
Abstract
An improved process is proposed for sintering of Fe–3Cr–0·5Mo–0·6C steel in nitrogen, in a box, additionally containing sources of manganese vapour (ferromanganese lumps) and nascent carbon (naphthalene). The use of a semiclosed container with a labyrinth seal minimises compact interaction with the flowing furnace atmosphere and thus ensures that a dry local ‘microclimate’ exists within and around the sintered specimens. Nascent carbon, from ∼1000°C, is significantly chemically more active than graphite (previously used) and the microclimate thus included, from ∼700°C, manganese vapour. The latter additive ensures that manganese is oxidised in preference to chromium, whereby oxygen uptake to the compact is inhibited and reduction rather than oxidation of chromium occurs. A favourable comparison is made of resultant mechanical properties for the same material sintered also in hydrogen, with published properties of similar Cr–Mo–C steels and with MPIF standard for Cu and/or Ni containing steels.
Introduction
Mechanical properties of powder metallurgy (PM) steels depend on chemical composition and microstructure and so, in turn, on processing. Medium to high alloy steels, which contain elements with a high affinity for oxygen, e.g. chromium, manganese, and silicon, are, in general, difficult to sinter. Industrial sintering is usually carried out in continuous link belt conveyer furnaces with an enclosed muffle, where hydrogen or a mixture of hydrogen and nitrogen is used as the (flowing) sintering atmosphere (optionally with 0·1–0·2% methane).1 The reduction of oxides in Mn and/or Cr steels is shifted to markedly higher temperatures than in Fe–C.2,3 The main reduction in Mn steels starts ∼1000°C, compared to 700°C for carbon steel, and the reduction is not completed even at 1300°C.
At standard conditions, reduction of Cr2O3 by hydrogen proceeds spontaneously at temperatures above 841°C, whereas the carbothermic reduction of stable metal oxides such as MnO and Cr2O3 requires higher temperatures. Lean (down to 5%) hydrogen/nitrogen blends as the sintering atmosphere have been recently successfully investigated. Another approach is to use semiclosed containers in a flowing nitrogen atmosphere and rely on the water–gas reaction to produce sufficient necessary hydrogen, which proved successful both on a laboratory4,5 and semi-industrial scale.6 Such technique overcomes totally safety, legislative and economic problems necessarily associated with the use of hydrogen in the workplace. In its place are the additional costs associated with the use of semiclosed containers (sintering boxes), which currently find little industrial application. Further, into the local microclimate of a semiclosed container, an element that oxidises more readily than Cr, e.g. Mn, can be introduced, as also carbon, as graphite or a soot forming hydrocarbon. The latter should produce hydrogen and ‘nascent’ carbon, formed from the cracking of vapour, of nanometric dimensions, which will be extremely active due to its immense surface area. It may even be catalytic cracking due to the hot Fe surfaces. This should ensure very high efficiency for the carbothermic reduction of oxides.
The dew point controlling the reduction–oxidation reaction depends on temperature. To maintain reducing conditions in actual sintering practice of Cr containing steels, a dew point of at least −35 to −40°C is required in the furnace.7 Because water vapour is formed during reduction of metal oxides, a sufficient flow of gas is required to continually remove this water vapour, as well as the water vapour that is formed by reaction between the hydrogen and the air introduced with the parts and through furnace openings. Through careful moisture control, it is entirely possible to sinter high chromium steel directly in hydrogen at dew points on inlet from −50 to −60° but preferably at −70°C or lower if a sufficient gas flow is used.
Manganese has a higher oxidation potential then chromium.8 The difference in the standard Gibbs free energy per mole O2 for formation of Cr2O3 and MnO is9

An especially relevant further property of manganese is the effective sublimation at relatively low temperatures, from ∼700°C. The manganese vapour pressure in Pa is given by the following equation12

Turning to the other type of additive, it should first be stated that graphite is generally present in the starting powder mix as in the experiments now described. At some stage, depending on factors analysed, e.g. by Torralba and Campos,16 it dissolves in austenite. The carbothermic reduction process of Cr2O3 was investigated by a microscale thermoanalytical method with quantitative in situ gas detection (CO) using carbon black, active carbon and graphite.17 Carbon black was found as the carbon type with the highest reactivity.
