
Abstract
Al based nanocrystalline alloys with high fracture strength are fabricated using consolidation and controlled crystallisation strategy of amorphous powder precursors. The sintered product exhibits high specific strength of 3.18 × 105 Nm kg− 1. The compacted microstructure and ultrafine grains caused by sufficient densification and crystallisation of Al based amorphous powders are responsible for considerable properties of the sample. Furthermore, the densification process and mechanical behaviour of the sintered Al based nanocrystalline alloy are investigated in detail. The Al based nanocrystalline alloys prepared by synergetic process of powder consolidation and crystallisation of amorphous can exhibit much improved mechanical properties compared with conventional Al alloys, which can have potential engineering applications.
Introduction
Al based amorphous alloys have attracted widespread attentions due to their low density, high hardness and strength (∼1.0 GPa), and good corrosion resistance.1–3 However, the low amorphous forming ability and poor thermal stability of Al based amorphous alloys restrict their actual size, which hinders further engineering applications. 4 To fabricate large size light metal based amorphous alloys such as Ti and Al based, powder metallurgy (PM) route is an alternative technique for obtaining amorphous alloys and their composites with large scale.5–7 On the other hand, to accelerate applications of amorphous alloys, nanocrystalline alloys with excellent properties have been successfully fabricated using the method of crystallisation from amorphous solids.8,9 Nevertheless, the fracture strength of conventional crystalline Al based alloys is in the range of 550–600 MPa, which does not exceed 700 MPa. 10 The relatively low strength of common Al alloys limits their actual application. As the mechanical properties such as strength are determined by the microstructure, e.g. the grain size, one of the feasible processes to attain high strength Al alloy is to refine the grain size to nanoscale.
Because of the advantages for short processing time, low sintering temperature and strong self-purification of particles surface ability of spark plasma sintering (SPS), it enables the metallic powders to be sintered to full densification and near net shape production. 11 In addition, these features of SPS can provide simple method to fabricate nanocrystalline alloy with outstanding properties. 12 Up to date, the SPS technique has been performed to obtain nanocrystalline Al/Al alloys for improving their mechanical properties. Fang et al. 13 fabricated high entropy Al alloy with high hardness and strength using mechanical alloyed powders and SPS. Pruša et al. 14 developed a short term mechanical alloying route for Al alloy and obtained Al–Si–Fe alloys with grain size < 200 nm by SPS. Liu et al. 15 and Sweet et al. 16 used SPS technique to synthesise nanocrystalline Al with much improved hardness, compressive and tensile strength. Although advanced Al/Al alloys can be successfully fabricated using SPS method, it is still difficult to obtain ultrafine grain sized material in scale of several tens of nanometers due to the difficulty in controlling grain growth for nanocrystalline powders. Moreover, for mechanical alloyed powders, they are easily contaminated by oxygen and other impurities from external environment, which could decrease the properties of prepared alloys.
Gas atomisation technology has been widely utilised to produce metallic powders with high quality, and Al based amorphous powders can be obtained using this method 17 because of high cooling rate. High temperature sintering of amorphous powder precursors can process amorphous alloys and their composites with high strength in bulk form.18,19 During the sintering process, the heat (temperature) can lead to the phase transition from metastable phase to stable phases, i.e. the crystallisation of amorphous phase can occur during sintering densification. 10 Based on the above demonstrations, it is expected that high strength Al based nanocrystalline alloys can be fabricated using crystallisation strategy of amorphous powders during sintering consolidation. In this work, Al–Ni–Ce metallic powders are utilised to produce high strength (>1.0 GPa) bulk Al based nanocrystalline alloys. The microstructure and mechanical compressive properties are investigated in detail.
