
Abstract
In the metal plating industry, nickel and gold plating baths are used, which contain toxic materials and cause wastewater problems. Despite these disadvantages, there is a strong need for both these types of metal plating because of their aesthetic properties. However, until now, nickel plating has not been used in conjunction with gold plating because nickel plating baths contain sulphates. In this study, gold plating on a nickel plated surface is investigated using baths containing acetylacetonate salts. The physical parameters of the plated materials, which were favourable, were determined by hydrogen embrittlement tests, visible region spectrophotometry and the Charpy impact test.
Introduction
Nickel plating
Metal plating, which is a treatment adopted to improve the surface properties of metals, is being widely used in surface plating applications. Nickel is the most commonly preferred plating metal from the viewpoints of corrosion prevention and aesthetic value. 1 With the development of nickel plating baths, considerable improvements have been made to the metal plating process. To understand the corrosion resistance of a nickel plated surface, a salt spray test is performed using 5%NaCl at 37°C and 100% relative humidity. Various bath compositions have been proposed on the basis of the ASTM B117 standard for use in nickel plating. 2 The composition of the nickel plating bath can be modified as per the required features of the plated surface. Among the different types of nickel plating baths available, the Watts type bath is most often preferred 3 because many of the bath parameters can be easily controlled. 4 In the last few years, many research groups have performed studies to identify alternatives to traditional nickel baths. Buffer solutions such as sodium acetate, acetic acid, citric acid and citrate have been used to control the parameters pertaining to nickel plating baths. 5 However, the buffer solutions used for electroless plating baths differ from those used for electroplating baths. 6 Studies have been performed on the feasibility of using complex salts such as iron alloys, 7 nickel–tungsten alloys 8 and copper–nickel alloys 9 in buffer solutions for electroless baths. One of the methods for increasing the aesthetic value of nickel plated surfaces involves the use of a brightening agent. Numerous examples of brighteners for nickel plating baths have been reported.10–12
Further, there are several examples of nickel plating baths in the literature. While various processes have been adopted to improve plating properties, nickel plating is preferred in the metal industry because it leads to superior physical properties of the plated surface.13–15 In this regard, successful experiments, especially with AISI 304 stainless steel, have been carried out on the industrial scale.15–19 The properties of the nickel plating may vary considerably depending on the bath composition, plating time and temperature. Various studies have been performed on the bath solution composition, with the aim of improving the properties of the nickel plating. The use of tartrate solution in the nickel plating bath was studied by Hosseini et al. to improve the features of the plating. 20 An example of industrial scale work is the nickel plating process adopted by Srinivasan et al. In that study, a nanoalloy was chosen as the metal surface to be plated. 21 Various other industrial scale nickel plating experiments on different metal surfaces have also been performed.22,23 An alternative to conventional nickel baths was identified by Gezerman et al., 24 and the effect of dimethyl(acetylacetonate)gold(III) on nickel plating was investigated. 25 The current study differs from the previous ones in terms of the scanning electron microscopy (SEM) parameters and the type of brightening agent used. In the present work, good plating properties were achieved for nickel and gold even with a small amount of brightening agent.
In addition to these factors, because of the toxic properties of nickel and gold plating baths, a different composition from those used in published works is studied here, and better hydrogen embrittlement (HE) of plated materials is obtained. Further, hydrogen cracks on these materials are observed by electron microscopy. In the metal plating industry, it is desirable to prevent problems associated with wastewater and use the minimum possible amount of chemicals; the overall aim is to minimise the cost of the plating baths, which has been achieved herein.
As mentioned above, Watts type baths, which have similar inorganic compositions, are generally used for nickel plating.6,8 All the plating experiments in this study were performed using a Hull cell 26 at 50°C without stirring.
Gold plating
Gold plating of metals has a number of applications arising from the desirable chemical and physical properties of gold, such as its resistance to corrosion and high electrical conductivity. As a result of its aesthetic value, gold plating is also widely used for decorative purposes. Interlayers of different materials were used by Santos et al. to improve the corrosion resistance of gold plating and achieved good results. 27 Tetrachloroaurate(III) solutions containing hexacyanoferrate(II) ions were used by Vrublevskaya et al. for gold plating. 28 Decorative soft gold plating was studied by Cavallotti et al. 29 One non-electrolytic approach to the deposition of gold ions from an aqueous solution involves ultrasound treatment of tetrachloroauric(III) acid; for example, this sonochemical reduction was used by Zhang et al. to create gold nanoparticles. 30 Electrolytic plating of gold on an AA100 aluminium alloy was investigated by Mohan and Raj, 31 whereas the use of gold plating in the fabrication of optoelectronic devices was studied by Roy and Caprodossi. 32 However, as with nickel plating, there are environmental concerns regarding the materials used in the gold plating process. An important study on the toxicology of gold plating baths was conducted by Roczanski et al., 33 who found that extremely toxic cyanide salts are used in gold plating; therefore, there is a strong incentive to look for alternatives such as dimethylgold(III) acetylacetonate that have minimal environmental load.
In an industrial scale study that used hypxanthine as an organic chemical, gold plating was performed without using cyanides. 34 Gold plating is typically performed by hybrid electrodialysis–electrolysis, which is considered an industrial process; 35 however, various other solutions and alloys have also been used for gold plating.36,37 The gold plating works mentioned in the literature pertain to electroless and alloy platings, whose properties differ from those of the gold plating discussed in the present study.
Gold plating on nickel plating
It is difficult to coat a previously plated metal surface with another material by electroplating, at least with the existing techniques. In order to overcome this difficulty, it is necessary to modify these techniques or to develop new approaches. One problem with gold plating on a previously nickel plated surface is the presence of a passive nickel(II) sulphate layer arising from the use of nickel(II) sulphate salt in the plating bath. 38 This problem can be solved by replacing the sulphate salt with nickel(II) acetylacetonate.
