
Abstract
In this paper, a new environment friendly electroless plating bath using sodium hypophosphite as reductant and nitrilotriacetic acid as complexing agent was investigated under the acid condition. The effects of bath temperature, pH, CuSO4.5H2O concentration, nitrilotriacetic acid concentration and NaH2PO2.H2O concentration upon the deposition rate and the bath stability were studied. The electrochemical results indicated that the deposition rate of the electroless copper increased with the decrease in the pH, and it reached 2·4 μm h−1 when the bath pH was 6·0. The as deposited Cu films were characterised by energy dispersive X-ray analyser, X-ray diffraction, atomic force microscopy and resistivity measurement. The quality of the Cu films were improved by the addition of a surfactant PEG-600, and a uniform copper film with a low resistivity (2·60 μΩ cm) was obtained, which was able to be used as seed layer for electroplating Cu.
Introduction
Copper is used widely for interconnection metal in ultralarge scale integration circuits due to lower resistivity and superior resistance against electromigration compared with conventional aluminium alloys.1 A Cu seed layer is needed for the subsequent electroplating of non-metallic surfaces, especially in the production of printed circuit boards. The Cu seed layer can be plated by chemical vapour deposition, physical vapour deposition or electroless plating technique.2 – 4 Electroless deposition possesses several advantageous characteristics, such as high uniformity, good surface coverage and low cost.
Commercial electroless copper plating solutions often use formaldehyde or its derivatives as reducing agents and are operated at pH values above 11.5 Furthermore, this bath may release hazardous gases during operation.6 Therefore, some paper has investigated electroless copper solutions using non-formaldehyde reducing agents, such as dimethylamine borane,7 glyoxylic alcohol 8 8,9 and sodium hypophosphite.10 – 13 Among these, sodium hypophosphite is especially attractive because of its low pH, low cost and relative safety.10, 11 However, the hypophosphite based electroless copper plating process is complicated because the oxidation of hypophosphite is not catalysed by copper.12,13 – 15 One approach to catalyse the oxidation of the reducing agent is to add nickel ions to the bath, which resulted in a co-deposited nickel in the copper deposited. However, high nickel contents reduce the conductivity of the layers.16, 17 In this study, nitrilotriacetic acid (NTA) was used as complexing agent in sodium hypophosphite based electroless copper plating baths to obtain a pure copper film and improve the quality of the deposited copper film. The effects of operating parameters on the deposition rate of electroless copper bath, the composition and the properties of deposited copper film were investigated.
Experimental
Acrylonitrile–butadiene–styrene (ABS) substrates with a thickness of 1·0 mm and an area of 40×25 mm were used as substrate for the measurement of deposition rate. Before deposition, the ABS substrates were pretreated by degreasing, swelling, etching and neutralising processes. Then, the ABS boards were activated by palladium in the sequence as described in the Shipley process.18
The composition of the electroless copper plating solution was CuSO4.5H2O (10 g L−1) as copper ion source, NTA as complexing agent, NaH2PO2.H2O as reducing agent and CH3COONa.3H2O (27 g L−1) as buffer solution. The effects of pH, bath temperature, NTA and NaH2PO2.H2O concentrations upon the electroless copper deposition rate were investigated. The copper deposition rates were determined by a change in weight of the ABS boards after 1·0 h plating. Distilled water was used to wash the substrates after every step.
For linear sweep voltammetry (LSV), a φ 3·0 mm pure copper electrode was used as the working electrode, and 4·0 cm2 platinum sheet and a commercial electrode of Hg/Hg2Cl2 saturated with KCl were used as counter and reference electrodes respectively. The LSV experiments were carried out at 25°C and at a scan rate of 15 mV s−1.
The chemical composition of films was determined by EDX. The crystalline structures of the electroless plated Cu films were measured by X-ray diffraction (XRD, D/max-3C, Rigaku Company Ltd) using θ–2θ scan with a Cu Kα source working at 40 kV and 35 mA. The surface roughness of the deposited Cu film was measured by AFM (Auto Probe CP Research). The surface roughness was reported as an average roughness Ra and a root mean square roughness Rms.
Results and discussion
Plating rate of electroless copper seed layers
The conventional potential pH equilibrium diagrams suggest that the pH of electroless bath was one of the important factors for copper reduction by hypophosphite. Therefore, the effect of pH upon the copper deposition rate was first investigated, and the results are shown in Fig. 1. The deposition rate of the electroless copper bath was 1·68 μm h−1 at pH 9·0, and it increased to 2·6 μm h−1 when the pH was 5·0 in the plating bath. This result may be explained as follows: from the reaction mechanism of copper and sodium hypophosphite, i.e.
