
Abstract
The 6061-Al powder was degassed under vacuum, argon and hydrogen before mixing with 5 mass-%B4C particles. After compaction, the supersolidus liquid phase sintering was performed at 630°C under high purity argon and nitrogen atmosphere. The purpose of this experimental plan was to study the effect of different degassing and sintering environments on the compressibility and sinterability of Al/B4C composites. The efficacy of degassing condition in-terms of sintered density is in the order of hydrogen, argon and vacuum (highest). Al/B4C composite sintered under argon atmosphere after vacuum degassing showed ∼8% higher sintered density as compared to the sample with similar condition except degassing. Al/B4C composite sintered under N2 atmosphere without degassing showed ∼89% density and 65 HRB while the composite sintered under N2 atmosphere after degassing in vacuum showed ∼98% density and 89 HRB with faded boundaries between 6061-Al particles in the microstructure.
Highlights
Degassing of 6061-Al powder is performed in vacuum, argon and hydrogen atmosphere.
The efficacy of degassing condition in-terms of sintered density is in the order of hydrogen, argon and vacuum (highest).
Al/B4C composite sintered under N2 atmosphere after vacuum degassing shows ∼98% density, 89 HRB and faded boundaries between 6061-Al particles in the microstructure.
Introduction
Al/B4C composites are attracting more interests in industrial engineering due to combining the high stiffness and hardness of B4C with the ductility of aluminium without defeating the goal of obtaining a stiff low density materials. In addition to this, these composites have a better interfacial bonding as compared to the other composites such as Al–SiC and Al–Al2O3.1,2 Al/B4C composites are used as structural neutron absorber, armor plate materials and as a substrate material for computer hard disks. 1
These are being produced by different methods such as stir casting, squeeze casting, melt infiltration and powder metallurgy method.3,4 Powder metallurgy is the one of the promising techniques to avoid agglomeration and clustering of reinforcement during casting. 5 M. Mohanty et al. reported 86% sintered density of 5 mass-%B4C reinforced 1100-Al composite. 1 In a similar study, 5 mass-%B4C reinforced Al composite synthesised by powder metallurgy achieved maximum density (∼94%) under argon sintering atmosphere at 625°C. 6 The presence of B4C particles in aluminium powder during sintering usually does not interact with surface oxide of aluminium particles. However, the sintering of aluminium is tricky due to the presence of stable oxide layer on the surface of powder particles, which limits diffusion and particle to particle bonding. 7
This layer shows strong tendency for hydration reactions, when exposed to humid environments. Such hydration reactions lead to the presence of both chemically bonded and physically adsorbed water and oxygen at the powder particle surfaces. 8 The oxide layer formed reduces both the compressibility and sinterability of aluminium alloyed powders due to absence of metal to metal contacts.9,10 Therefore, it is essential in aluminium powder metallurgy that the oxide layer on aluminium needs to be destroyed to enable effective compressibility and sinterability.
One of the approaches to circumvent this oxide layer problem is vacuum degassing treatment prior to compaction which removes moisture, adsorbed hydrogen and oxygen, decomposes hydrated oxides and supposedly transforms ductile aluminium hydroxide into brittle γ-alumina, which can break up during compaction.8,11–14 Degassing of aluminium powder under argon atmosphere is promising because it reduces the degassing time and delayed rehydration of aluminium powder due to slow rate of argon desorption. 14 Zhao et al. reported that the compressibility and green strength of mechanically alloyed 6061-Al and SiCp reinforced composites is increased after degassing under H2 atmosphere. 15
As a result of degassing treatment, sinterability of aluminium is improved, which in turn increases the density of the material. Density of Al/B4C composite is an important aspect for the improved mechanical properties and neutron absorption property to avoid perforation. 16 This may also result in decreasing the wall thickness of the component and ultimately weight saving of the product like basket material for storage or transportation of spent nuclear fuel.