The main subject of the present study is gold plating on a nickel plated surface. The effects of nickel(II) acetylacetonate in a nickel plating bath on the amount and thickness of the nickel deposit and its physical properties were measured by electron microscopy and visible light spectrophotometry. The results of this study may also be useful in accelerating the adoption of a mixture of sodium acetate and acetic acid as a substitute for boric acid as a pH buffer. Moreover, the use of dimethylgold(III) acetylacetonate for gold plating on nickel plating was investigated.
Gold plating and nickel plating are very important in the metal plating industry because they impart anticorrosive and decorative properties to the target surface.24,25 In the electronics industry, these platings are employed to improve the corrosion and impact resistance of connector ends. Plating processes are also adopted to create soldering surfaces in high density integrated printed circuit boards, in order to improve the mechanical, electrical and thermal properties of the boards. In the present study, AISI 304 steel was used as the substrate to perform nickel plating and subsequent gold plating.
Experimental
Materials
The main composition of the nickel plating bath used in the experiments and the analytical results for the bath are shown in Table 1. The composition of the carrier is shown in Table 2, and that of the brightening agent is shown in Table 3. The materials used for analysing the nickel content of the bath were 25% ammonia solution (NH3/H2O, pH 11·2), murexide indicator and 0·15 mol L− 1 of ethylenediaminetetraacetic acid (EDTA). All the materials were reagent grade, obtained from Merck Chemicals (Istanbul, Turkey) and used without further purification. The analytical results for the gold plating bath and the main composition of the bath are shown in Table 4. Sulphuric acid (98%) was used to analyse the gold content of the bath.
Main composition of nickel plating bath and analytical results for nickel plating bath composition

Composition of carrier

Composition of brightening agent

Main composition of gold plating bath and analytical results for gold plating bath composition

Plating experiments
Nickel plating
As a preliminary step, 70 cm2 (10 cm × 7 cm) of shiny AISI 304 stainless steel plates were exposed to a current of 1 A (0·1 A cm− 2) for 10 min in the bath. However, because the coating obtained in the first step was not sufficiently thick, the plates were immersed in a second bath with the same chemical composition but under increased current density (0·3 A cm− 2) for 10 min. Before plating, the plates were cleaned in a degreasing electrolytic bath and rinsed with tap water. Then, they were neutralised in a 20% sulphuric acid solution and rinsed once again with tap water. The plates were used in the experiments without being dried. The Hull cell tests were carried out with varying concentrations of the carrier and brightening agent. The quantities of the brightening agent and other compounds were determined in separate experiments. To ensure a standard concentration of the various compounds, a large volume of the mixture was used. Thus, the proportions were kept constant, irrespective of the quantity that was added to the bath. The current consumption values of the organic chemicals used in the brightener for the nickel plating bath are listed in Table 5.
Current consumptions and types of organic chemicals used in brightening agent for nickel plating bath

Gold plating
As with nickel plating, the working performance of the gold plating bath was also investigated using a Hull cell. The current densities were 1 A (0·1 A cm− 2) and 4 A (0·4 A cm− 2) for 15 s; the plating thickness differed with the current density. After the Hull cell tests, the gold plated samples were first immersed in 1% sulphuric acid and then in tap water. The described gold plating process is flash electrolytic plating, which results in low plating thickness. The anodes used in the gold plating process can be stainless steel and zinc, both of which aid in the control of aesthetic properties such as brightness. The current consumption values of the organic chemicals used in the gold plating bath are listed in Table 6.
Current consumptions and types of organic chemicals used in gold plating bath

Plating bath analyses
Nickel analysis
A 1 g sample of the sample was transferred from the nickel plating bath to an Erlenmeyer flask, and 100 g of pure water, 10 g of aqueous ammonia (25%, pH 11·2) and a small quantity of murexide indicator were added. This mixture was titrated with EDTA until a colour change was observed. The nickel (Ni2+) content in grams per litre was determined by multiplying the amount consumed by a factor of 5·87. 25
Gold analysis
A 50 mL sample of the gold plating bath was added to a 1 L Erlenmeyer flask, to which was added 25 mL of 98·6% H2SO4. This solution was heated until precipitation of gold occurred (∼1 h). The precipitated gold was washed with warm water, placed in a crucible and heated until red hot. After cooling, the resulting gold foam was weighed. Multiplication of this value by 20 revealed that 1 L of the plating bath contained 4·2 g of gold. 25
Electron microscopy
A Zeiss Supra 55 scanning electron microscope was used in the secondary electron image mode, with the following parameters: resolution, 100 μm; high voltage separation, 10·0 kV; working distance, 6·8 mm; magnification, × 100. A total of six samples from six baths were examined: three with differing proportions of the nickel brightening agent, and three with differing proportions of the brightening agent and gold plating.