Experimental
Al based metallic powders (nominal composition of Al85Ni10Ce5 in atomic percent) were fabricated by the gas atomisation method. The atomisation was carried out on a close coupled nozzle atomising system. The master alloy was induction heated to a superheat temperature of ∼100 K and then atomised by a jet of Ar at 5 MPa. The size distribution of the powders was measured using a Malvern Mastersizer laser particle size analyser. The powders were then sintered at 630 K for 1.5 min at a mean heating rate of 40 K min− 1 using the SPS (3.20-MK-V type instrument) technique. The sintering pressure was 300 MPa, which was applied by a steel die and punches. After holding at 630 K, the sintered sample was naturally cooled down to ambient temperature without compulsive cooling. The sintered samples have a cylindrical shape with a dimension of φ20 mm × 6 mm, and the density of the sintered sample was determined using the ‘Archimedes’ method.
The structural characteristics were investigated by X-ray diffraction (XRD, D/Max-RA diffractometer, operated at 40 kV and 60 mA with Cu Kα), differential scanning calorimetry (DSC, Pyris-1), scanning electron microscopy [SEM, HITACHI S-4700 operated at 20 keV and equipped with energy dispersive spectroscopy (EDS)] and transmission electron microscopy (TEM, Tecnai G2 F30 operated at 300 keV). The scan mode of XRD measurements was continuous θ–2θ (Bragg–Brentano system), and the test parameters were as follows: angle range 20–80°, scan speed 2° min− 1 and sampling 0.02°. The DSC equipment was calibrated with pure Al standard sample with temperature accuracy < 2 K. The TEM samples were prepared to 30 μm by mechanical polishing, followed by electropolishing using solution of 10% HClO4 +90% (vol.-%) ethanol. The mechanical responses with as dimension of φ2 mm × 4 mm cut from the sintered sample were evaluated by the quasi-static compression test with strain rate of 2 × 10− 4 s− 1.
Results and discussion
Figure 1 shows the morphology of gas atomised Al based metallic powders. As shown, the powder sizes distribute between several micrometers to several tens of micrometers. According to size distribution analysis of the powders, most powders have particle sizes between 20 and 60 μm. In addition, the mean particle size (D50) in this work can be determined to be 26.1 μm. Inset of Fig. 1 is the XRD pattern of the atomised powders. As can be seen, the pattern is composed of a broad halo superimposed with several sharp diffraction peaks, indicating a coexistence of the amorphous and crystalline phases for the atomised powders. Actually, it is demonstrated that a certain smaller particle size causes a relative higher cooling rate, which in turn can result in full amorphous state (the powders < 15 μm exhibit fully amorphous microstructure in this work).20,21 However, larger powders with lower cooling rate exhibit amorphous–nanocrystalline composite phase constitution. In addition, most of the metallic powders have spherical shapes and smooth surfaces due to the interfacial tension effect during rapid solidification. Based on the EDS analysis, the composition of the powders after atomising is Al84.51Ni8.93Ce5.67O0.89 (at-%), which slightly differs from the nominal composition. In addition, it is noted that a small amount of O occurs on the surfaces of the metallic powders, although inactive Ar gas is utilised for the atomisation.
