
Abstract
Titanium (Ti) matrix composites based on Ti and reinforced with TiN, TiC and TiCN particles, were processed following a powder injection molding route: mixing, preparation of feedstock, moulding, debinding and sintering for full densification. The Ti and ceramic powders were dry mixed and molded using a wax based binder. The critical powder loading for injection molding was 55 vol.-% for all samples. Binder debinding was performed using solvent and thermal methods. Following the debinding stage, the samples were sintered for full densification at 1300°C for 2 h in vacuum. Metallographic studies were conducted to investigate densification and the corresponding microstructural changes. The sintered samples were characterized by measuring tensile strength, elongation and hardness. All powders and fracture surfaces of sintered samples were also examined using scanning electron microscope techniques. The sintered densities of injection molded Ti and composites samples were changed with increasing amount of ceramic additions. The addition of TiN, TiC and TiCN improves the densities, tensile strength and hardness.
Introduction
Powder injection moulding (PIM) is a manufacturing technology for the near-net-shape production of small, intricate, and precise metallic and ceramic parts and components. The PIM process includes mixing of powders with a binder to produce a feedstock; injection molding to form a green part with the desired shape by making the feedstock flow into and fill a mold under pressure; debinding to form a brown part by removing the binder components, and finally sintering to near full density. The process overcomes the shape limitation of traditional powder compaction, the cost of machining, the productivity limits of isostatic pressing and slip casting, and the defect and tolerance limitations of conventional casting.1,2
Titanium is a highly attractive material in the production of components for various applications ranging from biomedical implants to automotive fuel injectors due to its low density, high strength, good corrosion resistance and biocompatibility. At the same time, the high strength to weight ratio and high resistance to corrosion make titanium and its alloys ideal materials for many applications.3–5 One major barrier to a wide spread use of titanium and titanium alloys, especially for the cost conscious industries, is the inherent high cost of materials and component fabrication. Especially, very limited consideration of Ti application in automotive industries should be noted and high cost of processing is still the major problem in this sector. Employing of powder metallurgical techniques and processes like PIM can allow cost effective production of near-net shape components of Ti and/or Ti base metal matrix composites. Applications and uses of titanium and titanium alloys could therefore be increased many-fold if they can be produced via PIM routes at lower costs.6–9
Metallic materials, alloys, ceramics, cermets and composites can be manufactured using PIM technologies.9–15 PIM techniques would be viable solutions with lower processing cost and ease of production. However, processing of metal matrix composites using PIM techniques have not been reported widely. As known, a metal matrix composite is constituted of a matrix material to which one or more reinforcements or fillers is added to enhance the combination of desired properties whilst minimising the harmful effects of the material's less desirable properties. 9 Metal matrix composites have several advantages as follows:10,11 high strength, high elastic modulus, high wear resistance, low sensitivity to temperature changes or thermal shock, high surface durability and low sensitivity to surface flaws, high electrical and thermal conductivity, and high vacuum environmental resistance. 4 The most prominent discontinuous reinforcements are TiC, TiN, TiCN, TiB2, SiC, Al5Y3O12, Al2O3 and Si3N4 in both whisker and particulate forms.9–18 Metal matrix composites involving titanium and titanium alloys, which exhibit high wear and corrosion resistance, have also been studied. 13 Previous studies present comparisons of mechanical, wear, and corrosion behavior of metal matrix composites prepared by hot isostatic pressing (HIP) techniques using various particulate reinforcements such as Al2O3, TiC, TiB2, Si3N4 and TiN with the corresponding unreinforced Ti matrix.11–14 Many of the reinforcements exhibit clean interfaces free from any diffusional alloying or reactions with the Ti matrix. At the interface, TiC reinforcements were found to occur as spherical precipitates, while the TiB2 reinforcements form thick layers throughout the microstructure. The composites reinforced with some additives resulted in the least wear resistance, particularly at the higher volume fractions of the additive. The effect of particulate dispersion on the sintering behavior and mechanical properties of Ti parts were also investigated elsewhere.15–23 It is reported that the composites processed with TiB2, TiC, SiC, Si3N4 and TiN additions resulted in improved mechanical properties. Especially, utilising HIP-hot isostatic pressing techniques after the shaping and sintering, leads dramatical improvements in almost all mechanical properties of the composites parts.