Colour analysis
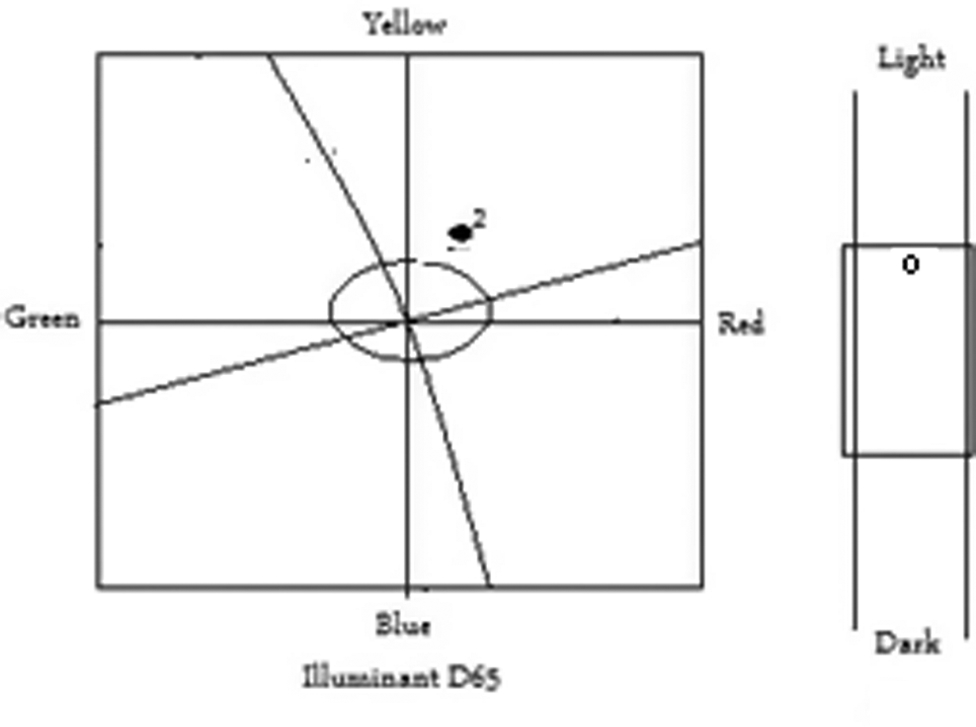
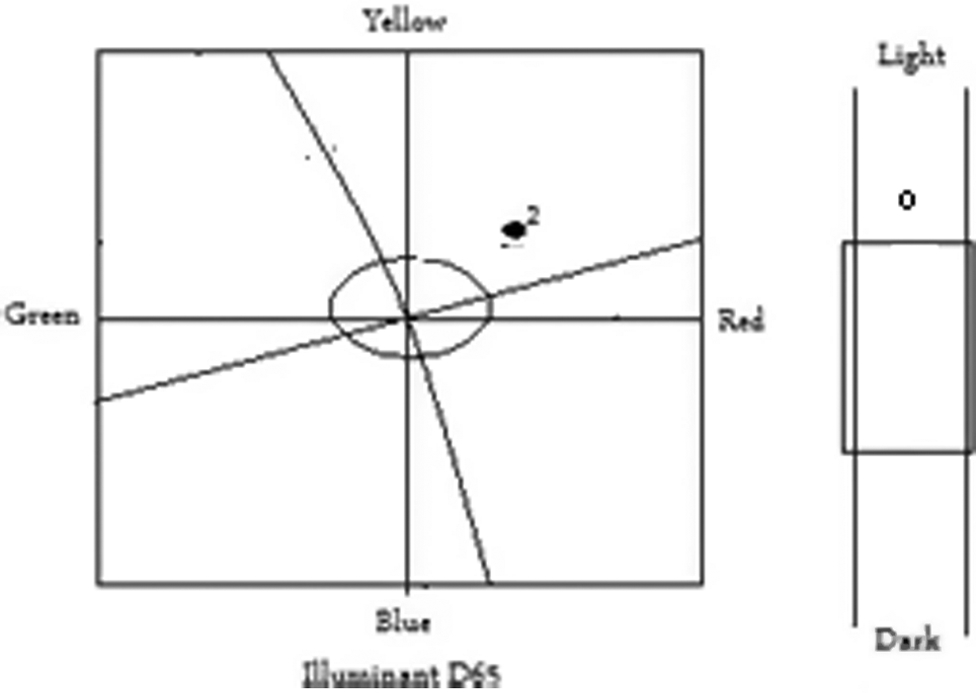
The effects of the brightening agent containing complex organic salts and those of gold plating on the colour of the metal plate were examined in the CIE (Commission Internationale de l'Éclairage, translated as the International Commission on Illumination) L*a*b colour space39–41 using a visible region spectrophotometer (Macbeth CMC-CE-7000-XL0339) at 325 nm and CIE Standard Illuminant D65, which is equivalent to 6500 K illumination. These values are in accordance with European and Japanese standards. Two measurements were recorded on each plate surface. Our aim was to perform highly sensitive colour measurements in the visible region and to supply the values closest to market requirements. Nowadays, visible colour spectrophotometry is not used for colour analysis in the metal plating industry; however, this technique is used in our study because of the subtle differences in the colour of the gold plating on nickel plating. Comparisons of colour values are more recognisable with this system, and this method is used to measure the contrast between a certain specified standard colour and a sample colour. In the CIE L*a*b colour system, the L*, a*, b*, c* and h 0 values are the main parameters used in defining the colours. The definitions are as follows.
L*: the central vertical axis. The values used are 0° for black and 100° for white. The L values range between these two values. The L* value represents lightness.
a* and b*: chromatic coordinates in the CIE L*a*b colour space, representing +a* red, − a* green, +b* yellow and − b* blue.
c*: the chromaticity. The chromaticity value of a colour increases as the value drifts horizontally from the centre of the colour space. It gives information about the saturation of the colour. A colour and its tone at the same level are the characteristics defining the distinction level from another colour (between black and white). If a colour diverges from black, its saturation will increase; if the colour approaches grey, its saturation will decrease. The exact grey saturation is 0. Because each colour's maximum saturation degree varies, the upper limit cannot be indicated. In the CIE L*a*b colour space, the c* value is measured by the angle between the measured colour's projection in the ordinate axis and its angle in the ordinate axis.
h 0 (hue): the basic colour of an object (such as red, blue, yellow); it is the angle between c* (chromaticity) and the axis of the abscissa. Angle h 0 , which indicates the colour intensity, is 0 and 360° along +a*, 90° for +b*, 180° for − a* and 270° for − b*. The h 0 value can be defined as the angle between the axis of the abscissa of a measured colour and the axis of the abscissa of a standard colour. 42
Mechanical HE test
Hydrogen embrittlement is dependent on the type of substrate and its susceptibility to embrittlement. A progressive power test method was used to measure the HE of the samples. A force of 14·701 N was applied to a plate moving progressively between two other plates, as per the ASTM F519-10 standard. 43
Thickness measurement
X-ray equipment (Fischer Instruments GmbH, 2002) was used to measure the plating thickness and thus obtain accurate information on the Ni and Au percentages, as well as the average, maximum and minimum values and the standard deviation.
