
Abstract
Dilatometry and differential scanning calorimetry analyses were used to study the sintering response of Al based powder mixture produced by ECKA Granules, designated as Alumix 431D. Sintering was carried out in atmospheres of pure nitrogen, nitrogen–hydrogen mixture (95∶5 by volume) and argon. The atmosphere influences the amount of shrinkage but not the sintering mechanisms. These are similar for all gases; typical liquid phase sintering mechanisms seem to be mainly responsible for the sintering behaviour. As expected, however, nitrogen is the most effective sintering atmosphere in terms of densification. Metallographic examinations are in accord with the results of thermal analyses.
Introduction
The successful sintering of aluminium and aluminium based alloys requires the disruption of the aluminium oxide film covering the powder particles. It is held that only then can mass transport, generally thought to be Al–Al or Al alloying element in case of elemental powder mixtures, take place for the formation of sinter necks and homogenisation. The thermodynamically extremely stable alumina film cannot be reduced by any real atmosphere.1– 6 Thus, the common method used in iron powder metallurgy to remove the metal oxide(s) barrier is not effective for aluminium sintering. To overcome this problem, other methods for direct metal–metal contact formation have to act. Generally, it is accepted that successful sintering of aluminium and its alloys requires a liquid phase that penetrates the stable, but spalled, aluminium oxide film covering the powder particles.7– 14 In this respect, the role of magnesium has been especially considered,2,15– 19 because it forms spinel MgAl2O4 and low melting alloys. Recourse has also been made to the role of impurities and trace alloying additions.20– 24 It is well known that dry nitrogen is the best sintering atmosphere for aluminium and its alloys.4,5,14,18,24– 27 Thus, the combination of liquid phase sintering and aluminium–nitrogen interactions forms the best sintering conditions, facilitating densification.
The main purpose of the present study was to show the atmosphere effect on sintering behaviour of aluminium based powder mixture into which the alloying elements were introduced in the form of a master alloy powder.
Materials and experimental procedure
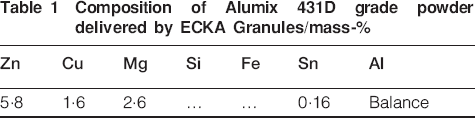
Press ready mixture designated as Alumix 431D produced by ECKA Granules28 was used. The composition of the powder shown in Table 1 is similar to that of wrought alloy 7075. The powder was designed to show good compactibility, high sinterability, providing near full sintered density and high strength sintered products.29– 31
Composition of Alumix 431D grade powder delivered by ECKA Granules/mass-%
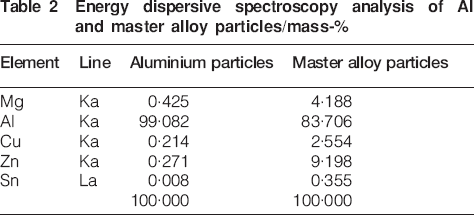
The raw powder mixture comprised air atomised aluminium powder with alloying additions in the form of a master alloy powder (Fig. 1). Energy dispersive spectroscopy analysis of both types of powder particles confirmed the metallographic observations (Table 2). As shown in Fig. 1a, the particles size distribution of both powders is similar. The press ready mixture contained 1·6 mass-% of Acrawax C introduced as a lubricant.