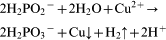

Effect of pH on deposition rate of electroless copper bath
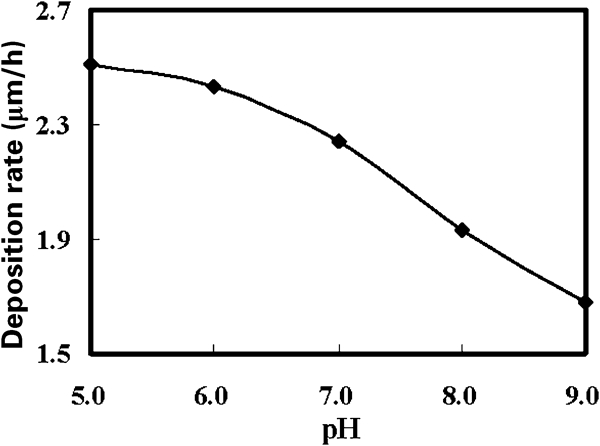
In order to demonstrate the effect of pH for the deposition rate of electroless copper, the effects of the pH on the polarisation curves of electroless copper were studied by LSV, and the results are shown Fig. 2. For the anodic reaction (Fig. 2a), the oxidation potential was shifted to the negative direction with an increase in the pH, which indicated the reduction capacity of sodium hypophosphite increased with an increase in the pH. On the other hand, for the cathodic reaction (Fig. 2b), the reduction peak potential was about −0·6 V and did not change with the pH, but the reduction peak current increased significantly with a decrease in the pH. The reduction peak current was increased from 0·11 to 0·32 mA cm−2 with the pH from 8 to 6, a significant increase in the reduction peak current with the decrease in pH, which agreed with the tendency that of electroless copper deposition rate with the change of pH.
Effects of pH on polarisation behaviours of electroless copper plating bath
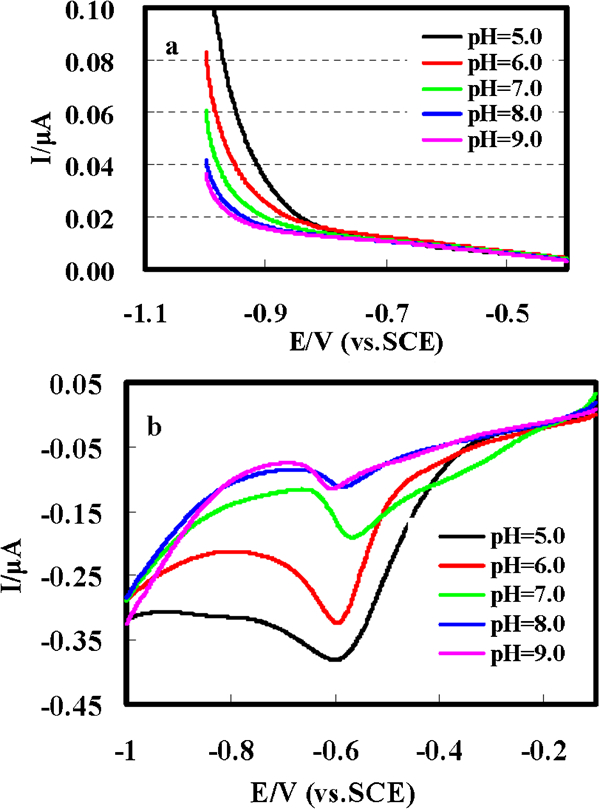
Then, the effect of the bath temperature on the electroless copper deposition rate is illustrated in Fig. 3. The results showed that the deposition rate increased with the increase in bath temperature. The deposition rate increased strongly from 0·7 to 2·4 μm h−1 when the bath temperature changed from 70 to 80°C. Thereafter, the deposition rate increased a little with an increase in temperature from 80 to 90°C. However, when the bath temperature was 90°C, the plating bath became unstable.19 From above the results, the bath temperature of 80°C was selected for electroless copper plating.
