
Abstract
Dilatometry experiments have been carried out to investigate the shrinkage kinetics on cold isostatic pressed iron specimens in the 550–730°C temperature range, showing that dimensional contraction is much higher than that predictable on the basis of the shrinkage kinetics models, which neglect the effect of the prior cold compaction. The greater shrinkage is due to an enhanced diffusivity which may be attributed to the large density of structural defects accumulated in the powder particles during compaction (structural activity). A time depending effective lattice diffusion coefficient was determined, with an Arrhenius type dependence on temperature.
Introduction
In the conventional Powder Metallurgy process, powders are cold compacted in rigid dies to obtain the so called green part, which is sintered to create the metallic bonding between the powder particles. Sintering is promoted by the excess of surface energy of the green parts, and is sustained by different mass transport phenomena responsible for the formation and growth of the sintering neck. 1 Sintering of the green parts is accompanied by dimensional changes, since density may either increase (shrinkage) or decrease (swelling), depending on the composition of the material, on green density and on the processing parameters. 1 The knowledge of the sintering shrinkage/swelling is important to properly design parts, in order to avoid any post-sintering machining to guarantee their dimensional and geometrical precision and to preserve the cost effectiveness of the technology.
Dimensional variations are anisotropic. In two previous works, the anisotropy of dimensional variations of different iron alloys was investigated by dilatometry, and the evidence of a significant shrinkage in alpha field below the Curie point was obtained.2,3 Shrinkage kinetics in the 600–700°C temperature range was discussed with reference to the shrinkage model based on volume and grain boundary diffusion proposed by German, 1 and the diffusion coefficients calculated from experimental curves result much higher than those reported in literature for an equilibrium density of structural defects in the iron lattice. The hypothesis that diffusivity is strongly increased by dislocation introduced in the particle contact regions by prior cold compaction was then proposed to justify not only the enhanced shrinkage kinetics but even its anisotropy.4,5 Indeed, the pressure applied during uniaxial compaction is larger along the compaction direction than in the compaction plane 6 and, in turn, plastic deformation and the consequent strain hardening (and the resulting density of structural defects) are more pronounced in the contact regions perpendicular to the compaction direction than in those parallel to it.
The present work reports the results of a further investigation of the enhanced shrinkage kinetics caused by prior cold compaction. Green parts were produced by Cold Isostatic Pressing to obtain a homogeneous distribution of plastic deformation in the specimen, and dimensional changes were investigated by carrying out isothermal dilatometry experiments at different temperatures below the Curie point. The shrinkage curves were then elaborated with reference to the classical kinetics model introducing an effective diffusion coefficient whose dependence on time and temperature was investigated.
Experimental procedure
A water atomised iron powder (mean particle size: 100 μm) was Cold Isostatically Pressed (wet bag system) at 300 MPa with 5 min holding at the maximum pressure to produce a blank 50 mm height and 25 mm diameter. Density was measured by the water displacement method. Prismatic specimens (9×3×3 mm) were cut from the blank for dilatometry experiments. A Bähr dilatometer was used; the specimen is heated up by induction and temperature is controlled by a thermocouple welded to the specimen. The atmosphere in the dilatometer chamber was vacuum, 5×10−4 mbar. Thermal cycles were carried out at various temperatures, 30 min isothermal holding. Heating rate was 0·5°C s−1.
Results and discussion
Figure 1a shows the dilatometric curve of the specimen up to the isothermal sintering temperature of 1120°C. The shrinkage occurring during heating below the alpha–gamma transformation is clearly visible, and it is shown in detail in Figure 1b. Here a deviation from linearity (i.e. from thermal expansion) is observed at 550°C, with a progressive decrease of the slope of the curve until a maximum is reached at 728°C, followed by a slight contraction. Above 550°C, the dimensional change is the result of the combination of thermal expansion and sintering shrinkage. The contribution of shrinkage increases with temperature and starts predominating on thermal expansion at 728°C. The Curie point (768°C) is represented by the sharp effect highlighted in the curve. 7 Above the Curie temperature, the specimen expands up to A1. The temperature interval interested by the shrinkage is between 550°C and 730°C, and isothermal sintering experiments were carried out within such an interval to investigate shrinkage kinetics.
