
Abstract
In this study, Al–Ti–Co was first used to improve the surface performance of pure Ti. The synthesis of hard composite coating on pure Ti by laser cladding of Al–Ti–Co+TiB2/Si3N4 preplaced powders was investigated in detail. The SEM result indicated that a composite coating with metallurgical joint to the substrate was formed, and the coating can also have major dilution from the substrate. X-ray diffraction result indicated that this composite coating mainly consisted of Ti3Al, TiB2, TiB, TiN, Ti5Si3 and Co–Ti intermetallics. Compared with pure Ti, the improvement of the microhardness and wear resistance was observed for this composite coating.
Introduction
Laser cladding is a laser processing technique that can be used to obtain the required surface modification.1 Laser cladding ceramic particle reinforcement composite coating is an effective surface modification technology to improve the surface performance of metals.2 – 4
In the past few years, the efforts have always focused on the Al–Ti–Fe–B, Al–Ti–B–N, Al–Ti–Si–C–V, Ni–Cr–B–Si, Fe–Cr–Mg–Al–Si or Fe–Ti–Cr–C system5 – 10 to fabricate in situ composites, while less work has been carried out on the Al–Ti–Co–B–Si–N system, especially by laser cladding. Among many B2 type ordered intermetallic compounds, Co–Ti intermetallics are stable up to the melting point (1325) and also have strong yield anomaly and noticeable room and high temperature ductility.11 Moreover, the Ti–Al intermetallics also own excellent tribological properties and high temperature applications; they are considered to be excellent for manufacturing static components.12 Laser cladding of Al–Ti–Co+TiB2/Si3N4 preplaced powders on pure Ti can form ceramics reinforced the composite coating, which improved the wear resistance of the substrate. It was found that during the cladding process, Si3N4 in the coating can be dissolved due to the high temperature generated by the impingement of the laser beam, thus resulting in delivering Si and N into the molten pool. Si and N in the molten pool can react with other elements, leading to the formation of other hard compounds, which was beneficial in improving the surface performance of the composite coating. It was found that the TiB2–TiN–Ti5Si3 reinforced coating was fabricated on Ti–6Al–4V alloy, exhibiting a compact and fine microstructure, which owned a great potential application in the industrial areas.
In this study, the microstructures and dry sliding wear resistance of the TiAl–CoTi intermetallic matrix composite coating on pure Ti were introduced in detail. This research provided essential experimental and theoretical bases to promote the application of the laser cladding technique in the manufacturing and repair of aerospace parts.
Experimental
The materials used in this experiment are the following: pure Ti samples (10×10×35 or 10×10×9 mm), and the thickness of the preplaced layer was 0·7–0·9 mm, which were polished with SiC grit paper before the coating operation. Alloy powders of Co (⩾99·5% purity, 100–200 μm), Al (⩾99·5% purity, 100–200 μm), Ti (⩾99·5% purity, 50–100 μm), TiB2 (⩾99·5% purity, 50–150 μm) and Si3N4 (⩾99·5% purity, 50–200 μm) were used for the laser cladding, and the water glass was used as the joining material. A 5 kW continuous wave of CO2 laser with a beam diameter of 4·5 mm was employed to melt the surface of the samples. Three-track lap coating was formed on the substrate, and the lap rate was ∼25% in order to uniformly cover a large area. During the laser cladding process, the surface oxidation was prevented by inert gas (Ar) with the flowrate of 30 L min−1. The parameters of the laser cladding process are laser power of 900 W and scanning speed of 3–9 mm s−1. The compositions of the preplaced powders used in this experiment were 32·5wt-%Al+16·25 wt-%Ti+16·25 wt-%Co+35 wt-%TiB2.
The wear volume loss was measured after 50 min. The wear resistance of the laser cladded coating was tested by a WMM-W1 disc wear tester. The rotational speed of the wear tester was 465 rev min−1. The linear velocity of the friction surface was 0·88 m s−1. An SMX-1000/1000L X-ray diffractometer (XRD) was used to determine the phase constituent of the composite coating. Microscope analysis was used to observe the microstructure characteristics of this composite coating. The microstructural morphology of this composite coating was analysed by means of a LEO 1525 scanning electron microscope (SEM), and the spot distributions were measured using energy dispersive spectroscopy (EDS). An HV-1000 microsclerometer was used to test the microhardness of the coating.
Experimental
XRD, SEM and EDS analysis
The XRD result of the coating in the sample is shown in Fig. 1. It was found that the coating consisted of Ti3Al, TiB2, TiB, TiN, Ti5Si3 and Co–Ti intermetallics. The XRD result indicated that Ti3Al, CoTi, CoTi2, TiN and Ti5Si3 can be produced through in situ metallurgical reactions during the laser cladding process. A Ti rich condition was favourable to the production of Ti3Al. Thus, it was considered that during the cladding process, a large number of Ti entered into the molten pool from the substrate, leading to the formation of a Ti rich pool. According to the XRD result, it was known that during the cladding process, Si3N4 in the coating can be dissolved due to the high temperature generated by the impingement of the laser beam, delivering Si and N into the molten pool. Then, Si further reacted with Ti, leading to the formation of Ti5Si3. Moreover, the XRD result also revealed that a portion of TiB2 further reacted with Ti, leading to the formation of TiB.
