
Abstract
The sintering responses of Inconel 625 prealloyed powder (powder size: 80–180 μm accounting for 96 wt-%) were first assessed using dilatometry. Then, sintering of Inconel 625 tubes (Φ54 mm × 1000 mm), shaped by cold isostatic pressing from prealloyed powder at 170 MPa, was studied at temperatures between 1180 and 1260°C in vacuum and hydrogen. Sharp, rapid shrinkage of Inconel 625 prealloyed powder was observed at 1240°C when sintered in vacuum, while this temperature was postponed to 1260°C when sintered in hydrogen due to the cooling effect of the large hydrogen gas flow. It is shown that sintering in hydrogen is better suited to the fabrication of high performance porous Inconel 625 tubes than sintering in vacuum. The preferred isothermal sintering conditions were determined to be sintering in hydrogen at 1240°C for 120 min, which resulted in balanced mechanical strength and gas permeability. The as sintered porous Inconel 625 tubes (Φ54 mm × 1000 mm) have been used to filter hot (up to 400°C) gas mixtures of SiHCl3 and HCl in continuous industrial operations for 6 months and demonstrated outstanding performance.
Introduction
There are many applications in chemical, petrochemical and power industries that require filtration of hot gas for various purposes including protection of downstream equipment, solid–gas separation and reduced emissions to meet environmental regulations.1–3 Owing to their excellent corrosion resistance at elevated temperatures, porous Inconel 625 alloy filters manufactured by powder metallurgy routes are excellent candidate filter products for these applications. However, a detailed literature survey has failed to find any study in the sintering fabrication of porous Inconel 625 filters, except for a few studies on metal injection moulding of Inconel 625, which is limited to the fabrication of small ( < 150 g in most cases) and intricate parts.4–6 For porous metal filters used for hot gas filtration, apart from possessing excellent corrosion resistance, good mechanical strength and high permeability are two other important requirements. In general, increasing porosity improves permeability but decreases mechanical strength. Therefore, a compromise is needed to achieve balanced mechanical strength and permeability. For applications that deal with high pressure or temperature or a very corrosive medium, mechanical strength often outweighs permeability in order to maximise their service life.
This research was undertaken to understand the sintering fabrication of porous Inconel 625 filters with tubular configurations shaped by cold isostatic pressing technique. The effect of sintering temperature and sintering atmosphere (vacuum and hydrogen) on mechanical strength and permeability of as sintered Inconel 625 tubes were investigated in detail.
Experimental
