
Abstract
The mechanical properties and corrosion resistance of duplex (ferrite–austenite) grade 2205 stainless steel have been substantially improved by interstitial hardening using low temperature carburisation. The austenite phase of the duplex stainless steel responds to low temperature carburisation in a similar manner as single phase austenitic stainless steels, forming ‘expanded’ austenite (also called S phase). The surface layer that forms on the ferritic portion of 2205 steel consists of a paraequilibrium carbide, a carbide with the same metal composition as the underlying ferrite. This two-phase case has about three times the Vickers hardness of non-treated material, an improved ultimate tensile strength and increased fatigue resistance, and much improved crevice corrosion resistance.
Introduction
Low temperature (<500°C) carburisation using gas phase, liquid phase or plasma processes substantially improves the surface properties of austenitic stainless steels.1 – 8 The carbon concentration near the surface after carburisation invariably exceeds 10 at-%, which corresponds to ∼105 times the equilibrium solubility of carbon at room temperature. The thermodynamic explanation for such a colossal supersaturation, as described in our previous work,9 involves the presence of carbide forming elements such as Cr and Mo in the steel, which greatly decrease the activity coefficient of carbon. Under equilibrium conditions, these elements promote carbide formation and reduce the equilibrium carbon solubility to extremely low levels. However, at the temperature chosen for low temperature carburisation, the substitutional solutes are effectively immobile and therefore cannot form carbides; this significantly increases the activity coefficient of carbon, which likewise increases the metastable carbon solubility, and the process has been described7 as paraequilibrium carburisation. The diffusion coefficient for interstitial carbon at these temperatures exceeds that for substitutional solutes by a factor of ∼109,10,11 which allows the formation of a reasonably thick (∼25 μm) interstitially hardened case (surface layer) in reasonable times (∼24 h). Improvements in mechanical properties enabled by low temperature carburisation include increased surface hardness and greater fatigue and wear resistance,7,12,13 with no loss of toughness or ductility in carburised components. Furthermore, the corrosion resistance in Cl containing solutions is substantially improved.14
The benefits or otherwise of low temperature carburisation of ferritic, martensitic or duplex (ferrite–austenite) stainless steel have been much less reported. Research on the PH13-8Mo martensitic grade15,16 showed that the ‘standard’ (450°C) low temperature process used for the 316L grade of austenitic stainless steel leads to enhanced surface hardness, but destroys the corrosion resistance. Fortunately, carburisation at 380°C did lead to both improved wear resistance and improved corrosion resistance.16 Interestingly, the hardened case extended to ∼50 μm, and a ∼2 μm paraequilibrium carbide had formed in the surface regions of the case (paraequilibrium here means that the metal chemistry of the hardened corrosion resistant external carbide was the same as the underlying metal substrate). There has been a single previous report17 of the successful low temperature carburisation of a duplex stainless steel with no loss of corrosion resistance. However, in that case, a surface layer had formed that consisted entirely of austenite due to a carburisation induced ferrite to austenite transformation (it is well known that carbon is a powerful austenite stabiliser). The authors have discussed the thermodynamics of an isothermal carburisation induced ferrite to austenite phase transformation elsewhere.18
In this work, it is shown for the first time that low temperature carburisation can successfully improve the corrosion resistance of duplex stainless steels, while dramatically increasing the surface hardness, without converting the surface ferrite to austenite. These results have been achieved by surface hardening the austenitic portion of the alloy, while the case on the ferritic portion of the alloy consists of a corrosion resistant paraequilibrium carbide.
Experimental
Specimens of 2205 duplex stainless steel in both cast and wrought forms were carburised at low temperatures by the Swagelok Company (Solon, OH, USA) in a CO containing gas ambient. The compositions of the as received materials are shown in Table 1. The carburisation temperatures ranged between 350 and 420°C for treatment times up to 150 h. Potentiodynamic cyclic polarisation curves were obtained for non-treated and carburised specimens in 0·6M NaCl solutions using the methods described previously,14 with a scan rate of 10 mV min−1, reversing after the current exceeded 103 μA cm−2. Crevice corrosion tests were performed by holding the specimens at +300 mV for 1 week in natural sea water in a specially designed holder19 (0·6M NaCl is often used interchangeably with natural sea water to assess the corrosion resistance, although the pH of natural sea water is nominally 8, compared to the pH of 6 for 0·6M NaCl).
