
Abstract
Microwaves at 2·45 GHz have been used to ignite the self-propagating high temperature synthesis of Ni and Al powder mixtures (50∶50 at-%) to produce a duplex intermetallic coating on Ti substrates. Owing to the high β-NiAl synthesis reaction enthalpy and the energy provided by the electromagnetic field, the newly formed aluminide is in the liquid phase. Thus, it can react with the underlying Ti substrate, forming a ternary eutectic at the interface, belonging to the Ni–Al–Ti system. The peculiar interlocking microstructure of such ternary layer is responsible for an increase in toughness and hardness compared to the parent NiAl coating. Moreover, the ternary layer's oxidation resistance was tested, showing the possibility of replacing the functionality of hard and brittle NiAl, but limitedly up to 750°C. This can be ascribed to the relatively low Al content in the ternary layer, which hinders the formation of a continuous and protective Al2O3 scale. For this reason, the increase in Al content, or the addition of further elements such as Cr or Si, in the starting powder mixture, helps improve the oxidation resistance of the complex intermetallic coating at the interface, up to the tested temperature of 900°C.
Introduction
Titanium and titanium based alloys are suitable candidate materials to be applied for the fabrication of lightweight components in the aerospace and automotive field, due to their high temperature strength and low density.1 On the other hand, at temperatures above 500–520°C, most of Ti alloys cannot be used, due to the non-protective nature of the TiO2 formed on the surface, and the progressive oxygen uptake which detrimentally affects the base metal toughness. The poor adhesion and lack of protection of the titanium oxide reduces high temperature wear resistance, limiting applications of Ti and Ti based alloys to temperatures lower than those theoretically allowed by their melting points and mechanical properties.2 For this reason, a modification of the surface properties becomes necessary. Metallic materials can be protected against wear and high temperature oxidation by the formation of intermetallic coatings, in particular, aluminide based.3 As a matter of fact, in the case of aluminide coatings, the formation of surface Al2O3 provides high protection due to its sufficiently slow growth rate. However, most of the traditional coating manufacturing techniques are still far from satisfactory, particularly as far as the adhesion to the substrate is concerned.
Combustion synthesis (CS) is nowadays one of the most promising and economic methods for the manufacture of intermetallic compounds; some of its advantages with respect to many traditional solid state synthetic routes are the high purity of the products, short process times (typically of the order of few seconds or less) and the low energy consumption (limited to the ignition step), as well as the low cost of the experimental apparatus.4 CS exploits high exothermic reactions between reactants, which can be also in the powdered state. After reaching the ignition temperature Tig, the reactants (usually powder compacts) start to react, and the reaction becomes self-sustaining, not requiring any other external energy source to yield the desired product. Depending on the way of ignition, CS can be conducted in the self-propagating high temperature synthesis (SHS) mode or in the thermal explosion (TE) mode. In the SHS mode, the reaction is ignited at one end of the reactive sample, and it self-propagates in the form of a combustion wave at very high velocities. In the TE mode (also known as reactive sintering or volume CS), the whole volume of the sample is heated uniformly in a controlled manner until reaction takes place essentially simultaneously throughout the volume.5
A wide number of different techniques, which can be used to ignite CS reactions, have been reviewed by Barzykin in 1992.6 Among them, the most recent and intriguing ignition technique is probably represented by the use of microwave (MW) energy.
Dalton et al. for the first time initiated a CS process by heating a reactive sample with MW energy.7 The authors investigated the mixtures Ti+C, Si+C, 4B+C, Ti+2B, Mo+2Si, 5Ti+3Si, 2Al+N2, 2Ti+N2 and 3TiO2+4Al+3C. Ignition by means of MW energy has been claimed to produce completely different product morphologies, leading to a more complete conversion of reactants.8 The authors ascribed such behaviour to the characteristic inverse temperature profile of MW heated samples, in which the centre of the body becomes hotter than the surface, which is exposed to the colder furnace atmosphere. Thus, when MWs are used to ignite CS reactions, the result can be a peculiar combustion wavefront propagating radially outward from the centre.