Previously, the reductant introduced into the semiclosed container was graphite.6 To increase the chemical activity of carbon, the carbon donor can be introduced as a hydrocarbon.18 Its pyrolysis, from ∼1000°C, will produce hydrogen gas and fine carbon microparticles, available throughout the sintering cycle.
The carbothermal reduction of MnO takes place as


At very low oxygen level in the semiclosed container



Experimental
Höganäs Astaloy CrM (Fe–3Cr–0·5Mo) was the starting powder. Carbon (0·6%) was introduced as ultrafine Höganäs CU-F graphite (99·5% purity). Turbula mixing and die compaction at 660 MPa of ISO 2740, TS, dog bone and transverse rupture strength (TRS) specimens were followed by sintering in a semiclosed stainless steel container with a labyrinth seal.21,22 The furnace atmospheres were pure nitrogen or hydrogen with a gas flow of ∼0·2 cm3 min−1 cm−2 of furnace tube cross-sectional area and an inlet dew point no worse than −60°C (<15 ppm H2O). At least 15 compacts were simultaneously sintered with a ferromanganese lump (∼15g, Elkem Fe–77Mn–1·3C), the donor of manganese, and/or solid naphthalene, the donor of carbon and hydrogen,18,23 placed additionally in the container. The container was then pushed into the hot zone of a stainless steel tube horizontal sintering furnace. This arrangement produced a microatmosphere with sufficient manganese for ‘self-cleaning’, ‘gettering’ and nascent carbon to minimise/avoid the loss of carbon from the compacts and importantly also for chemical reactions within the container. The compacts were heated to the sintering temperature at a rate of 75°C min−1, held at 1120°C for 60 min and cooled, in the temperature range of 1100–500°C, at ∼64°C min−1. As large amounts of martensite tend to cause surface cracks, which are expected to become active centres for fracture, leading to reduced ductility, tempering at 200°C for 60 min in nitrogen was performed to relieve the internal stresses and reduce brittleness. Designation of specimens, depending on their processing history, is presented in Table 1.
Designation of specimens and processing; each batch consisted of 15 specimens
Chemical analyses for oxygen, nitrogen and carbon in the starting powder and in the sintered alloys, before and after tempering, measured on at least three specimens, were carried out according to ASTM E1019-2 on a Leco apparatus: TC-336 and CS-125 respectively. For CrM powder, these analyses gave ∼0·2%O and ∼0·01%C.
The measured properties were green (6·87±0·03 g cm–3) and sintered densities (MPIF Standard 42), dimensional change, Young's modulus E, yield strength (YS), tensile strength (TS), strain to failure A and TRS. Both the major techniques of measuring Young's modulus, extensometry and ultrasonics, were employed in this investigation. There are some materials, e.g. grey cast iron and porous steels like this PM alloy, for which the initial elastic portion of the stress–strain curve is not linear; hence, it is not possible to determine the modulus of elasticity as for wrought steel. For this non-linear behaviour, either tangent or secant modulus is reported. Tangent modulus is taken as the slope of the stress–strain curve at some specified level of stress, while secant modulus represents the slope of a secant drawn from the origin to some given point of the stress–strain curve. In the specimens now reported on, the given point, approximating to the proportional limit, was for a stress of ∼160 MPa.
Apparent hardness, dimensional change from green compact size and tensile properties were determined according to ISO 2740 and MPIF Standards 43, 44 and 10 respectively. Standard PN-EN ISO 2740 tensile specimens were tested on an MTS 810 servohydraulic machine at a strain rate of 5×10−4 s−1. The YS was measured at 0·2% offset strain. The same specimen types (ISO 2740) were tested in three-point bending to determine the (apparent) TRS for specimens of beam depth t = 6 mm and width w = 6 mm, using span length l of 28·6 mm. These tests were conducted on a W. ‘Fritz Heckert’ type 2010/90 machine equipped with a three-point bending jig at a crosshead speed of 2 mm min−1. A plasticity correction was made to calculate the bend strength.24
For metallographic investigations on a Leica DMLM, the samples were mounted in bakelite, polished and etched in nital (3%HNO3–97%H2O). Microindentation hardness was determined according to MPIF Standard 51. Fractographic examinations were carried out on a Zeiss Merlin FE-SEM equipped with energy dispersive spectroscopy Quantax 830 and electron backscatter diffraction analysis Quantax CrystAlign 200 systems.