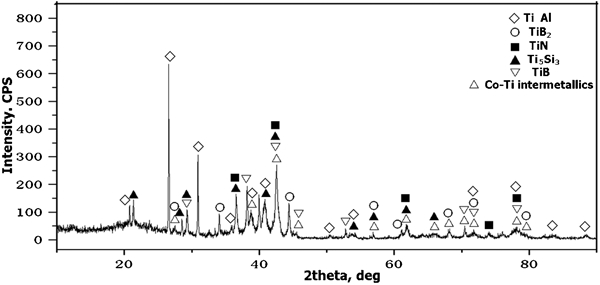
X-ray diffraction diagram of laser cladded composite coating in sample
A compact and fine microstructure of the composite coating was obtained in the sample (Fig. 2a), and there was metallurgical combination between the composite coatings of the sample and the substrate. It was noted that the bulk/stick shape precipitates were dispersed uniformly in the coating (Fig. 2b), which was beneficial in increasing the microhardness and wear resistance of the coating.
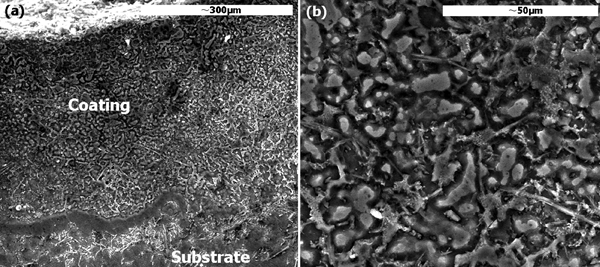
Images (SEM) of this composite coating:
The Ti5Si3 eutectics showed a fibre-like morphology (Fig. 3a). Ti5Si3 is extremely hard (above 1500 HV) and also showed an excellent wear resistant. Therefore, its production strongly modifies the high temperature and tribological properties of the Ti–Al/Ti–Co intermetallic matrix. The stick shape TiB was produced in the matrix of the coating, which may act as the heterogeneous nucleation of the matrix phase. Owing to the dilution action, the density of Ti of the molten pool increased greatly, which was favourable to the production of TiB. The formation of stick shape TiB was mainly attributed to the lattice characteristics of TiB. The crystallographic relationships between TiB and the titanium matrix are [110]TiB//[21
 3]
α
-Ti, (001)TiB//(
3]
α
-Ti, (001)TiB//(
 101)
α
-Ti and (1
101)
α
-Ti and (1
 1)TiB//(
1)TiB//(
 012)
α
-Ti.13 The SEM image also revealed that the faceted hexagonal platelet TiB2 precipitates were produced in the coating (Fig. 3b). It was well established that the molten pool generated during the laser cladding undergoes a high rate of cooling. Therefore, TiB2 has a very limited time to grow up, thus resulting in the fine size of TiB2 particles. Moreover, as shown in Fig. 3c, the TiN bulk shape precipitates were produced in the coating. It was considered that the precipitation of TiN may retard the growth of TiB2 crystals in a certain extent, thus resulting in fine acicular TiB2 crystals. The Ti–Co binary intermetallic alloy has a uniform and dense microstructure consisting of predominantly primary dendrites and a minor amount of interdendritic eutectic-like structure (Fig. 3d).
012)
α
-Ti.13 The SEM image also revealed that the faceted hexagonal platelet TiB2 precipitates were produced in the coating (Fig. 3b). It was well established that the molten pool generated during the laser cladding undergoes a high rate of cooling. Therefore, TiB2 has a very limited time to grow up, thus resulting in the fine size of TiB2 particles. Moreover, as shown in Fig. 3c, the TiN bulk shape precipitates were produced in the coating. It was considered that the precipitation of TiN may retard the growth of TiB2 crystals in a certain extent, thus resulting in fine acicular TiB2 crystals. The Ti–Co binary intermetallic alloy has a uniform and dense microstructure consisting of predominantly primary dendrites and a minor amount of interdendritic eutectic-like structure (Fig. 3d).
