
Abstract
Nickel–ceramic microfiltration membranes were prepared by electroless deposition of nickel on the activated ceramic membrane substrates having a nominal pore size of 275 nm. Two different surfactants, namely sodium dodecyl sulphate (SDS) and cetyltrimethyl ammonium bromide (CTAB), were studied for their ability to alter the performance characteristics of plating baths as well as composite membranes. Parameters evaluated include the bath conversion, plating efficiency, metal film thickness, average pore size of the composite membranes and per cent pore densification. The overall plating rate was found to increase up to 32% with the addition of SDS and 45% with the addition of CTAB. Addition of surfactants not only resulted in increased film thickness (4–5 μm) but also accounted for considerable reduction in average pore size of the composite membrane. CTAB was found to be more effective and efficient than SDS for nickel membrane fabrication.
List of symbols
membrane surface area, m2
concentration of Ni+2 in the solution after plating, mol L−1
initial concentration of Ni+2 in the plating solution, mol L−1
average pore diameter of the substrate ( = 275 nm)
average pore diameter of the nickel–ceramic composite membrane, m
per cent pore densification, %
amount of nickel originally available in the plating bath, kg
dry weight of the membrane before plating, kg
dry weight of the membrane after plating, kg
conversion of Ni+2 to Ni in the plating bath
thickness of porous nickel film, m
plating efficiency
density of nickel metal, kg m−3

effective porosity of the nickel–ceramic composite membrane skin layer
Introduction
Nickel and nickel composite membranes have been suggested for their applicability in the separation of dust particles from gaseous streams to produce ultrapure gases,1 removal and recovery of TiO2 from waste streams,2 hydrogen separation3 and asymmetric supports for dense palladium composite membranes.4 Among several nickel deposition methods, electroless plating technique offers several advantages such as simplicity in the method, ability to extend for process design and scale-up and remarkable flexibility in altering process parameters to achieve desired features.5 Various parameters in conventional electroless plating process that can influence deposition morphology include type of activation process,6 metal precursor composition,7 pH, temperature,8 reducing agent concentration,9 heat treatment and type of stabiliser.10
In the recent years, process intensification techniques have received considerable attention in the field of metal composite membrane fabrication using electroless plating.11 – 14 The primary objective of the mass transfer coupled electroless plating process is to enhance higher metal deposition rates and thereby reduce the total time expended towards the plating process. Some of the conventional mass transfer enhancements during electroless nickel deposition include bath agitation12 and sonication.13 The basic objective in our work is to maximise pore densification (a function of average membrane pore size before and after plating) of the composite membrane with maximum selective conversion. Despite carrying out nickel plating for about 8 h, the most probable reason for the inability to achieve 100% densification is the difficulty in controlling nickel metal attrition due to the released H2/N2 gas on the membrane surface during metal deposition. In this regard, it is necessary to examine the role of additives such as surfactants in enhancing the pore densification values.
Elansezhian et al.15 studied the effect of surfactant concentration on the mechanical properties of electroless Ni–P coatings considering two different surfactants namely sodium dodecyl sulphate (SDS) as an anionic surfactant and cetyltrimethyl ammonium bromide (CTAB) as a cationic surfactant. They found that the addition of a surfactant (SDS/CTAB) at a concentration higher than 0·6 g L−1 lowered the surface roughness of the deposit by 9–15% and increased its microhardness value by 50%. Elansezhian et al.16 also studied the effect of these surfactants (SDS and CTAB) on the surface morphology and surface topography of the electroless Ni–P coatings and observed that higher concentrations (above 0·6 g L−1) of surfactants resulted in smoother and more uniform deposition. Zarebidaki and Allahkaram17 monitored the dispersing power of two different surfactants namely SDS and hexadecyl trimethyl ammonium bromide (HTAB) during electroless Ni–P–CNT composite coatings. They observed that the dispersing power of SDS surfactant is higher than HTAB. All these studies did not emphasise upon the performance characteristics (such as conversion and efficiency) of electroless plating baths. Also, research emphasis was not towards composite membrane fabrication.