After the pioneering work by Dalton and co-workers, the use of MW energy became a well established technique to ignite and sustain CS of pure ceramic phases and composites. For example, results consistent with those obtained by Dalton et al. were obtained by Peng and co-workers.9
Interest for the possibility of using MWs to ignite CS between pure metallic powders, leading to intermetallic compounds and phases, originated from the famous work by Roy et al.10 In that paper, the authors reported for the first time the MW sintering of metal powders. A comparison with a conventional sintering process was reported, and almost in all cases, MW sintered samples revealed higher modulus of rupture and densities, together with finer microstructures with respect to the conventionally heat treated ones. The reason they found for the enhancement in mechanical properties of MW sintered samples was the finer grain size together with the round edged porosity (when any), resulting into higher ductility and toughness. They partly attributed the metal powder heating behaviour to the eddy current losses from the electrical field, together with multiple scattering phenomena. From this work concerning the interaction of MW energy with powdered metals, in the same year, the same group of researchers investigated the possibility to exploit MW–metal powders interaction to ignite CS reactions between metallic powder mixtures, extending the potentialities of such an ignition technique to the synthesis of intermetallic compounds, phases and intermetallic matrix composites.11
More recently, some of the present authors 12 12,13 investigated for the first time the possibility to ignite CS between pure metal powders in both predominant electrical field E and predominant magnetic field H regions of a MW single mode applicator and how the prolonging of MW exposure after CS can alter the product's microstructure.
In this paper, a powder metallurgy based approach to obtain NiAl aluminide coatings on Ti substrate will be presented. In particular, MWs at the frequency of 2·45 GHz in a single mode applicator will be used to trigger the reaction between Ni and Al compacted powders (50∶50 at-%) on a grade 2 Ti substrate, under moderate pressure. The expected advantage of such an approach is the preferential heating of the reactants by direct MW absorption, while the metallic substrate is not directly affected by MWs, so that its heating relies only on the conduction from the reaction zone. Moreover, the high exothermicity of the CS occurring and the simultaneous application of MW energy promote and prolong the existence of the newly formed NiAl molten phase, which reacts with the underlying Ti substrate to form a tough ternary intermediate Ni–Al–Ti layer, with a lower liquidus temperature.14 This ternary layer will be proven to possess hardness and fracture toughness higher than pure NiAl.15
However, in order to be an efficient protective coating for titanium at a high temperature, the oxidation resistance of such ternary layer in comparison to those of pure NiAl and of the Ti substrate needs to be assessed.16 In this paper, the effect of the addition of Si and/or Cr alloying elements to the starting powder mixtures to further increase the high temperature oxidation resistance of the ternary layer will be presented as well.
Experimental
Substrates, in the form of discs of 30 mm diameter, 3 mm thick, made of grade 2 or 5 titanium, kindly provided by Akrapovic (Slovenia), have been polished with up to grit 1000 sand paper and cleaned in acetone. Elemental Ni (∼3 μm, 99·7% purity), Al (−200 mesh, 99% purity), Cr (−325 mesh, 99+% purity) and Si (−325 mesh, 99% purity) powders were all purchased from Sigma Aldrich (Milan, Italy).
Powders in the 1∶1 Ni/Al molar ratio between constituents were mixed under vacuum in an Al2O3 ceramic jar for ∼30 min, then uniaxially pressed to form 30 mm diameter discs, 5 g in weight, obtained by applying a pressure of 150 MPa. In the case of Cr or Si modified compositions, up to 10 at-% of such elements (alone or mixed) was added before mixing.
All the MW assisted CS experiments were conducted in a TE10n single mode applicator (transverse electrical mode where the indices describe a field configuration with one semiperiod variation of the electrical field along the applicator width, zero variations along the applicator height and n variations along the applicator length, with n = 3, 4) operating at the industrial, scientific and medical applications frequency of 2·45 GHz. The MW source is a magnetron generator (with an output power level ranging from 300 to 3000 W), connected to a three-port circulator and to a three-stub tuner both based on the WR-340 rectangular waveguide geometry (approximately 86×43 mm section). A shorting plunger allows controllably altering the electromagnetic field distribution and having the maximum of the electrical field in correspondence of the sample's position, depending on its arrangement inside the applicator. The MW single mode applicator is depicted with all its above mentioned components in Fig. 1a, showing also the load position. The cylindrical compacted powder mixture was positioned on the Ti disc substrate, which, at its turn, was placed on a refractory basement at the centre of the MW cavity.