Considering the effectiveness of different degassing techniques on the matrix's particles bonding, Al/B4C composite in two different sintering atmospheres are not compared in the literature. In the present work with the aim to enhance the sintering process, degassing treatments under vacuum, argon and hydrogen were introduced prior to sintering of Al/B4C compact and their effects are studied in-terms of compressibility and sinterability above solidus temperature in argon and nitrogen atmospheres with dew point (−42°C).
Experimental
Material
The matrix material used in this study was gas atomoised 6061-Aluminium (Al) powder. The composition of 6061-Al is shown in Table 1. The particle size of 6061-Al powder was 15 to 45 μm and it was <15 μm for B4C.
Composition of 6061-Al alloy powder/mass-%
Degassing
Vacuum degassing (VD) was performed by placing 50 g of 6061-Al powder in a tube furnace. The furnace was first evacuated up to 10−5 torr and then heated to 400°C with heating rate of 2°C min−1. When the desired temperature and vacuum of 10−5 torr was achieved, the powder was held for 2 h under these conditions. After holding time, the furnace was cooled to room temperature in the desired vacuum to avoid re-hydration of Al-6061.
Argon degassing (AD) was performed by placing 50 g of Al-6061 powder in a tube furnace. After purging the furnace with Ar gas for three times, a flow rate of 5 lit min−1 was maintained throughout the process. The furnace temperature was raised up to 400°C. It was cooled to room temperature in argon atmosphere after holding time of 2 h. Hydrogen degassing (HD) was carried out by placing 50 g of Al-6061 alloy powder in a tube furnace. After purging the furnace with H2 gas for three times, a flow rate of 5 lit min−1 was maintained throughout the process. The furnace temperature was raised up to 400°C and held for 2 h. The furnace was cooled to room temperature in H2 atmosphere. The degassed powders were stored in dry box and compacted within 2 h after degassing cycle.
Mixing and compaction
The 6061-Al powder was mixed with 5 mass-%B4C powder in a ball mill with 1∶1 charge ratio for 1 h to get homogenous distribution of B4C particles. Stearic acid (0.02 mass-%) was added as process control agent. Mixing was performed under argon atmosphere to avoid further oxidation of newly exposed surfaces. The powder mixture of 6061-Al and B4C was uniaxially pressed into cylindrical pellets under a pressure of 420 MPa (∼19 mm diameter and ∼6 mm height).
Sintering
The green pellets were sintered in a tube furnace at a rate of 5°C min−1 to 630°C for 2 h under N2 and Argon atmospheres (dew point: −42°C). After sintering, the pellets were cooled in the respective atmosphere to room temperature. The density of sintered pellets was measured by Archimedes principle.
Metallography and hardness
The sintered pellets were cut through centreline periphery and sectioned across the thickness for metallographic studies. The polished surface of Al/B4C was examined under field emission scanning electron microscope (FESEM). Macroscopic hardness of sintered Al/B4C Composites was measured on Rockwell B (HRB) testing machine. The given values of hardness are average of five measurements on each sample.
Results and discussion
Degassing of 6061-Al powder results in the evolution of H2O, H2 and transformation of ductile aluminium hydroxide into brittle crystalline γ-alumina due to the occurrence of following chemical reactions on the surface oxide layer
12





Mass losses due to VD, AD and HD are shown in Fig. 1. Three samples were used for mass loss measurements. The mass loss of 6061- Al powder sample is smallest in case of HD, which means that the rate of removal of adsorbed spices (H2O and H2) from the surface of oxide layer is minimum as compared to VD and AD. This may be due to the suppression of chemical reaction (5) due to hydrogen atmosphere already present during degassing. The process AD shows smaller mass loss as compared to VD. This may be due to suppression of chemical reaction (5) because of adsorption of argon gas on freshly exposed aluminium surface.