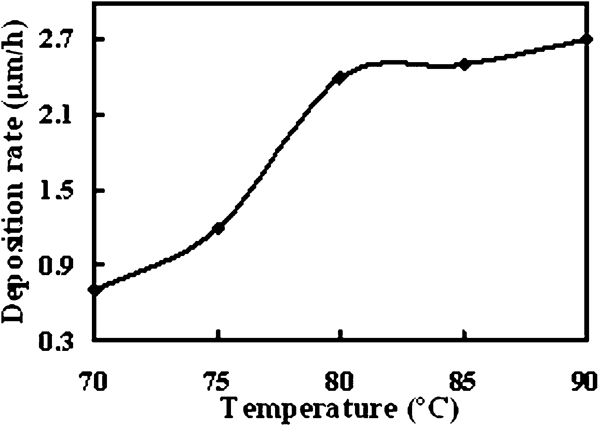
Effect of bath temperature on deposition rate of electroless copper bath
When the bath pH value and temperature were 6·0 and 80°C respectively, the effect of CuSO4.5H2O concentration upon the deposition rate of electroless copper was investigated, and the results are shown in Fig. 4. The deposition rate increased just about linearly with an increase in CuSO4.5H2O concentration of 5·0–10·0 g L−1,20 and then the deposition rate increased slowly with the CuSO4.5H2O concentration. Therefore, the CuSO4.5H2O concentration was kept at 10 g L−1.
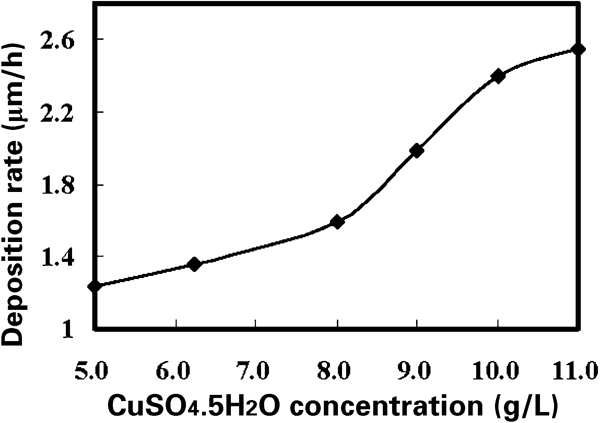
Effect of CuSO4.5H2O concentration upon deposition rate of electroless copper bath
The influence of NTA concentration upon the deposition rate was investigated when the bath pH and the bath temperature were 6·0 and 80°C respectively, and the results are shown in Fig. 5. It was clear that the deposition rate of the electroless copper decreased with the NTA concentration from 13 to 23 g L−1, which was related to the decrease in free copper ions in the plating solution. On the other hand, cupric hydroxide would be produced, and the bath could not be regularly operated if the content of NTA was insufficient; therefore, it is important to maintain the content of NTA in a suitable quantity (15 g L−1).
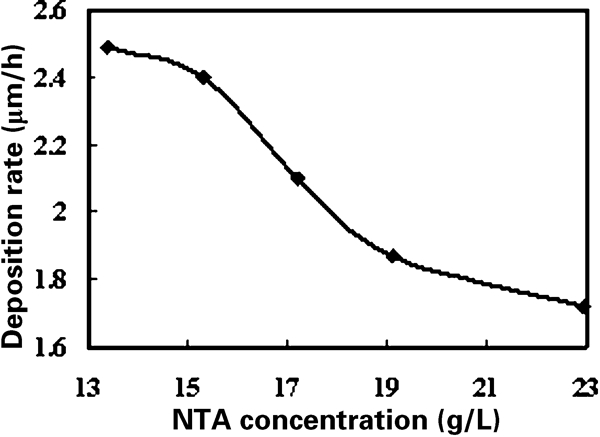
Effect of NTA concentration on deposition rate of electroless copper bath
In Fig. 6, it was shown that the deposition rate increased with an increase in hypophosphite concentration, while an excessive amount of hypophosphite would cause the bath to become unstable, and the deposited surface was rough.6 Therefore, the concentration of hypophosphite was maintained at 34 g L−1.