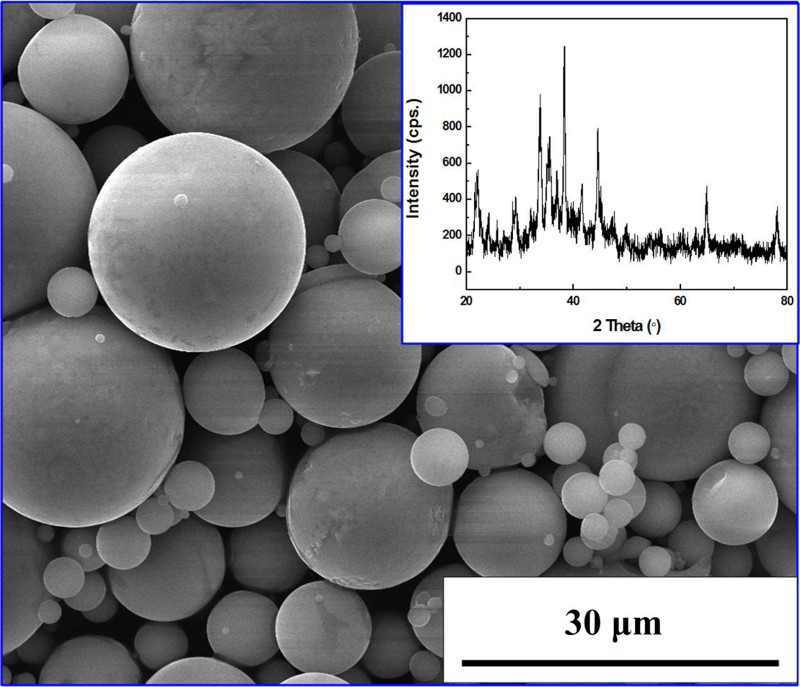
SEM morphology of gas atomised Al based metallic powders; inset shows XRD pattern of atomised powders
In order to evaluate the thermal stability (crystallisation behaviour) of Al based amorphous phase and better control nanocrystallisation processing of sintering, the DSC tests are carried out. Figure 2a presents the typical DSC curves for Al based metallic powders with different heating rates. As can be seen, the crystallisation temperature (Tx), first crystallisation peak temperature (Tp1) and second crystallisation peak temperature (Tp2) shift to higher values with the increasing of heating rate because of the influence of dynamic heating factor.
22
Furthermore, according to the peak temperatures of DSC curves at different heating rates, the apparent activation energies of crystallisations can be obtained using the Kissinger relation.
23
In addition, the Kissinger equation is as follows:

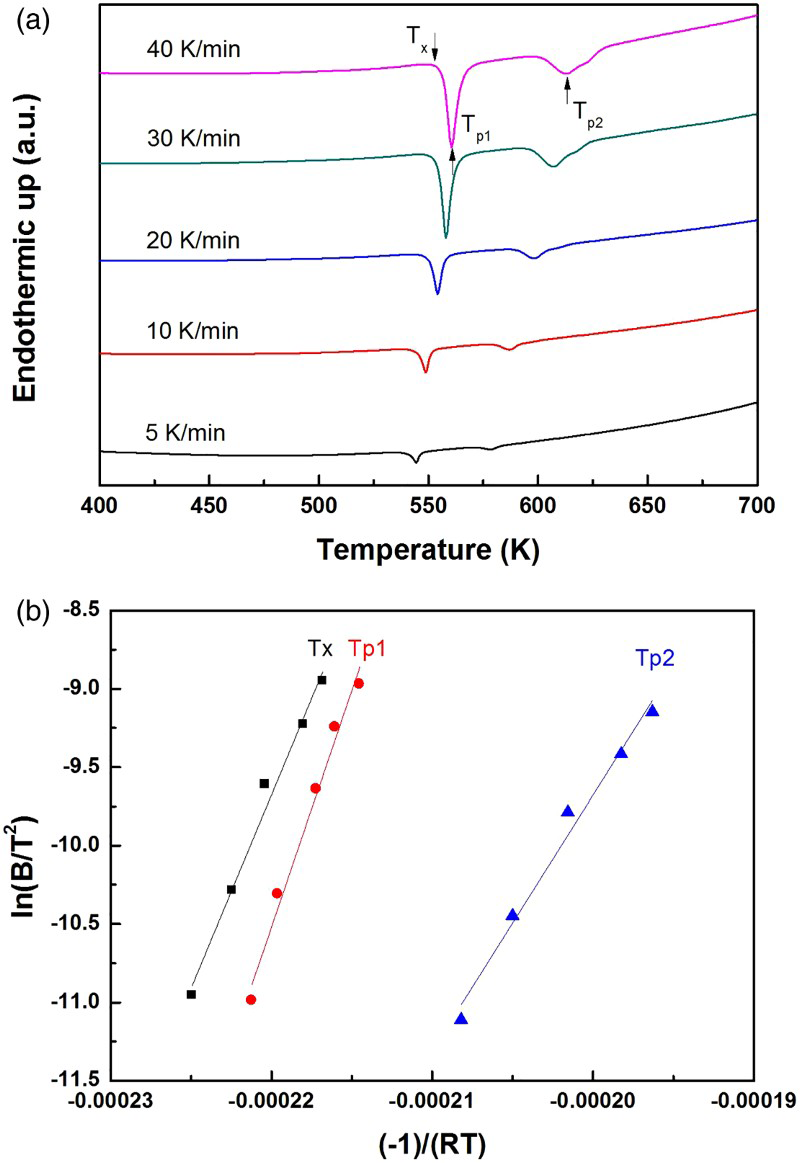
a DSC curves of gas atomised Al based metallic powders with different heating rates; b Kissinger plots of ln(B/T2) versus ( − 1)/(RT) obtained from continuously heating DSC scans
For obtaining bulk Al based alloys with remarkable properties, is the following are essentially required: (i) high consolidated density of the sample and (ii) nanocrystalline microstructure by controlling the sintering crystallisation process. Therefore, for the SPS, is the following generally realised: (i) a relatively higher heating rate for restraining the structural relaxation of amorphous phase, (ii) avoiding the temperature overshooting in case of high heating rate and (iii) relatively lower sintering temperature and holding time. To consolidate amorphous powders, it is essential to note that there is nearly no plastic deformation at room temperature, but the particles fragment. As sintering pressure increases, powder fragments increase both the density of surface contacts and the packing density, 18 which in turn can enhance the densification process. Furthermore, for a high sintering stress, a low sintering temperature and short holding time can be utilised for densification, which is helpful to obtain amorphous phase and especially nanocrystalline microstructure after sintering. Based on the thermal analysis and above discussions, a bulk Al crystalline