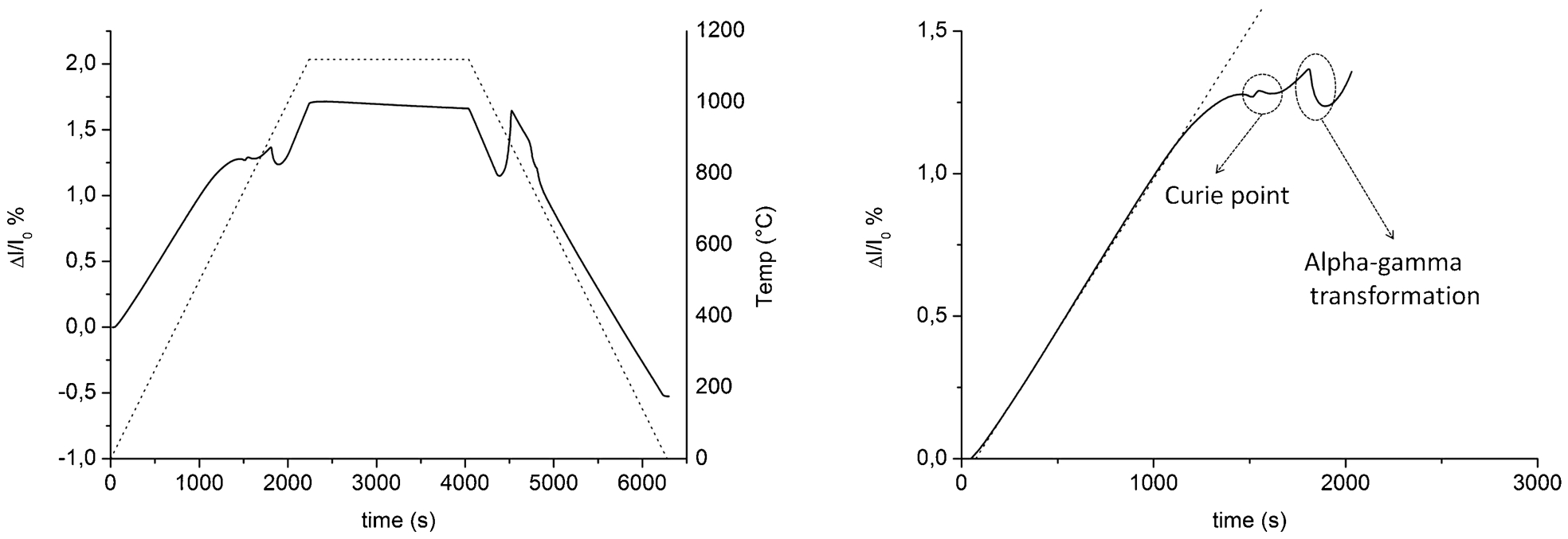
Dilatometry curve up to 1120°C and detail of part up to alpha–gamma transformation
Figure 2 shows the isothermal shrinkage at the various temperatures. Linear contraction occurs during the whole time interval investigated, with a continuously decreasing rate, as expected. The isothermal shrinkage increases with temperature.
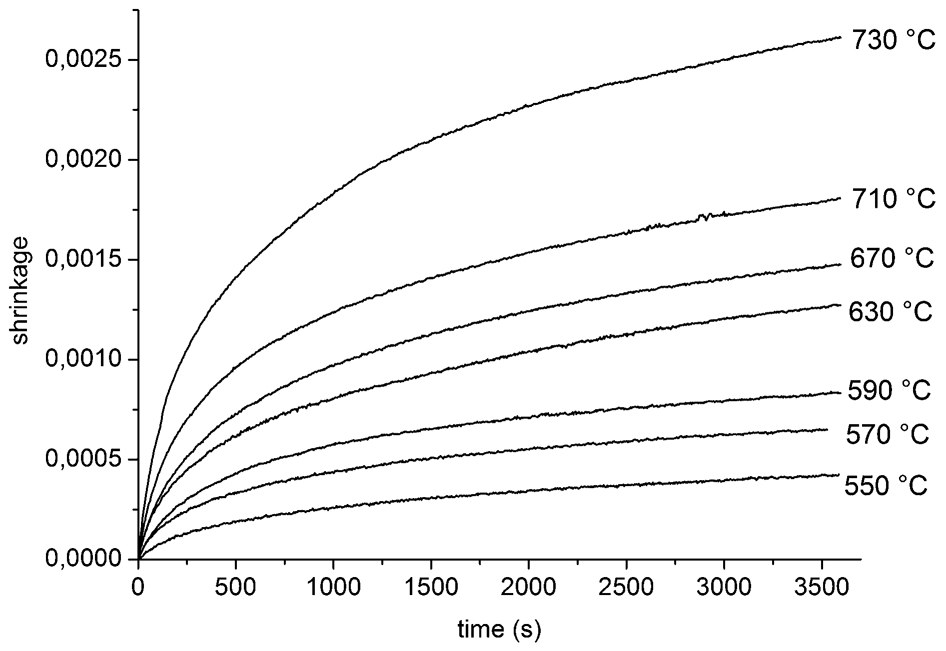
Isothermal shrinkage at different temperatures
The curves of Fig. 2 were fitted using the shrinkage kinetic model given by equation (1)
1
In the above equations, δ is the grain boundary width (5×10−9 m), Dgb is the grain boundary diffusion coefficient, γ is the surface tension (2·5 N m−1), Va is the atomic volume (1·18×10−29 m3), k is the Boltzman constant (1·38×10−23 J K−1), T is temperature, D is the mean particle size and Dv is the volume diffusion coefficient. Table 1 reports the values of K and n calculated from the shrinkage curves at the different temperatures; the fit quality was acceptable (R2 = 0·995–0·998).