This paper presents the experimental results of the studies giving details of the processing route, microstructural features and mechanical properties of TiC, TiN and TiCN particulate reinforced Ti matrix composites produced through PIM technique. PIM was selected as the processing method in part due to the simplicity associated with the incorporation of a particulate reinforcement phase into a matrix through the blending of powders. Further, PM and PIM techniques has been widely utilised in recent years as a low cost fabrication method for producing near-net-shape components, therefore, PIM may be an effective method for producing titanium matrix composites in very complex shape. This study examined the influence of reinforcing TiC, TiN and TiCN particulates on the resultant composite microstructure and mechanical properties of sintered Ti-matrix composites. Metallographic techniques were employed to sintered tensile bars to investigate the sintering behaviors. Tensile and hardness properties of the sintered products were evaluated and microstructural features, powder morphology and fracture surfaces were examined under optical microscope (OM), and scanning electron microscope (SEM) techniques.
Experimental procedure
In this research, the HDH Ti sponge powders (commercial purity) were provided by Phelly Materials. The TiC, TiN and TiCN powders were obtained from H. C. Starck. Particle size distributions for all powders were determined using Malvern Mastersizer equipment. Ti powders have particle size distribution of D10: 16.05 μm, D50: 32.96 μm and D90: 57.15 μm. The average particle size D50 of TiC, TiN and TiCN powders were ∼1–2 μm. Morphology of Ti powder is shown in the micrograph given in Fig. 1. Ti and composite powders are all irregular in shape. The amount of TiC, TiN and TiCN additions was 1.5 and 3 wt-% in the starting powder mixtures and each mixture was blended in a Turbula mixer for 5 h.
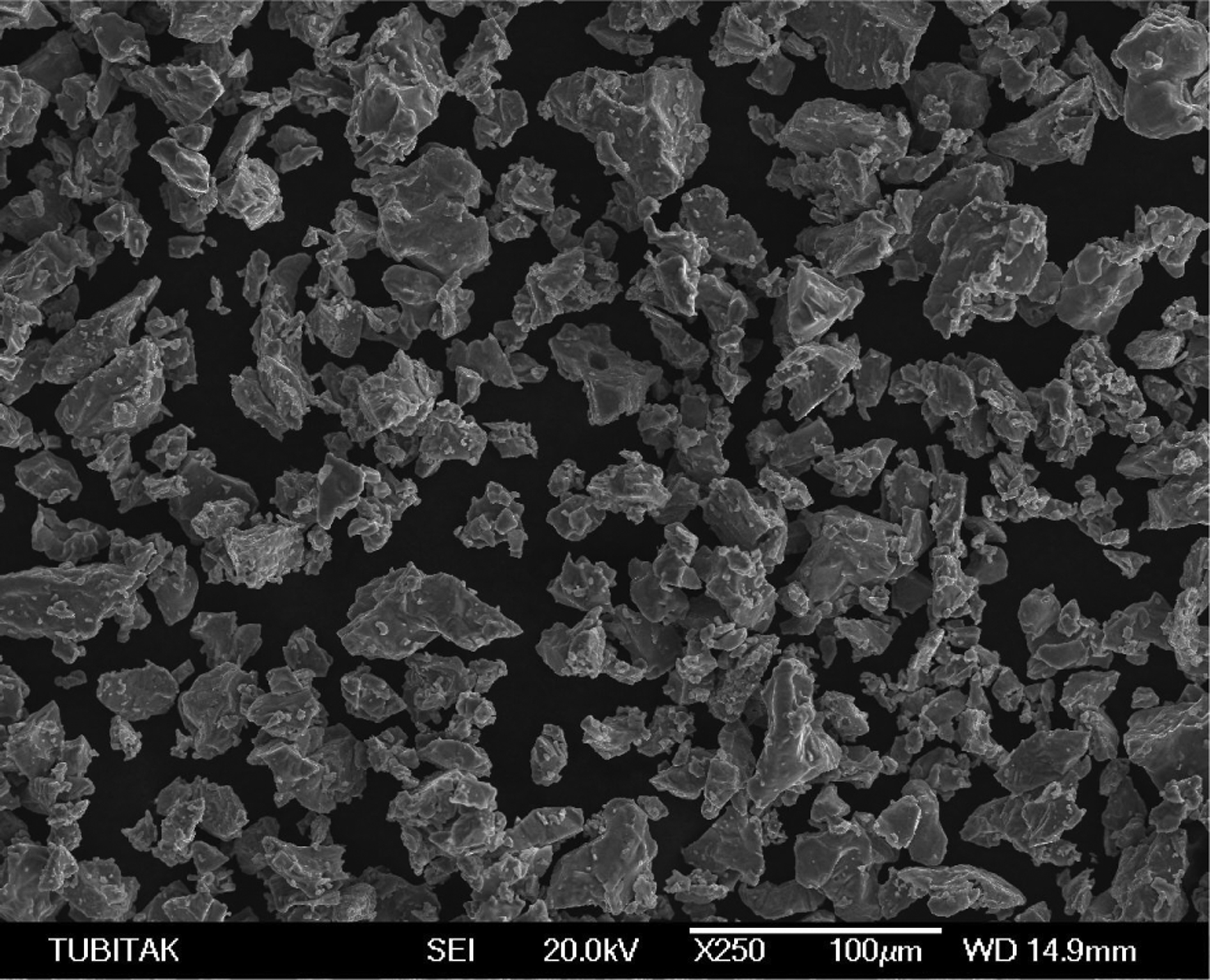
Scanning electron micrograph of Ti powder
A multiple component binder system consisting of paraffin wax (PW), polypropylene (PP), carnauba wax (CW), and stearic acid (SA) was used to prepare the green samples. The feedstock was prepared at 175°C with the binder melted first and then powder blend was added incrementally under vacuum conditions. The powder loading in mixtures was 55 vol.-%. These feedstocks were injected using a 12.5 MPa pressure utilising a specially designed injection molding machine to produce samples in the form of tensile (MPIF 50) testing specimen. The melting temperature was 150°C, and the mould temperature was kept at 35–40°C for a typical cycle of 12 h. Debinding was achieved in a two-step solvent/thermal process. Thereafter, green parts were solvent debinded at 70°C for 7 h in heptanes, followed by thermal debinding step at 1°C min−1 to 700°C for 1 h in high purity Ar atmosphere. The sintering cycle applied to the samples was as follows: samples were heated to 1300°C at a rate of 10°C min−1. and they were held at 1300°C for 2 h under vacuum (10−5 mbar) for full densification.
