
Abstract
High phosphorus Ni–P coatings were deposited on mild steel by electroless plating, and then, they were isothermally heat treated at 400°C (HT400) and 600°C (HT600) for 1 h. The electrochemical behaviour of the coatings was evaluated by potentiodynamic polarisation technique in 3·5 wt-%NaCl solution. Tribocorrosion tests were also carried out in 3·5 wt-%NaCl solution. Scanning electron microscopy and three-dimensional profilometry were used to study the wear scars. The results showed that the maximum tribocorrosion resistance was obtained for heat treated Ni–P coating at 600°C because of higher corrosion resistance of HT600 than that of HT400 and also higher hardness of HT600 than that of as plated coating. Moreover, the lowest friction coefficient was achieved for HT600 coating.
Introduction
Tribocorrosion is a synergistic effect of wear and corrosion.1, 2 It has been observed in different industries such as automotive, aerospace, chemical, microelectronics, mining and marine.3 Most of the studies on tribocorrosion behaviour of passive metals or coatings have been focused on uniform corrosion,4, 5 but a few investigations have also been carried out under localised corrosion.6 Ni–P deposits, especially as plated high phosphorous Ni–P coatings, have exhibited a suitable corrosion resistance owing to its amorphous structure and also the formation of a stable passive layer. This passive layer is based on a phosphate compound to improve the corrosion resistance of Ni–P coating by plugging the open porosities.7 Heat treatment of Ni–P coating causes a negative effect on corrosion resistance related to the formation of Ni3P secondary phases.8 On the other hand, heat treatment can also modify the hardness and wear resistance of Ni–P coating by the phase transformation.9 An optimum wear and corrosion resistance can be achieved for Ni–P electroless coatings by the selection of a suitable heat treatment cycle. Although several investigations have been performed on wear and corrosion properties of Ni–P coatings,10 – 12 there is limited information available on the synergistic effect of corrosion and wear (i.e. tribocorrosion).13 In this study, the influence of heat treatment on tribocorrosion behaviour of high phosphorous Ni–P electroless coatings has been investigated.
Experimental
AISI 1045 steel as a disc shape with 45 mm diameter and 7 mm thickness was selected as the substrate. The samples were prepared by grinding up to 600 grit SiC abrasive paper and cleaning ultrasonically in acetone for 10 min. After rinsing in distilled water, alkaline cleaning was carried out in 10 wt-%NaOH solution at 80°C for 10 min after rinsing in deionised water. A commercial Ni–P electroless solution (MacDermid NiKlad ELV 811) containing 6 g L−1 nickel sulphate and 30 g L−1 NaH2PO2 was used for electroless plating. The deposition was carried out in a 1 L thermostated double wall beaker at 90°C and pH 4·8 for 3 h to achieve a thickness of 30 μm. Heat treatment of the coatings was performed isothermally at 400°C (HT400) and 600°C (HT600) in a controlled atmosphere tube furnace in argon gas medium for 1 h. The phosphorus content of the coating was measured using a scanning electron microscopy (SEM, JEOL JSM-5410) equipped by an energy dispersive spectroscopy (EDS) analysis. The phase analysis of the coatings was implemented by X-ray diffraction method using Philips PW-3710 equipment with Cu Kα radiation operated under 40 kV. The hardness of the coatings was measured using Leitz Wetzlar microhardness tester with a Vickers diamond indenter under a 50 g load. The potentiodynamic polarisation measurements were carried out in a three-electrode cell for the evaluation of electrochemical behaviour of Ni–P coatings in 3·5 wt-%NaCl solution. The coatings were polarised with a scan rate of 1 mV s−1. Platinum wire and saturated calomel electrodes were chosen as counter and reference electrodes respectively. A CETR tribometer attached to an EG&G potentiostat/galvanostat was also used as a tribocorrosion apparatus. The tribocorrosion tests were conducted in a 3·5 wt-%NaCl solution at room temperature using the mentioned cell set-up. The wear tests were performed in a reciprocating mode with a 0·5 cm s−1 sliding rate under 20 N applied load for 30 min. The counter body was an alumina ball with 10 mm diameter. The ball holder was made of a polymeric material to prevent the corrosion effects. During the test, Ni–P coating with an area of 8 cm2 was exposed to the corrosive electrolyte. The corrosion and tribocorrosion experiments have been repeated three times for each specimen. The wear tracks were also evaluated by SEM and three-dimensional optical profilometer (Wyko 1100NT).