Specimen compositions/wt-%

X-ray diffraction (XRD) scans were obtained using a Scintag (Cupertino, CA) X-1 X-ray diffractometer. The instrument was set for either Bragg–Brentano (θ–2θ) geometry or 1° grazing incidence with monochromated Cu Kα radiation. The elemental concentrations in carburised cross-sectional specimens were measured by Auger electron spectroscopy (AES) using a Physical Electronics (Chanhassen, MN, USA) PHI-680 scanning Auger microprobe. The instrument was calibrated for carbon using specimens of iron and iron carbide with known compositions. The carburised 2205 steel was also analysed using magnetic force microscopy (MFM) on a Veeco (Plainview, NY, USA) DI 3100 atomic force microscope. This technique can detect the presence of ferromagnetic material by monitoring the induced phase shift in the vibration of a Co coated SiNx cantilever that is scanned 300 nm above the surface of the specimen. The ferromagnetic material displays alternating regions of dark and light contrast (the so called Weiss domains) in an MFM phase image. Scanning electron microscopy (SEM) was performed using an FEI (Hillsboro, OR, USA) Nova Nanolab, while transmission electron microscopy (TEM) used a Philips (Amsterdam) CM20 instrument.
The hardness–depth profiles were measured on polished carburised cross-sectional specimens using a Hysitron (Minneapolis, MN, USA) triboscope nanoindenter with a 3 mN load. Cylindrical specimens for mechanical testing were machined from rod stock to have a reduced cross-section gauge region, which was 18 mm long and 5 mm in diameter, with shoulder regions of 13 mm radius. All of the specimens were longitudinally polished using 320 grit SiC to remove machining marks. Uniaxial tension tests and stress controlled high cycle fatigue tests under fully reversed cyclic loading (tensile and compressive stresses equal in magnitude, corresponding to a load ratio R = −1) were carried out in an MTS (Eden Prairie, MN, USA) 810 testing system. Charpy impact tests were performed on standard ‘V notch’ specimens using a calibrated Wiedemann (King of Prussia, PA, USA) S1-1D impact tester.
Results
Figure 1 shows the SEM images of wrought (Fig. 1a) and cast (Fig. 1b) specimens of the 2205 alloy after carburisation at 400°C for 20 h. A uniform etch resistant case of ∼10 μm deep is evident on the wrought specimen. A case of similar thickness was present above the austenitic portion of the cast duplex alloy, whereas a thinner (∼4 μm) case was present atop the ferritic portion of the alloy.
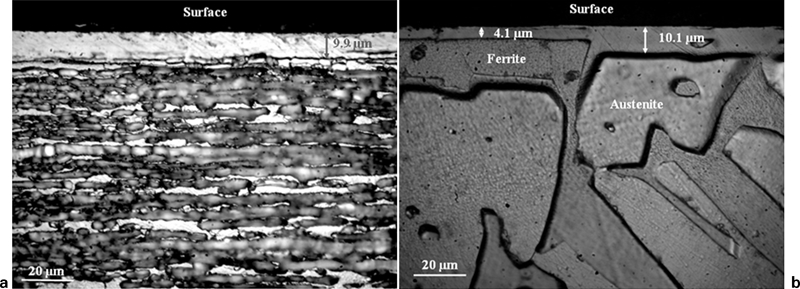
Cross-sectional images of a wrought and b cast 2205 specimens carburised at 400°C
The grain size of the cast duplex 2205 was sufficiently large (tens of micrometres) to separately determine the hardness and carbon concentration profiles of the ferrite and austenite phases. These are shown in Fig. 2 for a specimen carburised at 380°C for 150 h. Both phases exhibit very high surface hardness and carbon concentrations. The ‘ferrite’ (Fig. 2a) contains ∼22 at-% carbon at the surface, which decreases gradually to ∼10 μm depth, where it abruptly decreases to <1 at-% (the reason for the quotation marks around the ferrite is discussed below). The hardness is also nearly constant at ∼1500 HV for ∼10 μm, then decreases abruptly to ∼800 HV and then gradually decreases over the next ∼10 μm to the core hardness of ∼600 HV. The austenite phase has a slightly lower surface hardness (∼1300 HV) and carbon concentration (∼18 at-%), which both decrease gradually over ∼20 μm. The austenite carbon concentration profile is very similar to the carbon depth profiles observed for low temperature carburised austenitic 316L stainless steel.9,20
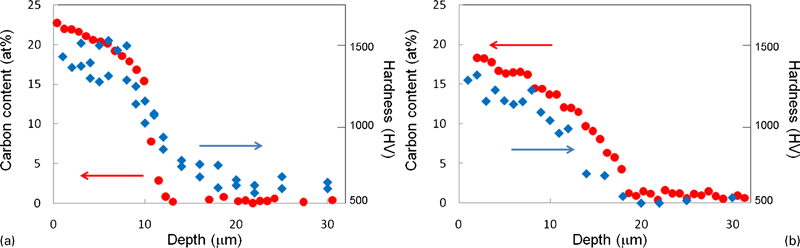
Hardness (diamonds) and carbon concentration (circles) depth profiles for a ferrite grain and b austenite grain in cast 2205 specimen carburised at 380°C
The AES composition depth profile for a wrought specimen carburised at 380°C is shown in Fig. 3a. The line profile passes through several grains of austenite and ferrite. Because the Cr and Ni in the duplex alloy are respectively higher and lower in the ferrite than in the austenite phase, it is straightforward to distinguish the two phases. The carbon concentration changes discontinuously from one phase to the other, indicating (not surprisingly) that a given chemical potential of carbon requires different carbon concentrations in the ‘ferrite’ and austenite phases in the interstitially hardened case. Figure 3b compares this profile with the carbon depth profiles obtained for the individual phases in the cast specimen. The data are in generally good agreement, particularly for the ferritic phase.
