
Abstract
The hot deformation behaviour of powder sintered commercially pure titanium has been compared to the behaviour of equivalent wrought metal under identical test conditions. Deformation was performed by uniaxial compression under vacuum at 900°C at nominal strains of 0·2, 0·4 and 0·65. The deformed microstructures were rapidly cooled to room temperature and subsequently annealed at 870°C. Lower grain growth, higher flow stress and greater incidence of recrystallisation were observed for the sintered metal. This behaviour is mainly attributed to the higher interstitial levels in the sintered metal which results in a lowering of the effective deformation temperature.
Introduction
Titanium and its alloys are among the most important advanced materials used in aerospace and terrestrial systems today. This is because of the excellent combinations of specific mechanical properties and corrosion resistance of titanium alloys. Titanium is not as widely used as other competing materials due to the high cost of producing titanium metal. This has led to the investigation and development of more cost effective methods of producing titanium mainly through powder metallurgy. The production of foil, sheet and plate by the direct powder rolling (DPR) process has recently been successfully demonstrated by a number of researchers.1– 3 The DPR process for titanium was first investigated in the 1950s and 1960s4,5 although the commercial exploitation of this process was hampered by the poor quality and high cost of titanium powder at the time. For example, the high residual chloride content in the powder adversely affected the weldability of the rolled product.1,4 Advances in titanium powder production have resulted in renewed interest in the DPR process to produce titanium commodity products.
The concept of the DPR process can be extended to produce feedstock for final product manufacture via high speed machining operations. Since most machining operations result in the generation of substantial material waste, reduction in the cost of feedstock is critical for expanding commercial success. It is speculated that costs could be reduced even further if the feedstock is forged or stamped to produce pre-forms for the machining operation. Consequently, the production route could involve the stages illustrated in Fig. 1. The sintering stage need not aim for full density since the forging operation will assist in densification. In the cases where it is not feasible to produce preforms by forging, the plates could be hot rolled to minimise porosity.

Low cost feedstock production for high speed machining operations
There is a dual purpose in performing the hot deformation stage since it can be controlled to provide refinement of the microstructure for improved mechanical properties. If the thermomechanical conditions are optimised, the recrystallisation process following deformation can lead to reduction in the grain size of the original sintered microstructure. Substantial grain growth occurs in titanium above the β transus which may be attributed to normal grain growth6 and abnormal grain growth in special circumstances.7 Notwithstanding the fact that the grain growth exponents for titanium and its alloys are high when compared to other metals and alloys such as aluminium, cartridge brass and austenitic steels, the grain growth exponent rises from 0·45 at 800°C to 0·5 above the β transus.6 The increase is explained by the transformation from the hexagonal α phase below 882°C to the more open body centred cubic β phase at higher temperatures. Investigation of grain growth behaviour in ultrafine titanium powders during sintering has demonstrated slightly different behaviour.8 In this case, for micrometric powder, the grain growth exponent is much lower and ranges from 0·38 at 900°C to 0·30 at 1200°C. The decrease in grain growth exponent at higher temperatures is attributed to the formation of closed pores during the sintering process. Nevertheless, grain growth at temperatures relevant to sintering processes remains significant in influencing the microstructure and any success in grain size refinement will improve product performance.
The deformation and recrystallisation behaviour of commercial purity (CP) titanium, produced by ingot casting or similar casting processes, has been widely researched.9– 12 However, this is not so in the case of CP titanium produced via the powder metallurgy process. The design of thermomechanical processes that will assist in grain refinement requires good understanding of the deformation and annealed microstructure evolution in order that appropriate deformation and annealing variables can be selected. The present study investigates the microstructural evolution of sintered CP titanium during hot compression upset tests and compares the behaviour to CP titanium wrought metal which is subjected to the same deformation and annealing conditions.