Results and discussion
Structure and hardness
As shown in Fig. 1, as plated coating has an amorphous structure as a result of high phosphorous content in the coating as measured by EDS analysis (Fig. 2). By heat treatment at 400 and 600°C, the amorphous structure changes to nanocrystalline structure. All detected peaks are related to nanocrystalline Ni and Ni3P precipitates. By measurement of full width at half maximum of Ni peaks and using Scherrer equation, it was revealed that the grain sizes of Ni in HT400 and HT600 coatings were ∼14 and 18 nm respectively. These data are in a good agreement with the results obtained by other researchers.14, 15 As shown in Fig. 3, the maximum hardness [∼1060 HV(50 g)] was achieved for HT400 coating. By increasing the annealing temperature to 600°C, the hardness was decreased to 930 HV(50 g). As reported by Martyak et al., heat treatment can lead to the formation of nickel phosphide secondary phases via precipitation hardening mechanism.16 – 18 It is believed that the existence of semicoherent and incoherent precipitates in heat treated coatings is the main reason for increment the hardness.16
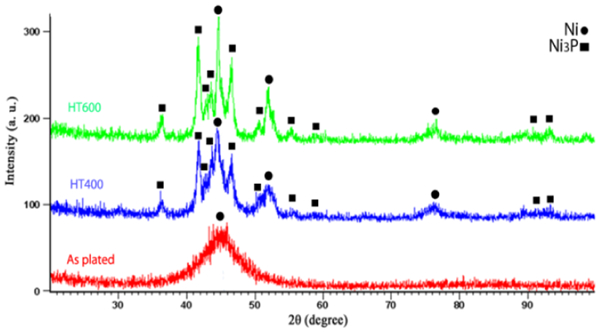
X-ray diffraction patterns of Ni–P electroless coatings before and after heat treatment
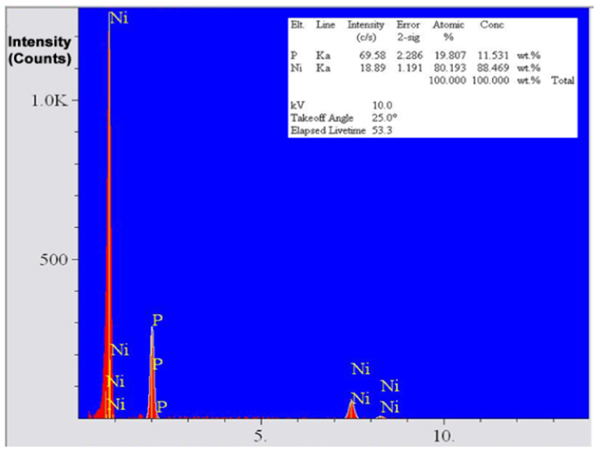
Analysis by EDS of as plated Ni–P coating
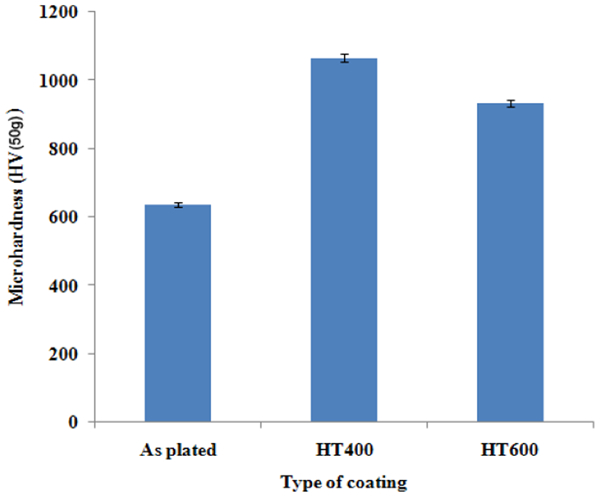
Microhardness values of as plated and heat treated Ni–P coatings
Corrosion and tribocorrosion
Cyclic potentiodynamic polarisation
As illustrated in Fig. 4, the cyclic polarisation curves demonstrate a passive region in Ni–P coatings. As plated coating has a minimum passive current density and a maximum passive potential range. On the other hand, HT600 coating has lower passive current density and wider range of passive potential than HT400 coating. The existence of a hysteresis loop in a cyclic potentiodynamic polarisation curve implies the pitting corrosion mechanism. When the hysteresis loop decreases, the coatings are repassivated easily. Heat treatment of Ni–P coating at temperatures above ∼400°C can lead to the formation of nickel phosphide precipitates, and subsequently, the P content of supersaturated nickel will decrease. Thus, the corrosion resistance and passivity of the coatings will decrease.19 In addition, it is reported that some volume shrinkage is associated with the recrystallisation and phase transformation during heat treatment, and then cracking of the film will occur. Thus, the substrate can expose to the aggressive electrolyte.19 – 21 HT600 coating has a better corrosion resistance than HT400 coating because of improved bonding to steel substrate and improved integrity of the coating. It