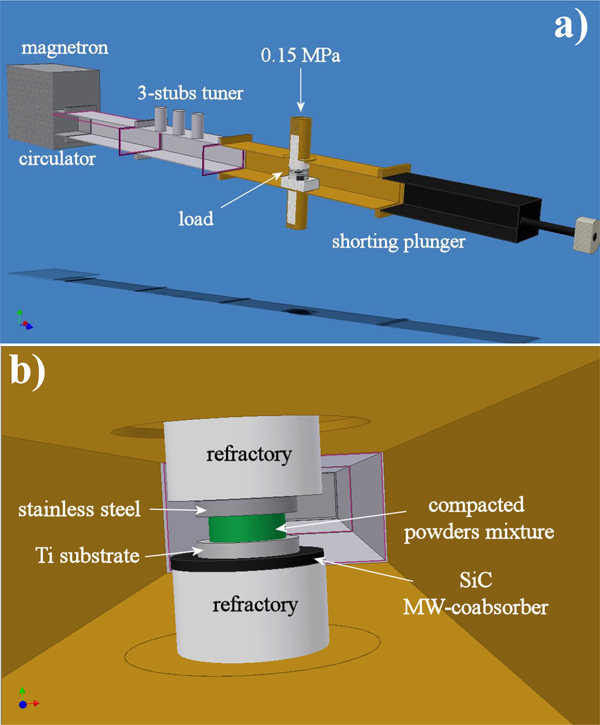
a microwave single mode applicator and b arrangement of load inside cavity
A sacrificial stainless steel disc was used to separate the reactive discs from a cylindrical refractory ram, which was used to apply a moderate 0·15 MPa pressure during CS, in order to reduce porosity of the products. This disc presents a satisfactory chemical inertness to the reactive species, so that it can be easily removed after CS. A silicon carbide MW co-absorber was added at the bottom of the assembly, since previous studies17 demonstrated its positive effect in improving the reproducibility of results, decreasing arc generation phenomena. The arrangement of the whole load is depicted in detail in Fig. 1b.
The as synthesised specimens were sectioned to expose the whole cross-section in order to investigate their microstructural and compositional features by means of optical microscopy (Leica DMI 5000M), SEM (ESEM Quanta-200 FEI; Oxford Instruments) and energy dispersive spectroscopy (EDS, Inca-350; Oxford Instruments).
Results and discussion
Microstructure
The ignition of all the investigated reactive coatings was reached in <30 s when applying a MW forward power of 1·2 kW. After ignition, a light sensor connected to the generator immediately switched the power supply off, thus minimising the differences in the MW exposure times after syntheses completion. Ignition, in the experimental conditions applied, occurs at one end of the sample due to the peculiar electromagnetic field distribution existing in the applicator, and rapidly propagates (SHS regime) to the whole sample. The typical microstructure of the double layer coating obtained by igniting the CS between Ni and Al powder mixtures (50∶50 at-%) is reported in Fig. 2.
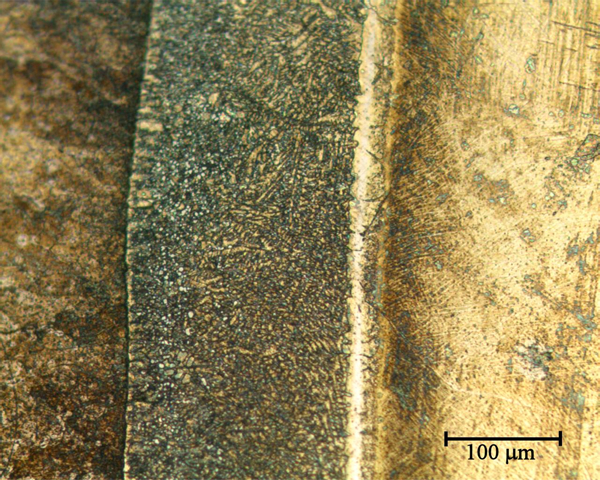
Optical micrograph of etched (fluoridic and nitric acids in 98% glycerol) cross-section showing, from left to right, NiAl, intermediate layer and titanium substrate
As clearly visible in Fig. 2, the peculiar microstructure consists of:
a polycrystalline outer layer essentially made of NiAl grains, without preferential orientation, formed by the solidification of the newly formed intermetallic phase
an intermediate Ni–Al–Ti layer having a mixed dendritic structure with presence of lamellar eutectic regions
a thin interface layer well adhered to the titanium substrate
a titanium substrate, almost unaffected by the heat generated in the synthesis region, except for some strain marks near the interface layer boundary.