The densities of the sintered samples were measured by means of the Archimedes water immersion method. For metallographical examination, samples were cut from the center of the each sintered tensile test bar for grinding and polishing. To observe the microstructure of the sintered titanium and titanium matrix composites, Kroll's reagent (3 mL HF, 6 mL HNO3 in 100 mL H2O) was used to etch the samples for optical metallography (OM) examinations. All tensile tests were performed using Zwick-2010 mechanical tester at a constant crosshead speed of 1 mm min−1 (25 mm gauge length). The hardness tests were performed using an Instron-Wolpert Dia Testor 7551 at HRB scale. At least three specimens were tested under the same conditions to increase the reliability of the results. The powder morphologies and fractured surfaces of the sintered samples were examined using a SEM (Jeol- JSM 6335F).
Results and discussion
The percent relative density is at the same time an indirect measure of the residual porosity present in the composites after the sintering step. The relative density for each composite was determined using the relative densities of the starting constituents (Ti, TiC, TiN and TiCN) by the simple rule of the volumetric mixtures. The effect of TiC, TiN and TiCN additions on the relative density of Ti samples is given in Fig. 2. Figure 2 indicates that sintering at temperature of 1300°C for 2 h leads Ti samples to reach maximum relative density of 95.4%. Compositions with 1.5%TiC, 1.5%TiN and 1.5%TiCN additions, at a sintering temperature of 1300°C for 2 h, attained a maximum relative density of 97.2, 96.4 and 95.2% respectively. For 3% additions of each additive, relative density of TiC, TiN and TiCN reinforced samples attained a maximum relative density of 96.2, 95.8 and 94.7% respectively. While the relative densities of TiC and TiN reinforced samples were increased, TiCN additions resulted in decreasing densities. Micrographs given in Fig. 3b and c for TiC addition and Fig. 3d and e for TiN addition reveals microstructures with lesser amount of pores indicating possible grain growth inhibition throughout the structure. On the other hand, the TiCN additions do not improve the densification and the resulting relative density of samples. The relative densities of all samples were decreased with increasing amount of additions. This result shows that increasing the amount of additions do not improve the relative density of samples.