has been reported by Lo et al.22 that a diffusion layer could form by interdiffusion between Ni–P coating and steel substrate in the interface after heat treatment at 600°C. Table 1 demonstrates that the corrosion current density is very low for all types of Ni–P coatings. This is related to the formation of a nickel phosphate passive layer on as plated coating and a nickel oxide passive layer on heat treated coatings as described by Cheong et al.23
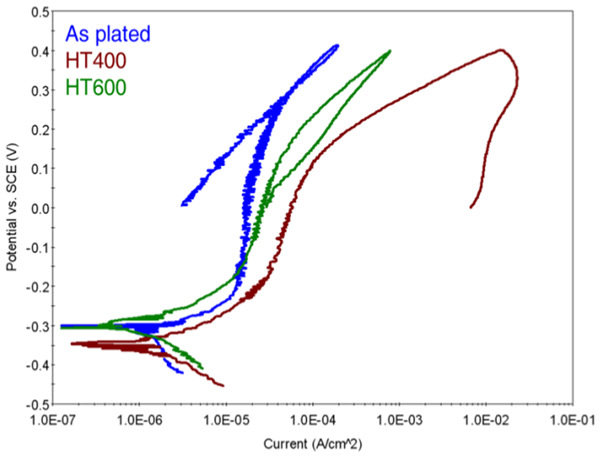
Potentiodynamic polarisation curves of Ni–P electroless coatings for a as plated, b HT400 and c HT600 coatings
Corrosion characteristics of Ni–P coatings in 3·5 wt-%NaCl solution

SCE: saturated calomel electrode.
Tribocorrosion at open circuit potential
Figure 5 shows the variations of open circuit potential (OCP) versus time in tribocorrosion tests. The passive film can be formed on the surface of Ni–P coating during the initial times of immersion in the corrosive electrolyte and before rubbing. When rubbing is started, the potential of heat treated coatings drops to more negative values because of the rapid degradation of nickel oxide passive layer. Conversely, as plated Ni–P coating tends to become more noble at the onset of sliding because of the presence of the phosphorus rich layer beneath the phosphate passive film. The phosphorus rich layer has a higher redox potential than Ni–P amorphous alloy.24 By further sliding, the potential tends to reach to more negative values in Ni–P amorphous alloy. Although, as plated coating has a relatively constant OCP value during sliding (approximately −375 mV), OCP values of heat treated coatings increase gradually after the initial sudden drop. As reported by Mischler, the measured corrosion potential during rubbing reflects the galvanic coupling of two distinct surface states of the metal: the passive metal (unworn area) and the bare metal (worn area) exposed to the solution by abrasion of the passive film.25 In addition, the ratio of active to passive area strongly depends on the repassivation rate.26 Thus, the corrosion potential influences the repassivation rate. In addition, the type of passive layer in Ni–P coatings can affect the repassivation rate. Since the type of passive layer on as plated Ni–P coating (nickel phosphate) is not the same as heat treated ones (nickel oxide), the repassivation rate and, subsequently, the variation of OCP during rubbing will be different. After rubbing, as plated and HT600 coatings are repassivated again (Fig. 5), but the potential of HT400 coating shifted to more negative values after rubbing offset because HT400 coating is very prone to localised corrosion as deduced from its cyclic polarisation plot (Fig. 5).