Results
Chemical analyses are presented in Table 2; depending on the sintering microatmosphere, oxygen contents were between 0·118 and 0·207% and carbon contents between 0·458 and 0·577%. Nitrogen content was an order of magnitude larger for N2 then for H2 sintering. At 0·04%, it was still insignificant, though formation of carbonitrides should not be discounted. The carbon, oxygen and nitrogen contents were generally consistent from specimen to specimen. The density of the specimens, 6·9 g cm−3, was unaffected by the sintering atmosphere (Table 3).
Summary of chemical analyses of specimens
Physical and mechanical properties of specimens
*±standard deviation measured on 15 specimens.
The as sintered specimens had inhomogeneous microstructures, the most significant feature of all microstructures being the absence of chromium oxide networks. Microstructures of the specimens sintered in hydrogen and nitrogen (A, B, C, D1 and D2) consisted mainly of very fine pearlitic (troostitic), upper bainitic and ferritic regions. The microstructures of all the specimens sintered with a ferromanganese lump, the donor of manganese, and/or solid naphthalene, the donor of carbon and hydrogen, placed additionally in the container (D3, D4 and D5), e.g. Fig. 1, comprised, in somewhat varying proportions, upper and lower bainite (microhardness: 400–550 HV30), martensite (microhardness: 700–850 HV30) and retained austenite (microhardness: 180–210 HV30). In specimens sintered in nitrogen plus hydrocarbon, the bainitic microstructure became finer and was not resolvable in details by optical microscopy. Although details of the the microstructures, depending on the processing atmosphere, were detectably different, the resultant offset yield stress (Table 3) did not vary significantly. No microcracks before mechanical testing were detected.
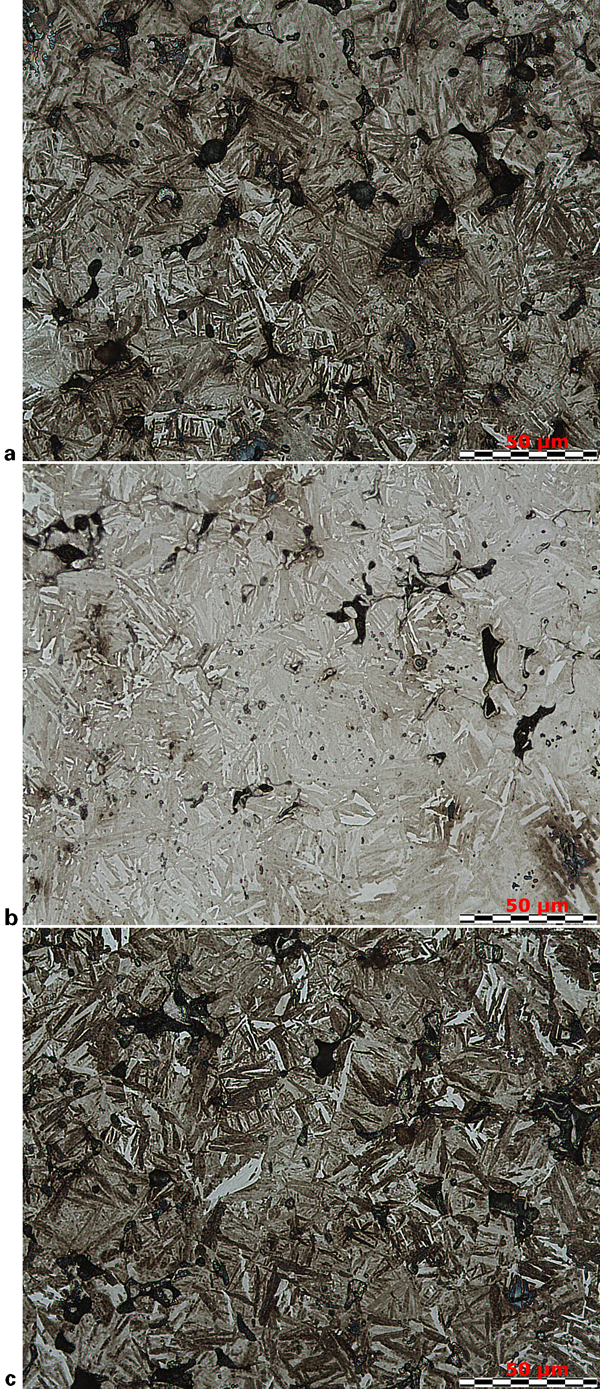
Microstructures of a D3, b D4 and c D5 specimens: most significant feature of all microstructures being absence of chromium oxide networks; microstructures comprised, in somewhat varying proportions, upper and lower bainite, martensite and retained austenite (carbon content: D3, 0·45%C; D4, 0·45%C; D5, 0·59%C)
A feature specific to D5 specimens (Fig. 1c) was evidence of austenite migration/combining through the prior particle boundaries, indicating their cleanliness. There are also indications that the amount of austenite increased in the sinter necks of D5 and that the pores were more rounded, but it is not yet possible to postulate that these are significant observations.