Charpy impact test
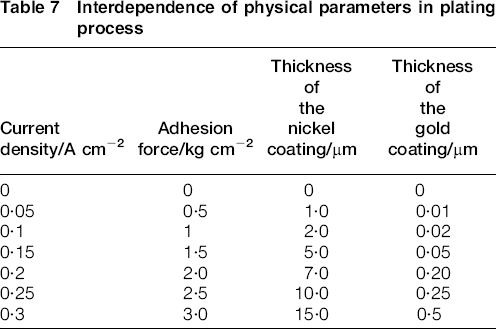
The Charpy impact test was conducted using a ZBC 2000 Pendulum Impact Testing Machine (Sans, China). As per the ASTM E23 standard, a force of 3 kg cm− 2 with a fall speed of 5·5 m s− 1 was applied to the metal surface. Adhesion forces were measured in the high current density regime, in which the nickel coating thickness was 10–15 μm, and the gold coating thickness was 0·25–0·50 μm; and in the low current density regime, in which the nickel coating thickness was 1–5 μm and the gold coating thickness was 0·010–0·050 μm.
Results and discussion
X-ray fluorescence, which is also employed in this study, is one of the most effective methods for calculating plating thickness. This method is particularly suited for analysing specific coating(s)/substrate combinations, for example gold/nickel plating. 44 In our experiment, first, the thickness of the nickel plating was determined using the X-ray unit; subsequently, the thickness of the gold layer plated on the nickel layer was measured.
The results showed that the thickness of the coating and its adhesion to the metal substrate surface increased from 1 to 15 μm and from 0 kg cm− 2 to 3 kg cm− 2 respectively, with increasing current density. 43
In the low current density regime, the thickness of the nickel coating was < 10 μm and that of the gold coating was < 0·25 μm; the coatings separated from the substrate surface on impact in the Charpy test. However, in the high current density regime, the coating was thicker and showed strong adhesion to the substrate surface; in other words, the coating did not peel off the surface (Table 7). In Charpy impact tests, adhesion forces were exerted under the impact conditions applied on metal surfaces for nickel and gold platings. Adhesion to the metal surface in the low current density region was weaker than that in the high current density region, as seen in Table 7. With increasing current density, the adhesion force of the metal plated to the other metal surface increased; consequently, a stronger force must be applied to separate the metal plating from the surface by impact. For nickel plating in a Watts type bath, the current density should generally be between 0·1 and 0·5 A cm− 2 in order to ensure uniform coating and optimised chemical consumption. 45 In the present experiments, a current density of 0·3 A cm− 2 resulted in uniform plating on the metal substrate (Table 8). As seen in Table 8, the thicknesses of the nickel platings obtained in the present study were investigated using X-ray equipment. According to the data in the table, when the current density applied to the electrolyte solution was increased, the plating thickness for both nickel and gold was more uniform. In particular, the measured plating thicknesses in the high and low current density regions were similar. The values listed in Table 8 are averages of the measurements performed in different high and low current regions on the metal surface. From the electron microscope images (Figs. 1–3), it is apparent that the amount of brightening agent used in the nickel plating bath influenced the brightness of the nickel plating and that of the gold plated on nickel. Further, the gold plating on the nickel plating appeared to be brighter than the gold plating formed directly on the substrate. The effects of brightening agents on the nickel and gold plating were also investigated using a visible region spectrophotometer. When different concentrations of brightener were used, different shades of plating were observed on the plated materials. To determine the optimum concentration of the brightening agent, it is also necessary to consider the effects of pH. An increase in the amount of brightening agent added to the bath increases the pH of the bath, 8 which in turn increases the HE of the plating. Further, with increasing pH, hydrogen released from the nickel plating bath may cause defects on the metal plating surface, as depicted in Figs. 5 and 6. Similar results are obtained in the mechanical HE test. In this experiment, deleterious effects of hydrogen on the tensile properties of metals are caused by the association and movement of hydrogen within the dislocations. Hydrogen–dislocation interactions modify metallic deformation processes by stabilising the microcracks, changing the workhardening rate, and inducing solid solution hardening (Figs. 4–6). The extent to which such modifications cause embrittlement depends on the properties and defect structures of the uncharged steel, as well as on the hydrogen induced changes in the deformation processes. 46 When metals are plated, cations and hydrogen ions in the buffer solution play an important role in cohesion to the metal surface. Thus, a decreasing hydrogen ion concentration (increasing pH) results in weaker adhesion and increased brittleness. 47 At pH 5·0, cracking occurred 11 h after the test; at pH 5·5, cracking occurred 10 h after the test and at pH 6·0, cracking occurred 9 h after the test. The desired brightness effect was obtained at a brightening agent concentration of 0·6 g L− 1, but a further increase in concentration increased the degree of HE (Figs. 4–6).