The nature of the intermediate layer complex microstructure and the possibility to modify its thickness by post-synthesis annealing treatment, at a temperature higher than 904°C (a liquid phase appears in the ternary layer above this temperature), has been investigated elsewhere15 as well as the possibility to directly modify the thickness of the Ni–Al–Ti layer by changing MW parameters (forward power and time of MW exposure) and thickness of Ti substrate.18
Hardness and fracture toughness
The as synthesised Ni–Al–Ti intermediate layer presents a microhardness of 1020±70 HV0·05 which is much higher with respect to pure NiAl, that is 505±26 HV0·05. Moreover, a higher toughness was achieved in the ternary layer: average indentation fracture toughness of the Ni–Al–Ti layer is 4·4 or 3·5 MPa m1/2, depending on the cooling rate applied, compared to 1·2 MPa m1/2 of the NiAl outer layer.15
The tougher nature of the ternary Ni–Al–Ti layer is also evidenced by Fig. 3, which shows its property of stopping crack propagation, by crack branching and by progressively arresting and deviating from the crack path.
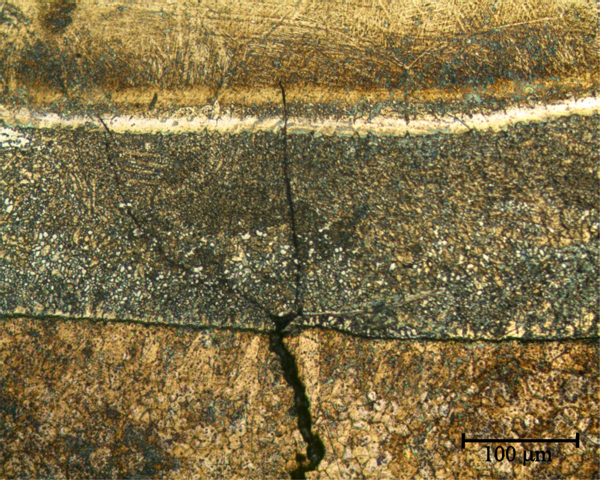
Crack branching and progressive crack stopping when passing from NiAl (bottom) to intermediate layer (middle) and titanium (top)
A possible explanation of such behaviour lies in the finer microstructure of the Ni–Al–Ti intermediate layer, which is also responsible for increased values in hardness and fracture toughness with respect to pure NiAl.
High temperature oxidation behaviour
Two different isothermal oxidation treatments (750°C for 100 h and 900°C for 100 h) were performed in order to investigate the high temperature oxidation behaviour of the ternary Ni–Al–Ti layer in comparison to pure NiAl outer layer and to grade 2 Ti substrate.
After 100 h at 750°C, the grade 2 Ti substrate, i.e. the uncoated titanium, presented an approximately 80 μm thick scale composed of TiO2. A much thinner and denser external scale, ∼0·2 μm thick, was formed on the NiAl coating; it was found by EDS to be Al2O3.
On the Ni–Al–Ti ternary coating, in the same experimental conditions, a thicker scale was formed, ∼15 μm thick, made of mixed titanium oxide and aluminium oxide. From the EDS analysis, it was possible to note that this scale is not homogeneous and presents an inner zone with a higher Ti content and an outer zone, which results richer in Al.
After 100 h of isothermal oxidation treatment at 900°C, the thickness (3–5 μm) of the Al rich scale formed on the NiAl coating was the thinnest among the three investigated samples. The oxide formed on the ternary Ni–Al–Ti coating was ∼250 μm, presenting a heterogeneous structure (an outer layer of 120 μm composed of Ti rich oxide and an inner layer composed of Al rich oxide).
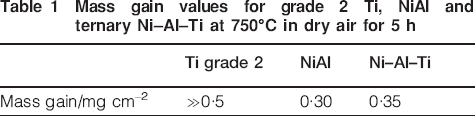
Considering only the first 5 h of oxidation, the specific weight gains of NiAl, uncoated grade 2 Ti and ternary Ni–Al–Ti exposed to 750 and 900°C are reported in Table 1 Tables 1 and 2 respectively.
Mass gain values for grade 2 Ti, NiAl and ternary Ni–Al–Ti at 750°C in dry air for 5 h
Mass gain values for grade 2 Ti, NiAl and ternary Ni–Al–Ti at 900°C in dry air for 5 h
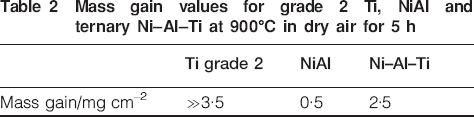
Uncoated grade 2 Ti substrate presents in both cases the highest oxidation rates with mass gain values ∼0·5 and 3·5 mg cm–2 already after 1 h exposure time at 750 and 900°C respectively.