Inconel 625 prealloyed powder was used. The composition of the powder is listed in Table 1. The powder has an irregular shape as shown in Fig. 1. Its size range distribution is shown in Fig. 2; the majority of powder falls in three size ranges, namely 80–96 μm, 96–109 μm and 120–150 μm.
Chemical composition of Inconel 625 powder

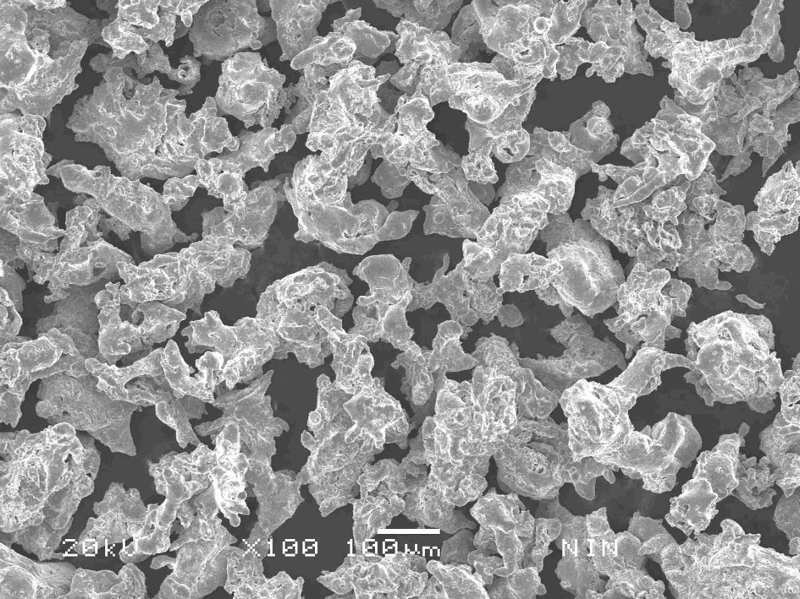
As received Inconel 625 prealloyed powder
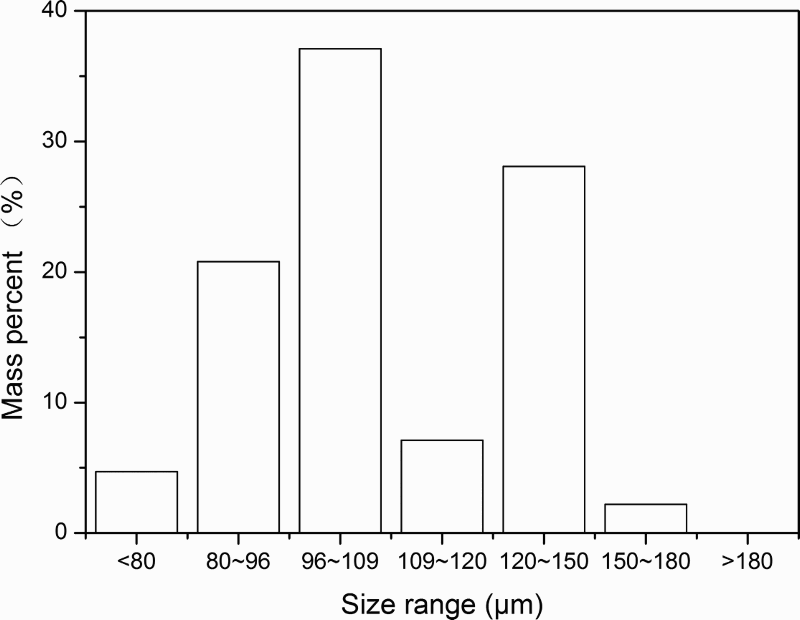
Size range distribution of as received Inconel 625 prealloyed powder
In order to understand the sintering responses of Inconel 625 powder, dilatometry experiments were first carried out using a DIL402E dilatometer (Netzsch Geraetebau GmbH, Germany). The cylindrical cavity of the sample holder in the dilatometer measured 6 mm in diameter and 8 mm in length or depth. The cavity was fulfilled with 0.52 g of Inconel 625 powder in each experiment (the resulting green density is 2.30 g cm(3). The powder sample was heated to 1250°C at 10°C min− 1 in argon. The shrinkage as a function of temperature was recorded.
Porous Inconel 625 tubes were then fabricated in this research for assessment using the same Inconel 625 powder specified above. Green tubes with approximate dimensions of Φ54 mm × 1000 mm (wall thickness: ∼2.5 mm) were shaped by cold isostatic pressing at 170 MPa. Sintering was carried out in vacuum and hydrogen atmospheres in two different furnaces. Vacuum sintering was conducted under the pressure of 10(2 to 10(3 Pa at temperatures from 1180 to 1240°C according to the results obtained by the dilatometry analysis. Owing to the cooling effect of the hydrogen gas flow, which was introduced at 16.5 L min− 1, sintering in hydrogen was performed at 20°C higher, i.e. from 1200 to 1260°C. The heating rate and isothermal holding time were fixed at 10°C min− 1 and 120 min respectively for sintering in both vacuum and hydrogen. Samples for gas permeability tests (sample size: Φ54 mm × 150 mm, wall thickness: 2.5 mm) and microstructure and density analyses (sample size: 10 mm × 10 mm × 2.5 mm) were all cut from as sintered long tubes.
The as sintered microstructure was examined using scanning electron microscopy (SEM), and the porosity was measured using the Archimedes method. Gas permeability was determined using the instrument manufactured by Topas (Germany), where the flowrate of air through each sintered tube was tested at different operating pressures. No standard method currently exists for testing the mechanical strength of sintered porous tubes. In this study, the mechanical strength of the sintered tubes was tested according to ISO2739-2012, 7 which refers to the determination of the radial crushing strength of sintered metal bushes. Three samples were tested under the same conditions for each set of sintering conditions specified.