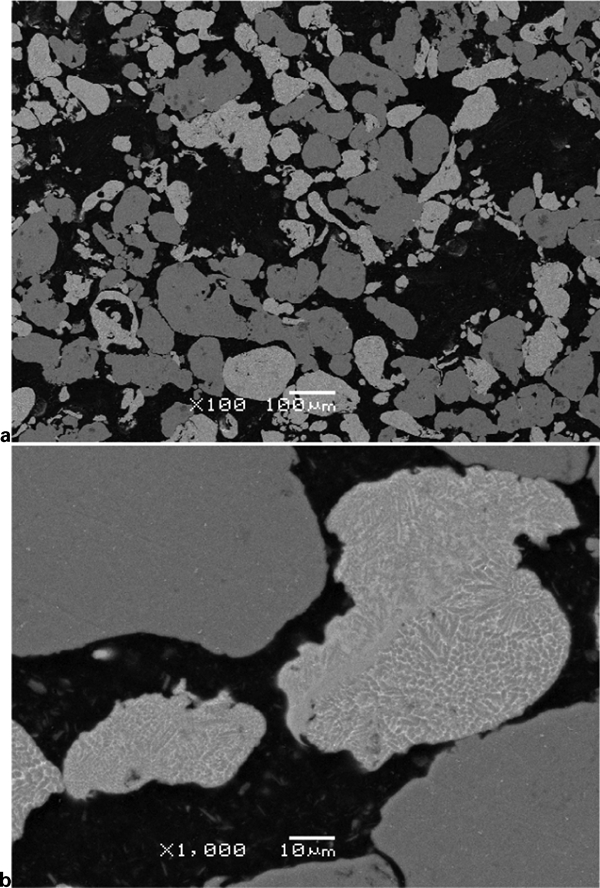
Backscattered electrons mode SEM image of starting Alumix 431D powder mixture: cross-sections of air atomised aluminium (monolitic grey) and master alloy (light) particles are visible
Energy dispersive spectroscopy analysis of Al and master alloy particles/mass-%
The powder was uniaxially pressed into rectangular 15×4×∼4 mm compacts suitable for dilatometry experiments. The compaction pressure was 620 MPa, which resulted in green densities of ∼2·60 g cm−3, which is ∼93% of theoretical density. Sintering was curried out in a horizontal Netzsch 402E push rod dilatometer. The samples were heated at 10°C min−1 to the isothermal sintering temperature of 580°C, held for 60 min and then cooled at 20°C min−1 to the ambient temperature. Sintering atmospheres were high purity dry (dew point below −60°C) gases: nitrogen (purity 5·0), nitrogen–5 vol.-% hydrogen (5·0) and argon (4·5). The gas flowrate through the furnace tube with inner diameter of 35 mm was 100 mL min−1.
Cylindrical compacts, 5 mm in diameter and ∼5 mm in height, suitable for differential scanning calorimetry (DSC) analysis were uniaxially pressed at 620 MPa. In contrast to the dilatometry samples, they were delubricated at 350°C for 20 min under flowing nitrogen before testing. A Netzsch Heat flux DSC apparatus was used for the investigations. Temperature–time programme and the atmospheres were the same as for dilatometry experiments.
Raw powders and cross-sections, which were made parallel to the pressing direction, were observed on green and sintered compacts by a JEOL JSM 5510LV equipped with energy dispersive spectroscopy to IXRF 2000 analyser and by an optical Leica microscope.
Results and discussion
The microstructure of the green compact observed on the cross-section made parallel to the pressing direction is presented in Fig. 2. As the microhardness measurements show (Fig. 2a), the master alloy particles are significantly, almost four times, harder than those of aluminium, μHV = 198 versus 50 respectively. Because of this large difference in microhardness, aluminium particles take the main part in plastic deformation during compaction (Fig. 2b). The significantly harder particles may support the disruption of alumina layers, and thus, cold welding can proceed. The direct metal–metal contacts, i.e. Al–Al and Al master alloy that are formed, being free of any sintering barrier, may be important in view of neck development, liquid phase sintering and homogenisation. Except for the cold welded contacts, the free metallic aluminium surface is available during heating. This becomes possible as the aluminium oxide layer disrupts due to the differences in thermal expansion coefficients of aluminium and alumina and also due to the mismatch of densities of amorphous and γ-alumina.25