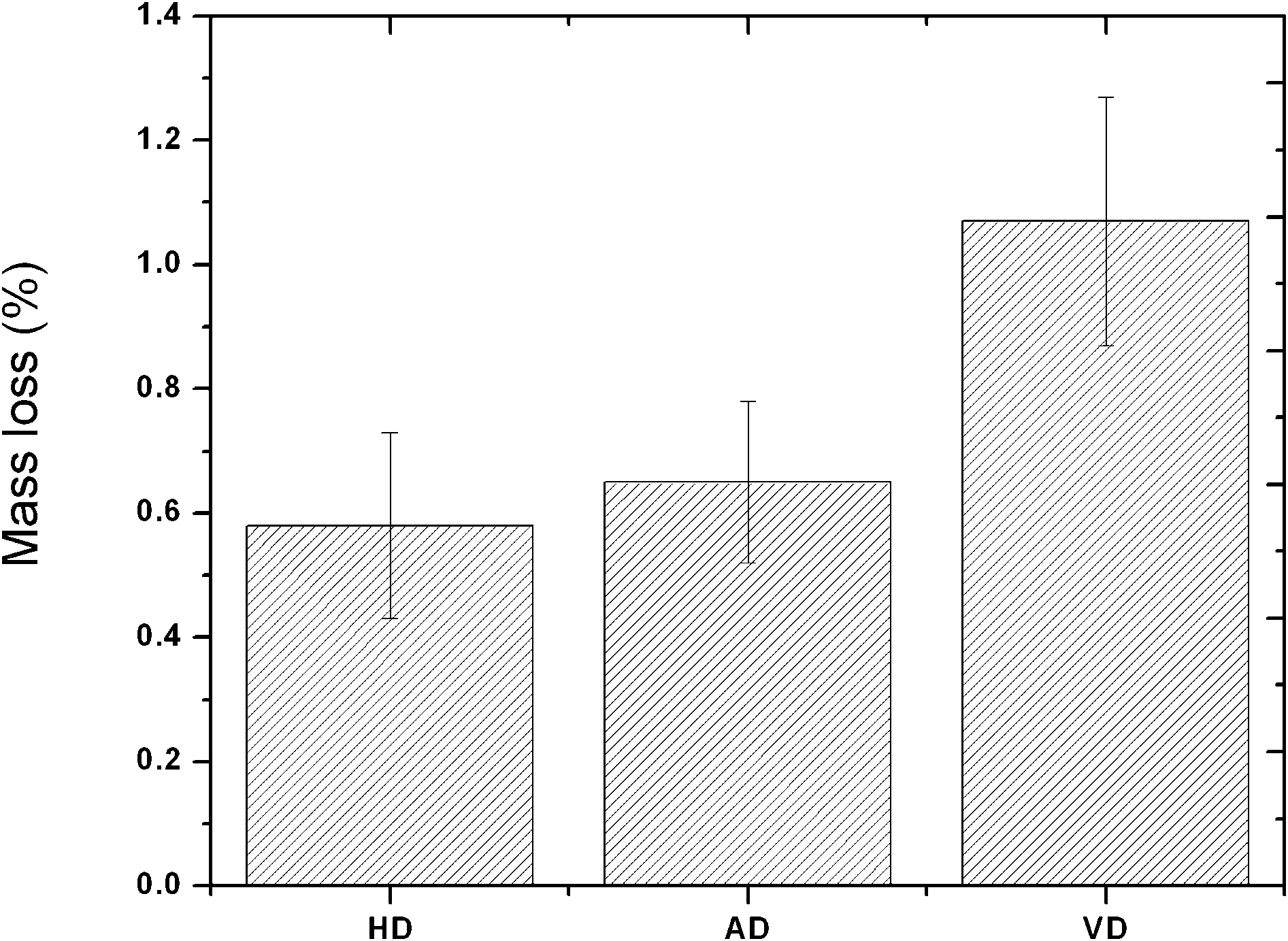
Mass changes of 6061-Al alloy powder due to degassing in hydrogen, argon and vacuum
Figure 2 summarises the green density data of 6061-Al/B4C composite compacts prepared from degassed and without degassed (WD) powders. The green density of WD compact is ∼89%, which increases with degassing, in different conditions. The maximum green density of Al/B4C composite compacts achieved after vacuum degassing is ∼96%, which is 7% higher than compacts produced from without degassed powder. This could be due to the complete transformation of ductile aluminium hydroxide into brittle crystalline γ-Al2O3 during vacuum degassing (easily breakable during compaction), resulting in formation of larger number of metal to metal contacts.
