
Abstract
Yttrium silicate coating for SiC precoated C/C composite was prepared by a hydrothermal electrophoretic deposition process. The yttrium silicate coating was sealed with a borosilicate glass outer layer. Phase compositions, surface and cross-section microstructures of the as prepared multilayer coatings were characterised by X-ray diffractometer and scanning electron microscopy. The influences of hydrothermal electrophoretic deposition factors on the phase, microstructure and oxidation resistance of the multilayer coated C/C composites were particularly investigated. Results show that the hydrothermal electrophoretic resulting coating is composed of crystallites with a main phase of Y2Si2O7 and Y2SiO5. The thickness and density of the coatings are improved with the increase in deposition voltage and hydrothermal temperature. Compared with the pack cementation SiC monolayer coating, the as prepared multilayer coatings exhibit better antioxidation property. When oxidation in air and combustion atmosphere, the coated C/C composites lose weight by a linear and a parabolic law respectively. The prepared multilayer coating can effectively protect the C/C composites in combustion atmosphere at 1773 K for 85 h. The flexural strength of the coated specimen arrives at the lowest value at about 1123 K in combustion atmosphere.
Keywords
Introduction
The excellent mechanical properties of carbon/carbon (C/C) composites at temperatures above 2273 K make them the most promising candidate materials for high temperature structural applications. However, their oxidation above 673 K limits their applications in oxygen containing atmosphere at high temperature.1, 2 Therefore, many coating systems for the oxidation protection of C/C composites have been exploited. SiC coatings are widely used as a bonding and buffer layer owing to their good compatibility with C/C composites.3 – 5 In the multilayer coating, several coating systems, such as SiC/Si–Mo,6 SiC/Si–W–Mo7 and SiC/mullite,8 can effectively protect C/C composites over 1400°C for a long time. However, these coatings are prone to cracking under thermal cycles because of the large mismatch of coefficient of thermal expansion between SiC coated C/C substrates and outer coating. To solve this problem, the application of mixture phases with Y2SiO5 and Y2Si2O7 is essential to ensure the mechanical stability of the coating due to their high melting point and equivalent thermal expansion coefficient to SiC.9 However, the preparation technology has great influence on the structures and properties of the coating.10 – 12 Up to now, three traditional technologies, such as pack cementation, chemical vapour deposition11 and plasma spray method,13 are used for the preparation of the outer layer. However, they are difficult to apply to large scale structures because high temperature or post-high temperature heat treatment is usually needed. The major problem related to the plasma spray technique is the high porosity of the coating. In comparison, hydrothermal electrophoretic deposition method is especially attractive for its low operation temperature, low raw material consumption, simple in preparation and no need for heat treatment. Additionally, in order to further retain the integrality and improve the oxidation protection ability of the coating, a glass self-sealing coating seems to be a sensible choice, which is suitably prepared by the slurry method for its easy operation and low cost advantages.14
The intent of the investigation reported here is to improve the oxidation resistance of coated C/C by pack cementation, hydrothermal electrophoretic deposition and sintering technologies with new glass/yttrium silicates/SiC multilayer coatings. The influences of hydrothermal electrophoretic deposition factors, such as deposition voltage and temperature on the phase, microstructure and oxidation resistance of the multilayer coated C/C composites, were particularly investigated. The antioxidation properties at 1773 K of the glass/SiC coated C/C composites in both air and combustion environment were also discussed.
Experimental
Preparation of multilayer coating
Small specimens (10×10×10 mm) were cut from bulk CVI 2D-C/C composites with a density of 1·72 g cm−3 to be used as cathode substrates. Before the hydrothermal electrophoretic deposition, the specimens were hand polished with 340, 600 and 1000 grit SiC paper, then cleaned with isopropanol for 10 min and dried at 333 K for 1 h in an oven. After that, the SiC bonding layer was prepared by a two-step pack cementation process. Details of the preparation were reported in Ref. 15.