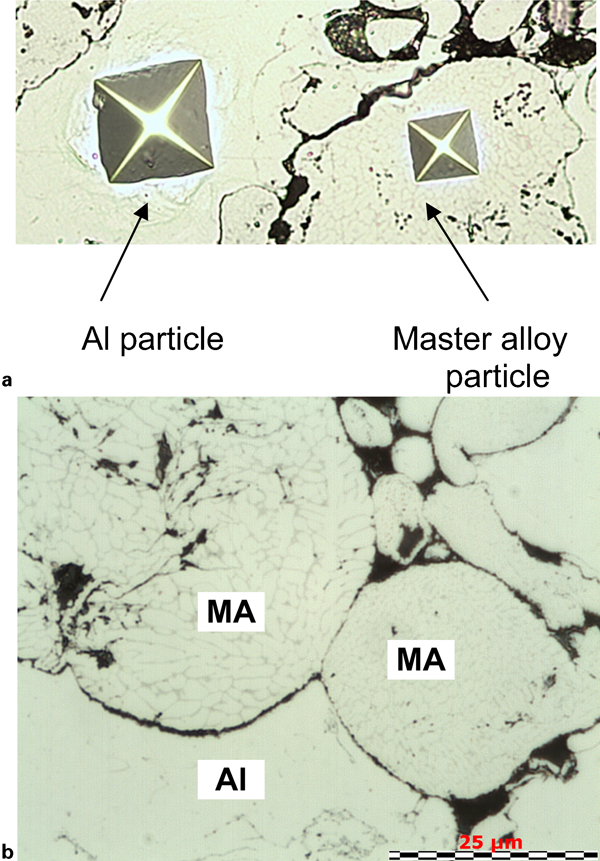
Microstructure of green compact
For a better understanding of the sintering behaviour of the investigated powder in regard to the liquids appearing during the chosen thermal cycle, DSC analyses were carried out. Figure 3 shows the DSC diagrams of the whole sintering cycle for Alumix 431D specimens. Independent of the sintering atmosphere, it displays three well pronounced peaks. Two of them, which are endothermal, appear during heating, while the third, being exothermal, occurs during the cooling period. There is no apparent clear influence of the atmosphere on reactions developing within the sintered material and generating the thermal effects: the temperatures of the peaks are the same for all gases, and the amount of heat consumed or released is roughly the same for all atmospheres. Thus, the role of reactions between the alloy and the atmosphere in heat transfer can be neglected. The narrow peaks at ∼450°C occurring during heating only belong to the melting of the master alloy. The liquid phase formed in this way is transient. More broader, but also endothermal, peaks at a temperature just below the isothermal sintering temperature are related to the formation of the liquid due to the chemical homogenisation of the initial mixture. Since the latter peaks correspond to the exothermal peaks observed at similar temperature during cooling, the second liquid phase can be recognised as a permanent liquid associated with the whole isothermal sintering. The composition of the permanent liquid, and its amount at a specified moment depends on the equilibrium established between the liquid and an aluminium based solid solution at that moment. In the multicomponent Al–Zn–Mg–Cu–Sn system, there are many possible liquid phases that can be formed.12,32 However, in the case of the mixture used, the permanent liquid may result from the reactions between aluminium and alloying elements that are able to occur only after reaching a certain degree of aluminium dissolution in the master alloy and/or after diffusion of those elements from the master alloy into the aluminium matrix. Surely, the melting of elemental alloying aids and their direct reaction with aluminium do not take place.
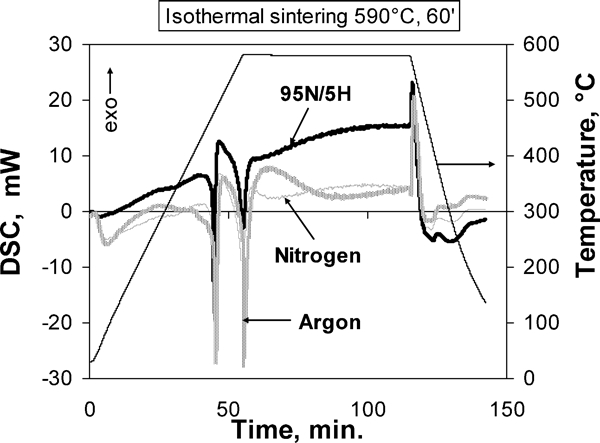
Differential scanning calorimetry diagrams for sintering of Alumix 431D compacts in different atmospheres
As it is noticed in Fig. 3, the values of the measured signals differ for every atmosphere. This might be a consequence of the differences in the heat conductivity of gases used. Anyway, the temperature of peaks and their shape are very similar in each case, which is of special interest in the current study, in view of the presence of liquid phases during the sintering trial.