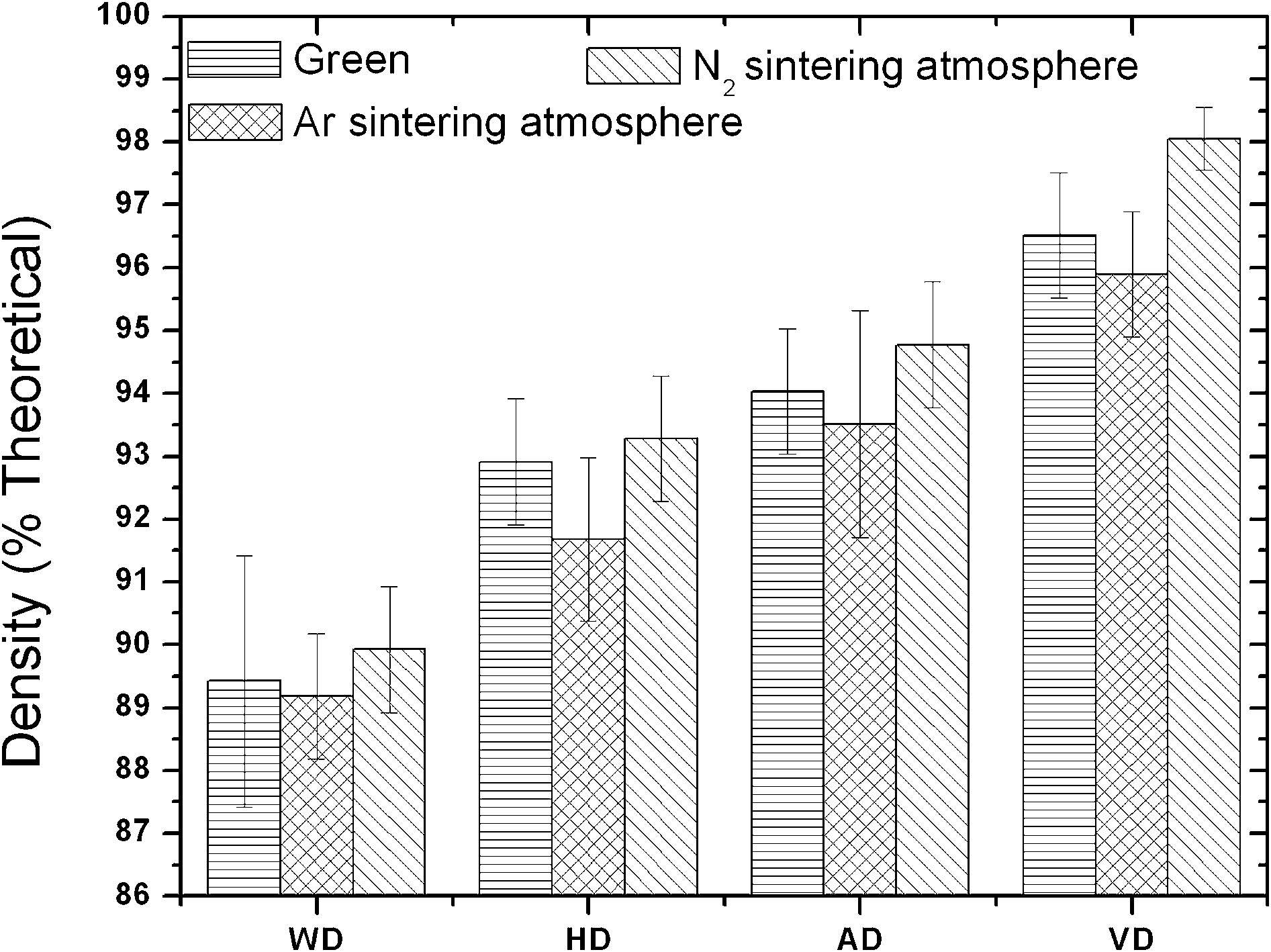
Effect of degassing conditions on green and sintered density
The sintered density of Al/B4C composite produced under argon atmosphere is lower than green density in all investigated conditions as shown in Fig. 2. This could be due to the presence of argon gas in the pores, increasing gas pressure in the compact during sintering, resulting in swelling of compacts. The sintered density produced under N2 atmosphere after vacuum degassing is highest i.e. ∼98% in all investigated conditions, which is ∼9% higher than that found in the compacts produced from without degassed powder. This is due to the formation of AlN on the surface of Al particles consuming the trapped N2 and reducing the gas pressure in the pore thereby favouring pore filling. 17 In the similar studies, Srinivasa Rao et al. found ∼91% sintered density for 5 mass-% of SiC reinforced 6061-Al composites after sintering in vacuum at 635°C, which is 8% lower than achieved in present study. 