Experimental
The study was performed using wrought CP titanium supplied by Goodfellow (UK) and CP titanium powder supplied by Alpha Aesar (Germany). The purity of the two product forms is 99·6 and 99·5% respectively. Wrought titanium was supplied as annealed 10 mm diameter rod whereas the titanium powder (−200 mesh) was produced from sponge fines. Measurement of the powder particle size distribution by laser diffraction indicated a mean particle size of 32 μm. Cylindrical specimens measuring 10 mm (diameter)×15 mm were prepared for hot compression testing. Powder specimens were compacted at pressures ranging from 325 to 405 MPa at room temperature to achieve ∼70% full density. Sintering was performed in a translucent fused silica crucible at 1200°C under a vacuum better than 10−4 mbar. The compacts were heated at 300°C h−1 and soaked at the sintering temperature for 2 h. The average density after sintering was ∼90% full density. An example of the microstructure after sintering is shown in Fig. 2; the pores (dark areas) are well rounded indicating advanced stage of sintering.
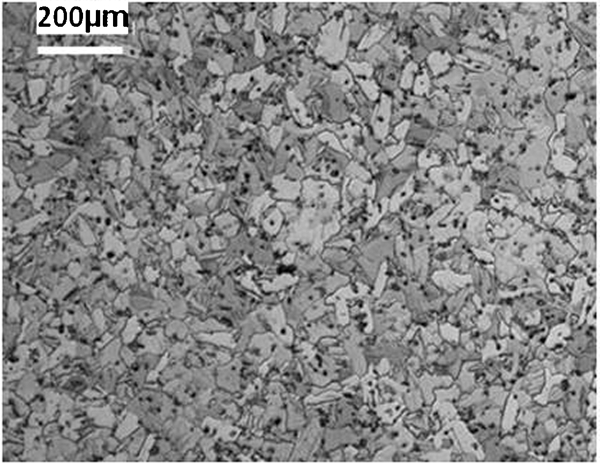
Microstructure of sintered CP titanium sample (light micrograph)
Uniaxial compression (upsetting) tests were performed under vacuum better than 10−4 mbar at a constant displacement of 100 mm/min (initial strain rate = 0·1 s−1) using a purpose built compression chamber fixed to a Zwick 1484 universal testing machine. The deformation temperature was fixed at 900°C in order to establish a compromise between minimising grain growth and excessive load on the alumina compression platens. Tantalum foil was inserted between the specimen and the compression platens to prevent welding and reduce friction during the deformation event, although excessive barrelling still occurred. Specimens were heated to the test temperature by induction at an average rate of 50°C min−1 and the specimen was allowed to dwell at 900°C for 10 min before compression. Deformation strain was fixed at nominal values of 0·2, 0·4 and 0·65. Cooling was affected at the end of the deformation event by switching off the induction power source and resulted in an average cooling rate of at least 200°C min−1 from the test temperature down to 400°C. Post-deformation annealing was performed at 870°C for 1 h.
The deformation and annealed microstructures were analysed using incident light and scanning electron microscopy. The latter included the use of electron backscattered diffraction (EBSD) analysis to provide quantitative assessment of the deformation and annealed grain structures. Metallographic specimens were prepared by conventional grinding and mechanical polishing methods. The final polishing step involved an attack solution containing 10 vol.-% hydrogen peroxide in colloidal silica suspension. Electron backscattered diffraction was performed on as polished surfaces whereas specimens were etched in Keller's reagent (190 mL H2O, 5 mL HNO3, 3 mL HCl and 2 mL HF) for ∼30 s for light microscopy examination. Since the strain varies along the compression axis as a result of inhomogeneous plastic flow, microstructural analysis is restricted to the central portion of the specimen where the strain is highest and considerably greater than the nominal value.
Results
Compression flow data
The true stress versus true strain curves for the compression tests performed on the wrought specimens and sintered specimens are presented in Fig. 3 for the deformation event set at a nominal strain of 0·4 at 900°C. Two important observations are highlighted from these data. In the first instance, the yield stress is much higher for the sintered specimens compared to the wrought condition. Second, the substantially lower work hardening rate demonstrated by the wrought specimen suggests the occurrence of much greater dynamic recovery than that experienced by the sintered specimen. The work hardening rate as function of strain is represented in Fig. 4 and demonstrates consistently higher work hardening for the sintered material. It must be noted that the shape of the flow curves, and hence the resultant work hardening rate curves, is affected by the friction condition during compression, but that the effect is expected to be consistent for the two different metal forms.