The sintered density, ultimate strength, 0·2% offset yield stress, total tensile strain, modulus of elasticity in tension, TRS and true failure stresses in bending σmaxTRS of the specimens sintered in nitrogen are presented in Table 3, together with those for a batch of hydrogen sintered specimens, D1. Extensometry indicated that macroscopic plastic flow initiated in all specimen types at ∼160 MPa. Both the secant modulus and the tangent modulus for all investigated batches, at the stress of 160 MPa, evaluated to 138±2 GPa (Table 3) and, using the ultrasonic technique, to 146–160 GPa. The 0·2% offset YSs were in the range of 445–531 MPa (Table 3). To be noted is the somewhat higher value for D5, which had a less inhomogeneous microstructure (Fig. 1c) and the highest C content (Table 2). Yield strength was generally 58–68% of tensile fracture strength.
Transverse rupture strength specimens were able to sustain small plastic bending. For metallic materials exhibiting even limited plasticity, calculation of the maximum tensile stresses in bending σmaxTRS should take account of this prefailure plastic strain; otherwise, the raw TRS data overestimate the true fracture stress.24 The calculated σmaxTRS values are, however, much higher than UTS values because, in loaded tensile testpiece, the entire gauge volume is subjected to the same (maximum) stress. Only half the three-point bend specimens is subjected to a tensile stress, and in that portion, the stress varies from maximum to zero, as we move from tensile surface midspan to the neutral axis and to the span extremities, respectively.25 The bend strengths of nitrogen sintered specimens were somewhat higher than that of the batch sintered in hydrogen.
Significant increases in values of elongation, to > 4%, and fracture (tensile) strength, to >900 MPa, from values for the other processing variants were recorded (Table 3) for D5 (sintering in nitrogen the presence of manganese and hydrocarbon in the semiclosed container).
Fracture surfaces of all specimen types comprised dimple ductile facets with localised plastic deformation (relating principally to microvoid coalescence in the sinter necks) and cracking (mixture of intergranular/interparticle and transgranular, e.g. Fig. 2a). In D5, dimple rupture/transgranular predominated, which indicates that the grain/interparticle boundaries were more failure resistant, i.e. not degraded by secondary phases, particularly oxides. Noteworthy are the slip lines on surfaces of the necks of the plastically deformed powder particles. Please also note that the spherical inclusions inside original powder particles1 are benign and do not take part in the failure process. The quality of steel is degraded by oxide inclusions and pores, which form during manufacturing. The deleterious effect of oxides was most pronounced in the case of the less ductile A, C and D1 specimens, which exhibited more pronounced intergranular type of failure. A steel specimen that is to be examined for porosity, inclusions or oxides, typical defects observable using optical microscopy, should not be etched. Figure 3 shows porosity and oxides revealed using microscopic inspection of specimens D1 and D5. These specimens were sectioned, ground and polished, but not etched.