18 This is due to the effective degassing treatment and efficient sintering process under N2 atmosphere. Two high density (VD sintered under argon and N2 atmosphere) and one low density (WD sintered under N2 atmosphere) compacts have been selected for further investigations in this study.
Figure 3a and b shows microstructures of Al/B4C composite sintered under N2 atmosphere without degassing and degassing under vacuum respectively. The microstructure of Al/B4C composite consists of B4C particles (black), precipitates (white) and pores/void at interparticle boundaries in 6061-Al matrix. The presence of pores at the triple points and interfaces between particles is an indication of incomplete sintering (Fig. 3a). This is due to the presence of surface oxide layer (Al2O3), which reduces the sinterability.9,10 The absence of voids and faded particle to particle boundaries in Fig. 3b shows good sinterability of 6061-Al powder, which is due to the effective vacuum degassing treatment step prior to compaction supporting the results shown in Fig. 1. The effect of sintering atmosphere on the microstructure of Al/B4C composite after vacuum degassing is shown in Fig. 3b and c. The interparticle boundary is faded in Fig. 3b as compared to Fig. 3c, which is due to the formation of AlN, favouring pore filling. 17
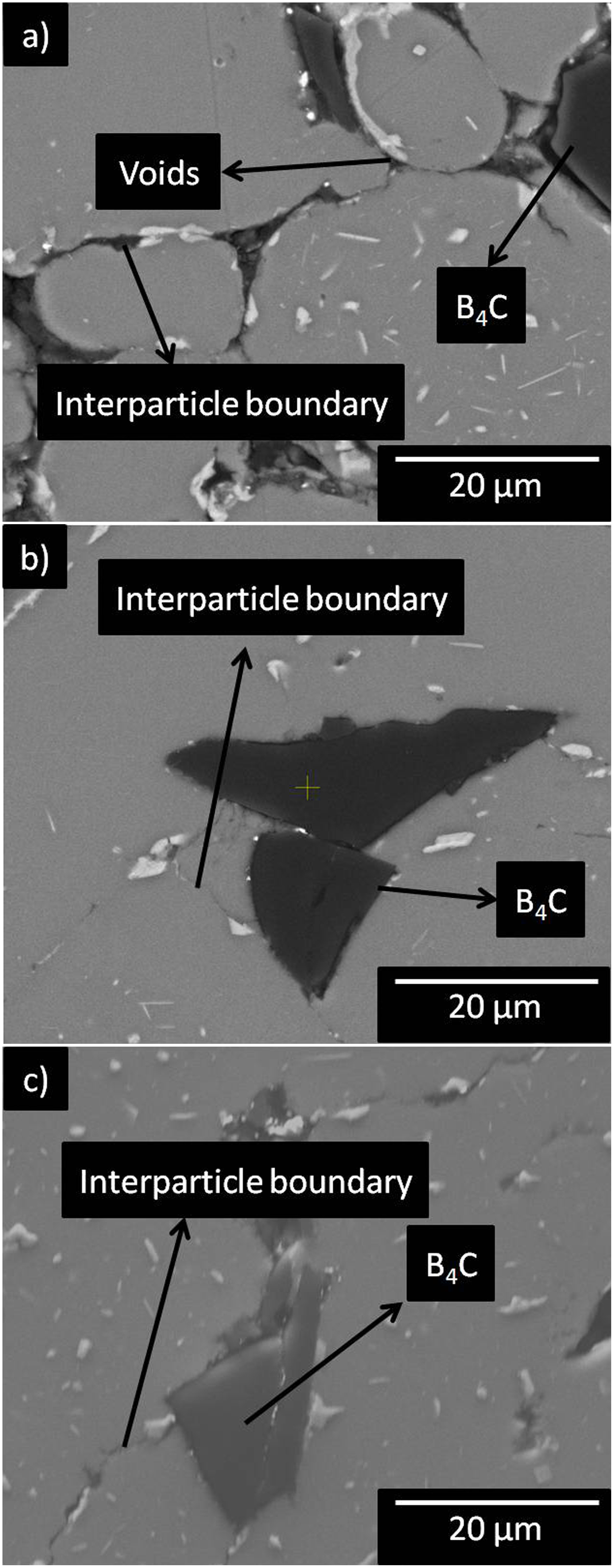
Microstructure of Al/B4C composite sintered under a N2 atmosphere without degas, b N2 atmosphere after vacuum degas and c Ar atmosphere after vacuum degas
The AlCuMgO phase is also identified at the interparticle boundary as shown in Fig. 4a. Figure 4b shows EDX analysis of phase marked with plus sign in Fig. 4a. Yan et al. reported that Al2O3 film has been transformed into AlSiO and AlCuMgSiO phases at the interfaces in a similar liquid phase sintering process of Al–2Mg–2Si–0.25Cu alloy under N2 atmosphere.
17