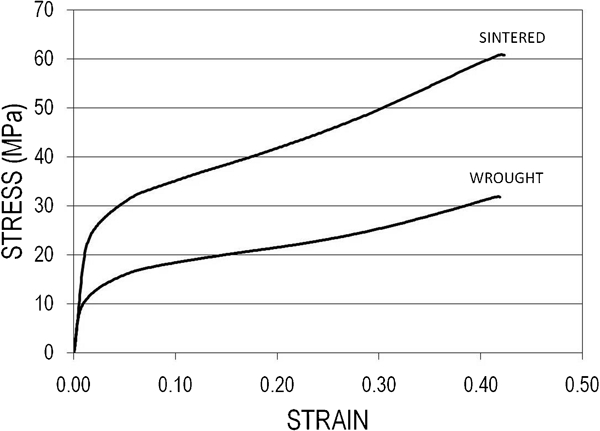
True stress versus true strain curves for wrought and sintered CP Ti deformed to nominal 0·4 strain at 900°C
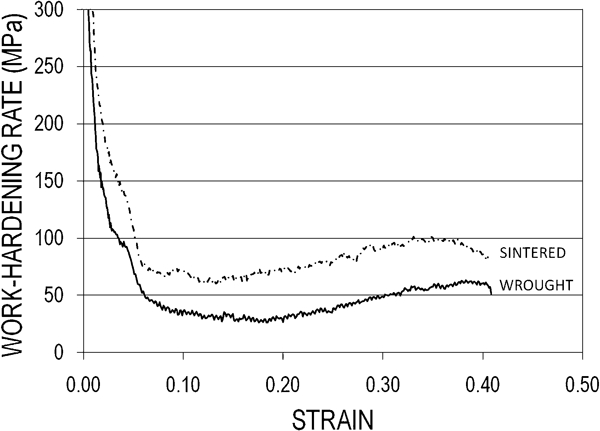
Work hardening rate behaviour derived from stress versus strain data presented in Fig. 3
Deformation microstructures
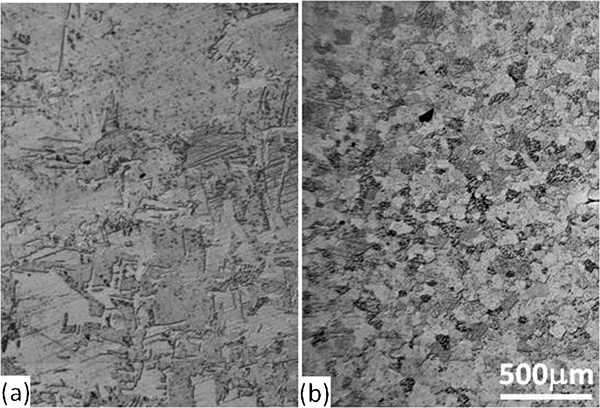
In order to capture the microstructure conditions before compression, specimens were subjected to the same thermal cycle as the deformation event but without initiating the compression cycle. The mid plane parallel to the compression axis is illustrated for the wrought and sintered conditions in Fig. 5. The macroview illustrates the occurrence of rampant grain growth for the wrought condition whereas the sintered specimen retains the fine structure as depicted in the original sintered condition (see Fig. 2). The latter is not surprising since the metal has already established a relatively stable grain structure after the extended sintering treatment at 1200°C. Although the specimen volume is relatively small, it is expected that a slight temperature gradient will occur parallel to the compression axis as a result of the ceramic platens providing a moderate heat sink. Despite the anticipation of only a moderate effect, there is an obvious transition in appearance of the grain structure in the wrought specimen in the vicinity of the specimen/platen contact zone as shown in Fig. 5a.