Parameters of equation (1) at different temperatures

The time exponent ranges between 0·33 at 730°C and 0·42 at 550°C, which does not allow a sound conclusion on the mass transport mechanism to be drawn. At 550°C, the time exponent is close to 0·4; therefore, the volume diffusion coefficient was calculated using equation (3), obtaining 1·5×10−16 m s−2, which is five order of magnitude greater than that reported for pure iron in literature (2·0×10−21 m s−2 8 ). Analogously at 730°C, the time exponent is 0·33; therefore, the grain boundary diffusion coefficient was calculated using equation (2), obtaining 5·99×10−20 m s−2, much higher than that reported in literature (9·6×10−22 m s−2 8 ). Such a large diffusion coefficient confirms the results of previous investigations supporting the hypothesis that diffusivity is largely enhanced by the structural defectiveness in the particle contact regions.
Figure 3 shows, as an example representative of all the others temperatures, the shrinkage curve at 590 and 670°C in a log–log diagram.
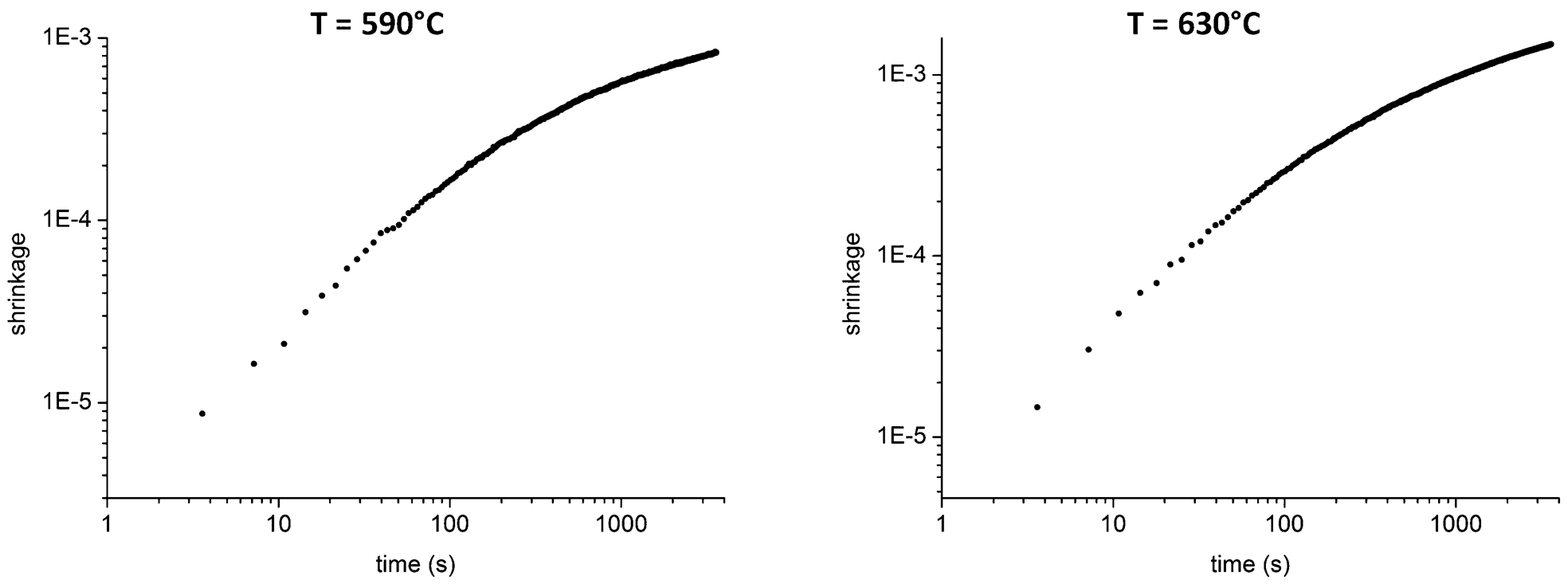
Isothermal shrinkage at 590 and 630°C in log–log diagrams
The deviation from linearity indicates that the time exponent n is not constant in the time interval considered, and therefore, the model represented by equation (1) does not apply perfectly, for two possible reasons:
neck growth and shrinkage are supported by the combination of volume and grain boundary diffusion; in this case, the shrinkage kinetics may not be expressed by a simple equation as equation (1)
the density of structural defects in the particle contact region, which enhances diffusivity, decreases with time due to recovery; in this case, a time depending effective diffusion coefficient has to be included in equation (1), and the time dependence of shrinkage becomes more complex.
The former hypothesis is less reasonable than the latter, since the contribution of volume diffusivity is expected to increase with temperature; this means that the time exponent should increase, while Table 1 shows that it tends to decrease with temperature. The latter hypothesis is then developed, modifying equation (1) as follows

 in the case of volume diffusion and
in the case of volume diffusion and
 in the case of grain boundary diffusion, and Deff(t) is the time depending effective diffusivity.
in the case of grain boundary diffusion, and Deff(t) is the time depending effective diffusivity.