Mg plays a key role in this process. The free energy of formation of magnesium oxide (spinel) is more negative than that of oxide of aluminium favouring following reduction reaction.
19

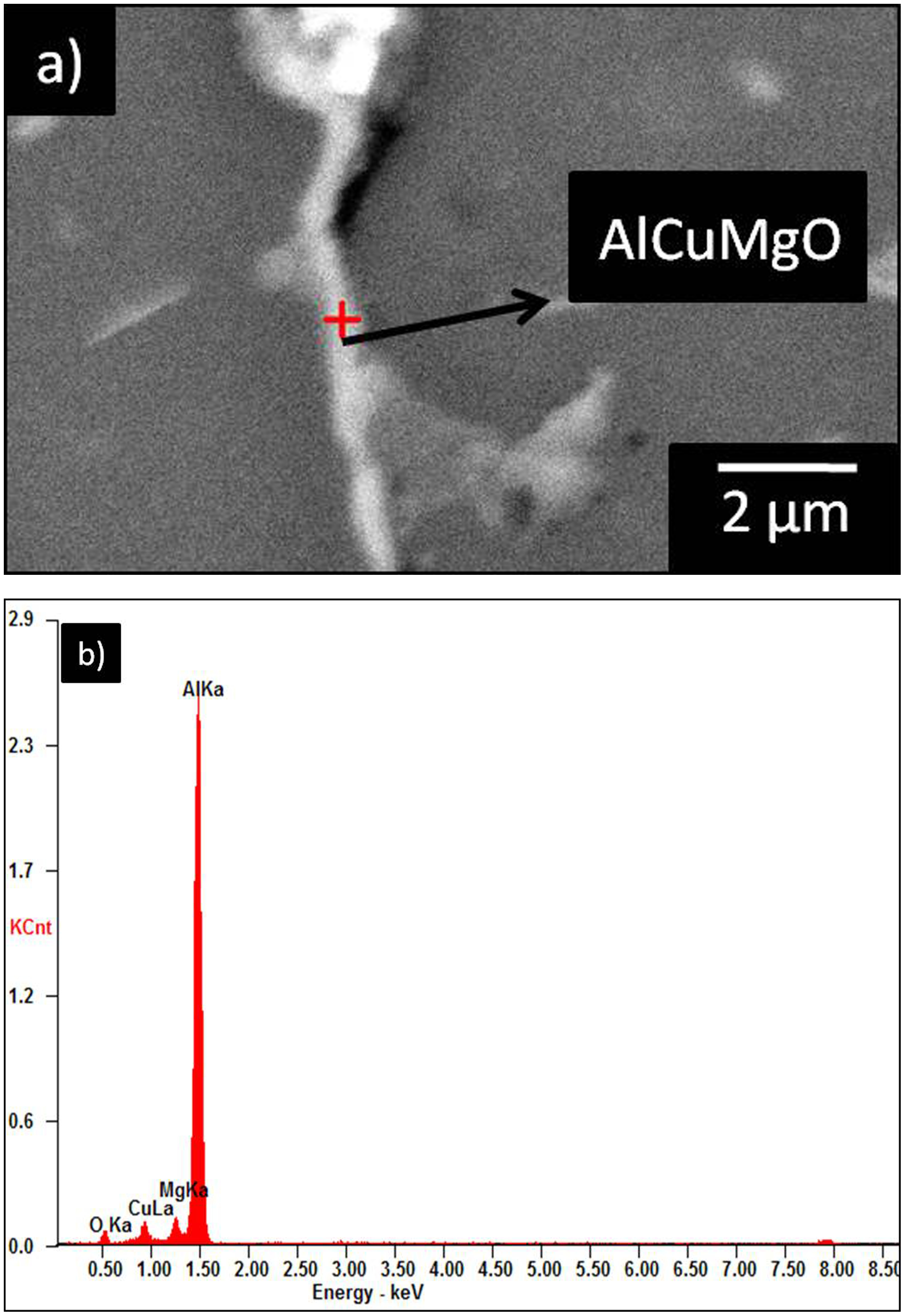
Microstructure of Al/B4C composite sintered under N2 atmosphere showing a AlCuMgO phase and b EDX spot analysis
The observation of AlCuMgO phase in the present study provides new insights into the role of Cu with Mg in the disruption of Al2O3 film by creating shear stresses in the film similar to AlCuMgSiO, thus facilitating diffusion, wetting and sintering. Figure 5 shows hardness of sintered compacts produced; without degassing and sintering under N2 atmosphere, vacuum degassing and sintering under Ar and N2 atmospheres. The VD sintered under N2 atmosphere shows ∼35% higher hardness as compared to WD sintered under N2, which is due to the highest density achieved as a result of rupturing of surface oxide layer (Fig. 2).