Results and discussion
Sintering responses of Inconel 625 powder
Figure 3 shows the shrinkage and shrinkage rate curves of Inconel 625 powder versus temperature. Shrinkage started to occur at ∼916°C, but the shrinkage rate was small until reaching 1200°C, beyond which the shrinkage rate showed a sharp increase. The maximum shrinkage rate was ∼1.35% min− 1 at 1250°C.
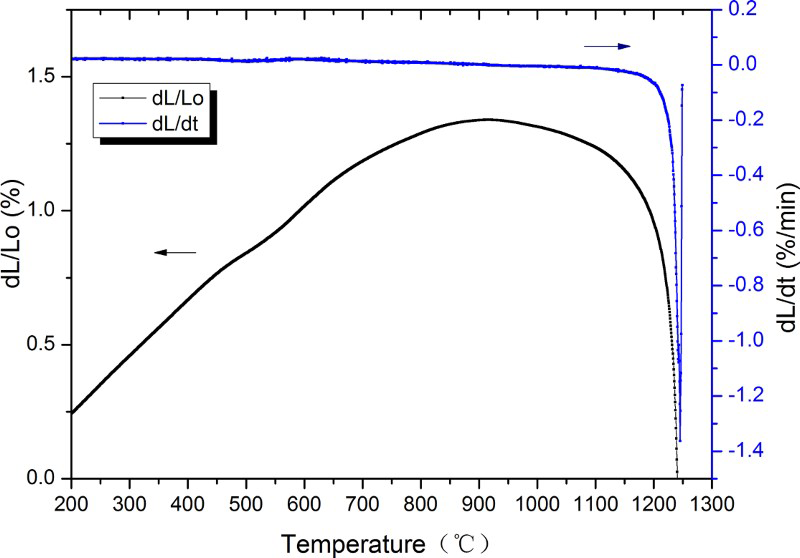
Shrinkage and shrinkage rate curves of Inconel 625 powder in argon
Table 2 lists the radial shrinkage of the 54 mm diameter tubes sintered under different conditions. Similar to the dilatometry results obtained from small samples, sharp shrinkage occurred beyond a certain temperature. For sintering in vacuum, it occurred from 1220 to 1240°C, while for sintering in hydrogen, it took place from 1240 to 1260°C, which is 20°C higher. Although vacuum sintering and hydrogen sintering were conducted in two different furnaces, the temperature variation in the hot zone of each furnace was controlled to be less than ± 5. The 20°C higher sharp shrinkage start temperature observed in hydrogen sintering is mainly attributed to the cooling effect of the large hydrogen gas flow (16.5 L min− 1) in the furnace. For the fabrication of porous tubes for filtration, progressive shrinkage is preferred to sharp, rapid shrinkage, as the latter leads to not only a noticeable decrease in porosity and permeability but also serious distortion in many cases. In other words, such sintering conditions should be avoided for the fabrication of porous tubes.
Radial shrinkage of porous Inconel 625 tubes (Φ54 mm × 1000 mm) sintered under different conditions
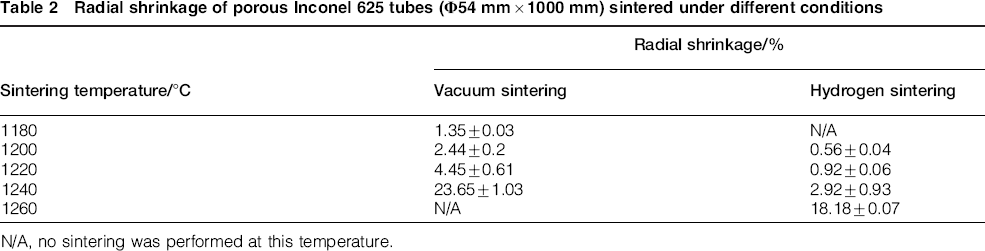
N/A, no sintering was performed at this temperature.