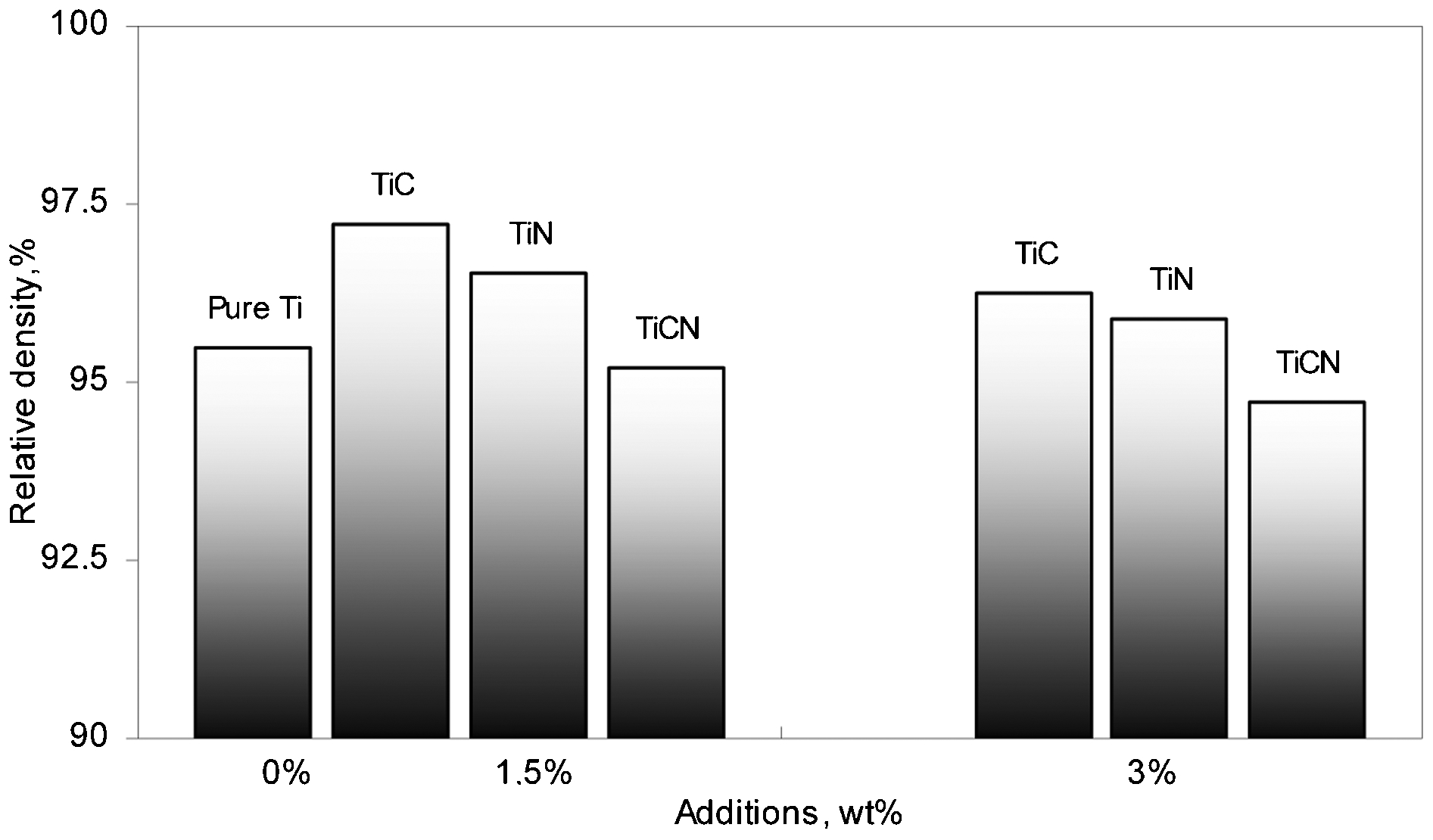
Effect of TiC, TiN and TiCN additions on relative density of injection moulded Ti samples

a Ti; b 1.5%TiC; c 3%TiC; d 1.5%TiN; e 3%TiN; f 1.5%TiCN; g 3%TiCN
Figure 3 shows the optical micrographs of Ti samples with and without additives sintered at 1300°C. As seen in Fig. 3a, it is evident that Ti samples sintered at 1300°C have significantly high porosity within the microstructure with almost evenly distributed appearance. Pores are distributed mostly in grains and some along grain boundaries. Micrographs of Ti samples Fig. 3a also reveals typical microstructure of Ti with evenly distributed pores in grains and holes in the fractured surface. Figure 3b–d–f and c–e–g shows the microstructures of samples with 1.5 and 3% additives respectively. Even though the micrographs do not exhibit distinctly, 1.5% addition of TiC, TiN and TiCN resulted in lower porosity levels and consequently higher theoretical density. It is reported that additions of ceramics as additives in some Ti alloys can lead increasing densities due to grain growth inhibition. 24 Along with the grain growth inhibition, interactions in between Ti and TiC and TiCN may ease the surface diffusion during sintering. Such interactions may stabilise and homogenise the microstructural features. 25 It can be seen that TiC and TiN particles accumulated in triple grain junctions. It should also be noted that TiCN additions has resulted some grain coarsening rather than inhibition effects. On the other hand, samples with 3% additions of TiC, TiN and TiCN have higher porosity levels and lower theoretical density. Such data indicate that reinforcing Ti matrix with increasing amount of additives is leading increased porosity level. It should be noted that the microstructural features of all the Ti based composites were very similar considering the shape, forms and distribution of porosities.