alloy is successfully fabricated under a stress of 300 MPa. Figure 3a is the SEM image of the cross-section (vertical to the loading) for sintered bulk Al based alloy. One can see a compacted microstructure without evident microsized pores, namely, sufficient densification of the powder precursors takes place during sintering. In case of high pressure, the densification is rapid, and the densification rate dV/dt can be related to the applied pressure P 18 : (dV/dt)∝ or ∝[(gγ)/x+P], where γ is the solid vapour surface energy, and g is a geometric term that depends on both the stage of sintering and the way in which x (a sintering stage parameter) is measured. Based on the above equation, it is noted that a high pressure accelerates sintering by plastic flow and viscous flow of the amorphous powders at elevated temperatures. From longitudinal section view of the sample (parallel to the loading, inset of Fig. 3a), heavily deformed powders with ellipse shapes (indicated by the red arrows) can be observed, indicating that a severe deformed densification caused by stress occurs during the SPS.
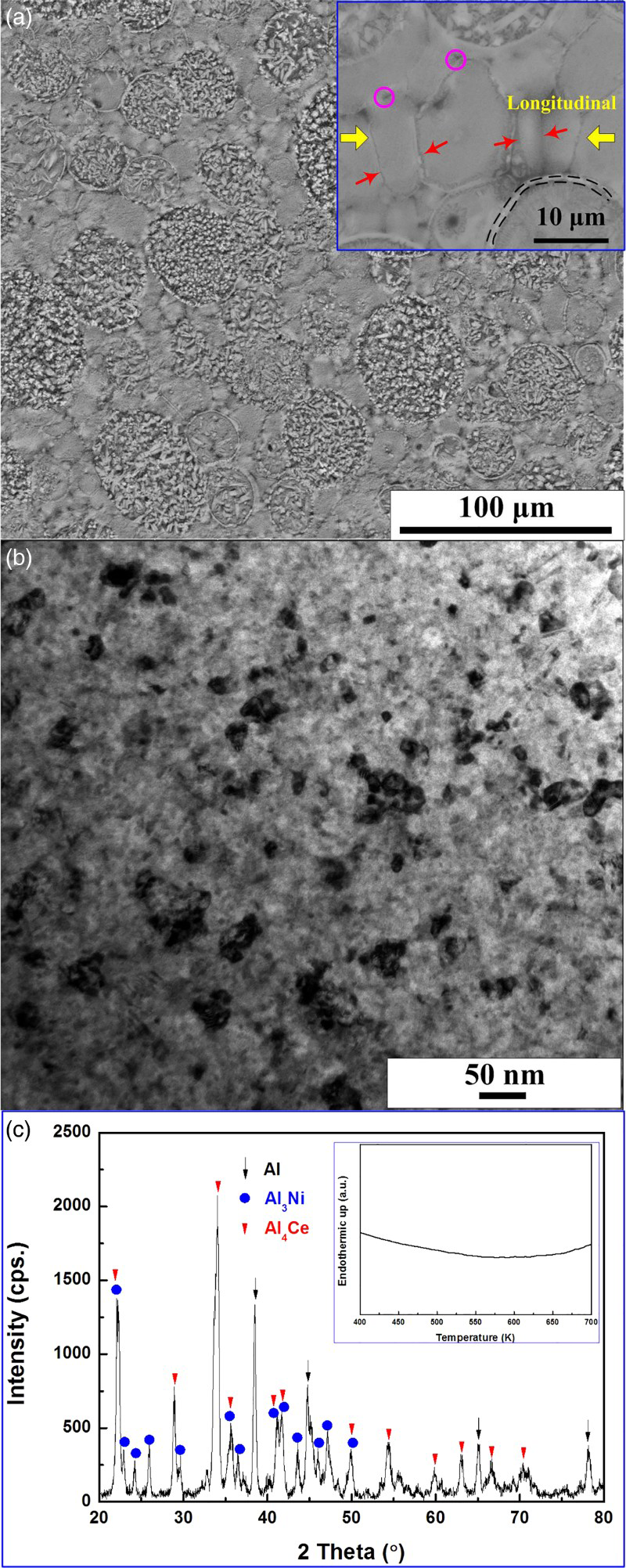
SEM image (a), TEM image (b) and XRD pattern (c) of sintered Al alloy; inset of (c) shows DSC curve of sintered sample
It is well known that a certain amount of excess free volume is trapped in amorphous powders when they are rapidly solidified, i.e. gas atomisation, which will play a key role in atomic diffusion. Heating/annealing of the amorphous phase will lead to structural relaxation, and deformation can also promote a short range atomic rearrangement by a reduction in the free volume. Consequently, a sintering process involves simultaneous densification and crystallisation of amorphous powders, which are determined by the diffusion of atoms. When the sintering temperature is below Tg (glass transition temperature), the atomic motion is very limited. An increase in temperature above Tg will lead to diffusion annihilation of the excess free volume, resulting in structural relaxation of the amorphous before crystallisation eventually takes place. At sintering temperatures near or above Tx, as the activation energy supplied by the temperature is sufficient to overcome the barrier (Fig. 2b), the flow will cause rearrangement of atoms and thus crystallisation of the amorphous