Given the uncertainty in the definition of the mass transport mechanism responsible for shrinkage, the elaboration of experimental data using equation (4) was made considering both volume diffusion and grain boundary diffusion separately. Both mechanisms may be enhanced by the large density of dislocations accumulated in the particle contact regions during cold compaction. In the case of volume diffusion, the dislocation pipe diffusion mechanism9,10 is known to increase bulk diffusivity. On the other hand, since grain boundary may be modelled as arrays of dislocations, 11 the large density of dislocations in the region adjoining the neck grain boundary might be thought as a grain boundary with an extended width.
Figure 4 shows the time depending effective diffusion coefficients calculated from the shrinkage curves at 570 and at 730°C for the two mass transport mechanisms.
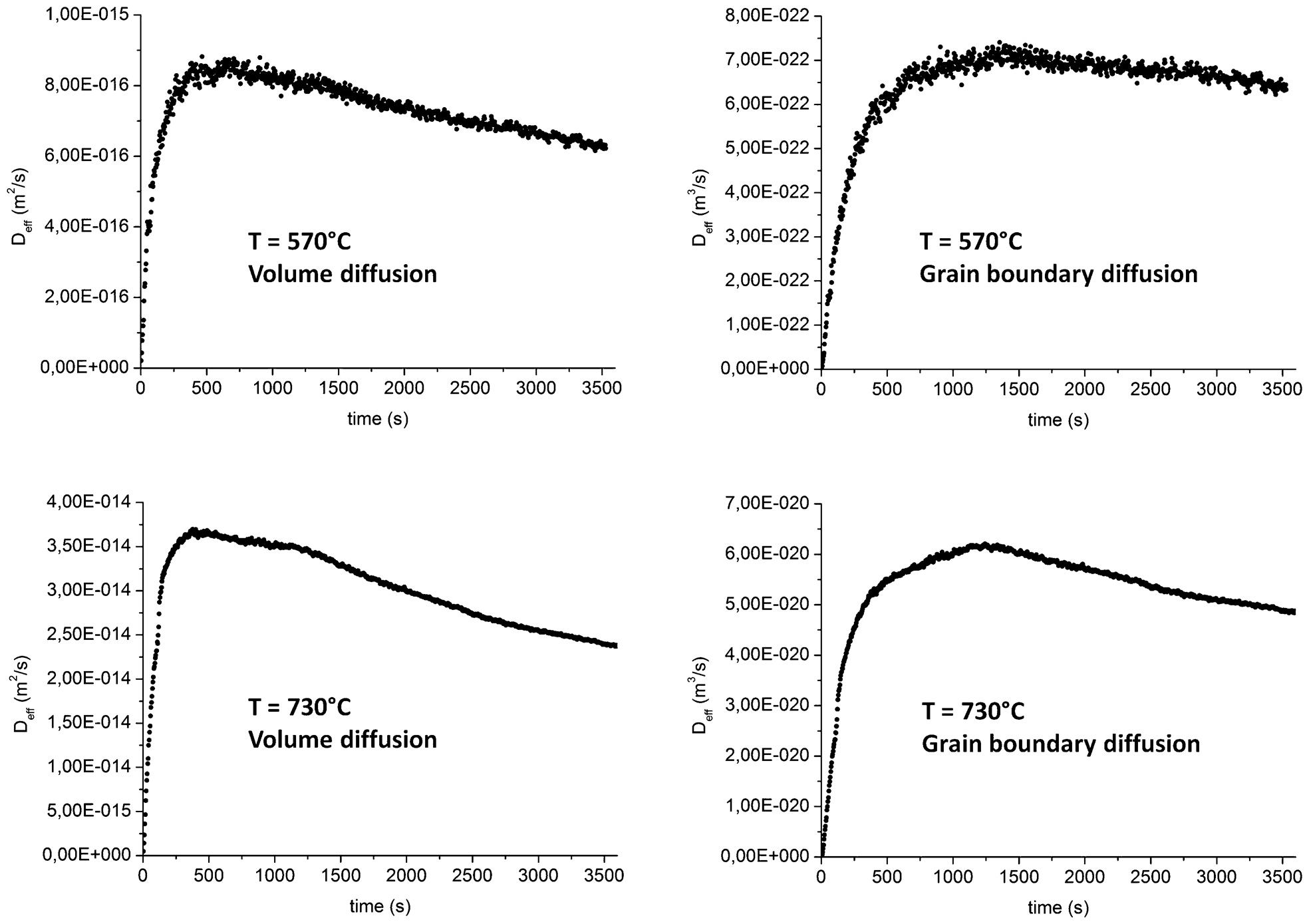
Effective volume and effective grain boundary diffusion coefficients during isothermal shrinkage at different temperatures
In all cases, the effective diffusivity increases sharply, reaches a maximum and then decreases progressively. Such a trend claims the results of the theory on structural activity proposed by Friedrich and Schatt.12,13 According to this theory, dislocation density increases within a region surrounding the growing neck due to the evolution of the structural defects caused by the progressive replacement of the high energy contact area in the green part by a high energy grain boundary. Dislocation density reaches a maximum and then decreases due to recovery and/or recrystallisation. The reference to this theory will be developed in the following.
