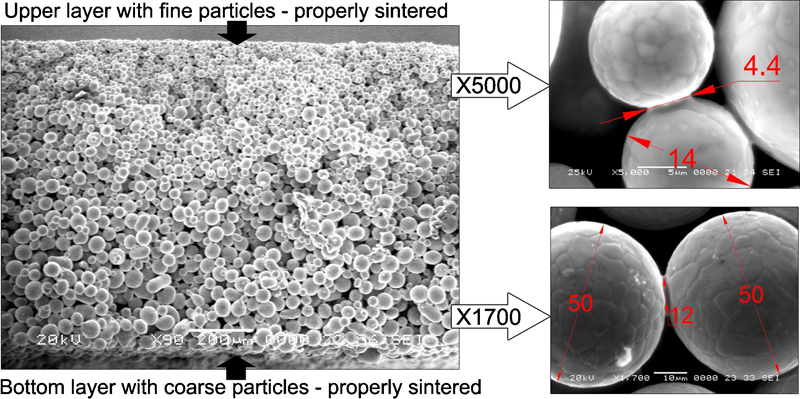
Cross-section image of gradual porous structure obtained according to optimisation process
Conclusions
The samples in our study are in the initial stage of sintering where no significant shrinkage occurs and no distortion or warping was observed.
Particle diameter decreases with an increasing ratio of x/r, i.e. sintering necks are becoming smaller in relation to the particle diameter.
The increase in the sintering necks is based on the dominant sintering mechanism. At the temperature of 950°C, the predominant sintering mechanism is the evaporation–condensation, while at the temperature of 1000°C the predominant mechanism of sintering is the viscous flow.
The statistical study of the influencing parameters on the sintering degree shows that the particle size has the greatest effect on the sintering degree compared with the sintering temperature and time. In order to obtain a gradual porous structure made of particles with a wide distribution, a rigorous selection of the particle size classes is imposed to assure the desired graduality and sintering degree.
The study made it possible to optimise the sintering conditions, for obtaining structures with gradual porous filters by sintering. The sintering process must be conducted in the first sintering stage, or at the beginning of the second stage. The porous structures sintered in this condition have a degree of sintering of ∼0·4 for small particles and 0·2 for large particles.
Footnotes
Acknowledgements
This work was supported by (CNCSIS–UEFISCSU, project number PNII–IDEI 749/2009).