phase. As mentioned above, the activation energies Ex, Ep1 and Ep2 for Al based amorphous phase in this work are 246.6, 302.0 and 163.2 kJ mol− 1 respectively. On the other hand, the interfacial bonding (densification) of amorphous powders during SPS includes volume viscous flow, surface diffusion and plastic flow 18 : when one atom moves across the interface in one direction, another moving atom is likely to partially fill the vacated space in the opposite direction, thus resulting in interface diffusion bonding and free volume motion. For comparing the calculated activation energy for crystallisation and diffusion, it is noted that the activation energy for interdiffusion in Al (QD ∼144.53 kJ mol− 1, i.e. ∼1.5 eV) is lower than that for precipitation of nanoscale crystals in this alloy system. 25 Consequently, the densification caused by diffusion bonding takes place primarily during sintering. Then, with increasing the temperature, once the crystallisation occurs, the viscosity of the amorphous matrix increases sharply, which makes further atomic motion more difficult and hinders the densification process. Therefore, although the sintered microstructure is compacted, few nanosized pores still exist on longitudinal section of the sample (inset of Fig. 3a), indicated by the circles. Moreover, the sintered bulk sample has a mass density of 3.46 g cm− 3, which suggests a relative density of ∼99.1% when compared with that of the casting alloy. Because a pulsed current directly passes through both the die and amorphous powders with axial pressure applied for SPS, the local thermal and stress fields are considered to promote interface bonding formation among the relaxed particles. The flow deformation and local thermal field diffusion simultaneously promote mass transport. In some cases, spark plasma is believed to be generated as the powder junctions. The increase in the local temperature at the powder surface will also lead to the crystallisation at the powder surfaces, and a typical nanocrystal layer that formed among powder boundaries is shown in the inset of Fig. 3a as indicated by the dashed line. Figure 3b presents TEM morphology of the sintered sample. As shown, numerous nanosized crystals appear after sintering and the sizes of these crystals range from several nanometres to several tens of nanometres.