The curves reported in Fig. 4, as well as all the other calculated at the various temperatures, are fitted by equation (5)
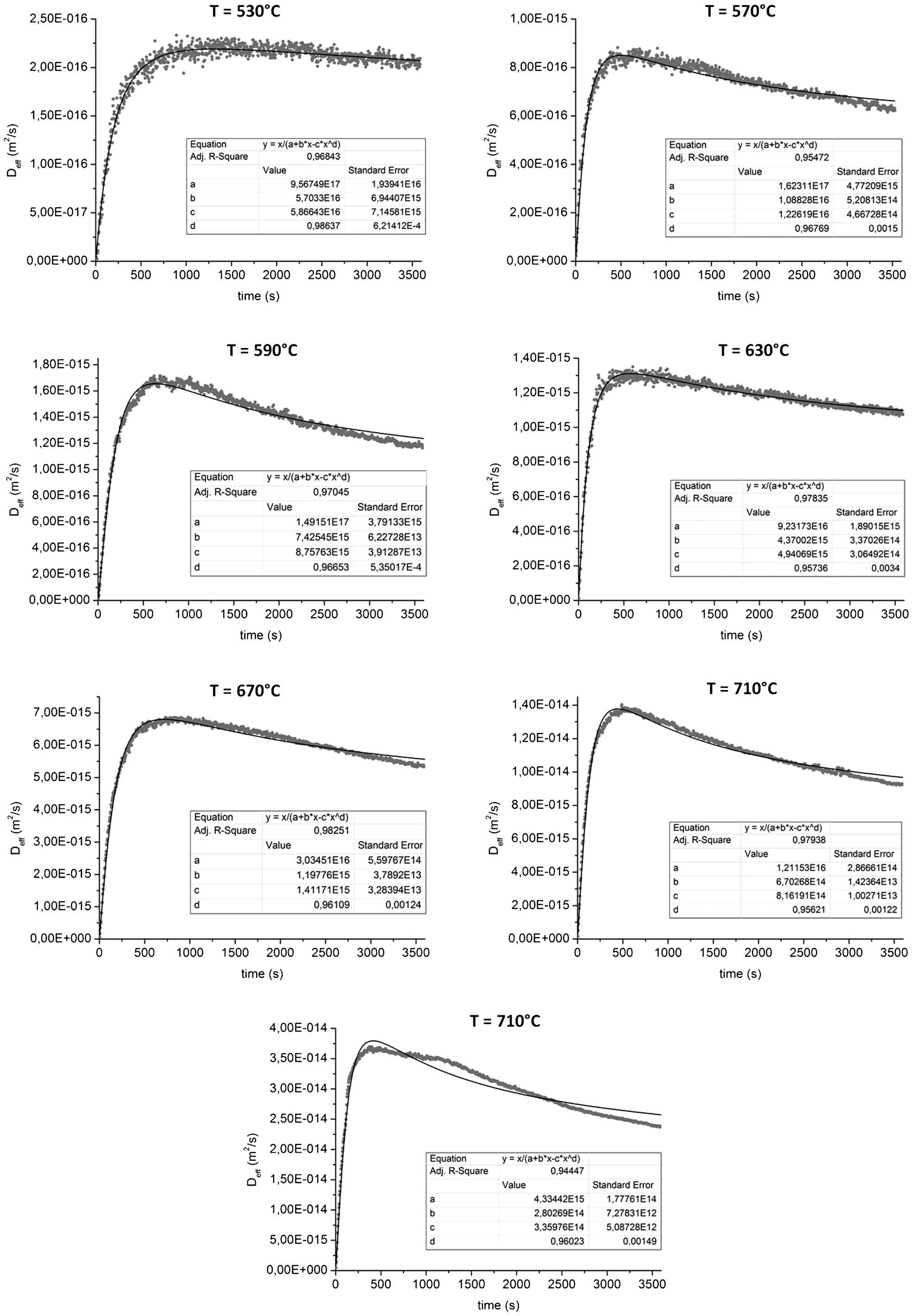
Experimental (grey) and theoretical (black) curves of effective volume diffusion coefficients
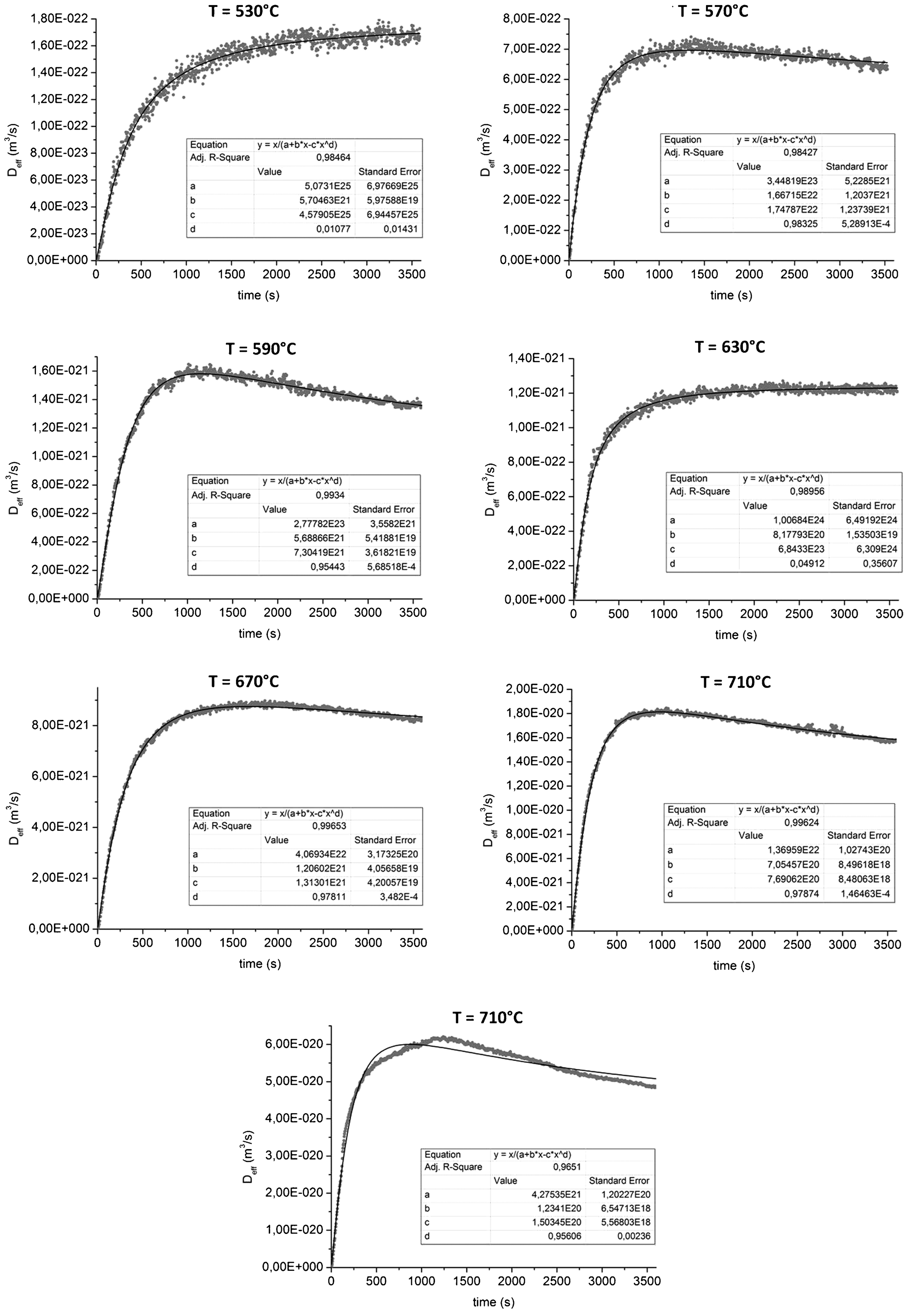
Experimental (grey) and theoretical (black) curves of effective grain boundary diffusion coefficients
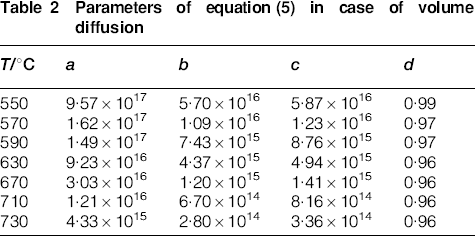
The parameters a, b, c and d for the two mass transport mechanisms are reported in Tables 2 and 3.
Parameters of equation (5) in case of volume diffusion
Parameters of equation (5) in case of grain boundary diffusion
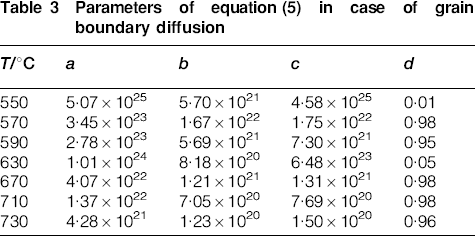
Parameters a, b and c decrease with temperature, while d is almost constant with two exceptions in the case of grain boundary diffusion. The shrinkage kinetics model may be alternatively written as
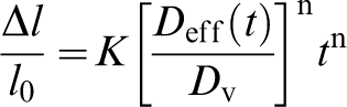
Deff/Dv during isothermal holding at different temperatures
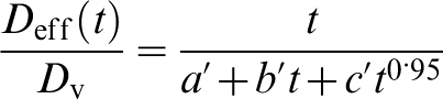
Deff/Dgb during isothermal holding at different temperatures
Parameters of equation (7) in case of volume diffusion
Parameters of equation (7) in case of grain boundary diffusion
Deff/Dv decreases with temperature in the case of volume diffusion, while the trend in case of grain boundary diffusion is random. The decrease with temperature in the former case would indicate that the enhancement of diffusivity due to the structural activity tends to be attenuated by temperature, and this might be due to a progressive prevalence of the effect of recovery/recrystallisation. The random trend in the case of grain boundary diffusion may be taken as an indication that this mass transport mechanism is unlikely. According to these hypotheses, the parameters included in the recovery term (1/a′+b′t−c′t0·97) should have an Arrhenius dependence on temperature. Figures 9 and 10 report these parameters versus temperature in an Arrhenius plot.