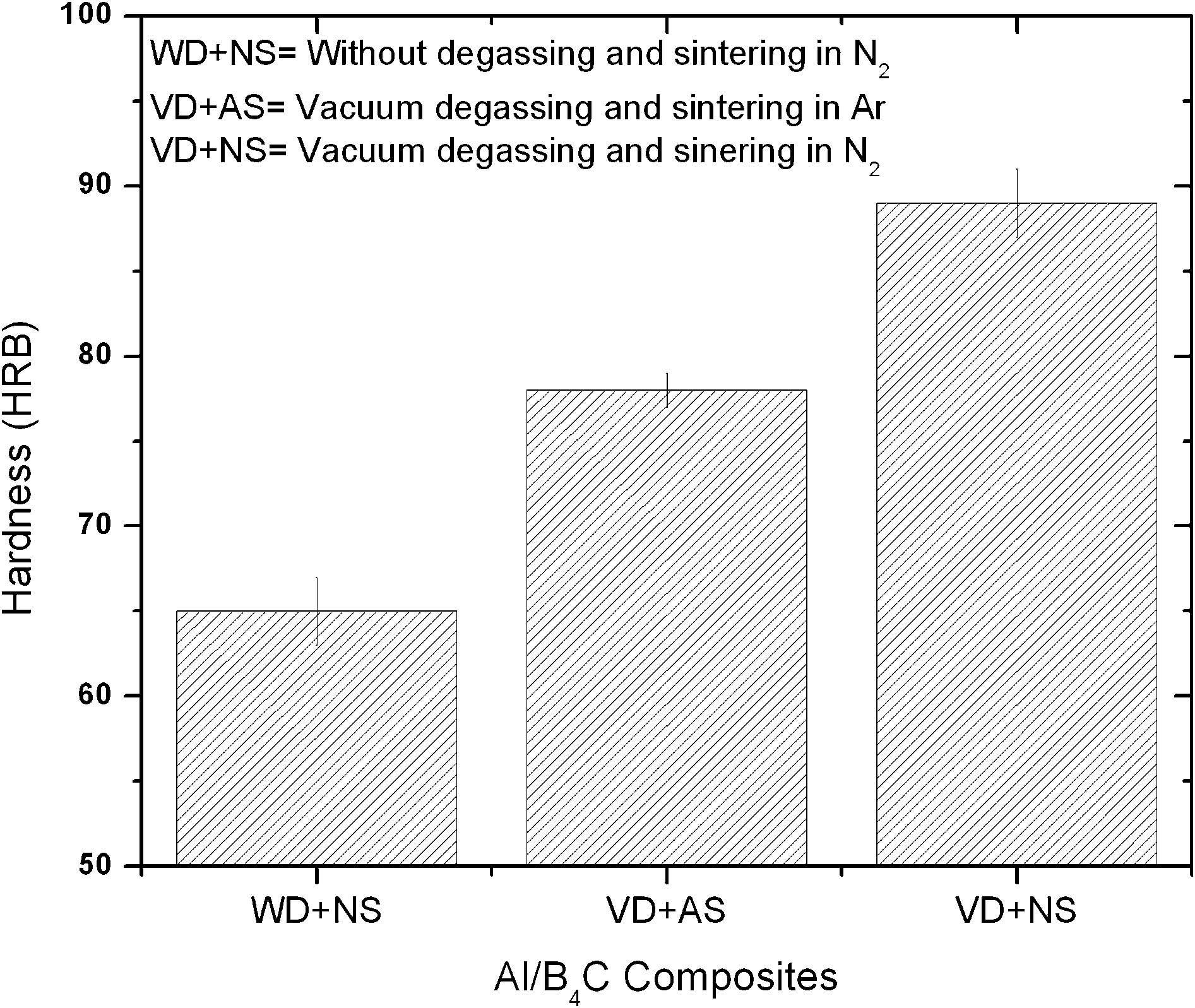
Hardness of Al/B4C composites
Conclusions
The 6061-Al reinforced with 5 mass-%B4C was synthesised by press and sinter powder metallurgy route. Degassing of alloy powder was performed under vacuum, argon and hydrogen environments before compaction and sintered under high purity argon and nitrogen atmospheres to break up oxide layer for achieving better interparticle bonding. Following conclusions are drawn.
Degassing under vacuum, argon and hydrogen atmospheres improves green density of Al/B4C composite by ∼4–7%, which may be due to removal of adsorbed contents of moisture and hydrogen.
The efficacy of degassing condition in-terms of sintered density of Al/B4C composite is in the order of hydrogen, argon and vacuum (highest).
The composite produced from degassing under vacuum and sintering under N2 condition shows highest density (98%) and hardness (89 HRB) due to formation of larger number of metal to metal contacts during compaction and formation of AlCuMgO and AlN phases during sintering.
Footnotes
Acknowledgements
Z. Asghar would like to thank Muhammad Musaddiq for help in degassing and sintering experiments. The authors acknowledge the cooperation of members of Powder Processing Group.