Interdependence of physical parameters in plating process
Thickness results obtained for different current densities
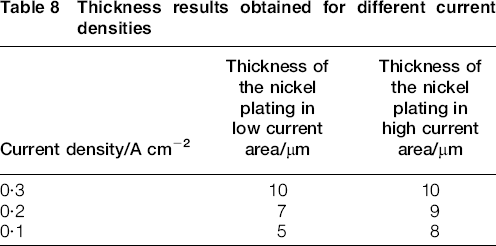
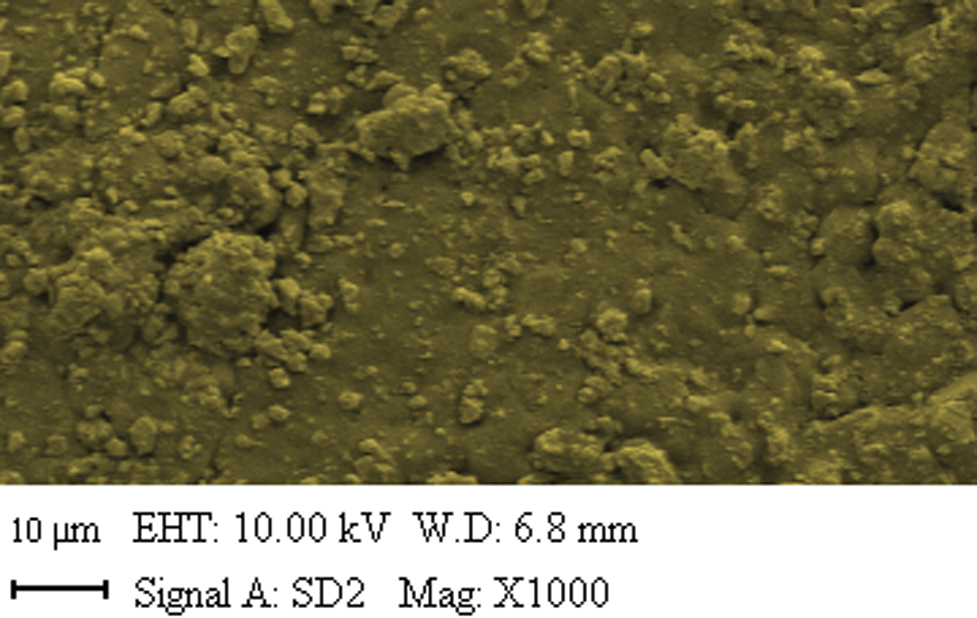
Image (SEM) of gold plating from bath containing 0·4 g L− 1 brightening agent and 0·5 g L− 1 dimethylgold(
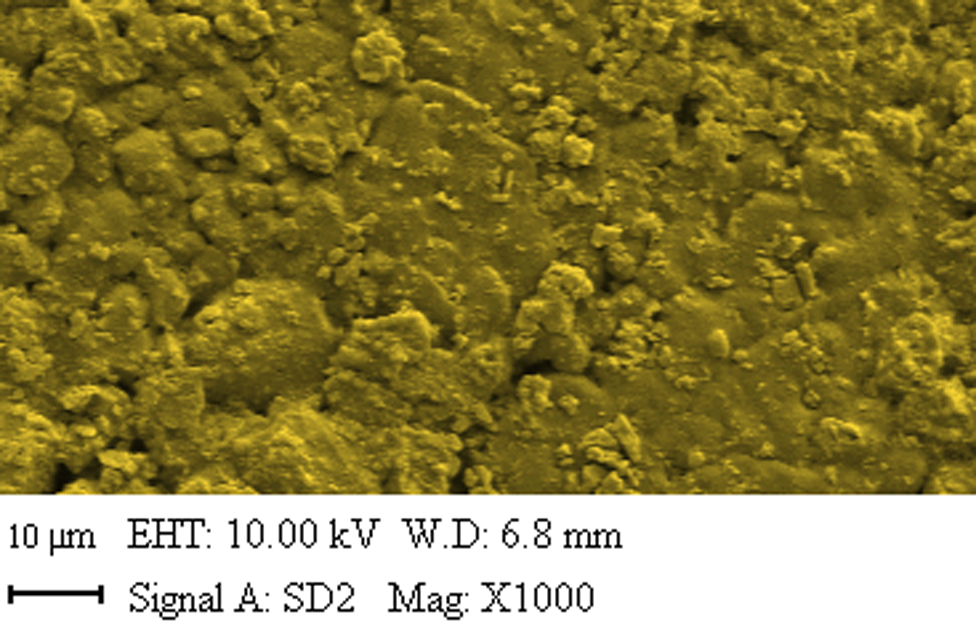
Image (SEM) of gold plating from bath containing 0·6 g L− 1 brightening agent and 0·5 g L− 1 dimethylgold(