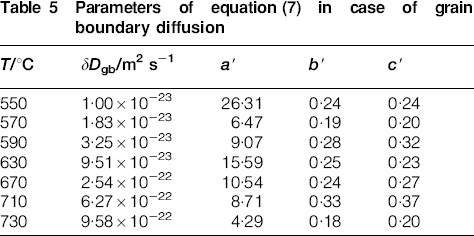
Temperature dependence of parameters a′, b′ and c′ in case of volume diffusion
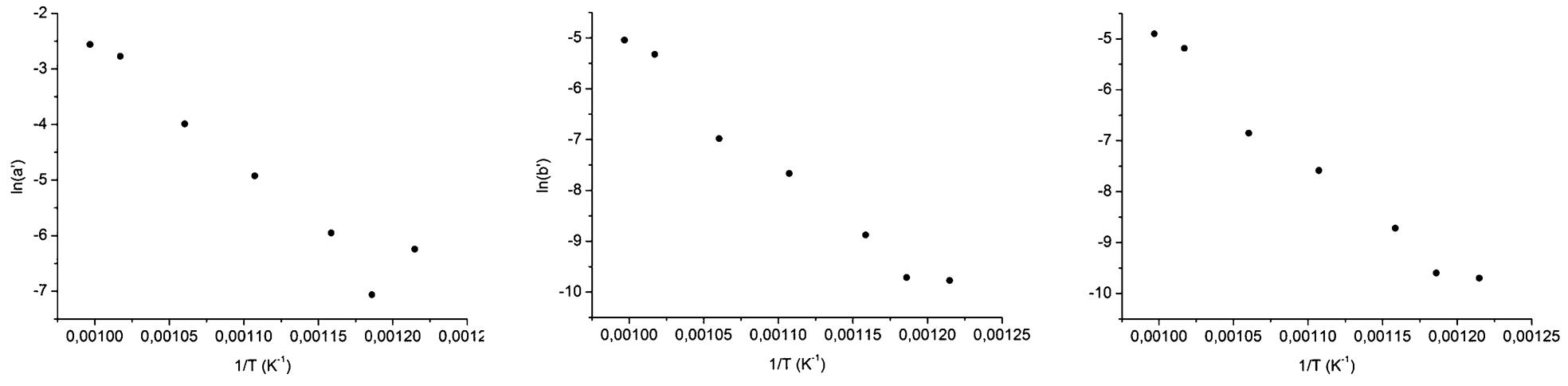
Temperature dependence of parameters a′, b′ and c′ in case of grain boundary diffusion
The Arrhenius type dependence is well agreed in the case of volume diffusion, while points are scattered in case of grain boundary diffusion. In the former case, the activation energy was calculated from the slope of the straight line, obtaining the following values: a′: Q = 166·80 kJ mol−1; b′: Q = 190·34 kJ mol−1; c′: Q = 191·76 kJ mol−1. They are comparable to activation energy of dislocation pipe diffusion (208 kJ mol−1 9 ), which is smaller than that of volume diffusion (239–289 kJ mol−1 14 and greater than that of grain boundary diffusion (128 kJ mol−1 14 ). These results may definitely support the conclusion that the mass transport mechanism responsible of shrinkage is volume diffusion confirming what reported by Kuczynsky. 15
The elaboration supports the hypothesis that early stage of sintering shrinkage is strongly influenced by prior cold compaction, which enhances mass transport in the highly defective lattice of the particle contact regions. The mass transport mechanism responsible for the enhanced shrinkage is volume diffusion, due to the dislocation pipe mechanism. The hypothesis based on grain boundary diffusion does not find a similarly satisfactory confirmation since the recovery term of the model does not have an Arrhenius type dependence on temperature.
The shrinkage model can therefore be described by the following equation



As previously mentioned, such a discussion finds a confirmation in the theory proposed by Friedrich and Schatt.
16
The dislocation density ρd responsible for the enhanced volume diffusivity may be calculated with reference to the dislocation pipe diffusion.