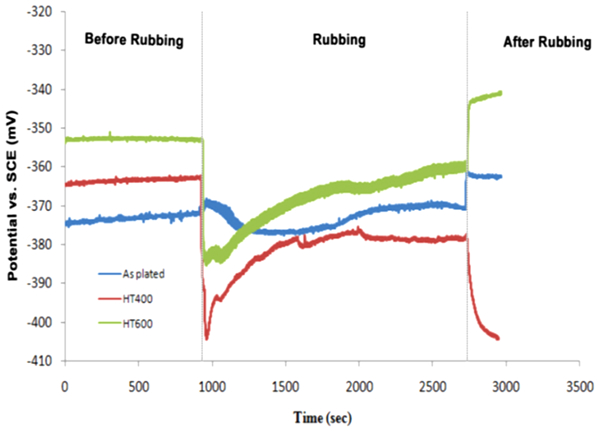
Open circuit potential of Ni–P coatings versus time during different steps of tribocorrosion test
Potentiostatic tribocorrosion
The variation of current density with time at 100 mV above OCP has been shown in Fig. 6. By the formation of passive layer, the current density decreases, and then, it becomes stable after ∼5 min. It was reported by Elsener et al. that the dissolution of nickel was more rapid than phosphorus in the corrosion degradation of as plated Ni–P coating, and subsequently, a multilayer passive film including nickel phosphate layer and phosphorus rich layer develops on the surface.7 By heat treatment, nickel oxide will be formed as a passive layer instead of nickel phosphate. During the rubbing of Ni–P coatings, there is a shift in current density to more positive values. HT400 coating reveals a considerable shift of current density to higher values. After rubbing, as plated and HT600 coatings are repassivated, but the current density of HT400 coating increases. It seems that the penetration of corrosive electrolyte through the microcracks in HT400 coating can be the main reason for rapid degradation. Figure 7a and c shows SEM images of the wear tracks indicating low deterioration around the wear scars of as plated and HT600 coatings. On the contrary, there are many cracks inside the wear track of HT400 coating, and the corrosion products can be observed clearly (Fig. 7b). The EDS analysis in the wear track of HT400 coating demonstrates that the corrosion products include the high values of iron compounds as the result of the corrosion of steel substrate (Fig. 8).
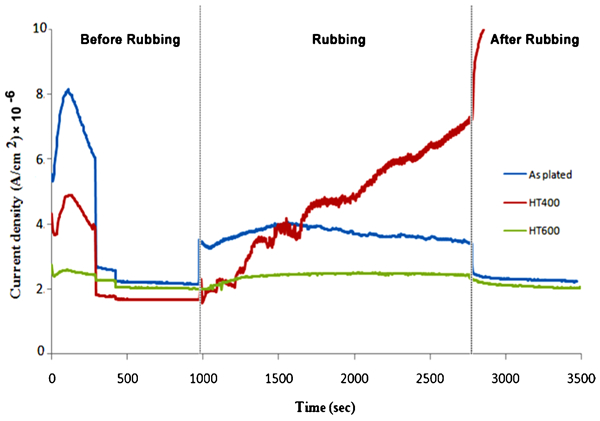
Current density values of Ni–P coatings under 100 mV anodic polarisation during tribocorrosion test
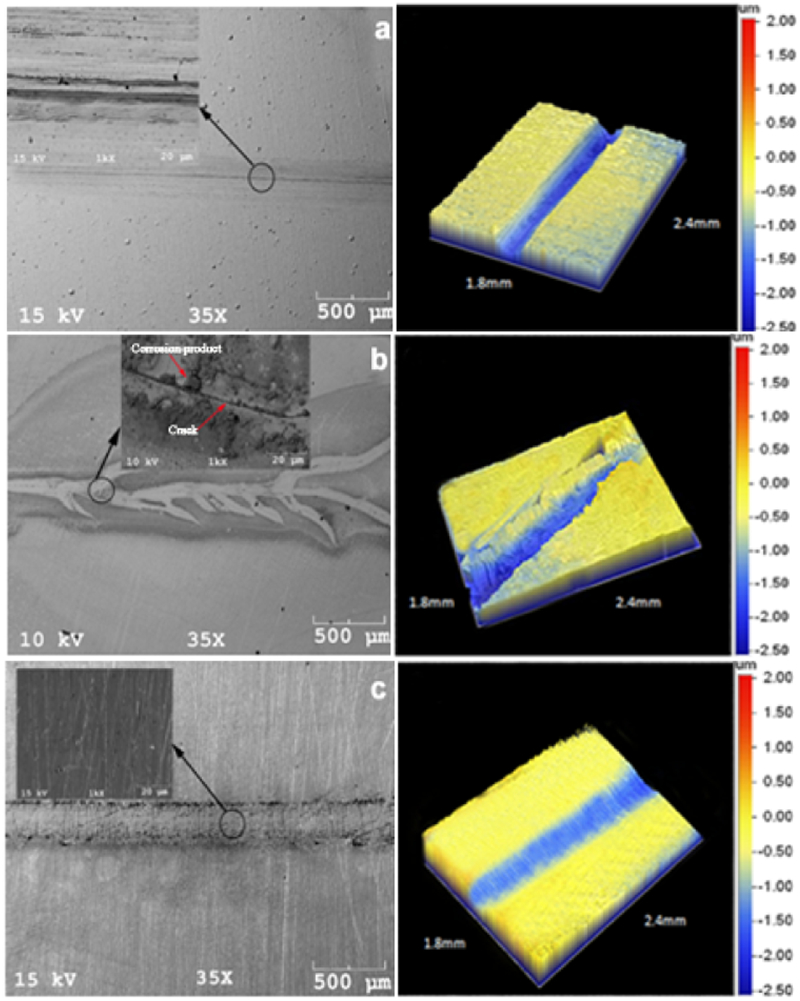
Morphology (SEM) and three-dimensional images of a as plated, b HT400 and c HT600 coatings after tribocorrosion test
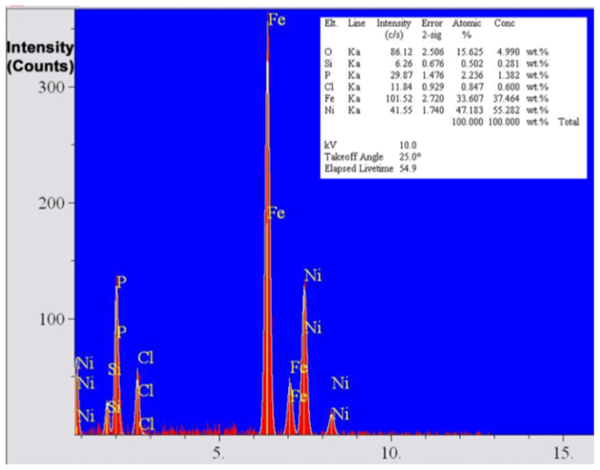
Analysis by EDS of corrosion products in wear scars of HT400 coating
Volume loss and friction coefficient of coatings