Figure 3c shows the XRD pattern of the sintered Al alloy. There is no broad diffused peak that belonged to amorphous phase that was detected when compared with the atomised powders (inset of Fig. 1). Moreover, no evident exothermic peaks appeared on the DSC curve (inset of Fig. 3c), also confirming the crystalline nature of the sintered sample. The sharp XRD diffraction peaks revealed that the crystalline phase constitutes the alloy sample and these sharp peaks can be indexed as Al, Al3Ni and Al4Ce structured phases. According to Scherrer equation, the average grain size of the crystals can be evaluated to be ∼26.3 nm, suggesting a nanosized microstructure of the sintered Al alloy and further confirming the TEM result. For a high sintering pressure, it can limit long distance atomic diffusion, which does not favour the growth of a crystalline nucleus. Therefore, the high pressure applied during SPS can delay crystalline growth and help to obtain nanosized grains of the sintered product.
To test the mechanical properties of the sintered bulk Al alloy, compressive experiments are performed, and inset of Fig. 4 presents a schematic diagram for the SPS process. The direction parallel to the sintering stress loading direction is referred as the longitudinal direction; meanwhile, the direction perpendicular to the loading is defined as the transverse direction. The room temperature compressive tests are carried out for samples cut from both two directions, and the results are shown in Fig. 4. The stress–strain curves of the two samples are similar, revealing that the mechanical properties of the sintered sample are uniform. In particular, although no clear plastic deformations are seen for the two samples, they possess high fracture strength of ∼1.1 GPa after elastic deformation of ∼2.0%, which are much higher than the strength of conventional crystalline Al alloys. Table 1 summarises the composition, sample size, phase constitution and fracture strength of typical Al based alloys. As can be seen, using conventional casting method, Al based amorphous alloys can be fabricated. However, the critical sample size is very limited due to the poor forming ability of Al alloy system, which restricts actual applications of this kind of materials. Large sized nanocrystalline Al alloys with comparable or even higher strength than their amorphous counterparts have been obtained through PM route in this work, and some complicated shaped parts can also be fabricated because of the advantage of near net shape forming for powder consolidation. 17 In particular, the compressive stress–strain curves show the brittle characteristics of the alloys investigated in this work. It is believed that the brittleness is attributed not only to the presence of a large amount of the intermetallic phases (Fig. 3b) but also to the presence of the nanopores (inset of Fig. 3a) due to incomplete compaction caused by the crystallisation. Additionally, the concurrent formation of nanosized crystals during SPS densification leads to the superior properties of the sintered bulk sample. The sintered density of Al alloy is determined to be 3.46 g cm− 3, and this corresponds to a specific strength of 3.18 × 105 Nm kg− 1, which is higher than most engineering alloys. 28 The compressive fracture surface of Al alloy is further investigated, and the morphology is shown in Fig. 5. One can see that the surface is coarse with hierarchical sidestep features, suggesting that the fracture cracks can be effectively hindered by interfering with small size crystals and thus absorbing more energy during deformation. Furthermore, few vein-like patterns are observed on some sidesteps, which also reveals that the compressive deformation before fracture is severe.