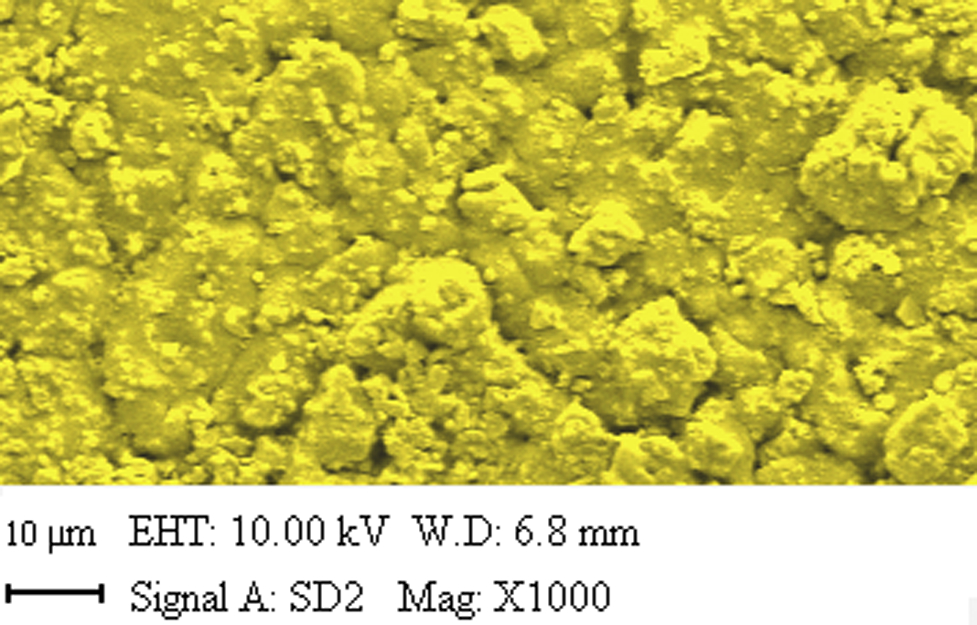
Image (SEM) of gold plating from bath containing 0·8 g L− 1 brightening agent and 0·5 g L− 1 dimethylgold(
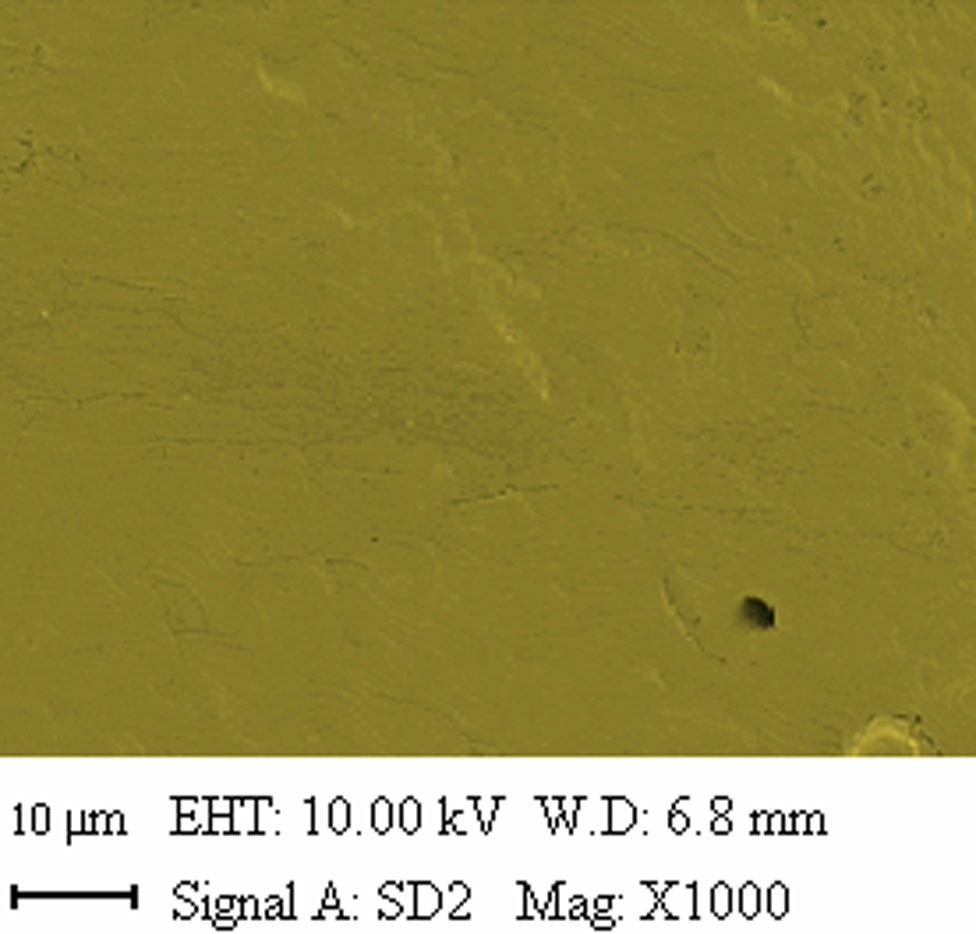
Image (SEM) of deleterious effect of hydrogen at pH 5·0
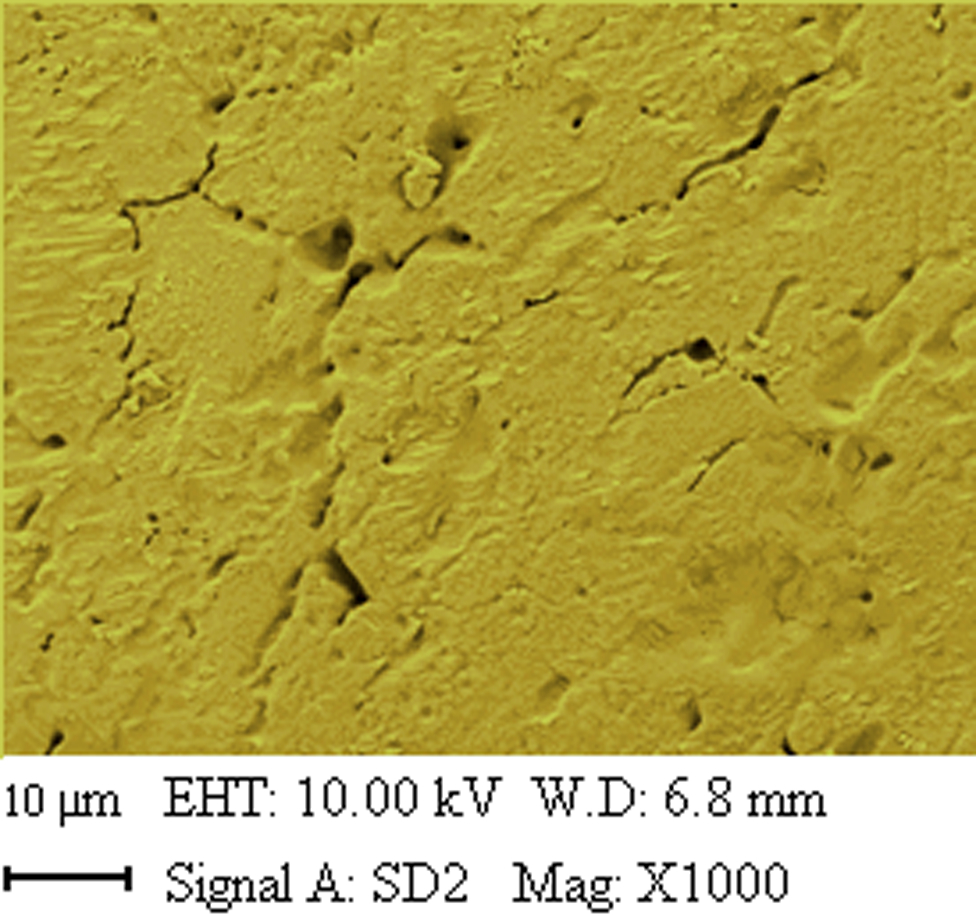
Image (SEM) of deleterious effect of hydrogen at pH 5·5
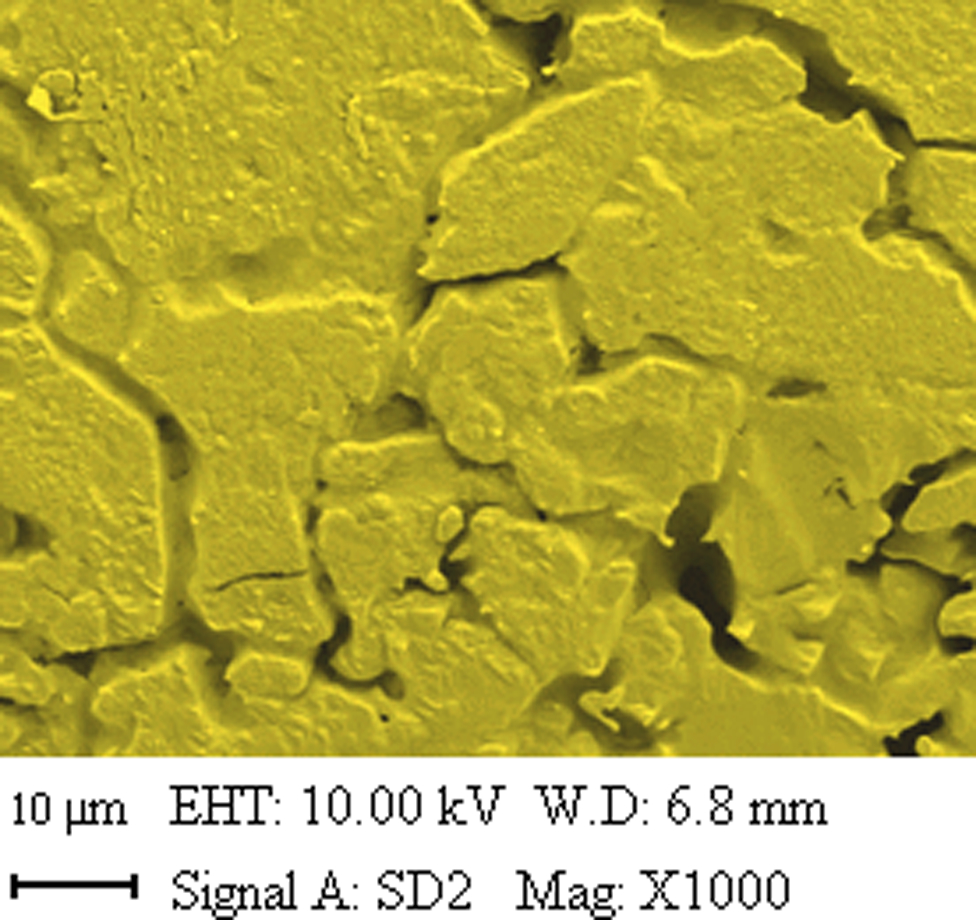
Image (SEM) of deleterious effect of hydrogen at pH 6·0
It is noteworthy that the chemicals used in this study have a longer life as compared to those in previous studies.24,25 The current consumptions of the organic chemicals used in this study (Tables 5 and 6) are greater than those for the patented organic chemicals used in nickel plating baths. However, since the working conditions for the nickel and gold plating (such as current density, temperature, and pH) are similar, the amount of chemicals consumed in our study is lesser than that in the patented cases.