The effect of the amount of additives, such as TiC, TiN and TiCN on tensile strength (MPa) (Fig. 4a), elongation (%) (Fig. 4b) and hardness (HRB) (Fig. 4c) is shown in Fig. 4. 1.5%TiC additions illustrating a considerable increase in tensile strength. However, TiN and TiCN additions decrease the tensile strength. Especially, a dramatical decrease in case of TiCN additions is obvious for both 1.5 and 3% additions. In reinforced samples, elongation was decreased compared with that of the base Ti samples, due to the presence of TiC, TiN and TiCN particles in microstructure. Literally, one may conclude that additives acted like pores throughout the microstructure leading lower percent elongation. In contrast to the effects recorded in tensile strength and elongation, hardness data indicate that TiC, TiN and TiCN additions cause higher hardness values and with the increment of additives (3%) hardness level is getting higher and higher. Especially, the increment of hardness is very distinct in case of TiC additions. This can be rationalized in terms of the higher hardness values of TiC, TiN and TiCN particles compared to Ti particles. Standard data for such particles indicate considerably high hardness values for TiC (Microhardness, Knoop 3200–3400), TiN (Microhardness, Knoop 2300–2500) and TiCN (Microhardness, Knoop 2800–3200). It should also be noted that the microhardness values for Ti from standard tables are in between Knoop hardness 250–500 which is much lower than those of the additives, TiC, TiN and TiCN. The additions remain segregated at grain boundaries, thereby restricting the grain growth, which further contributes towards the enhancement of the hardness. It is also reported that the blocking of moving dislocations by the additions also contributes towards higher hardness levels. The hardness data also indicate that TiC added samples have higher hardness values compared to that of TiN and TiCN added samples. Such higher hardness levels can be attributed to the higher hardness of TiC particles (compared to TiN and TiCN) and higher theoretical density attained in samples with TiC additions (97.2% for 1.5% additions; 96.2% for 3% additions).