The hydrothermal electrophoretic deposition process was prepared as follows: first, the sonochemical resulted yttrium silicate (70 wt-%Y2Si2O7 and 30 wt-%Y2SiO5) nanopowders16 were mixed and dispersed in isopropanol with sonication for 30 min and magnetic stirring for 24 h. Then, iodine (0·6 g L−1) as charging agent was added into the above suspension, and the mixture was subjected to sonication and magnetic stirrer for 12 h. The as prepared suspension solution was put into a hydrothermal autoclave, which was heated into a furnace kept at a certain temperature and deposition voltage until the end of the deposition. During the deposition process, the positive charged yttrium silicate particles moved to the cathode and deposited on the surface of the SiC-C/C sample. After 20 min deposition, the autoclave was taken out and cooled naturally to room temperature. Subsequently, the specimen was taken out from the autoclave and dried at 333 K in air for 4 h. Finally, the yttrium silicate coatings were achieved on the SiC-C/C substrates through the above process.
After the preparation of yttrium silicate coating, a borosilicate glass layer was applied directly to the surface of yttrium silicate coating by sintering method. The powder compositions and preparation details were reported in Ref. 17.
Oxidation test in combustion atmosphere
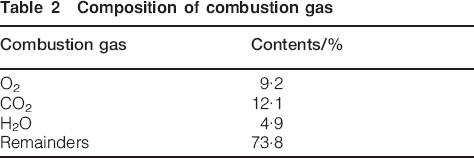
The isothermal oxidation tests in air were carried out in an electrical furnace at 1773 K. When the test temperature was reached, the specimens were put into the furnace and rapidly heated to the temperature. The specimens were weighted at room temperature before and after the thermal treatment by an electronic balance with a sensitivity of ±0·1 mg. The data were collected every 1 h on eight samples, and the average weight changes were reported as a curve of weight loss versus time. Oxidation tests in combustion atmosphere with the flame temperature of 1773 K were conducted by the use of the coated long composite specimens (4×6×150 mm) in a high temperature wind tunnel that had a nozzle of 170 mm in diameter. Figure 1 shows the schematic of the high temperature wind tunnel. The specimens were held on the nozzle by fixing one end with holders (Fig. 2). The parameters of the oxidation test are shown in Table 1. The composition of the combustion gas is listed in Table 2. The composition was measured by a gas analyser and then tested and verified by calculation. The error between the results measured and those calculated was <3%.
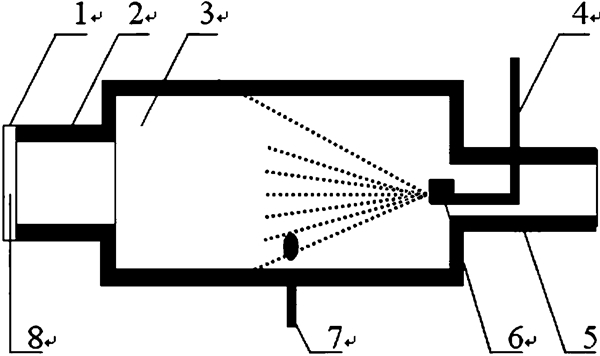
Schematic of high temperature wind tunnel (1: holder; 2: nozzle; 3: chamber; 4: oil pipe; 5: entrance; 6: spray; 7: igniter; 8: specimens)
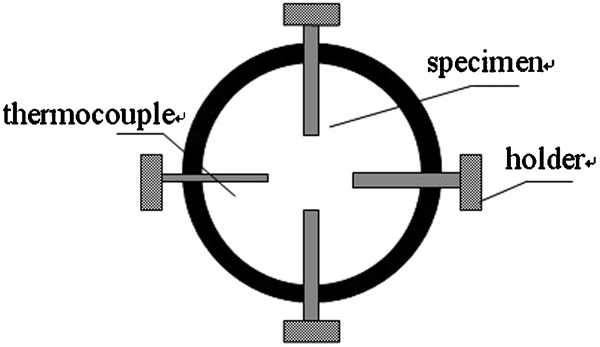
Method of holding specimens in combustion atmosphere
Parameters of oxidation tests in combustion

Composition of combustion gas
Measurements of coated C/C composites
The crystallite structures and the morphologies of coatings were analysed by Rigaku D/max-3C X-ray diffractometer (XRD) and JEOL JXA-840S570 scanning electron microscope (SEM). The flexural strengths before and after oxidation in combustion atmosphere were measured by three-point bending method with a span of 20 mm. Along every specimen, a strength distribution with the distance from the high temperature end to the low temperature end was obtained.
Results and discussion
The surface XRD spectrum of the hydrothermal electrophoretic deposited yttrium silicate coating is shown in Fig. 3. It is found that the coatings are composed of yttrium silicate crystallites with main phases of Y2Si2O7 and Y2SiO5, which is in accord with the designed composition shown in the section on ‘Experimental’. This indicates that no change in the phase compositions of the precursor powders has been made during the hydrothermal electrophoretic deposition process.