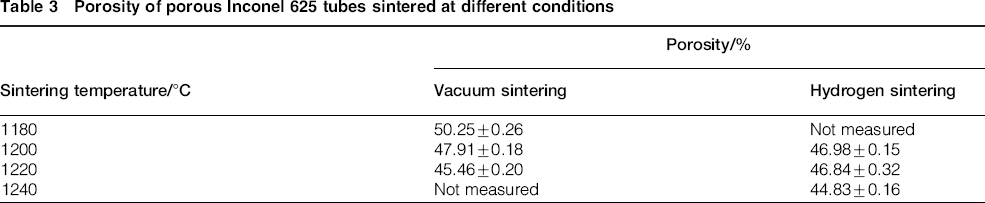
The porosity of as sintered Inconel 625 tubes measured by the Archimedes method is summarised in Table 3. It decreased with increasing sintering temperature. It was noted from comparing Tables 2 and 3 that vacuum sintering led to larger radial shrinkage but marginally higher porosity (0.93% higher) at 1200°C than hydrogen sintering at the same temperature. This unexpected small difference in porosity may arise from the shrinkage difference in the longitudinal direction between vacuum sintering and hydrogen sintering.
Porosity of porous Inconel 625 tubes sintered at different conditions
Permeability, mechanical strength and microstructure of as sintered Inconel 625 tubes
Figure 4 shows the flowrate testing results obtained from various as sintered Inconel 625 tubes versus pressure difference. The flowrate increases marginally with increasing porosity in each case. A good linear relationship was observed in each case between flowrate and pressure difference. This indicates that the flow behaviour is essentially similar in various porous Inconel 625 tubes sintered at temperatures between 1180 and 1240°C in either vacuum or hydrogen. Table 4 lists the corresponding compression strength of the as sintered Inconel 625 tubes. As expected, the mechanical strength increased with increasing sintering temperature in both sintering atmospheres.
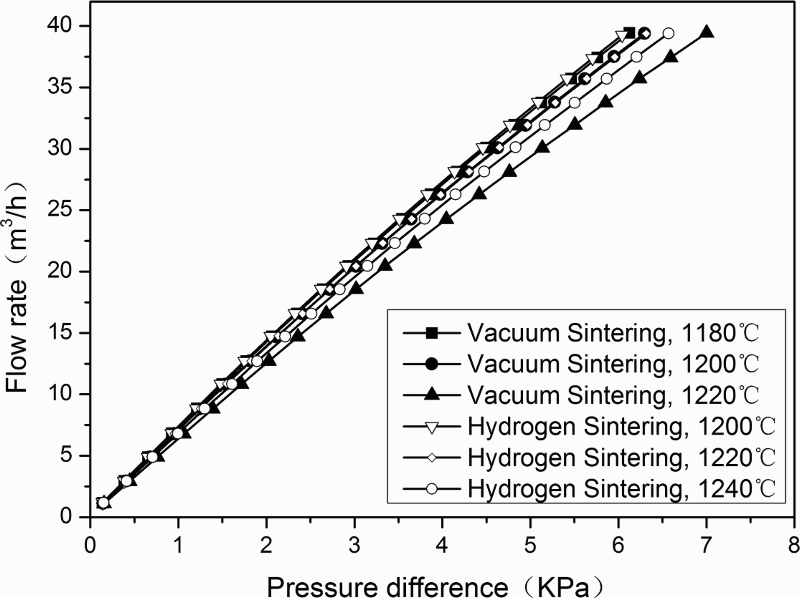
Air permeability of porous Inconel 625 tubes sintered under different conditions