Figure 4 shows dilatometry traces of Alumix 431D compacts sintered under three atmospheres used, while Fig. 5 demonstrates the first derivative of the relative length changes from Fig. 4. Generally, the dimensional behaviour of Alumix 431D compacts is typical for the widely reported sintering of aluminium based alloys. The dimensional changes correspond well to the events observed on the DSC diagrams (Fig. 3). Except for the thermal expansion during heating, there is a sudden swelling at a temperature corresponding to the melting point of the master alloy. The formation of a second liquid phase, being permanent, leads to the transition from swelling to sintering shrinkage, which is continued until the end of the isothermal step. At the beginning of the cooling period, there is a slightly enhanced shrinkage due to the solidification of the permanent liquid. This event is easier to recognise on the dimension change rate curves (Fig. 5).
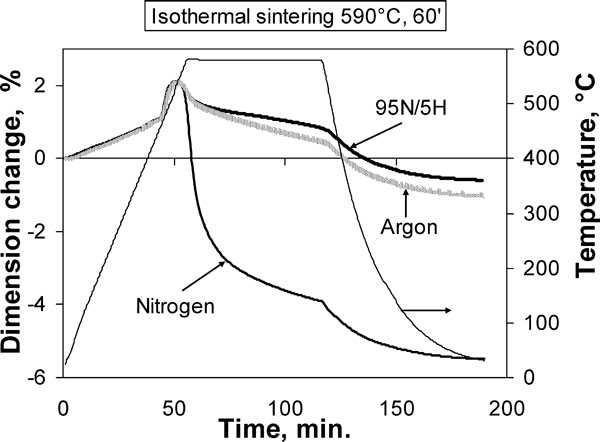
Dilatometry traces of Alumix 431D compacts for different atmospheres
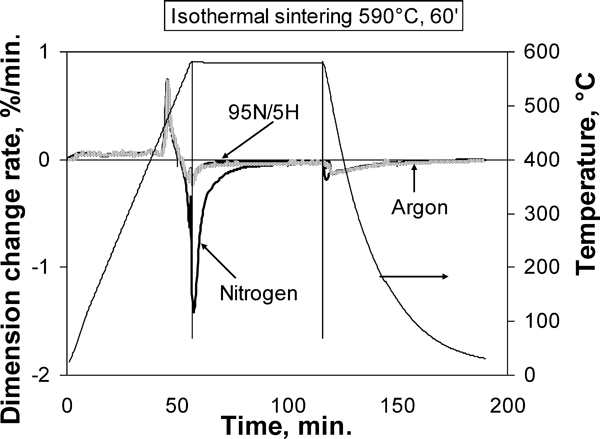
Dimensional change rates of Alumix 431D compacts for sintering under different atmospheres
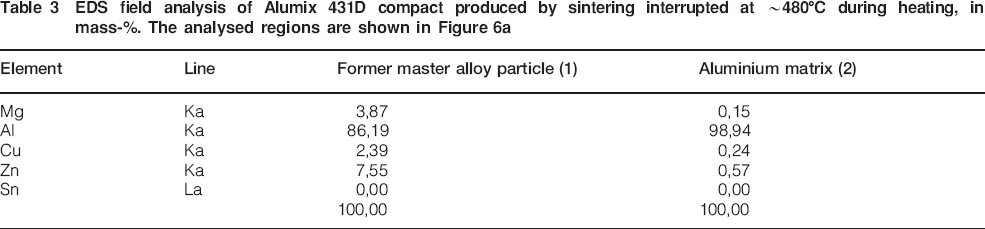
The transient liquid at ∼460°C leads to sudden swelling, the amount of which is roughly half of that observed for the same system but containing admixed alloying additions in the form of elemental powders.32,33 Furthermore, the onset temperature of swelling and its magnitude and swelling rate are not influenced by the sintering atmosphere, which suggests that this event is simply related to the melting of master alloy particles only. The volume of the liquid appearing in compacts heated in different atmospheres is the same. The sharp endothermic peaks on DSC diagrams well correspond to the sudden swelling events. The microstructure obtained for the interrupted sintering at ∼480°C, i.e. at the moment related to the maximum swelling rate, is shown in Fig. 