10
If g represents the fraction of atoms in the crystal belonging to a pipe and a is the radius of the pipe, the effective diffusion coefficient Deff is given by equation (12)
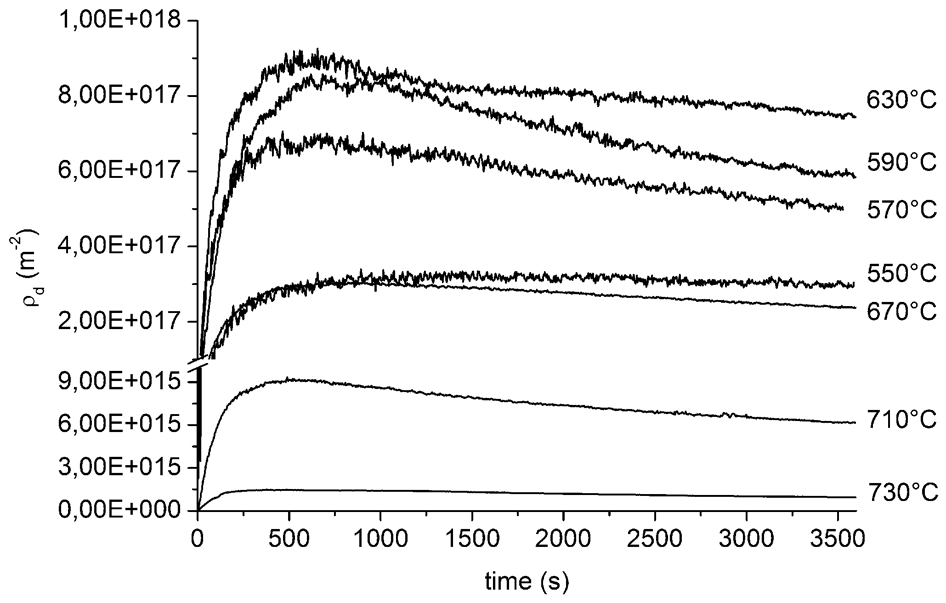
Dislocation densities at various temperatures
Dislocation density increases up to a maximum at 630°C and then decreases. The increase in dislocation density in the neck regions was shown by Friedrich and Schatt, 16 who investigated the nucleation and movement of dislocation in the so called dislocation rosette, and reported an effect on the diffusion coefficient. The diameter of the dislocation rosette, which is proportional to dislocation density, increases during isothermal holding at the sintering temperature until the neck size ratio reaches 0·15–0·2. Such a phenomenon is responsible for an increase in sintering shrinkage and led to the definition of the ‘structural activity’ of the material. Dislocations are generated by the transformation of certain vacancies configuration into dislocations, having vacancies been generated by the transformation of the high energy interparticle contact region in a high angle grain boundary. Dislocation density measured by Friedrich and Schatt was smaller than that reported in Fig. 7, but it has to be considered that in the present work, the specimens have been cold compacted, resulting in a localised plastic deformation and consequent strain hardening. The CIP pressure of the specimens was 300 MPa, which results in a fractional green porosity of 0·2. It is well known that porosity increases the local pressure in the contact regions, and the effective pressure may be estimated as 900 MPa in the green part here investigated. 1 Such an effective pressure is high enough to cause an extensive strain hardening of iron.
Owing to the small particle size, it was not possible to measure local microhardness; therefore, the local pressure should be determined by modelling the stress field; work is in progress for this purpose.
The progressive decrease of dislocation density is caused by either recovery or recrystallisation. 12 Both these phenomena have a logarithmic dependence on time, 17 which is different from the term introduced in the present model to account for them. Sundaresan et al. 18 investigated the dislocation activated shrinkage kinetics on sintering of titanium. In this case, dislocations are generated by the alpha–beta transformation and their density decreases during isothermal sintering by recovery. These authors propose a shrinkage kinetic model where recovery is represented by a polynomial dependence on time, similar to that proposed here. Work is in progress, too, to improve the model of the time dependence of effective diffusivity, and in turn of dislocation density, including a logarithmic function to account for recovery.
A further open issue is the inability to measure the dislocation density. Any attempt to characterise the necks regions by TEM failed due to the difficulty of preparing thin specimens from the neck region.
Conclusions
In this work, the shrinkage kinetics in the 550–730° temperature range of a cold isostatically compacted iron powder was investigated by dilatometry. The elaboration of the isothermal shrinkage curves with the model reported in the classical theory of sintering results in time depending diffusion coefficients much higher than those pertaining at the investigated temperatures in the case of an equilibrium density of structural defects. This result is proposed to be due to the large density of defects, mainly dislocations, introduced by cold compaction in the iron particle contact regions. This interpretation finds a background in the studies published by Friedrich and Schatt, who proposed an evolution of such a structural defectiveness during sintering, with an important effect on shrinkage. The elaboration of shrinkage curves under the hypotheses of both volume diffusion and grain boundary diffusion as mass transport mechanisms responsible for dimensional change leads to the conclusion that volume diffusion is active at the investigated temperatures. This mechanism is strongly activated by the pipe dislocation diffusion. An effective diffusion coefficient was then defined, that first increases and then progressively decreases during the isothermal holding at the sintering temperature according to equation (5). The increase is due to the increase in dislocation density at the beginning of the sintering step; the decrease is due to recovery or recrystallisation, with an Arrhenius type dependence on temperature.
The shrinkage kinetics model proposed fits experimental data rather well and its dependence on temperature and time has a reasonable physical base, even if the dislocation density and its evolution with time is not yet experimentally confirmed. If extended over the whole temperature range of sintering process, it may serve as basis for the modelling of the process, with the aim of predicting dimensional change of parts.