Compressive strength of porous Inconel 625 tubes sintered under different conditions
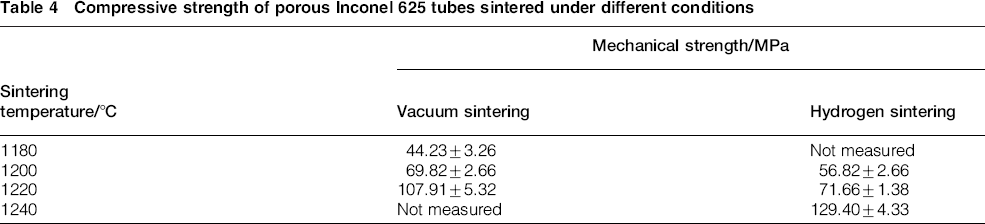
Figure 5 shows typical microstructures of porous Inconel 625 tubes sintered under different conditions. It is clear that sintering was limited at temperatures < 1220°C in vacuum (Fig. 5a and c) and 1240°C in hydrogen (Fig. 5b and d), while noticeable sintering occurred at 1220°C in vacuum (Fig. 5g) and also at 1240°C in hydrogen (Fig. 5h). The low compressive strength obtained from sintering at 1180 and 1200°C in vacuum and 1200 and 1220? in hydrogen (see Table 4) is a result of inadequate sintering at these temperatures. In contrast to sintering in vacuum, no sharp shrinkage occurred at 1240°C when sintered in hydrogen. More importantly, sintering in hydrogen at 1240°C resulted in higher strength (129.40 MPa) than sintering at 1220°C in vacuum (107.91 MPa), while the porosity is essentially similar (44.83% versus 45.46%, Table 3). Sintering in hydrogen is thus better suited to the fabrication of porous Inconel 625 tubes for filtration than sintering in vacuum. The preferred sintering conditions determined for the fabrication of porous Inconel 625 tubes are thus sintering in hydrogen at 1240°C for 120 min with a heating rate of 10°C min− 1.
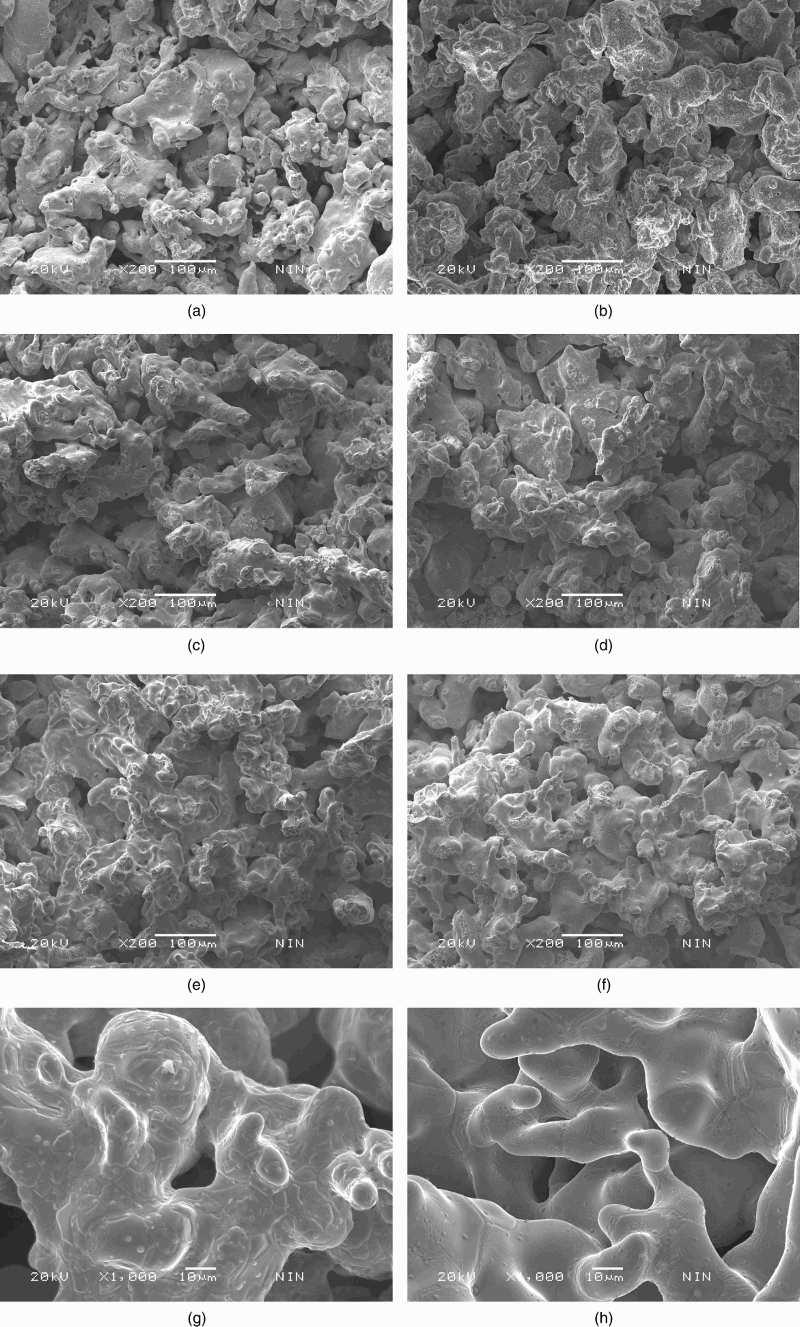
SEM images showing typical microstructures of porous Inconel 625 tubes sintered under vacuum (a, c, e) and hydrogen (b, d, f); sintering temperatures are a 1180°C, b 1200°C, c 1200°C, d 1220°C, e 1220°C and f 1240°C; g and h are enlarged views of e and f respectively