6a. Based on this image, it can be stated that the sudden swelling might be produced by the differences in densities between solid and liquid master alloy and by the initial dissolution of aluminium in a liquid and also by the diffusion of alloying elements into the Al particles. There is no microstructural evidence at this moment of heating for the formation of secondary porosity due to the spreading of the wetting liquid between aluminium particles and grain boundaries. Such behaviour was identified for compacts produced from elemental powders.8 Because of the high green density, some input to the swelling may be related to the low wettability of aluminium particles, which are always covered by an oxide skin, by the initial liquid alloy, through the surface tension action.34 As it can be seen in Figure 6a and in Table 3 there is no marked homogenisation at this step of sintering. In contrast, some homogenisation is evident in microstructure of compacts produced by the interrupted sintering at the beginning of shrinkage (Figure 6b).
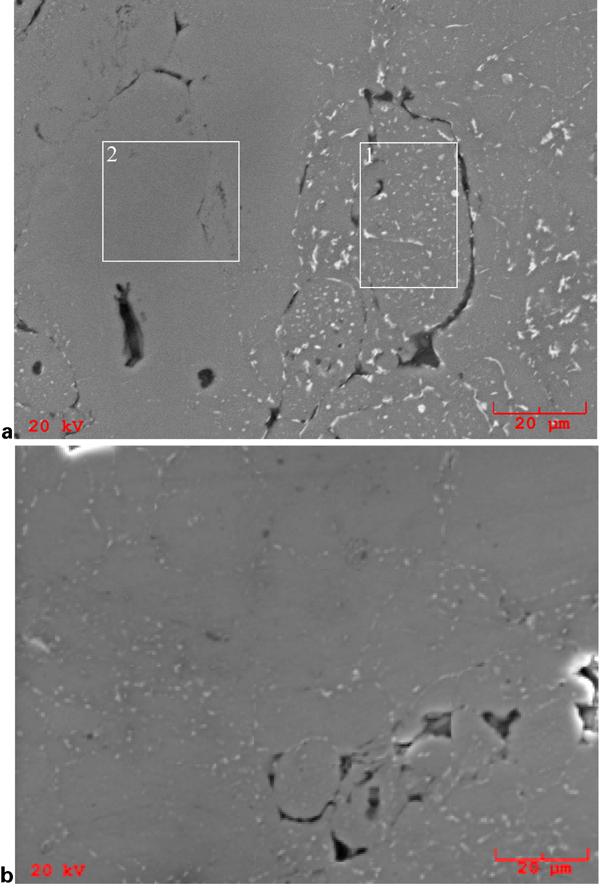
Microstructure of Alumix 431D compacts for sintering carried out in nitrogen and interrupted at moment corresponding to a initial swelling at ∼480°C during heating and b initial shrinkage at beginning of isothermal sintering at 590°C
EDS field analysis of Alumix 431D compact produced by sintering interrupted at ∼480°C during heating, in mass-%. The analysed regions are shown in Figure 6a
As Fig. 4 demonstrates, expansion reaches its maximum at ∼534°C, independent of the atmosphere tested, and then the transition to shrinkage occurs. Now the effect of the sintering atmosphere becomes evident. Under nitrogen, significantly higher shrinkage was obtained than for other gases. The current results confirm the well known fact that the presence of hydrogen in the atmosphere is deleterious for aluminium sintering: the densification of compacts sintered under nitrogen/5 vol.-% hydrogen mixture was the lowest.