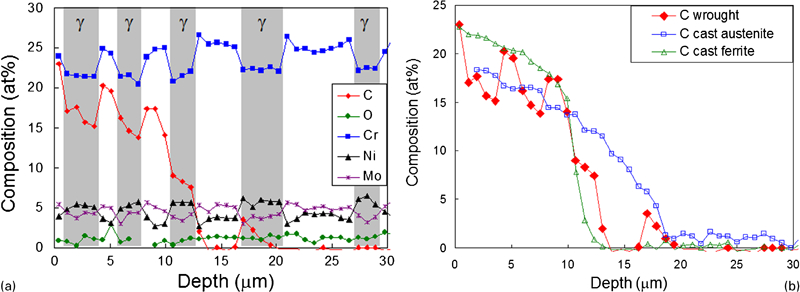
a AES depth profile of wrought 2205 specimen carburised at 380°C and b carbon AES profile from wrought specimen compared with carbon profiles from cast specimen (Fig. 2)
The XRD scans are shown in Fig. 4. The scan labelled ‘non-treated’ is from the cast material. The XRD scan for the wrought material is very similar, but with slight differences in peak heights. The cast material contains ∼44% ferrite and ∼56% austenite, while the wrought material contains ∼59% ferrite and ∼41% austenite. At all treatment temperatures, the austenite peaks after carburisation are shifted to lower 2θ values, corresponding to a lattice parameter expansion of ∼3%, demonstrably due to the interstitial carbon present in this phase. The intensity of the ferrite peaks is greatly reduced, and the peaks are broadened. The XRD scans at 1° grazing incidence, as shown in Fig. 4b, provide greater detail, with the ‘ferrite’ (110) peak at 44·5° 2θ being completely ‘smeared out’ in the 350°C sample but becoming more distinct but broadened as the carburisation temperature increases.
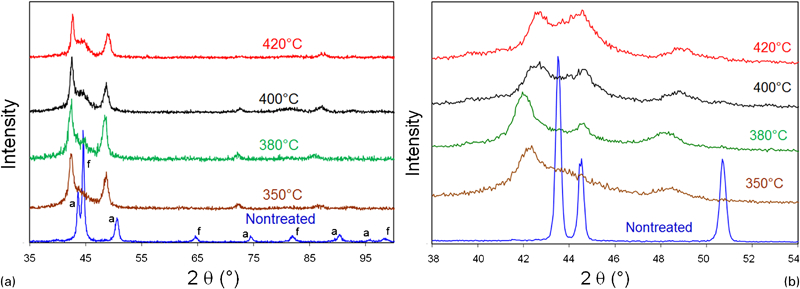
a XRD scans of non-treated and carburised 2205 specimens in Bragg–Brentano geometry [ferrite (f) and austenite (a) peaks are labelled] and b 1° grazing incidence XRD scans of non-treated and carburised 2205 specimens
Figure 5 shows MFM cross-sectional images for a non-treated cast specimen, a wrought specimen carburised at 400°C and a cast specimen carburised at 380°C. The image of the non-treated specimen (Fig. 5a) clearly illustrates the difference between the uniform contrast in the austenite grains and the regions of alternating dark and light contrast (the ferromagnetic domains) in the large ferrite grain. In the image of the low temperature carburised wrought specimen, the grains appear elongated. Because of the small width of the grains perpendicular to the surface, it is difficult to determine whether the magnetic domains of the ‘ferrite’ grains have been affected by the inward diffusion of carbon, but it is clear that the ‘ferrite’ grains remain ferromagnetic near the surface of the specimen. The large grains in the image of the carburised cast specimen (Fig. 5c) show that the shape of the magnetic domains in the ‘ferrite’ grains has been altered to a depth of ∼10 μm, almost certainly a result of carburisation, but the grains remain ferromagnetic.