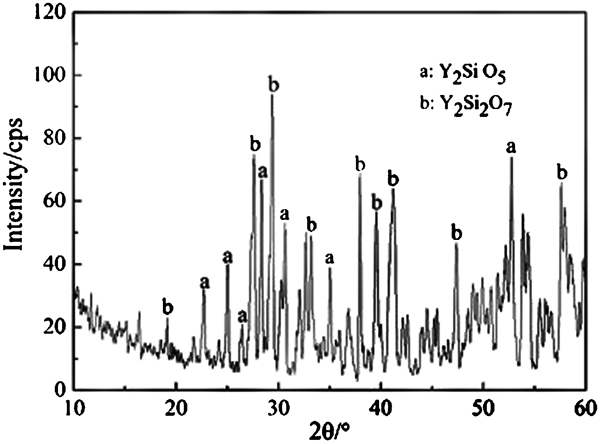
Surface XRD spectrum of yttrium silicate coating prepared by hydrothermal electrophoretic deposition process
The cross-section SEM microstructures of the multicoatings on SiC-C/C composites prepared at different temperatures are shown in Fig. 4. It is clear that two-layer multicoatings are obtained. The thicknesses of the yttrium silicate outer layer are about 30 (Fig. 4a), 40 (Fig. 4b) and 60 μm (Fig. 4c) at the deposition temperatures of 353, 373 and 393 K respectively. This infers that with the increase in hydrothermal temperature, the thickness of the coatings is obviously increased. During the deposition process, the keto-enol reaction between iodine and isopropanol occurred, and protons are produced by the reaction shown in equation (1)18

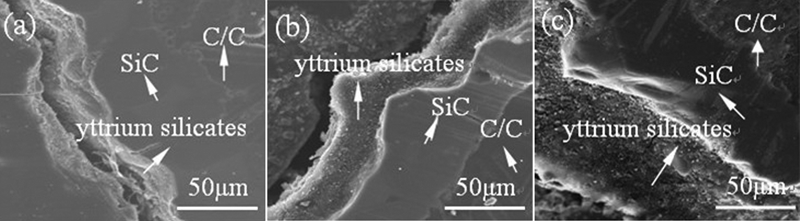
Cross-section SEM images of yttrium silicate coatings deposited at different hydrothermal temperatures: a 353 K; b 373 K; c 393 K
Figure 5 reveals the cross-section SEM images of the as prepared yttrium silicate coatings on SiC-C/C composites at different deposition voltages. At lower deposition voltages, a non-homogenous yttrium silicate coating with the thickness of about 10–20 μm is obtained (Fig. 5a). With the increase in deposition voltage, the density of homogeneous coating is obviously improved (Fig. 5b). However, microcracks will be generated when the deposition voltage reaches 210 V (Fig. 5c). The coating thickness will increase from 10–20 to 70–80 μm with the rise in deposition voltage from 150 to 210 V. The increase in deposition voltage will result in higher deposition rate and generation of spark sintering between the cathode and the anode, which may lead to a thicker and denser coating. However, the higher deposition voltage (210 V) may result in more sintering and more shrinkage of the coating, which may cause the cracking of the outer layer.
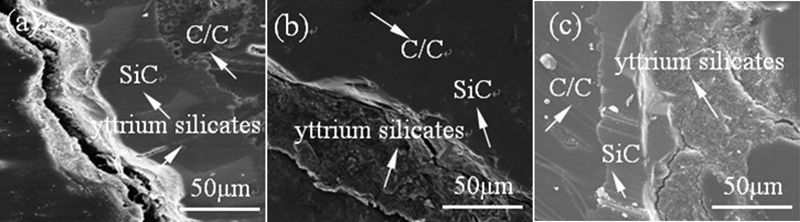
Cross-section SEM images of yttrium silicate coatings deposited at different deposition voltages: a 150 V; b 180 V; c 210 V
The cross-section SEM image of the glass/yttrium silicates/SiC coated C/C samples is shown in Fig. 6. It is clear that a three-layer structure without cracking at the interface between the internal and external coatings is achieved. The thicknesses of the prepared SiC, yttrium silicates and glass layer are around 180, 50 and 80 μm respectively.