The transition from swelling to shrinkage of Alumix 431D compacts becomes possible when the liquid that can promote densification appears and thus the mechanisms typical for liquid phase sintering can be active. Figures 4 and 5 clearly show that the atmosphere plays an important role in the densification of the experimental system. As Fig. 3 suggests, the amount of persistent liquid is independent of the atmosphere. However, the driving forces of densification, represented by the maximum shrinkage rate, are dramatically different for the gases tested: 1·42% min−1 for nitrogen, 0·201 for nitrogen/5 vol.-% hydrogen and 0·217 for argon. It is known from the classical theory of liquid phase sintering that the main input into densification results from the particles’ rearrangement. This process, in turn, is supported by the good wettability of the solid phase by the contacting liquid, which corresponds to the low contact angle. Additionally, the solubility of the solid in liquid and the chemical reactions at the solid/liquid interface enhance densification. Coming back to the investigated system, it may be concluded that only nitrogen, being an active gas against aluminium, creates conditions for good wettability and thus for high densification. Therefore, the pores formed during the expansion stage (Fig. 6b) were able to change into small and isolated after sintering (Fig. 7a). In contrast, in the other atmospheres used, the wettability is poor, which results in a very limited densification. Practically, the porosity formed at the expansion stage remains stable until the end of the sintering trials (Fig. 7b and c). It seems that the role of alumina layer as a barrier for diffusion and chemical reactions at the solid-liquid interface and also the wettability lowering factor may be efficiently reduced only in a nitrogen atmosphere, because this environment supports the penetration of a liquid phase by a mechanism proposed by Kehl and Fischmeister 8 and thus rearrangement becomes more advanced.
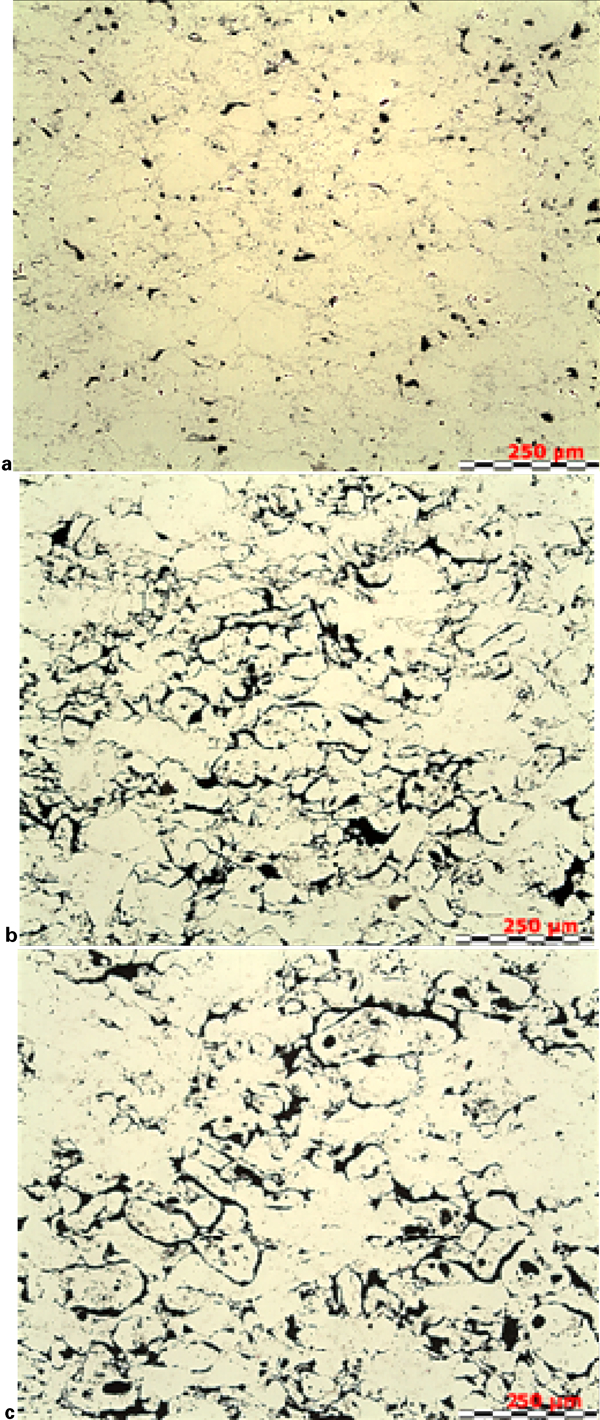
Optical micrographs of sintered Alumix 431D compacts produced in different atmospheres
In contrast to the clear exothermic phenomena observed during sintering of pure aluminium powder in nitrogen, which were attributed to the aluminium nitriding25, DSC analysis for sintering of Alumix 431D powder in the same atmosphere does not demonstrate any exothermic signal during the isothermal step (Figure 3). Thus, to control the scope of nitriding of aluminium matrix, LECO analyses of nitrogen contents in sintered compacts were performed. The results showed surprisingly low nitriding of the sintered alloy – mean value of 4 analyses revealed concentration as low as 0·026 mass-% of nitrogen, which is, however, one level of magnitude higher than that in compacts sintered in argon – 0·0025 mass-%. The latter value corresponds to the nitrogen concentration in the raw powder. Very