Assessment of industrial applications of porous Inconel 625 tubes
Based on the sintering parameters and atmosphere (hydrogen) determined above, porous Inconel 625 tubes were produced in four sizes (diameters: 54, 60, 90 and 110 mm; length: 1000 mm) for a variety of industrial applications. Figure 6 shows a picture of some of the 54 mm diameter porous Inconel 625 tubes (1000 mm in length) produced. In one application, a total of 37 such porous Inconel 625 tubes with a total filtration area of 5.9 m2 (i.e. 37 × 0.16 m2) were bunched up for hot gas filtration (see Fig. 7a). The major composition of the gas mixture was SiHCl3 and HCl, and the gas temperature was up to 400°C. It contained dust particles in the size range from a few tens of nanometres to ∼100 μm. The gas flowrate was 10 m3 min− 1 in the actual production line. Figure 7b shows the bunch of 37 porous Inconel 625 tubes after 6 months in service. Figure 8 shows the particle size distribution of the solid particles collected by the 54 mm diameter porous Inconel 625 tubes. Before filtration, the downstream pipelines needed to be cleaned twice a month (2 days each time) due to significant accumulation of the solid particles from the hot gas. With hot gas filtration using porous Inconel 625 tubes, the downstream pipelines remained clean and tidy. Cleaning was no longer needed, and the only maintenance needed was to have the porous Inconel 625 tube filters serviced every 6 months, leading to much improved productivity.