The primary objective of this work is to evaluate the combinatorial performance characteristics (i.e. conversion, plating efficiency, film thickness and pore densification) of electroless plating baths at different surfactant concentrations. Concentration range of the surfactants used in this study (0–1·5 g L−1 for SDS and 0–1·8 g L−1 for CTAB) was adopted from Elansezhian et al. 15 15,16
Experimental
Nickel–ceramic composite membranes were prepared by depositing nickel layer over a disk type ceramic membrane with an average pore size of 275 nm. Preparation and characterisation of the ceramic substrate was presented elsewhere.11 Membranes were polished and cleaned ultrasonically to make them suitable for plating experiments. Conventional procedure for sensitisation and activation steps was followed prior to electroless plating.
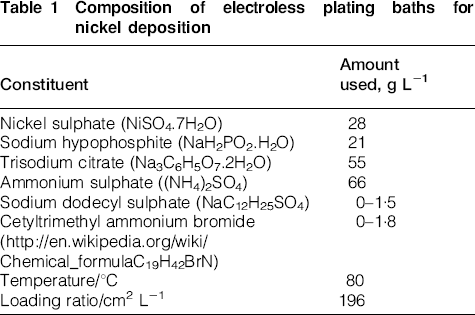
Nickel deposition was carried out by electroless plating technique using the compositions summarised in Table 1. Two surfactants namely SDS and CTAB were added as the dispersing agents. The concentration of SDS in the solution was varied between 0 and 1·5 g L−1 while the concentration of CTAB was varied between 0 and 1·8 g L−1 with six uniform intervals for each surfactant. Thereby 13 nickel–ceramic composite membranes were fabricated to study the effect of surfactant concentration on the performance characteristics of the electroless plating baths using sodium hypophosphite as the reducing agent. Eight sequential one-hour plating steps were performed with intermediate rinsing by de-ionised water. A constant loading ratio of 196 cm2 L−1 was used in the plating bath for all the experiments which were carried out in a water bath to maintain the bath temperature at 80°C.
Composition of electroless plating baths for nickel deposition
Nickel ion concentration in the plating bath before and after electroless deposition was estimated by complexometric titration against standard EDTA solution using xylenol orange indicator. Process characteristics were evaluated in terms of bath conversion x and plating efficiency η while membrane characteristics were evaluated in terms of average metal film thickness δ and per cent pore densification (PPD).
Eventually, these parameters were evaluated using the following expressions13

Results and discussion
Electroless plating characteristics
Figure 1 presents the variation of bath conversion with surfactant concentration. From this figure it can be seen that the bath conversion increased with surfactant concentration for both the surfactants. For an increase in SDS concentration from 0 to 1·5 g L−1, conversion increased from 19 to 25%. In the case of CTAB, an increase in concentration from 0 to 1·8 g L−1 resulted in a corresponding increase in conversion from 19 to 27·5%. In comparison, addition of CTAB resulted in higher values of bath conversion than SDS. For both the surfactants, conversion increased up to 1·2 g L−1 and no significant improvement was observed beyond this point indicating that the optimal surfactant concentration was 1·2 g L−1. The overall reaction rate without surfactant (base case) was 5·3×10−6 mol L−1 s−1 which increased to 6·9×10−6 mol L−1 s−1 with 1·25 g L−1 SDS and 7·6×10−6 mol L−1 s−1 with 1·5 g L−1 CTAB.
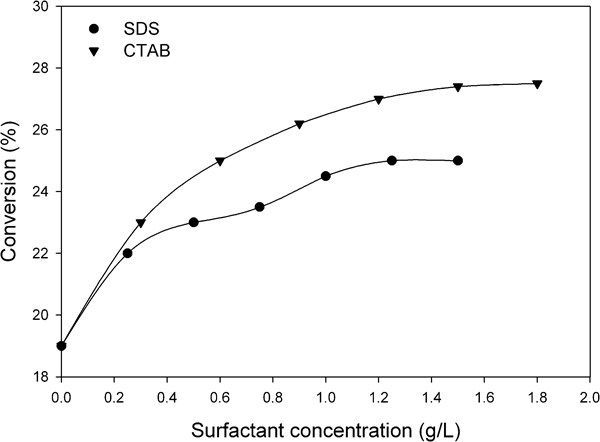
Variation of bath conversion with surfactant concentration
Figure 2 presents the variation of plating efficiency with surfactant concentration. Addition of a surfactant (SDS/CTAB) improved the plating efficiency. The plating efficiency of the bath without a surfactant (base case) was 81·8%. It gradually increased to 86% with increasing the SDS concentration to 1·5 g L−1. On the other hand, the plating efficiency first increased to 86% with increasing the CTAB concentration up to 0·9 g L−1 and it reduced slightly at the CTAB concentrations above 1·2 g L−1. It can be concluded that CTAB is more efficient than SDS at lower concentrations (⩽1·2 g L−1).