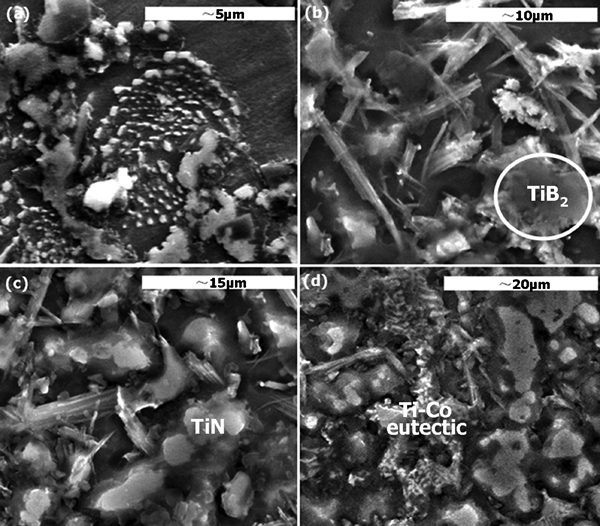
Images (SEM) of this composite coating:
Microhardness and wear resistance
The microhardness of the composite coating in this sample is shown in Fig. 4a. The microhardness of the laser cladded coating in the sample was in the range of 1350–1450 HV0·2, which was approximately five to six times higher than that of the substrate (∼210 HV0·2). It was considered that the enhancement of the composite coating was mainly ascribed to the phase constituent and fine grain strengthening.
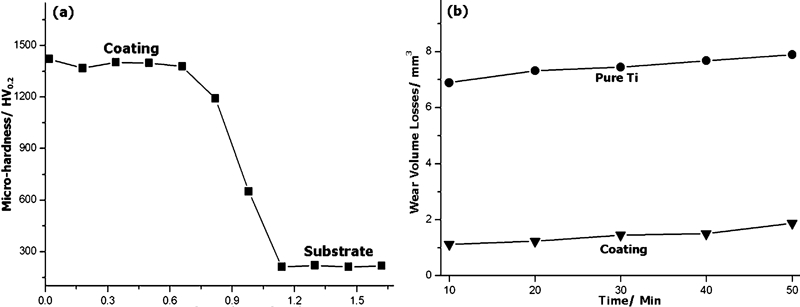
a microhardness and b wear volume loss of composite coating and pure Ti
When the load was 54 N, the wear tester revealed that the wear volume loss of pure Ti substrate was approximately six times higher than that of the TiB2–Si3N4 reinforced composite coating (Fig. 4b), which was mainly ascribed to the lower microhardness of the substrate. Furthermore, under the dry sliding wear test, the moderate growth dispersal precipitates, such as titanium borides and TiN, may withstand the external normal load better, leading to the improvement of wear resistance.
The SEM images showed after 50 min that the worn surface of the substrate was very rough. It was also noted that serious adhesion patches and deep plowing grooves were present in the worn surface of pure Ti (Fig. 5a). Since the hardness of pure Ti was much lower than that of the counterpart, the hard asperities on the surface of the counterpart can easily penetrate into the sliding surface of the substrate, leading to the formations of deep grooves and adhesive features.14 However, due to the action of the high microhardness of the coating, the hard asperities on the surface of the counterpart were hard to penetrate into it, leading to the improvement of the tribological properties, which prevented the formation of adhesion patches and deep plowing grooves. Furthermore, under the action of the pinning effect of the fine precipitates of the composite coating, the counterpart should overcome the hander of these fine precipitates during the wear process (Fig. 5b), so the stretch of the wear traces was hindered in a certain extent.15
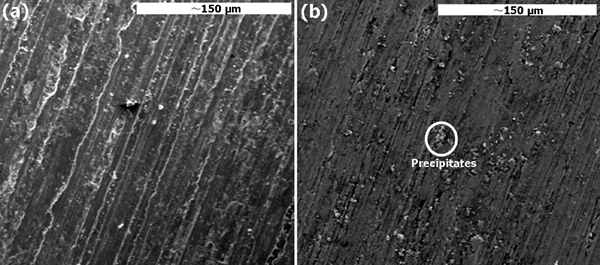
Worn morphologies of a pure Ti and b composite coating
Conclusion
Laser cladding of the Al–Ti–Co+TiB2/Si3N4 preplaced powders on pure Ti can form the ceramic reinforced composite coating, which increased the microhardness and wear resistance of the substrate. There was an excellent metallurgical combination between the composite coating and the substrate. This composite coating mainly consisted of Ti3Al, TiB2, TiB, TiN, Ti5Si3 and Co–Ti intermetallics. The uniformly distributed TiB2 or TiB with hexagonal or stick shape respectively were dispersed in the coating. Owing to the action of the phase constituent and the fine grain strengthening, the microhardness of this composite coating was in the range of 1350–1450 HV0·2, and the wear volume loss of this composite coating was approximately six times less than that of the substrate. Al–Ti–Co was anticipated to be a promising cladding matrix powder to improve the surface performance of pure Ti and its alloys.
Footnotes
Acknowledgements
This work was financially supported through the Science Foundation for Excellent Young Scientist of Shandong Province, China (grant no. BS2011CL027). And Professor T. Zhai of University of Kentucky (USA) is gratefully acknowledged for the help of testing and microstructural discussions.