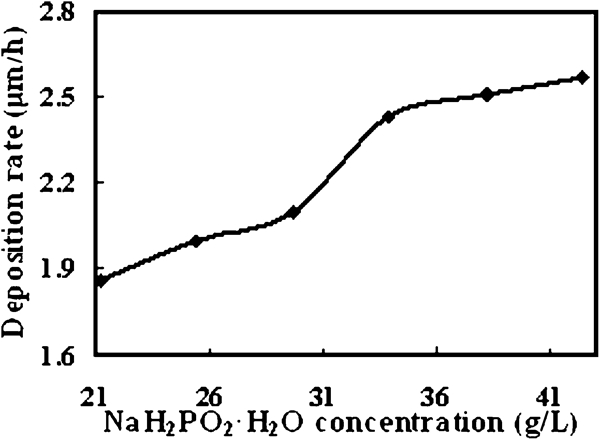
Effect of NaH2PO2.H2O concentration on deposition rate of electroless copper bath
The optimised composition and operating conditions of the electroless copper plating solution was that CuSO4.5H2O is 10 g L−1, NTA is 15 g L−1, hypophosphite is 34 g L−1, pH 6·0 and bath temperature is 80°C.
Characterisation of as deposited copper film
When sodium hypophosphite was used as reductant, phosphorus was easy to interfuse with the as deposited copper film, which causes the purity of Cu film decrease. The elemental contents of Cu and P on the surface of the Cu film were measured by EDX (see Fig. 7). The Cu content in the film was higher than 99·68%, and the P content was <0·32%, which indicated that the purity of the as deposited Cu film was much higher than that of the co-deposited nickel film.
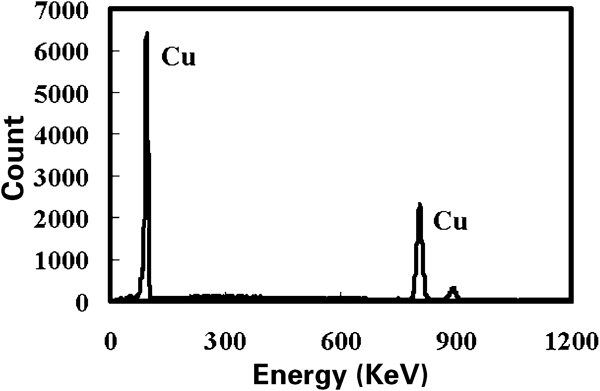
Images (EDX) of deposited copper film
To improve the quality of as deposited copper, PEG-600, as a surfactant, was added to the plating bath. The effect of PEG-600 concentration on the deposition rate was investigated, and the results are shown in Fig. 8. The deposition rate increased with an initial addition of PEG-600. When the PEG was 0·3 mg L−1, the deposition rate of electroless copper reached the maximum (2·6 μm h−1). After that, the deposition rate of the plating bath decreased steadily with an increase in PEG-600 concentration. Hence, the concentration of PEG-600 in the bath was kept at 0·3 mg L−1.
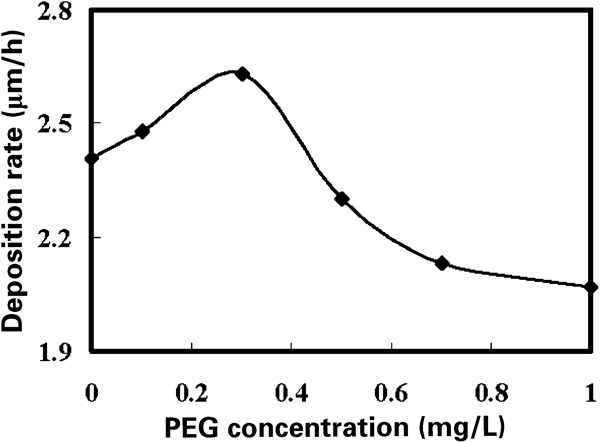
Effect of PEG-600 concentration upon deposition rate of electroless copper bath
Then, the effect of surfactant PEG-600 on the crystallography of the copper films was characterised by XRD (see Fig. 9). For electroless plated Cu film without additive, the peak intensity ratio I(111)/I(200) was 2·33, and the full width at half maximum (FWHM) of (111) for 2·4 μm thick Cu film was 0·541°. When the PEG-600 concentration in the plating bath was 0·3 mg L−1, the peak intensity ratio I(111)/I(200) was 3·47, and the FWHM of (111) for 2·4 μm thick Cu film was 0·293°. These results indicated that the peak intensity ratio I(111)/I(200) increased obviously with an addition of PEG-600 and was beneficial for the subsequent electroplating of Cu.21 The decrease in the FWHM for (111) also indicated the increase in Cu film crystallinity and the improvement for electromigration and mechanical performance with the addition of PEG-600.22
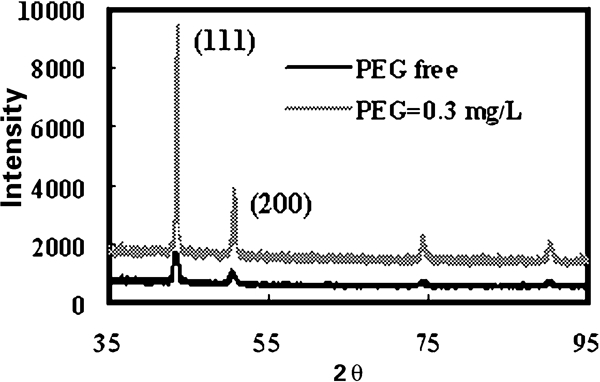
Patterns (XRD) of electroless plated Cu film
The uniformity of the copper seed layer is very important for the following electroplating Cu. The effect of additive PEG-600 on the surface roughness was investigated by AFM, and the results are shown in Fig. 10. The surface of electroless Cu film deposited without additive was very rough, and the average surface roughness Ra and the root mean square roughness Rms were 654 and 810 nm respectively. When the PEG-600 concentration was 0·3 mg L−1 in the plating bath, the average surface roughness Ra and the root mean square roughness Rms became to 447 and 578 nm, which indicated that surface roughness could be improved by the addition of PEG-600.