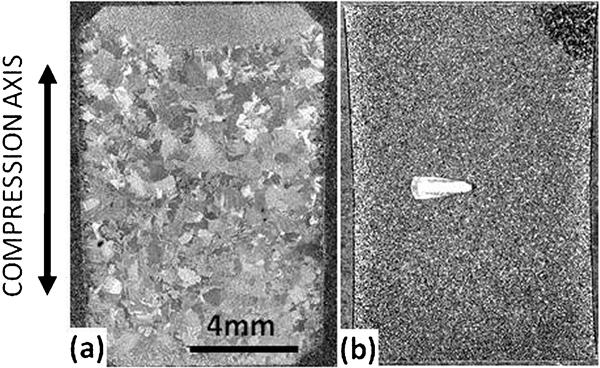
Grain structure condition for a wrought specimen and b sintered specimen after experiencing same thermal cycle as deformation event (strain is 0)
Deformation microstructures after 0·2 nominal strain are exhibited in Figs. 6 and 7 for the wrought and sintered specimens respectively. The coarse grained structure in the wrought specimen in Fig. 6a displays a microstructure which could possibly be interpreted in two ways. On the one hand, it may be suggested that the microstructure is characteristically martensitic, although it may be likely that some of the lenticular plates are a result of limited α phase formation during rapid cooling. In this case the martensite would be expected to be hexagonal and thus would have the same crystallography as the α phase. In the second instance, the microstructure could represent highly twinned α phase, thus indicating that plastic deformation for the most part has proceeded by twinning in preference to slip only. This behaviour would not be surprising given the fact that slip in hcp metals is in general limited to basal planes, although the lower than ideal c/a ratio for titanium (1·587) does imply that prismatic and pyramidal slip can also occur, particularly with less pure metals containing high interstitial content.13 Analysis of the microstructure using EBSD suggests that the size of the orientation variants is consistent with the formation of lenticular twins rather than martensite plates or laths (Fig. 6b). Further interpretation of this microstructure is discussed later. The microstructure for the sintered specimen is quite different. Not only is the microstructure much finer after deformation, but also there is evidence of small pockets of recrystallised grains scattered throughout the section. Although not immediately apparent from the light micrograph in Fig. 7, EBSD analysis has confirmed that twinning also occurs in the sintered specimen after 0·2 nominal strain.
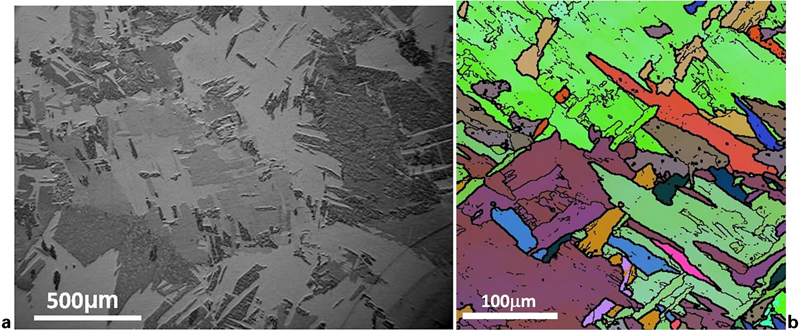
a extensive occurrence of deformation twinning in wrought CP Ti after 0·2 strain at 900°C and b Euler colour orientation image suggests occurrence of lenticular twins
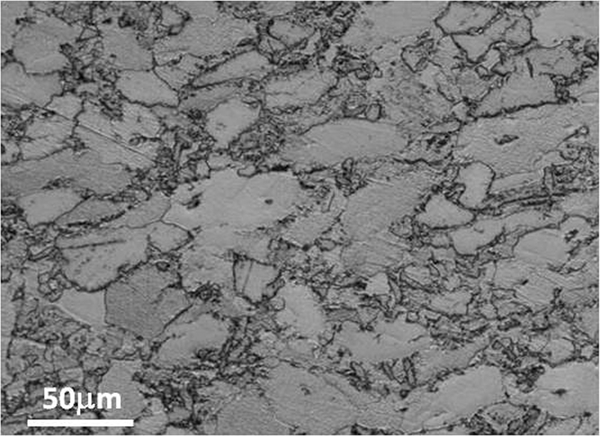
Small pockets of recrystallised grains in sintered CP Ti after 0·2 strain at 900°C
There is very little change in the wrought microstructure with increasing strain other than the fact that the large grains become more elongated. For the sintered metal, twinning and recrystallisation increase significantly in the 0·4 strain condition compared to the 0·2 strain condition. Figure 8a, which is an EBSD orientation image plotted using Euler greyscale representation, presents an abundance of lenticular twins which generally occur at 45° to the compression axis. Examination of the boundary misorientation distribution reveals three peaks as shown in Fig. 8c. Low angle grain boundaries <15° have been excluded for convenience. The three peaks in the grain boundary misorientation distribution occur at 30, 60 and 90° and indicate the principal α phase variants that formed during cooling from the sintering temperature. However, closer inspection of the peak at 60° reveals a broad spread towards values greater than 60° and a secondary peak is identified close to 64°. The latter peak represents the compressive {11–22}〈−1–123〉 twin orientation.14 It is also possible that there may be minor tensile twinning ({10–12}〈−1011〉) indicated at ∼85°. In addition, several clusters of equiaxed recrystallised grains can be identified. However, the strain gradient determined from EBSD measurements in the untwinned regions is still relatively low as shown in the accompanying cumulative misorientation profiles (Fig. 8b).