similar value, i.e. 0·00226 mass-% of nitrogen, was registered in compacts produced by sintering interrupted at ∼480°C during heating in a nitrogen atmosphere. In turn, the interrupted sintering performed also in nitrogen, but at the very beginning of the isothermal step at 590°C, produced compacts with 0·024 mass-% of nitrogen, which suggests that the nitriding of Alumix 431D compacts practically ends during heating and thus does not play any role in densification during isothermal sintering.
Starting from about 93% of green density, the significant densification of Alumix 431D compacts occurs only in nitrogen, which was shown in Figure 4. Sintered densities obtained for different experimental conditions are shown in Table 4. Fischmeister's mixture was used to impregnate the compacts for density measurements by the Archimedes method.
Density of Alumix 431D compacts sintered in different atmospheres. Theoretical density of Alumix 431D alloy36 – 2,79 g/cm3

Sintered microstructures were observed on cross-sections made parallel to the pressing direction. As shown in optical micrographs in Fig. 7, a low level of residual porosity was obtained only for specimens sintered in the nitrogen atmosphere. The interparticle bonds are substantially developed, and alloying elements are homogeneously distributed, which suggests that supersolidus sintering took place. At a high magnification, the small grey rounded regions within the matrix grains become visible; they represent the precipitates of intermetallics (Fig. 7a).
In contrast, a much higher level of porosity is well pronounced in the microstructures of as sintered compacts produced both in nitrogen/5% hydrogen mixture and in argon (Fig. 7b and c). The pores are larger and more irregular in shape than those in the sample sintered in nitrogen and are partly interconnected. Small rounded precipitates of intermetallics distributed within the grains can also be seen at higher magnification. It is to be noted that, independent of the sintering atmosphere, the continuous intergranular network formed from the liquid present during sintering was not detected.
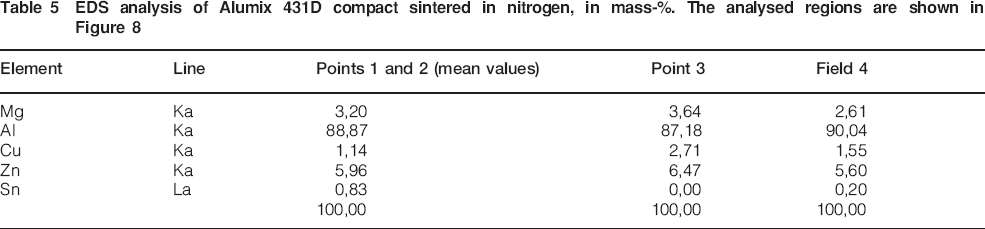
To further study microstructures, backscattered SEM observations of as sintered compacts were also performed, and some images are shown in Fig. 8. The common feature of the detailed microstructures of specimens produced in all atmospheres is the decoration of grain boundaries by the precipitated phases containing heavy alloying elements. Additionally, but except for the samples sintered in nitrogen (Fig. 8a), very fine bright precipitates within the matrix grains are evident. Hence, it seems that nitrogen promotes also the precipitation of dispersion phases. It is well known that 7xxx series alloys are suitable for strengthening through precipitation mechanisms.35 The results of EDS analysis of points and field marked in Figure 8 are summarised in Table 5.