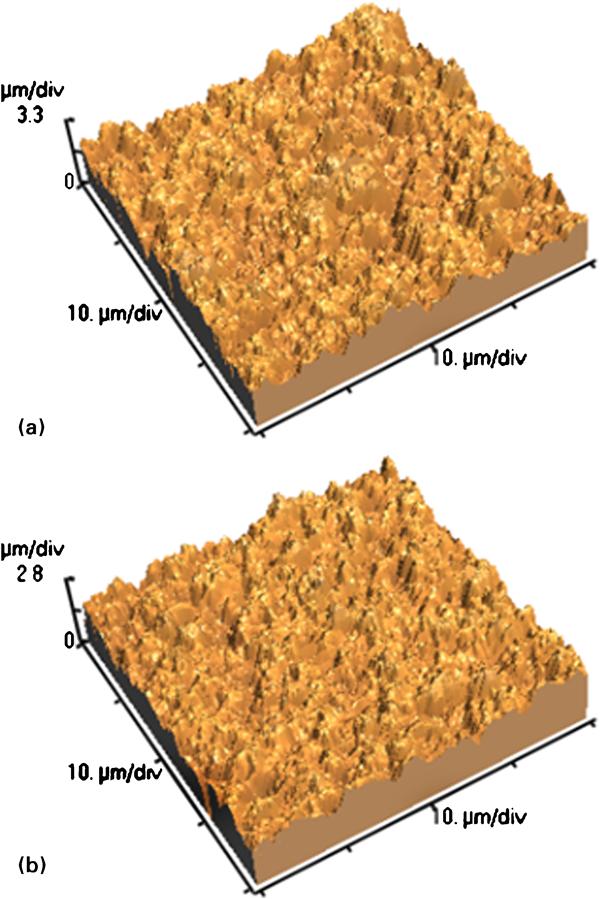
Images (AFM) of deposited copper film
After electroless copper deposition, the resistivity of the copper film was measured by the four-point probe method. When the thickness of the as deposited copper film was ∼2·4 μm, the average surface resistivity of electroless Cu film deposited without additive was 3·10 μΩ cm. With the addition of PEG-600 (0·3 mg L−1), the average surface resistivity of the deposited copper film decreased to 2·60 μΩ cm, which is attributed to the smooth surface and compact structure of the deposited Cu film.
Conclusion
An environment friendly electroless copper plating bath using sodium hypophosphite as reductant and NTA as complexing agent was studied. The deposition rate of the plating bath decreased with an increase in pH and NTA concentration, but the plating rate increased with an increase in CuSO4.5H2O concentration, NaH2PO2.H2O concentration and temperature. The electrochemical results showed that the reduction capacity of hypophosphite increased with pH, but the reduction current enhanced significantly with a decrease in the pH, which results in an acceleration of electroless copper deposition. The as deposited Cu film was characterised by EDX, XRD, AFM and resistivity measurement. The quality of the Cu film was improved by the addition of PEG-600, and a uniform copper film with a low resistivity (2·60 μΩ cm) was obtained, which was able to be used as seed layer for electroplating Cu.
Footnotes
Acknowledgements
The authors would like to thank the National Natural Science Foundation of China for supporting this research under contract no. 20873080.