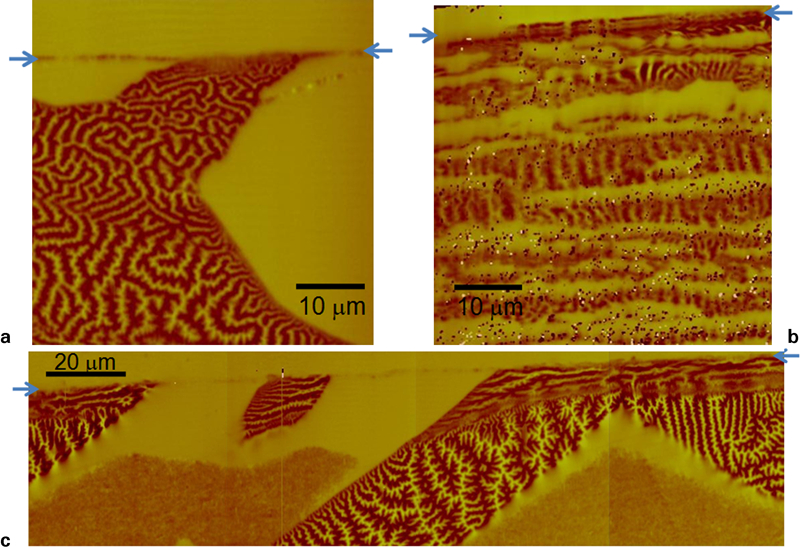
Cross-sectional MFM phase image of a non-treated cast 2205 specimen, b wrought 2205 specimen carburised at 400°C and c cast 2205 specimen carburised at 380°C: surface of each specimen is at top of image (arrowed); total contrast range of phase image is 10°
The large austenite grains also show some contrast in this image. Away from the carburised surface, the austenite grains in the wrought sample (Fig. 5b) have undergone some mechanical polishing induced martensitic transformation, which leads to a grainy contrast in the MFM image. However, near the surface and to a depth of ∼20 μm, the carbon in the austenite grains stabilises the austenite and lowers the Md temperature sufficiently to avoid any polishing induced martensite. The carbon stabilised austenite region extends slightly deeper into the specimen in the vicinity of the neighbouring ferrite grains, which suggests that the carbon diffusivity was higher along the phase boundaries.
Figure 6 shows a TEM cross-sectional image of a ferrite grain from a cast specimen carburised at 380°C. The diffraction pattern taken from the lower half of the grain, away from the surface (Fig. 6b), reveals the expected single crystal bcc pattern. Near the surface, the diffraction pattern indicates an unknown fine grained material.
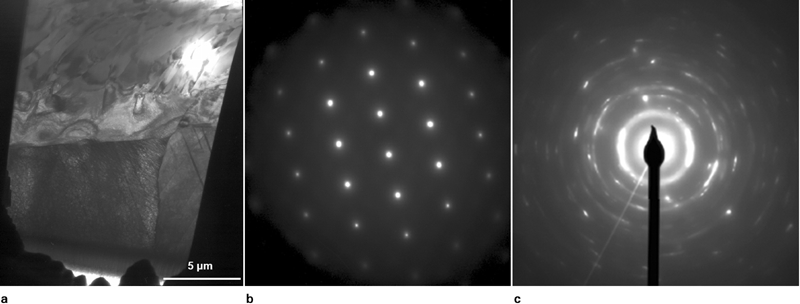
a TEM cross-sectional image of ferrite grain carburised at 380°C and diffraction patterns taken b near interior and c near surface of grain
The cyclic polarisation curves are shown in Fig. 7a. The specimens carburised at 350 and 380°C exhibit a corrosion resistance that is indistinguishable from the non-treated material, except that the open circuit potential is slightly increased [from about −150 mV(SCE) to about −100 mV(SCE)] (the break in these curves at 1000 mV is not due to pitting but to oxygen or chlorine gas evolution). The specimens carburised at 400°C and above had degraded corrosion resistance, which will be discussed elsewhere.