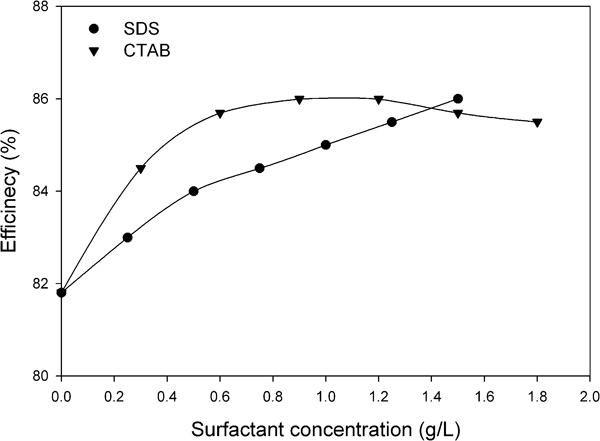
Variation of plating efficiency with surfactant concentration
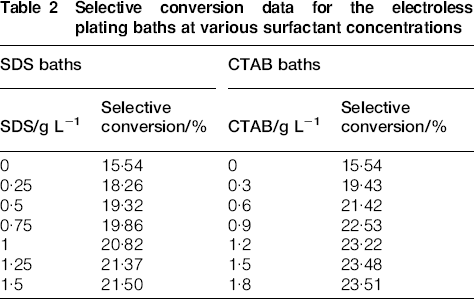
Table 2 summarises the selective conversion (the product of fractional conversion and plating efficiency) data of the plating baths with the addition of surfactants. The selective conversion of the bath without a surfactant (base case) was 15·5% and increased to 21·5% with the addition of SDS and 23·5% with CTAB. These values were significantly higher than the selective conversion values of agitated electroless plating baths which were less than 19% even at a stirring speed of 200 rev min−1 (Ref. 14) for the same initial NiSO4 concentration of 0·1 mol L−1. Addition of a surfactant (SDS/CTAB) resulted in significant enhancement in selective conversion values with respect to the base case. CTAB can be recommended to obtain better selective conversion values.
Selective conversion data for the electroless plating baths at various surfactant concentrations
Composite membrane characteristics
Figure 3 presents effect of surfactant (SDS/CTAB) concentration on the average nickel layer thickness evaluated by weight gain method presented in the equation (3). As shown in the figure, the average film thickness increased with increasing surfactant concentration for SDS as well as CTAB and the thickness profiles were similar to those of the conversion plots. Addition of SDS/CTAB resulted in thicker metal films due to enhanced plating rate which can also be observed from improved selective conversion. Among the two surfactants, CTAB resulted in higher (13–15·7 μm) thickness of the nickel films than SDS (12·2–14·3 μm). Deposited nickel films were thicker than those of the agitated baths (13·8–14·1 μm).