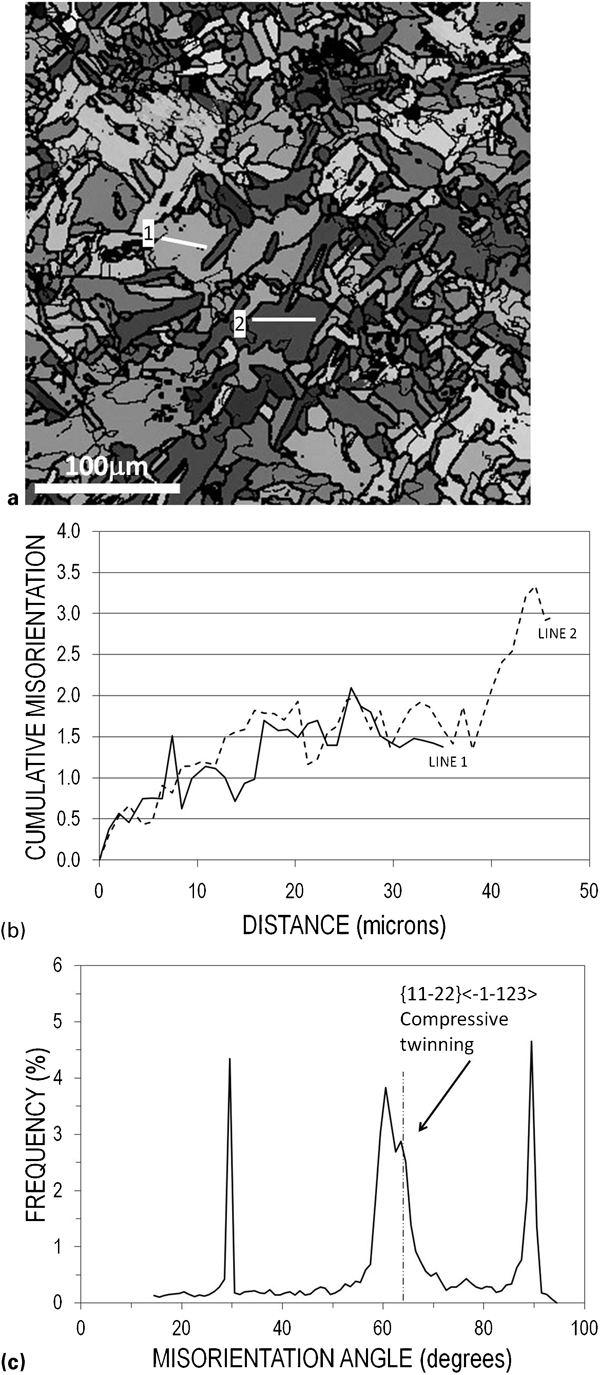
a Euler greyscale orientation image of sintered metal microstructure after 0·4 nominal strain, b cumulative misorientation profile for line scans depicted in a and c grain boundary misorientation distribution
The sintered metal specimen was further deformed to 0·65 nominal strain and the resultant as deformed microstructure demonstrates a further progression in the microstructure evolution. Figure 9a demonstrates a mixed mode microstructure comprising elongated grains separated by a more or less continuous network of fine recrystallised grains. Deformation twins are notably absent and the strain gradient in the larger elongated grains has increased substantially as shown in Fig. 9b.