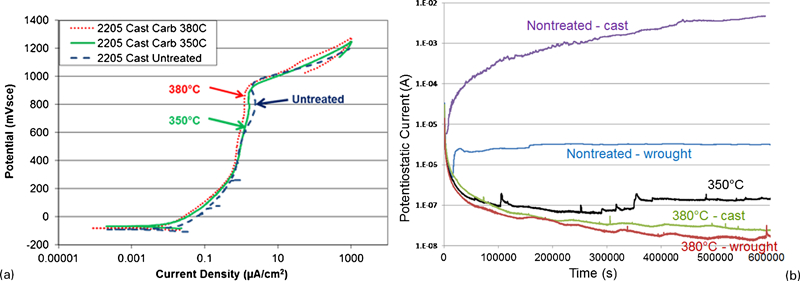
a cyclic polarisation curves and b crevice corrosion results for 2205 specimens
The crevice corrosion results for non-treated 2205 and specimens carburised at 350 and 380°C are shown in Fig. 7b. The non-treated cast specimen initiated a crevice in 0·4 h, and the non-treated wrought specimen initiated a crevice in 4·4 h. The carburised specimens displayed a much greater resistance to crevice corrosion, with no crevice formation during the duration of the week long test.
Figure 8 shows some of the bulk mechanical properties of the wrought 2205 steel carburised at 380°C. In the uniaxial tensile test (Fig. 8a), the carburised specimen displayed a ∼20% increase in both the 0·2% yield strength and the ultimate tensile strength, and a small ∼10% decrease in the elongation to failure. In uniaxial fatigue studies (Fig. 8b), the carburised specimens are noticeably more fatigue resistant. The Charpy impact energy (Fig. 8c) of the carburised specimens is decreased.
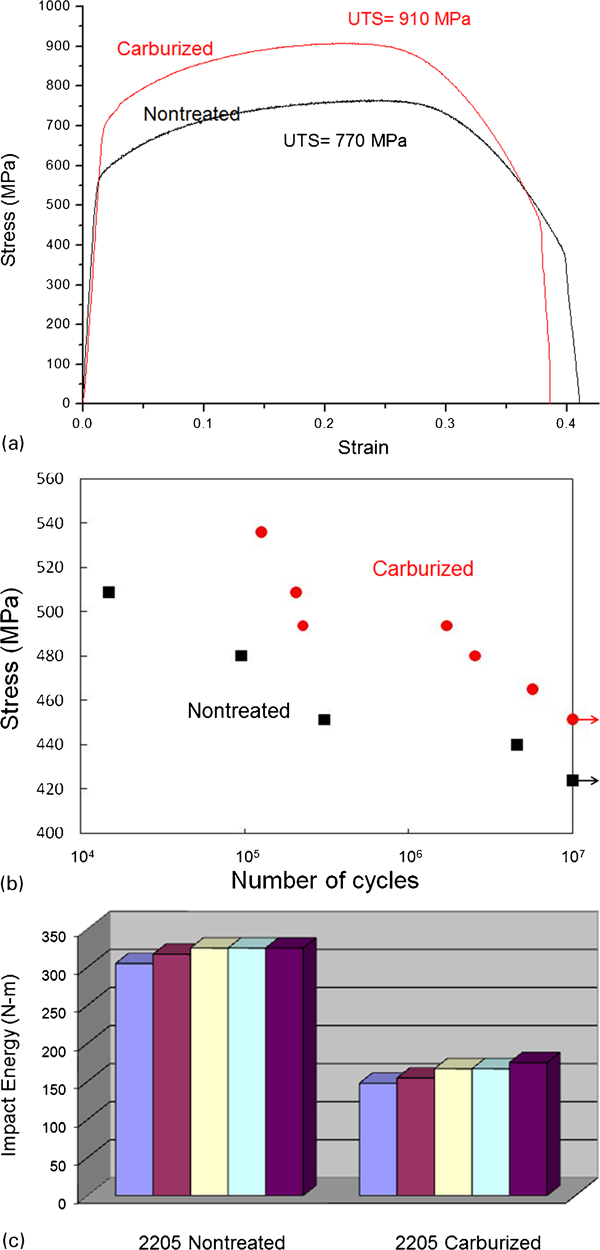
Mechanical properties of non-treated and 380°C carburised wrought 2205: 0·2% yield stresses for non-treated and carburised samples were 580 and 720 MPa respectively
Discussion
The diffusivity of carbon is ∼1000 times higher in ferrite than in austenite at the carburisation temperatures, while the equilibrium and paraequilibrium carbon solubility is ∼10 times lower. Thus, the higher carbon surface concentration in the ferrite is surprising, as is the thinner case depth (Figs. 1–3). The authors suggest that in these specimens, the carbon reacted with the ferrite grains to form a ferromagnetic paraequilibrium carbide, i.e. a carbide that contains metal atoms in the same ratio as in the ferrite grains in the untreated material (∼25%Cr and ∼3%Ni). The XRD peak at ∼44·5° 2θ in the carburised specimens (Fig. 4) is believed to be caused by this carbide and not by a carbon supersaturated ferritic phase. None of the known stoichiometric carbides (M3C, M5C2, M7C3 and M23C6) have the precise carbon content we observe, i.e. ∼22 at-%, and the identity of this carbide is the subject of ongoing research. However, the smaller case depth in this carbide is clear evidence that the carbon diffusivity is slightly less than in austenite. It is interesting that this paraequilibrium carbide is ∼10 μm thick, whereas the comparable paraequilibrium carbide on PH13-8Mo16 is ∼2 μm thick. This implies that either the M/C stoichiometry in the two carbides is different, or the carbide diffusivity in the carbide depends sensitively on the metal chemistry, as the carburisation treatment was the same in the two alloys. The TEM cross-sectional image and the diffraction pattern, as shown in Fig. 6, are consistent with the conclusion that the ferrite grain in the hardened case has transformed to a fine grained carbide in the near surface region.