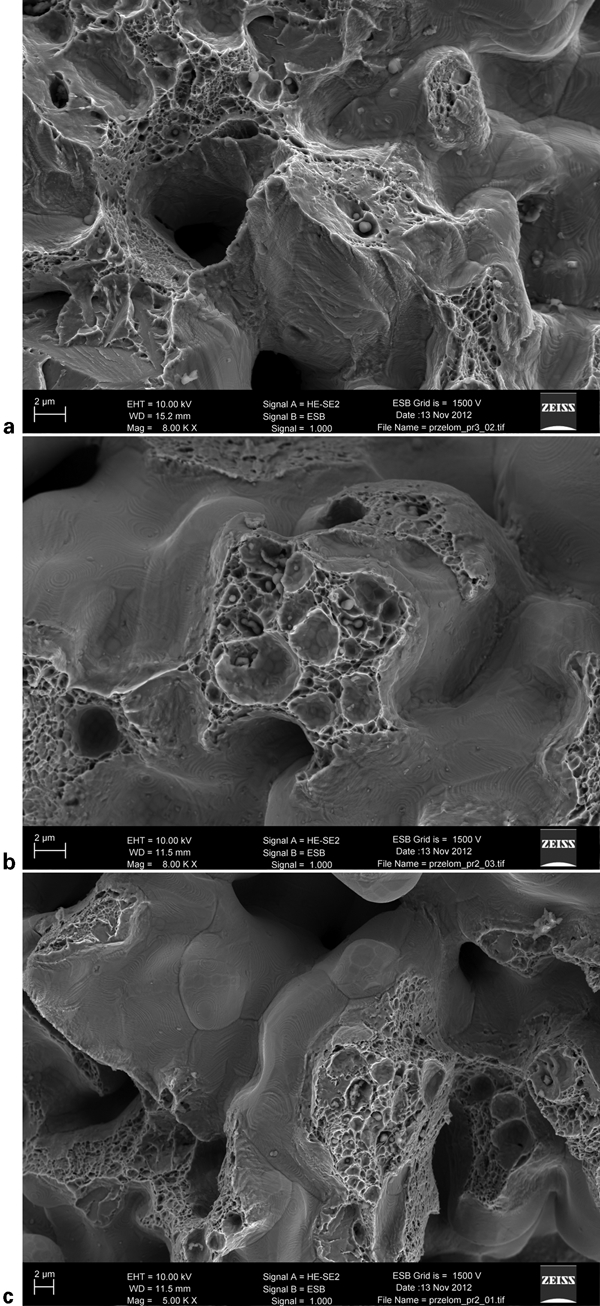
Fractographs of a D3, b D4 and c D5 specimens: fracture surfaces of all specimen types comprise dimple ductile facets with localised plastic deformation (relating principally to microvoid coalescence in sinter necks) and cracking (mixture of intergranular/interparticle and transgranular); in c (specimen D5), predominantly dimple rupture/transgranular fracture surfaces, which indicates that grain/interparticle boundaries were more failure resistant, i.e. not degraded by secondary phases, particularly oxides
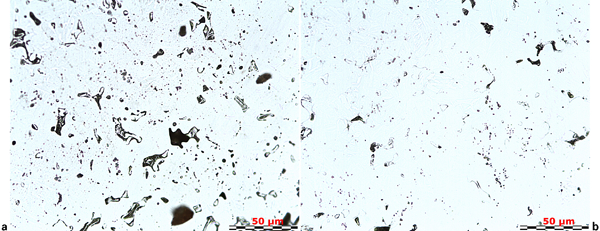
Porosity and oxides revealed using microscopic inspection of a specimens D1 and b D5: these specimens were sectioned, ground and polished, but not etched
Discussion
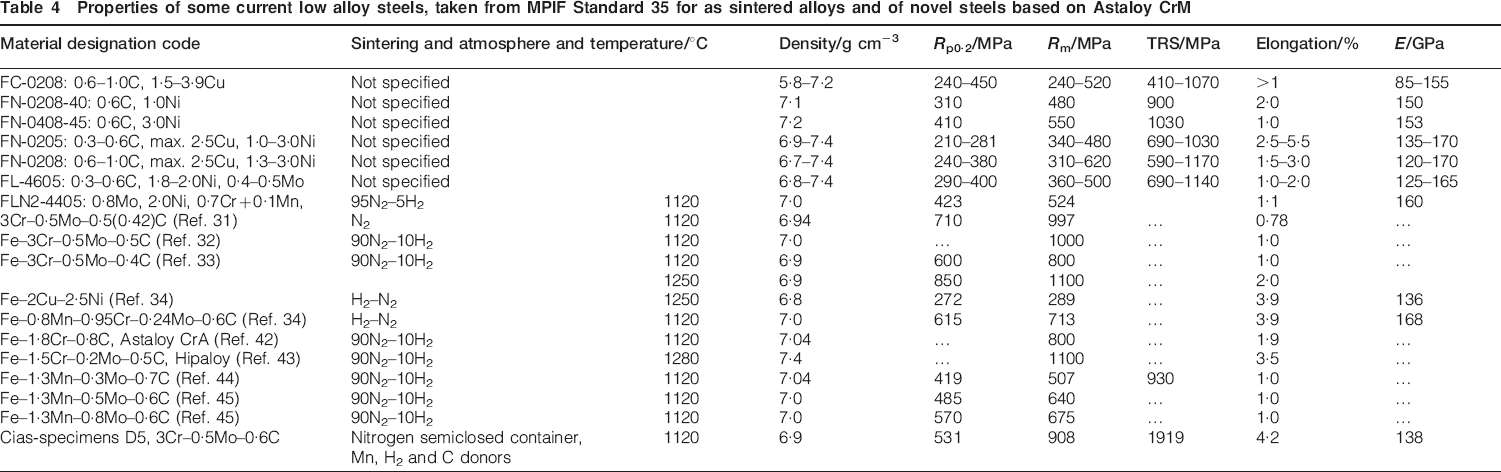
Use of semiclosed containers to sinter in nitrogen Cr and Mo containing steels has again been demonstrated, with generally superior mechanical properties of TS and ductility to specimens sintered in flowing hydrogen containing atmospheres.26 Absence of chromium oxide networks accounts for the observed, different but always present, plasticity. These new results must be considered in the light of these differently processed materials having, within insignificant scatter, the same sintered density, Young's modulus and, more surprisingly, yield stress. These data compare very favourably, in terms of combination of strength and plasticity, with the Cu and/or Ni containing alloys of MPIF Standard 35 (Table 4).
Properties of some current low alloy steels, taken from MPIF Standard 35 for as sintered alloys and of novel steels based on Astaloy CrM