Composition, sample size, phase constitution and fracture strength of typical Al based alloys

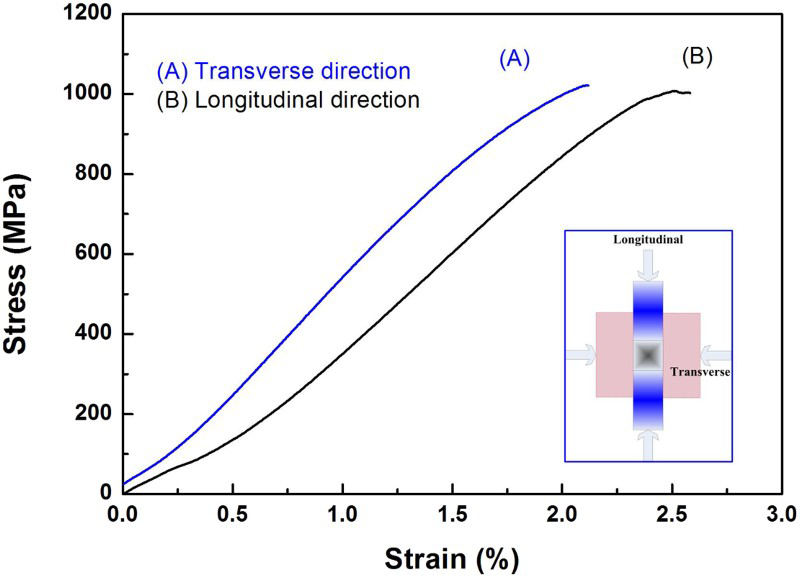
Compressive stress–strain curves of sintered Al alloy: a transverse direction and b longitudinal direction; to clarify difference of these two curves, curve a has been shifted slightly
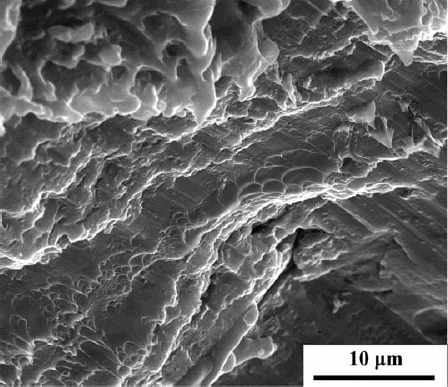
Fracture surface of sintered Al alloy
In this work, Al nanocrystalline alloys with excellent properties such as high strength (∼1.1 GPa) can be fabricated using PM method and well controlling the crystallisation strategy of amorphous powder precursors. Since such a nanocrystalline microstructure and thus high strength are not easily obtained using thermomechanical treatments in the case of wrought alloys, the combination of consolidation and crystallisation treatment of amorphous powders may be one of the feasible processing routes to achieve ultrahigh strength Al based nanocrystalline alloys.
Conclusions
In this work, Al based metallic powders are fabricated using gas atomisation method. The small powders with high cooling rate are fully amorphous, and they exhibit activation energies Ex, Ep1 and Ep2 of 246.6, 302.0 and 163.2 kJ mol− 1 respectively based on the Kissinger relation. In particular, bulk nanocrystalline Al alloys are obtained by controlling the crystallisation of amorphous powder precursors during sintering densification process. The crystalline Al alloys have compressive fracture strength as high as ∼1.1 GPa, which is much higher than the strength of conventional Al alloys. In addition, the sintered alloy exhibits high specific strength of 3.18 × 105 Nm kg− 1 due to its relatively low density. According to the microstructural and fracture surface analysis, the superior mechanical property is determined by the combined effect of compacted microstructure and ultrafine grains.
Footnotes
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (grant no. 51204062), the Natural Science Foundation of Heilongjiang Province (grant no. E201425), the Fundamental Research Funds for the Central Universities (grant no. HIT.KLOF.2013021) and the Special Financial Grant from China Postdoctoral Science Foundation (grant no. 2013T60363).