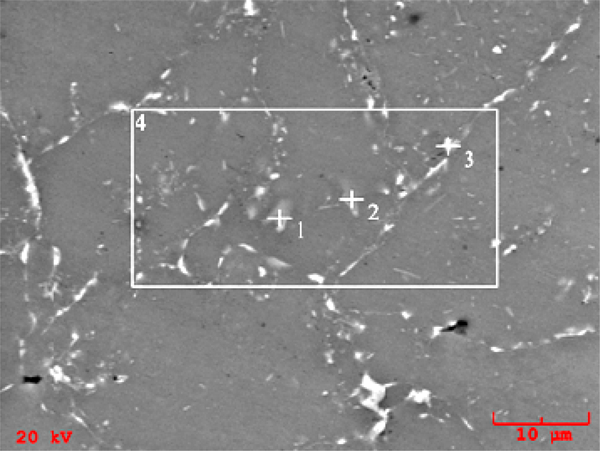
Backscattered SEM micrographs of Alumix 431D specimen sintered in nitrogen, corresponding data for point and field analysis are given in Table 3
EDS analysis of Alumix 431D compact sintered in nitrogen, in mass-%. The analysed regions are shown in Figure 8
The phases present in the sintered compact produced in nitrogen were identified by X-ray diffraction. Among a large number of possible intermetallic phases which can be formed between elements present in the experimental alloy, MgZn2 was detected unambiguously. Spinel MgAl2O4 and a phase Al50Mg48Cu2 were also identified, which is shown in Figure 9. There are also some indications that other phases, like Al2Cu, AlCu3 or AlMg, are also present.
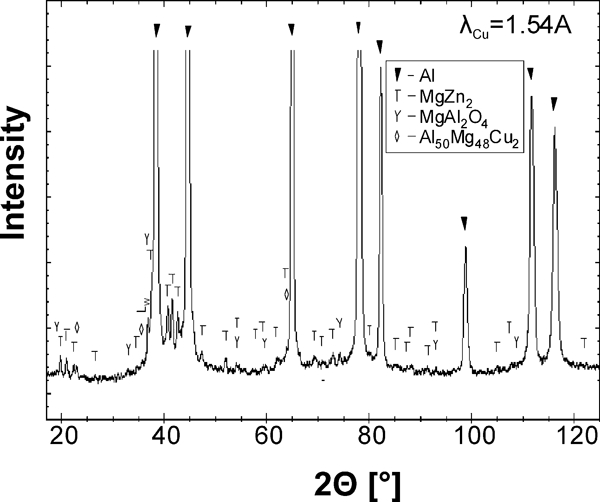
X-ray diffraction pattern for Alumix 431D specimen sintered in nitrogen
Conclusions
The sintering atmosphere has an important influence on the densification of Alumix 431D compacts. In this regard, nitrogen is the most efficient atmosphere, leading to near theoretical densification, while nitrogen/5 vol.-%hydrogen gas mixture and argon substantially impede sintering shrinkage.
Sintering of Alumix 431D compacts is accompanied by transient and persistent liquids. The former causes swelling, while the latter shrinkage.
The role of the nitrogen atmosphere in the enhancing of sintering shrinkage may be related to the improvement of wettability in the system but not to the nitriding of aluminium matrix, as was expected.
The use of master alloy particles instead of elemental powders significantly reduces the amount of swelling observed during heating.
Footnotes
Acknowledgements
The work was supported by POIG under grant no. 01·01·02-00-015/09-00.