Sintering in semiclosed container in hydrogen, D1, resulted in somewhat inferior TS and failure strain than for nitrogen sintering, D2. The increased N content is probably an insufficient interpretation. As to sintering in nitrogen with additives, no significant improvement in mechanical properties was detected until both the hydrocarbon and the ferromanganese were present in the semiclosed container. This batch, D5, after sintering, had ∼0·6%C more, but <0·1% than the remainder, which possibly accounts for the somewhat raised YS (Table 3). Absence of loss/pick-up of C in D4 could be related to the presence of the carbon donor in the container,6 which appeared to occur also, to a lesser extent, when the hydrocarbon was the only additive, D3 (Table 2).
Since the yield stress was not significantly affected by the microstructural differences between the batches, evidence of minor microstructural/microcompositional differences needs to be sought to account for the pronounced improvements in tensile and bend strengths and plasticity of D5. These microstructural features should be related to the specific sintering combination of semiclosed container, with manganese, carbon and hydrogen donors present, with a nitrogen flowing atmosphere. It should be added1,27,28 that originally methane was added to the sintering atmosphere to facilitate successful sintering of Astaloy CrM.
In studies of surface product formation on chromium prealloyed powders, Karlsson et al. 29 and Hryha et al. 30 showed that the surface of the chromium prealloyed powder is covered by a surface oxide layer. In addition to a continuous iron oxide layer, with a thickness of some 6 nm, there are particulate compounds (size above 20 nm) with a high content of Cr. Besides these surface oxides, there is a great amount of internal oxides. To form sound sintering necks, particularly surface oxides have to be removed; the internal oxides may be benign. Hydrogen is considered the essential agent and hence its presence in conventional flowing sintering atmospheres.