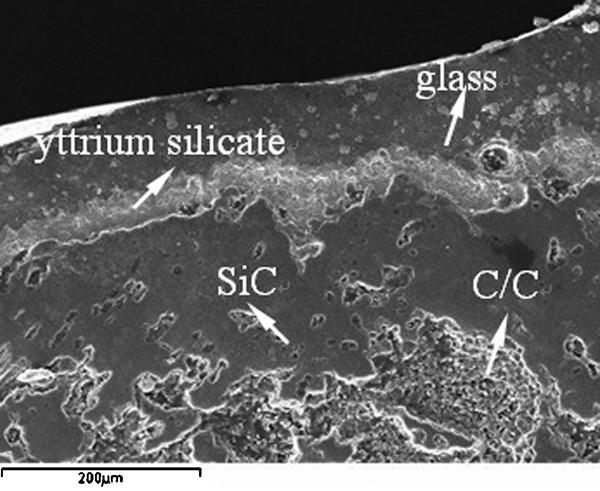
Cross-section SEM microstructure of glass/yttrium silicates/SiC coated C/C composites (yttrium silicate coating is deposited at 180 V and 393 K)
Figure 7 shows the isothermal oxidation curves of the coated C/C samples in air and in combustion at 1773 K. It reveals that the weight loss of the SiC coated C/C composites will reach 3·8% after 4 h oxidation at 1773 K, which infers that the single SiC coating cannot effectively protect the C/C composites from oxidation. However, the prepared yttrium silicate/SiC coating exhibits better oxidation resistance. After oxidation in air at 1773 K for 85 h, the weight loss of the coated sample is only 0·76%. Compared with the SiC and the yttrium silicate/SiC coatings, the as prepared glass/yttrium silicate/SiC multilayer coating reveals the best antioxidation property. Only 0·43% weight loss of the coated samples is detected after oxidation in air at 1773 K for 85 h. From Fig. 7, it can also be concluded that the oxidation weight loss of the coated C/C in the combustion atmosphere is obviously higher than that in air. After oxidation in the combustion atmosphere at 1773 K for 70 and 85 h, the weight loss of the yttrium silicate/SiC and glass/yttrium silicate/SiC coating will reach 2·32 and 1·41% respectively. During the isothermal oxidation test process, the quickly cooling down of the sample from 1773 K to room temperature may result in some microcracks in the yttrium silicate coating. The oxygen will diffuse into the interface of the coating through these defects, which will lead to the oxidation of the matrix (Fig. 8a) Figure 7 also exhibits that from 50 to 85 h, the weight loss of the coated sample increases linearly with time. In this stage, the weight loss rate of the sample may be controlled by the oxygen diffusion rate along the defects in the coating.19 The glass outer coating can effectively seal the microcracks and defects of the yttrium silicate layer, which guarantees its excellent antioxidation ability. In addition, it could be clearly seen that the coated C/C composites lose weight by parabolic and linear laws when oxidising in combustion atmosphere and in air atmosphere at 1773 K, which indicates that there exist different oxidation mechanisms of the coated C/C composites in the two oxidation conditions, though further research is needed.