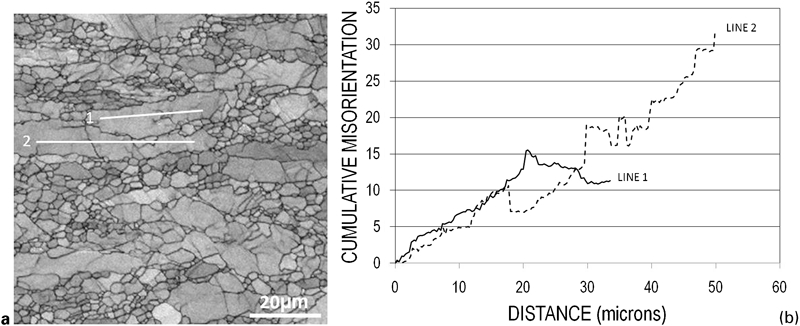
a EBSD pattern quality (band contrast) image of sintered specimen after 0·65 nominal strain and b cumulative misorientation profiles for line scans depicted in a
Annealed microstructures
Annealing was performed at 870°C in order to promote recrystallisation after the respective deformation events. The annealed microstructures of the wrought metal which were deformed to 0·2 and 0·4 strain are presented in Fig. 10. Recrystallisation has not occurred for the 0·2 strain condition, but an equiaxed grain structure has developed in the case of the 0·4 strain condition. The sintered metal has behaved differently in that recrystallisation has occurred after annealing specimens for all deformation conditions, including the lowest 0·2 nominal strain condition. The microstructures in Fig. 11 show equiaxed grain structures for all strains, although the grain structures are finer for the higher strain conditions. A further comparison of the annealed grain structures for the 0·2 and 0·65 conditions is presented in Fig. 12. The higher magnification view illustrates the increase in densification at the higher strain as depicted by the decrease in porosity for the 0·65 strain condition compared to the 0·2 strain condition.
Annealed microstructures for wrought CP Ti after a 0·2 strain and b 0·4: there is no evidence of recrystallisation in a
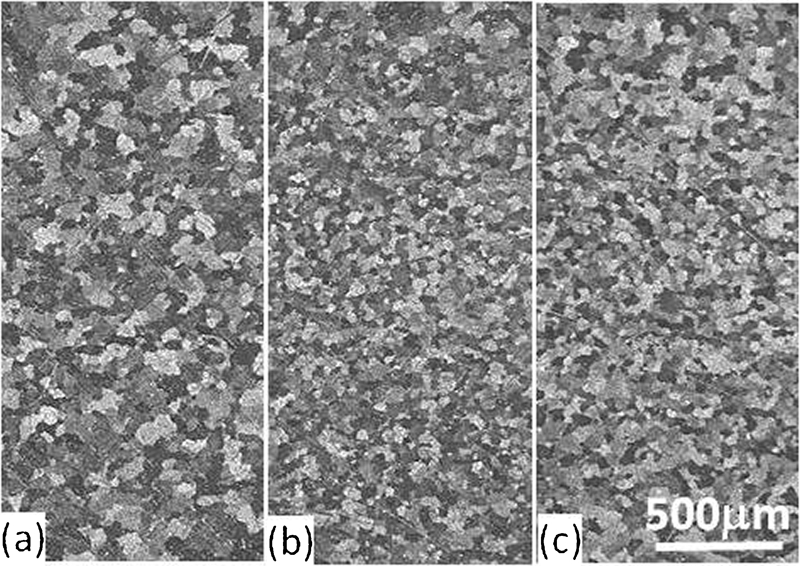
Recrystallised microstructures for sintered CP Ti after a 0·2, b 0·4 and c 0·65 strain
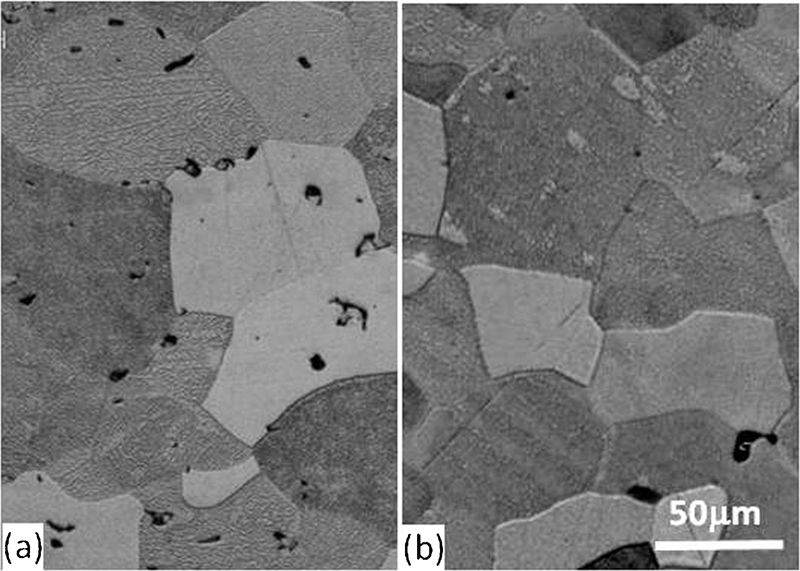
Comparison of porosity distribution after annealing for a 0·2 and b 0·65 strain
Discussion
Despite the very similar chemical compositions of the wrought metal and sintered powder metal, there are several differences in their deformation and annealing behaviour. The interpretation of these differences needs to be discussed in the context of their phase stability, grain growth, interstitial levels and porosity. Titanium is reported to undergo the α phase to β phase transition at 883°C and consequently the β phase should be present at the 900°C deformation temperature. In the case of the wrought metal, this would support the martensitic interpretation of the microstructure after rapid cooling to room temperature following deformation (Fig. 6a). Furthermore, the transition in grain size displayed in the uncompressed specimen in Fig. 5a would concur with the transformation of the majority of the specimen volume to the β phase.6,7 However, during annealing at 870°C, which is below the phase transition temperature, the martensite should decompose to finer grained α phase in all cases. This is not so and the microstructure evident after annealing the 0·2 strain condition does not appear