In the semiclosed container, with nitrogen as the flowing atmosphere, hydrogen is produced by these reactions: from water (necessarily present in even dry microclimates), at ∼700°C



Thus, the iron rich layer can be easily reduced by hydrogen, reported to be at 350–530°C.35 At temperatures above ∼900°C, the also available soot plays an increasing role in the carbothermic reduction of the still present Cr2O3.1,36 Hryha et al.
10 reports that the reduction reaches a maximum at the beginning of the 1120°C isothermal sintering. The relevant reaction involves carbon






Details of the static failure process in sintered Fe–1·5Cr–0·2Mo–0·7C have been reported by Kabatova et al. 38,39 They found that tensile failure was associated with nucleation of microcracks, their growth and coalescence. Using fractography allied to surface replica microscopy (at stress levels up to 99·6% of the TRS of 1397 MPa), they discovered numerous microcracks, ranging in size from <5 to ∼20 μm, nucleated above ∼800 MPa, beyond the YS of ∼620 MPa. With increasing stress, some microcracks became dormant, while others grew subcritically, stress stepwise, to some 400 μm and the coalescence of microcrack systems produced a critical, propagating crack.
As the properties of this material are similar to those of specimens now reported on, discussion will be in the context of these observations. To improve ductility/increase fracture strength, (micro)cracking needs to be made more difficult. In D5, there may have been more austenite in the sinter necks, and rounding of pores (Fig. 1c) seemed to take place. A growing crack entering a rounded pore loses its sharpness and may become dormant. The rounding of pores can be interpreted by local melting of the pore surfaces through the diffusion of Mn and C (Ref. 40) to form a Fe–Cr–Mn–C eutectic. The same elements favour formation of austenitic sinter necks. Austenite does not cleave, and therefore, a growing (micro)crack will have to stop, or be deflected, either mechanism making its growth/propagation more difficult. As there is no verification of these mechanisms, these are not suggested as the most important.
Kabatova et al. 38,39 reported that microcrack coalescence was associated with easy paths for crack growth, principally prior particle boundaries linking pores. Reduced ductility of Cr and Mn sintered steels has been associated, e.g. by Hryha et al.,30 Hrubovcakova et al. 41 with contamination of such boundaries. The converse effect appears to take place in D5. It is the influence of the sintering atmosphere on these boundaries that needs to be considered.
It should be recalled that Dudrova et al. 40 reported that, in a semiclosed container, there are uptakes in FeMn–C specimens of C and Mn from graphite and ferromanganese: 0·05–0·27%Mn and up to 0·12%C. In the case of D5, the microclimate is modified by nascent carbon as well as Mn vapour, diffusing preferentially to the insides of pores and particle boundaries. There, their concentrations can be significant. It is proposed that this results in improved cleanliness of these boundaries, making (micro)cracking more difficult and enabling further plastic flow before fracture in D5.
Irrespective of the validity and experimental verification, or otherwise, of the proposed mechanism, the experimental fact remains that the synergistic effect of nascent carbon and manganese vapour donors in the semiclosed container of CrM+0·6%C samples doubled their plasticity and caused a significant increase in the fracture stress, as compared to any other processing methods so far reported.
Conclusions
Efficiency of semiclosed containers to sinter in nitrogen Fe–3Cr–0·5Mo–0·6C steel can be further enhanced by employing as microclimate additives nascent carbon and manganese vapour.
Plastic strain exceeded 4%, and fracture strength approached 1 GPa in this PM alloy. This has been demonstrated for a sintering temperature of 1120°C.
Further improvement in mechanical properties can be expected if isothermal sintering at higher temperatures, e.g. 1250°C, is employed.
Mechanical properties of the so sintered Cr–Mo steel compare favourably with the alloys listed in MPIF Standard 35.
Footnotes
Acknowledgements
This work was sponsored by the Polish Ministry of Science and Higher Education under contract no. 11.11.110.158. Appreciation is also expressed to Professor A. S. Wronski for his comments on the manuscript.