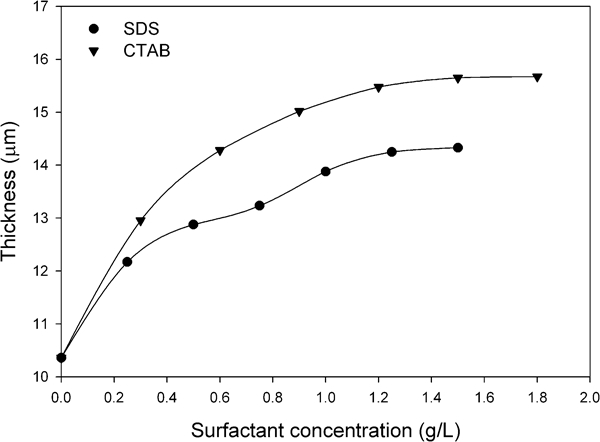
Variation of average thickness of metal film with surfactant concentration
Table 3 presents the variation of average pore diameter of the composite membranes with surfactant concentration. The average pore size of the composite membrane prepared without adding a surfactant was 105 nm and it reduced to 92 and 82 nm upon the addition of SDS and CTAB respectively. Higher concentrations of the surfactants resulted in better reduction in average pore size. CTAB was found to be more effective than SDS in reducing the average pore size of the composite membranes.
Average pore size data of composite membranes prepared using various surfactant concentrations
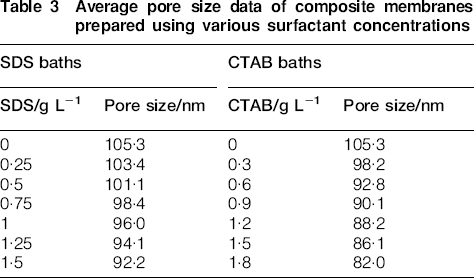
Figure 4 presents the variation of PPD with surfactant concentration. Per cent pore densification increased with increasing surfactant concentration due to the reduction in average pore size as discussed above and higher concentrations of the surfactant (SDS/CTAB) resulted in higher PPD values. The base case (without surfactant) PPD value was 85·3%. Addition of 1·5 g L−1 SDS enhanced the PPD value to 88·8% and 1·8 g L−1 CTAB enhanced the PPD to 91·1%. Even higher PPD values (92·8–94·7%) were observed for agitated plating baths.14
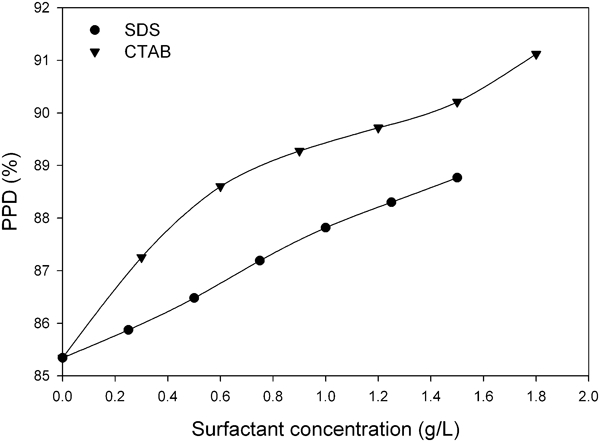
Variation of PPD of composite membrane with surfactant concentration
Figure 5 presents the effective porosity values of the nickel layer deposited on the ceramic membrane evaluated from gas permeation experiments. The effective porosity of the metal layer deposited in the bath without surfactant was 0·66% which increased to 0·74% with the addition of SDS and unchanged with its concentration. On the other hand, the effective porosity reached 0·82% with the addition of 0·6 g L−1 CTAB and thereafter increased gradually to 0·93% at the maximum concentration of 1·8 g L−1. Addition of CTAB to the electroless plating baths resulted in the deposition of more porous metal films with lower average pore size. This is an indication of good number of uniform pores in the selective layer which is a desirable feature of microfiltration membranes.
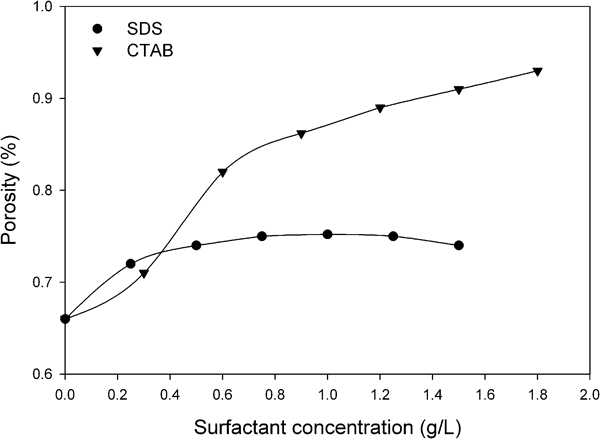
Variation of effective porosity of metal film with surfactant concentration
Figure 6 presents the field emission scanning electron microscopy images of the nickel layer deposited from the baths with and without surfactant. When no surfactant was used (Fig. 6a), the nickel layer surface had coarser grains and addition of either of the surfactants SDS (Fig. 6b) or CTAB (Fig. 6c) resulted in finer nickel grains. However, the former surfactant (SDS) resulted in a more uniform surface texture than the latter (CTAB). The same observation was also reported by Elansezhian et al.15 who deposited nickel on mild steel specimens.