Examples of porous Inconel 625 tubes (Φ54 mm × 1000 mm) produced for hot gas filtration applications
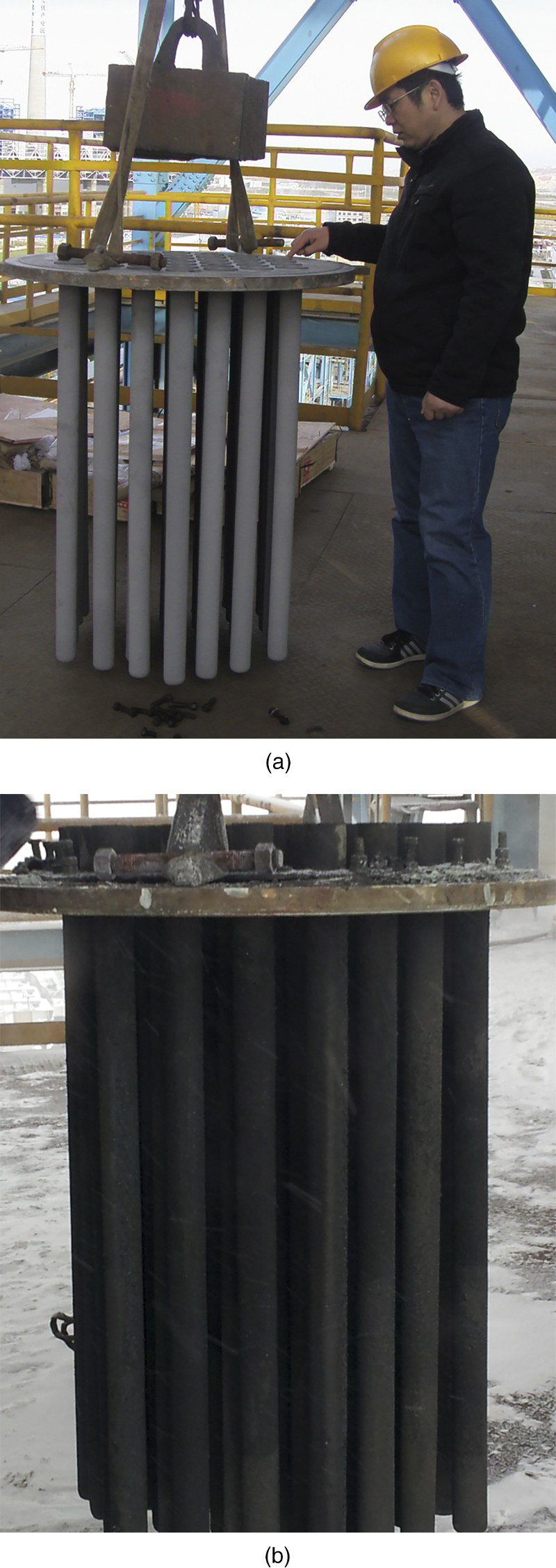
a bunch of 37 porous Inconel 625 tubes (Φ54 mm × 1000 mm) being installed for hot gas filtration (up to 400°C, gas mixtures of SiHCl3 and HCl at flowrate of 10 m3 min− 1) and b after 6 months in service
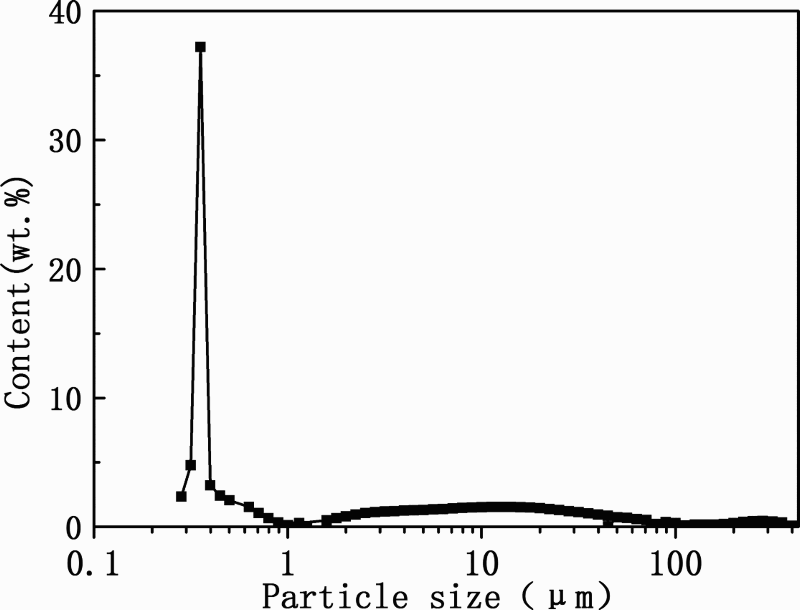
Silicon particle size distribution collected by 54 mm diameter porous Inconel 625 tubes
Conclusions
The following conclusions can be drawn from this study.
Sintering in hydrogen is more suited to the fabrication of high performance porous Inconel 625 tubes than sintering in vacuum. The preferred sintering conditions are determined to be sintering in hydrogen at 1240°C for 120 min with a heating rate of 10°C min− 1. These conditions resulted in both desired mechanical strength and permeability. Sharp, rapid shrinkage of Inconel 625 prealloyed powder occurs at 1240°C when sintered in vacuum, while this temperature is postponed to 1260°C when sintered in hydrogen. The identified sintering conditions have been used for the commercial production of different diameters of porous Inconel 625 tubes for filtration applications. The as sintered porous Inconel 625 tubes with dimensions of Φ54 mm × 1000 mm have been used to filter gas mixtures of SiHCl3 and HCl at temperatures up to 400°C for 6 months with outstanding performance.
Footnotes
Acknowledgement
This work is funded by the National High Technology Research and Development Program of China (grant no. 2012AA03A610).