As shown in Fig. 9, the volume loss at anodic potentials is higher than OCP for Ni–P coatings. When the anodic potential is applied, the corrosion current density and then volume loss increase because of corrosion degradation. This behaviour has also been achieved by Sun and Rana for AISI 304 stainless steel.6 Furthermore, the volume loss of HT600 coating at OCP and anodic potential is lower than that of as plated and HT400 coatings. It seems that the higher corrosion resistance of HT600 coating than that of HT400 coating and also higher hardness of HT600 coating than that of as plated coating are the main reasons for the highest tribocorrosion resistance.
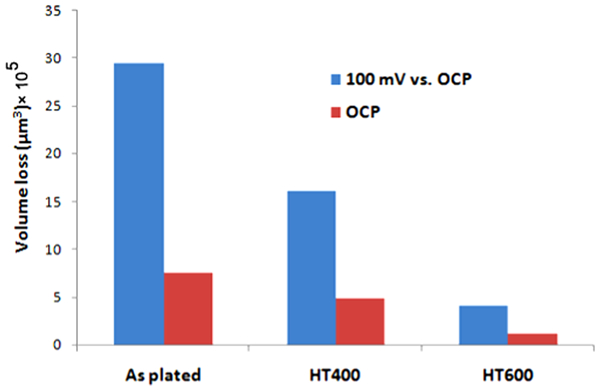
Volume loss values after tribocorrosion tests under different potentials
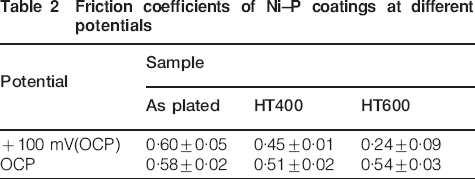
Table 2 shows the friction coefficients of Ni–P coatings during the tribocorrosion tests. The friction coefficients of HT600 and HT400 coatings are lower than that of as plated coating at OCP and +100 mV applied potential. It was described by Dellacorte27 that nickel oxide is a lubricant film. So, the low friction coefficient of heat treated Ni–P coatings including a nickel oxide passive film at OCP and anodic potential can be related to the presence of this lubricant passive layer. It seems that the existence of a nickel phosphate film on the surface of as plated coating leads to increase the friction coefficient.
Friction coefficients of Ni–P coatings at different potentials
Conclusion
Cyclic polarisation curves for Ni–P coatings in 3·5 wt-%NaCl solution showed that as plated and heat treated coatings can be passivated. In addition, HT400 coating was more susceptible to localised corrosion.
As plated and HT600 coatings could be repassivated after rubbing at anodic potential, but HT400 coating was unable to repassivate.
The minimum volume loss was obtained for HT600 coating at OCP and anodic potential after tribocorrosion test. The higher corrosion resistance of HT600 coating than that of HT400 coating and also higher hardness of HT600 coating than that of as plated coating are the main reasons for this behaviour.
The friction coefficients of heat treated Ni–P coatings are lower than that of as plated coating at OCP and +100 mV applied potential because of the existence of a lubricant nickel oxide thin film on the surface of HT400 and HT600 coatings.
Not only does HT600 coating have good tribocorrosion resistance in chloride solution, but it also has the lowest friction coefficient at OCP and anodic potential.