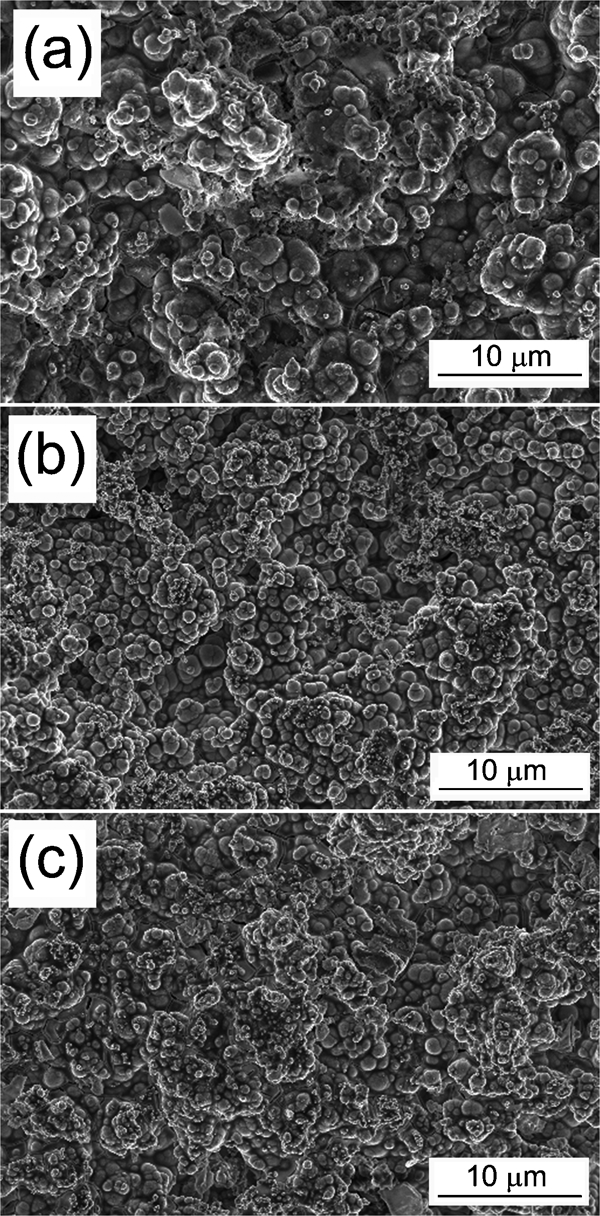
Field emission scanning electron microscopy images of composite membranes: a without surfactant; b 1·25 g L−1 SDS; c 1·2 g L−1 CTAB
Conclusion
Both the surfactants namely SDS and CTAB enhanced the performance of electroless plating baths. The overall plating rate increased by 32% with the addition of SDS and 45% with the addition of CTAB. Selective conversion values increased with increasing surfactant (SDS/CTAB) concentration and were much better than those obtained for membrane stirring at 200 rev min−1. Average film thickness reached a maximum value at a surfactant concentration of 1·2 g L−1 above which no significant improvement was noticed. Both the surfactants reduced the pore size of the composite membranes and CTAB was more effective than SDS in this regard. However, the enhancement in PPD values was quite less than that of membrane stirring. Hence, it can be concluded that the addition of a surfactant (SDS/CTAB) is superior to agitation from the process perspective but not from the membrane perspective. Also, further studies need to be considered for hydrazine based electroless plating baths, which will be taken up as the future work.