The mechanical properties display the effects of a thin hardened surface layer. Although the observed increase in hardness was dramatic (about three times increase in HV), the changes in tensile properties are more modest because the carburised layer is such a small fraction of the overall specimen volume. The observed increase in fatigue resistance (an increase in fatigue life of one to two orders of magnitude for a given maximum stress) is similar to the effect previously reported for low temperature carburised 316L austenitic stainless steel,12 and its origin is presumably the same, i.e. the constrained carburisation induced lattice parameter expansion, which leads to large surface compressive residual stresses (∼3 GPa). Fatigue crack nucleation typically occurs at the surface, but these nucleation sites are shielded by compressive stresses, leading to internal crack nucleation sites. It is remarkable, however, that the hardened case in 2205 containing ∼50% of a paraequilibrium carbide (which presumably is not as ductile in bulk form as either austenite or ferrite) has such good fatigue resistance.
The decrease in Charpy impact energy after low temperature carburisation is not due to the surface layer but is most likely due to the incipient spinodal decomposition of the ferrite phase21 (the well known α–α′ aging leading ultimately to embrittlement). (This is likely also the explanation for the increased ultimate tensile strength in the tensile behaviour.) However, the level of impact energy of the carburised material is sufficient for virtually any application for which this alloy finds use.
As discussed above, the only previous report of low temperature carburisation of a duplex stainless steel17 described the maintenance of corrosion resistance associated with the transformation of the surface region to a fully austenitic case. In the work described here, the pitting potential of the duplex 2205 stainless steel in 0·6M NaCl is maintained, while the crevice corrosion in natural sea water is greatly improved. The corrosion resistance of both phases in the duplex 2205 must be enhanced by interstitial hardening. This has previously been shown for the austenitic 316L stainless steel.14 The exceptional corrosion resistance of the paraequilibrium carbide phase is quite novel, as is the fact that low temperature carburisation can further enhance the passivity of such a corrosion resistant alloy.
Conclusion
The interstitial hardening of duplex stainless 2205 steel due to the low temperature carburisation at 350–380°C in CO containing gas led to significant improvements in fatigue performance and crevice corrosion resistance in 0·6M NaCl solution. In view of our experience with low temperature carburisation of 316L austenitic stainless steel, the improved fatigue and corrosion resistance of the austenite portion of the alloy are not surprising. However, the formation of a high cycle fatigue and corrosion resistant paraequilibrium carbide atop the ferrite portion is noteworthy, particularly because the surface hardness of both phases was significantly enhanced, and the tensile properties were noticeably improved. There appears to be no adverse effects due to the formation of a paraequilibrium carbide atop the ferritic portion of this duplex alloy.
Footnotes
Acknowledgements
The authors thank the Swagelok Company for carburising the specimens used in this study, and S. Collins, P. Williams and S. Marx of Swagelok for valuable discussions. The work was sponsored by DARPA.