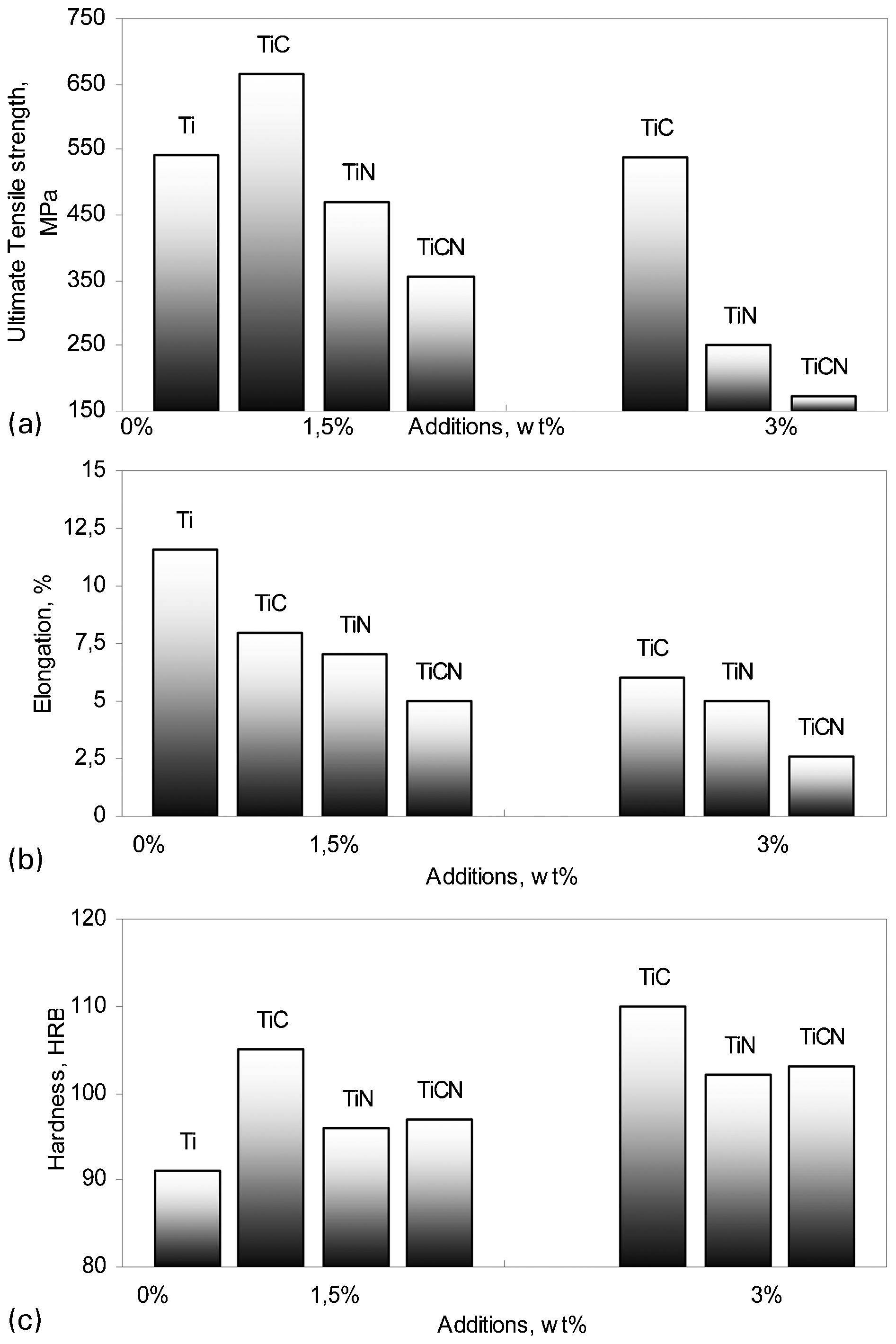
Effect of TiC, TiN and TiCN additions on tensile strength, elongation and hardness of injection molded Ti and Ti matrix composite samples
Figure 5 shows the fracture surfaces of Ti samples with and without additives sintered at 1300°C. The samples sintered at lower temperatures still show limited densification and some particulate features throughout the microstructure are visible. For Ti samples without any additives, the main fracture mode is the separation of particles and necking areas where bonding between particles took place during sintering. In samples reinforced with TiC, TiN and TiCN, the fracture mode is changed to intergranular mode due to weak grain boundary structures, thereby resulting in lower elongation values, i.e. ductility. In this regard, one may conclude that Ti sample without additives has higher elongation data which gives relatively higher ductility, while the reinforced samples have lower elongation values and result in higher brittleness to lead intergranular fracture.

a Ti; b 1.5%TiC; c 3%TiC; d 1.5%TiN; e 3%TiN; f 1.5%TiCN; g 3%TiCN
Conclusions
In conclusion, experimental results show that the Ti metal matrix composite materials can be produced using PIM techniques. The addition of TiC, TiN and TiCN to a titanium powder batch provided some benefit in terms of densification, strength and hardness, but did not produce significant improvements in ductility. The maximum sintered density achieved in this investigation was 97.2% for a Ti–1.5%TiC composite. Tensile strength of 665 MPa and hardness of 105 HRB were achieved for Ti with 1.5 wt-%TiC addition. The conditions used for processing these materials lead to good adhesion between the matrix and reinforcement, allowing the improvement of some mechanical properties.
Footnotes
Acknowledgement
This work was supported by the Scientific Research Project Program (FEN-D-030114-0017) of Marmara University.