Considering the nature of the oxidation products, it can be deduced that the oxidation rate of NiAl was smaller than that of the Ni–Al–Ti ternary coating due to the formation of a protective thin Al2O3 layer, occurring both at 750 and 900°C.
At 900°C, the oxidation resistance of the ternary Ni–Al–Ti layer was significantly lower than that of the NiAl because the kinetics factors favour the growth of non-protective rutile in the scale in the presence of titanium and with deficiency of aluminium with respect to pure NiAl composition.
As a matter of fact, the average atomic compositions of NiAl and ternary Ni–Al–Ti coatings, determined by EDS, are 52Ni–48Al and 20Ni–65Ti–15Al respectively.15 The insufficient Al content in the composition of the ternary Ni–Al–Ti ternary layer (15 at-%) is considered responsible for the lack of formation of a thin stable alumina protective coating, which instead forms on NiAl sample with a higher Al content (48 at-%).
Up to 750°C, however, the ternary Ni–Al–Ti layer can replace the functionalities of hard and brittle NiAl, while at a service temperature of 900°C, it could be just an interesting tradeoff solution between good mechanical properties and satisfactory oxidation resistance.
Effect of Cr and Si addition
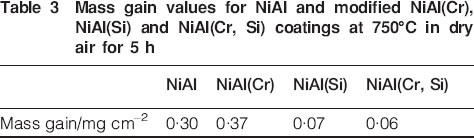
In order to extend the temperature range of applicability of such coatings, the effect produced by the addition of Cr and/or Si (10 at-% as the maximum) was studied. In detail, three different nominal atomic compositions were investigated: Ni/Al/Cr = 45∶45∶10 at-%, Ni/Al/Si = 45∶45∶10 at-% and Ni/Al/Cr/Si = 45∶45∶5∶5 at-%.
The specific weight gains of the modified coatings exposed to 750°C for 5 h and to 900°C for 5 h are reported in Table 3 Tables 3 and 4 compared to pure NiAl.
Mass gain values for NiAl and modified NiAl(Cr), NiAl(Si) and NiAl(Cr, Si) coatings at 750°C in dry air for 5 h
Mass gain values for NiAl and modified NiAl(Cr), NiAl(Si) and NiAl(Cr, Si) coatings at 900°C in dry air for 5 h
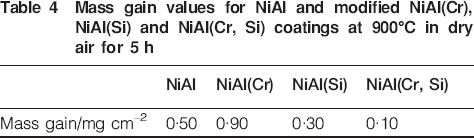
The presence of both Cr and Si in the starting powder mixture and, as a consequence, in the final outer layer of the double coating, provided the lower mass gain after oxidation treatments at 750°C as well as at 900°C in dry air for 5 h. On the other hand, the addition of Cr alone resulted in a more pronounced weight gain.
These results are expected to be reflected also into the high temperature oxidation behaviours of the inner ternary layers of the coatings, which will be probably beneficially affected by the presence of Cr and/or Si as well. However, further investigations are required to confirm the Si or Cr modified ternary layer behaviour, and to better understand the synergic role of Si and Cr.
Conclusion
In this work, a MW assisted CS approach was presented to obtain protective NiAl aluminide coatings on titanium substrates. The peculiarities of MWs to be selectively absorbed by micrometric metallic powders and to transfer energy (and not heat) to the reactive specimens allow to obtain a double layer coating consisting of an outer layer of pure NiAl and an inner layer belonging to the ternary system Ni–Al–Ti, which presents higher hardness and fracture toughness in comparison to Ti and to pure NiAl.
The high temperature oxidation protection of this double NiAl/Ni–Al–Ti coating was tested at temperatures ranging from 750 to 900°C.
At both temperatures, pure NiAl outer layer presented the lowest mass gain. Up to 750°C, the ternary Ni–Al–Ti layer presented a behaviour similar to NiAl, while at 900°C, it presented a higher mass gain. For this reason, the ternary Ni–Al–Ti layer can replace the functionalities of hard and brittle NiAl up to 750°C, while at a service temperature of 900°C, it could be just an interesting tradeoff solution between good mechanical properties and satisfactory oxidation resistance.
When 10 at-%Si or 5 at-%Si+5 at-%Cr were added to the starting metal powder mixture, the high temperature oxidation kinetics of the modified outer NiAl layer significantly decreased, indicating promising results also for the modified ternary inner layers of the coatings. Further investigations are currently in progress in order to assess the exact role of the added elements and the high temperature oxidation behaviours of the modified ternary inner layers of the coatings.