to be significantly different to the original deformed microstructure (compare Figs. 6a and 10a). Consequently it may be inferred that transformation to the β phase does not occur at the test temperature and hence the microstructure in Fig. 6 is assumed to be deformed α phase. The relative size of the lenticular features in the EBSD orientation image in Fig. 6b suggests the formation of deformation twins which is consistent with the deformation of α phase during the compression cycle. This analysis is supported by the EBSD orientation image in Fig. 6b. The abrupt transition in grain growth behaviour observed in the undeformed wrought specimen (Fig. 5a) must then be due to some other phenomenon which requires further investigation. There is no evidence to suggest that the sintered metal transformed to β phase during the deformation cycle.
The difference in grain growth behaviour of the two metals is substantial and can be explained by the presence of residual porosity in the sintered metals and expected contamination on the surfaces of the powder particles. Since the thermal cycle is the same for both metals, one would expect that similar grain growth behaviour would be experienced. However, the presence of significant porosity in the sintered metal prevents grain boundary migration both during the initial sintering process and during the deformation cycle. In addition, Gil et al.15 have shown that when the interstitial oxygen content increases in titanium, the grain growth kinetics decrease as a result of the imposed solute drag effect. It is reasonable to assume that the powder particle surfaces become enriched in oxygen during handling and even during sintering in an imperfect vacuum. Once sintered, the presence of this contaminant would further inhibit grain boundary migration both by way of oxide present at the interparticle boundaries (now grain boundaries) and increased oxygen dissolved in solid solution as diffusion progresses. In order to validate this assumption, comparison of the oxygen content in the sintered CP Ti and wrought CP Ti was measured using electron probe wavelength dispersive spectroscopy. The analysis routine was calibrated according to a rutile standard and measurements were made at 5 μm intervals along line scans in both samples as illustrated in the example in Fig. 13a. Although the analysis includes the thin passive oxide layer on the polished surface which should be similar on both samples, the graph in Fig. 13b exhibits consistently higher oxygen levels in the sintered CP Ti sample. Furthermore, there is greater fluctuation along the line scans for the sintered CP Ti which could be explained by localised oxygen enrichment in the vicinity of the original powder surfaces.