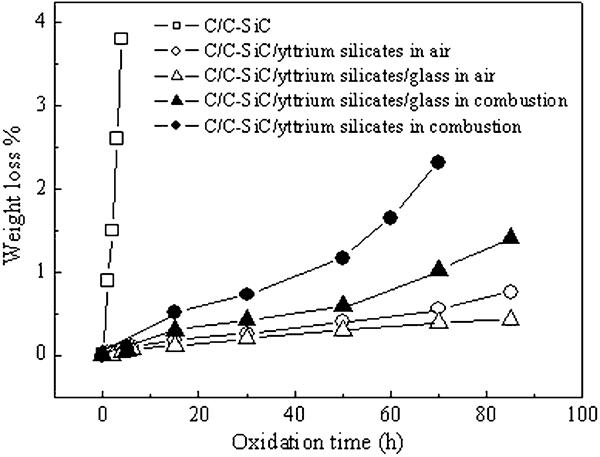
Isothermal oxidation curves of glass/yttrium silicates/SiC coated C/C composite in air and combustion atmosphere at 1773 K
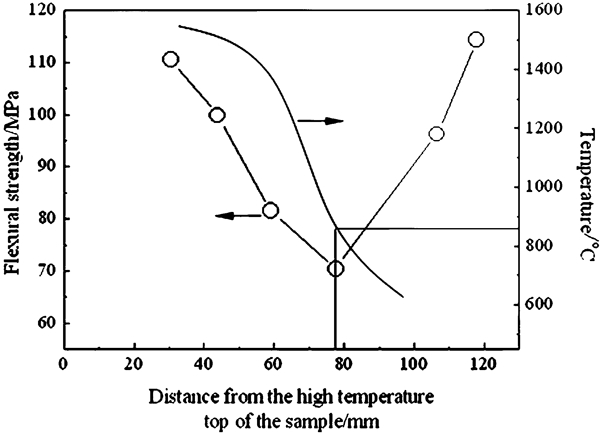
Effect of temperature gradient on flexural strength of glass/yttrium silicates/SiC coated C/C composites at combustion atmosphere after oxidation for 70 h
The weight loss of the coated C/C may lead to the decrease in mechanical properties of the C/C composites, which is verified by the flexural strength measurement results shown in Fig. 8. The strength first decreases little at the area close to the flame centre and then decreases step by step along the sample from flame centre to nozzle wall. After reaching its lowest value around the nozzle wall, the increase in flexural strength is observed. Figure 8 also shows that the flexural strength of the coated sample reaches its lowest value at the temperature spot at about 1123 K, which may result from the cracking of the coating during the high temperature combustion atmosphere measurement, and the resulting cracks cannot be self-cured at 1123 K. Obviously, the temperature gradient along the specimen has great influence on the strength distribution of the coated C/C sample after oxidation in combustion atmosphere.
Figure 9 shows the fracture surface of the coated sample after oxidation in combustion atmosphere at 1773 K for 90 h. Near the coating (Fig. 9a), most of the pyrocarbon matrix is obviously oxidised, which result in the generation of oxidation holes near the coating. In addition, the carbon fibres are also oxidised and destroyed to some extent during the test. Near the centre of the sample (Fig. 9b), the oxidation of the pyrocarbon matrix and the carbon fibres is also observed, but the oxidation degree is less than that near the coating.
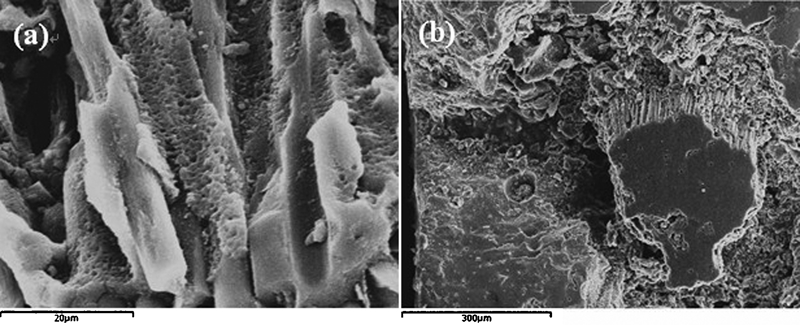
Scanning electron microscope fracture surface images of sample after oxidation in combustion atmosphere at flame temperature of 1773 K for 90 h: a near coating; b near centre of sample
Conclusion
A hydrothermal electrophoretic deposition technique has been found to provide a simple and economic route for the preparation of dense and homogeneous yttrium silicate coatings on SiC precoated C/C composites.
The thickness and density of the yttrium silicate coatings are improved with the increase in hydrothermal temperature and deposition voltage.
The yttrium silicate/SiC multilayer sealed with a glass outer layer exhibits the best antioxidation property. When oxidising in air at 1773 K, the glass/yttrium silicate/SiC coated samples lose weight slowly by a linear law, while the coated samples lose weight by a parabolic law when oxidising in combustion atmosphere. The prepared multilayer coating can effectively protect the C/C composites in combustion atmosphere at 1773 K for 85 h with a weight loss of 1·41%.
The gradient temperature distribution in combustion atmosphere has great influence on the flexural strength distribution of the coated C/C composites. The flexural strength of the coated specimen arrives at the lowest value at the temperature spot at about 1123 K in combustion atmosphere.
Footnotes
Acknowledgements
The work has been supported by the National Natural Science Foundation of China (grant no. 50772063), the Foundation of New Century Excellent Talent in the University of China (grant no. NCET-06-0893), the Doctorate Research Foundation of SUST (grant no. 20070708001) and the Graduate Innovation Foundation of SUST.