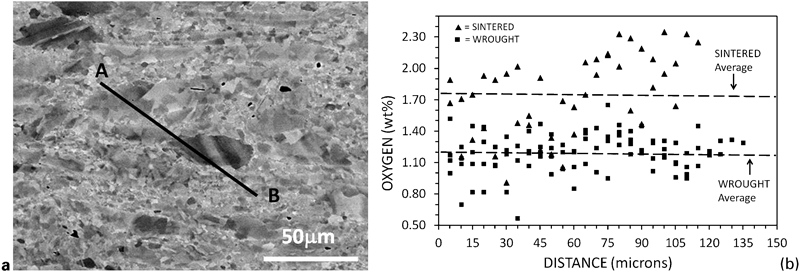
Oxygen levels in sintered CP Ti and wrought CP Ti
Deformation of hcp metals is expected to occur by basal slip. In titanium, the c/a ratio (1·587) is less than the ideal value for close packing (1·633) and hence the shortened c axis implies closer packed prismatic planes. As a result, slip also occurs along prism {10−10} planes.13 Notwithstanding the potential for slip on these two systems, in order to meet the requirement that general deformation can only be achieved by five independent, simultaneously active slip systems, deformation twinning also occurs. Deformation twinning has been reported during cold working of titanium14,16 as well as at deformation temperatures in the high end of the α phase field.9,12 Consequently, it is not surprising to observe deformation twins in the as deformed microstructures after rapid cooling to room temperature (Figs. 6 and 8). Nevertheless, when comparing the two different metals, twinning occurs much more abundantly in the sintered metal at equivalent strains. Although one would expect the influence of temperature to dominate in controlling slip and twinning, it seems most likely in the present case that other factors, in particular interstitial content, strongly influences deformation. Churchman17 has reported that in crystals with interstitial content of 0·01 wt-%, deformation at room temperature predominantly occurs on prism planes. However, when the interstitial level reached 0·1 wt-%, slip was also observed on the pyramidal planes {10−11}. This behaviour is explained in terms of the more marked effect of interstitial oxygen atoms on the movement of dislocations along {10−10} planes, than on dislocations moving on {10−11} planes. Considering the higher flow stresses and higher work hardening rate demonstrated by the sintered metal (see Figs. 3 and 4), it may be postulated that the presence of higher interstitial content in the sintered metal lowers the effective deformation temperature. This suggestion concurs with the observed differences in grain growth, twinning, and recrystallisation behaviour when comparing the two metals. In fact, the microstructure evolution demonstrated by the sintered metal after deformation to 0·65 strain at 900°C is not unlike the microstructures observed by Zeng et al. 12 for wrought CP Ti at much lower temperatures ranging from 450 to 650°C. The occurrence of twinning appears to be exhausted after 0·65 strain and the strain gradient within the elongated grains has increased (Fig. 9). Blicharski et al.16 have demonstrated similar behaviour in titanium during room temperature deformation where it is shown that deformation occurs predominantly by slip at large strains (>40%). They explain the behaviour by the fact that at high strains, the combination of
extensive twinning on several systems and the subsequent interaction between these twins to reduce the scale of the microstructure
the accumulation of a high density of dislocations produced during straining
will decrease the tendency of the metal to deform further by twinning.
The differences in the annealing response of the two metals are directly related to their differences in deformation microstructure evolution. Dynamic recovery is more evident in the wrought metal and hence recrystallisation is sluggish. On the other hand, recrystallisation readily occurs in the sintered metal, even during or immediately after deformation to 0·2 strain (Fig. 7). The recrystallisation network observed in the as deformed sintered metal after 0·65 strain (Fig. 9a) strongly indicates the occurrence of dynamic recrystallisation. Similar microstructures depicting dynamic recrystallisation have been observed by Zeng et al. 12 Therefore, grain structures in sintered powder metal of the present type can be readily refined during hot rolling or forging operations. Last, the retained porosity during sintering, which is beneficial in restricting grain growth, can be significantly reduced during the deformation event as shown in Fig. 12. Of concern, though, are the possible deleterious effects of higher oxygen interstitial levels in the sintered CP Ti. Notwithstanding the benefits in inhibiting grain growth and reducing dynamic recovery, interstitials can lead to reduction in toughness and fatigue resistance. Research is being continued in this focus area.
Conclusions
Comparison of the hot compression deformation and subsequent annealing behaviour of CP titanium wrought metal and sintered powder metal has highlighted several differences in microstructure evolution. Most importantly, it is shown that the higher interstitial level in the sintered metal results in a lowering of the effective deformation temperature. The following specific conclusions are highlighted.
Grain growth is considerably retarded in the sintered powder metal compared to the wrought metal.
Higher flow stresses occur for the sintered metal.
Lower dynamic recovery is evident in the sintered metal and hence greater retained strain promotes recrystallisation.
While even static recrystallisation is sluggish in the wrought metal, there is a high probability that dynamic recrystallisation occurs in the sintered metal, even at strains as low as 0·2.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support provided by the Advanced Manufacturing Technology Strategy (AMTS) and the National Research Foundation (NRF).