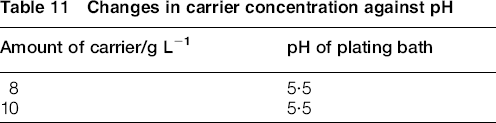
The concentration of carriers in the nickel plating solution did not affect the nickel coating, according to the results of the SEM analyses. Figures 7–12 show the results of visible region spectrophotometry analyses of gold plating on the nickel plated substrates. Accordingly, the effects of the suggested brightener in the nickel plating bath are discussed in detail, taking into account differences in colour and nuance. Under D65 illumination (Figs. 7–9; Tables 9–10), the brightening agent plates located on the light side of the light–dark axis exhibited an increase in brightness with increasing brightening agent concentration. In contrast, upon the addition of the carrier, the colour and brightness did not diverge from the standard (original) bath plate axis. The hue h0 and chromaticity c* of the samples did not change significantly at the point of saturation or from the yellow hue (because of the gold plating). Similarly, L, which determines the lightness/darkness ratio, did not change upon the addition of either agent. Note that in the measurement of L, the distance to the standard rectangle located at the middle of the light–dark scale was used as reference. To determine the optimum quantity of carrier, 8 g L− 1 of carrier was initially used, which was then increased by 25% (to 10 g L− 1) to give the plating a matte texture. Changing the concentration of carrier did not affect the pH (Table 11) or HE. In the experiments on plating gold onto a previously nickel plated surface, dimethylgold(III) acetylacetonate was used instead of cyanide salts. The required physical properties of the gold coating, i.e. brightness and lightness, increased with increasing amounts of dimethylgold(III) acetylacetonate (Figs. 10–12). Increasing the amount of dimethylgold(III) acetylacetonate did not decrease the pH further, and therefore, no change was observed in the embrittlement of the plated material. The nickel sulphate solution used in traditional nickel plating baths results in cohesion problems when gold plating is applied on top of the nickel plating. Therefore, nickel(II) acetylacetonate solution was used, which prevented the growth of a passive sulphate layer on the nickel plating. In the Charpy impact test, coating thickness measurements were performed, which indicated that the thickness of the gold plating was unchanged and that the plating was stable with good adhesion properties, i.e. it did not peel off the surface. Moreover, the economical bath compositions described herein help in achieving improved corrosion resistance in both gold and nickel plating and allow for adequate control of aesthetic features (such as bright versus matte), depending on the kind of anode adopted. Depending on the industrial sector in which the metal plating will be used and the customer requirements, gold can be electrolessly plated on a nickel plated surface. However, the most important problems associated with electroless plating baths are poor cohesion on the metal surface and low corrosion resistance. With the compositions suggested in this study, electroless plating of nickel and gold was achieved with an electrolytic plating bath. In this manner, depending on the desired corrosion resistance, aesthetic properties and market requirements, different plating effects on metal surfaces can be achieved.
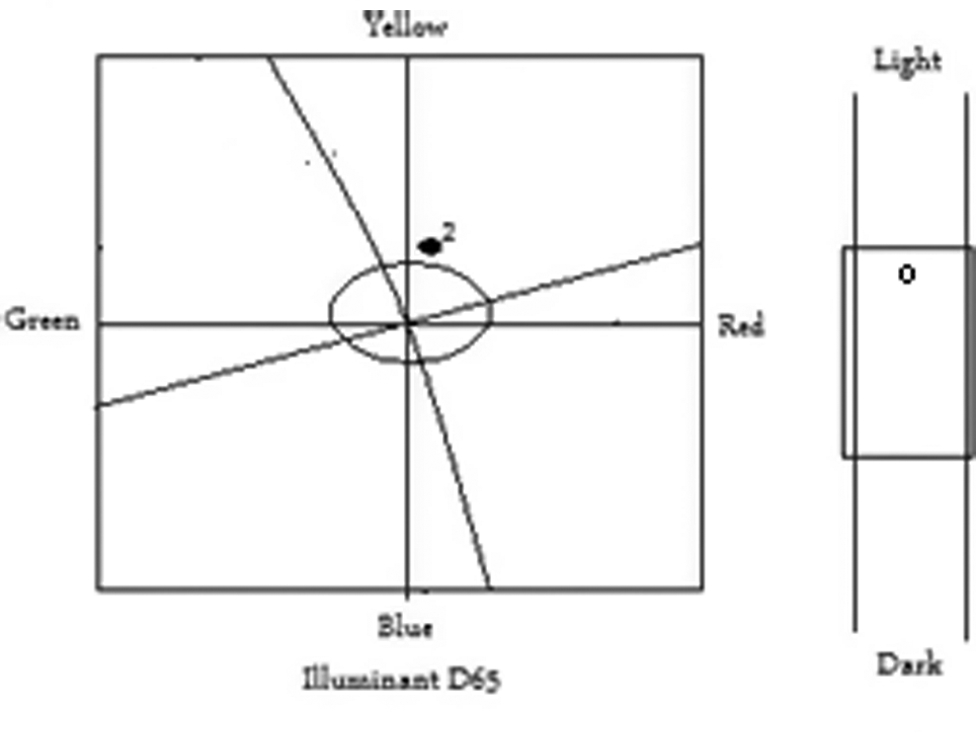
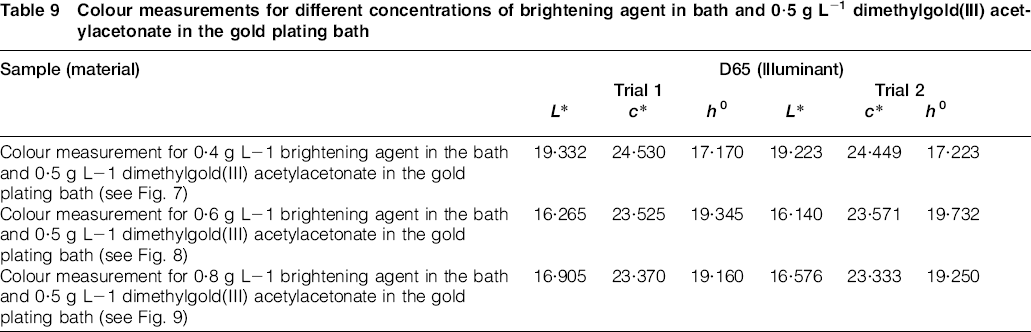
Colour measurement of gold plating from bath containing 0.4 g L− 1 brightening agent and 0.5 g L− 1 dimethylgold(
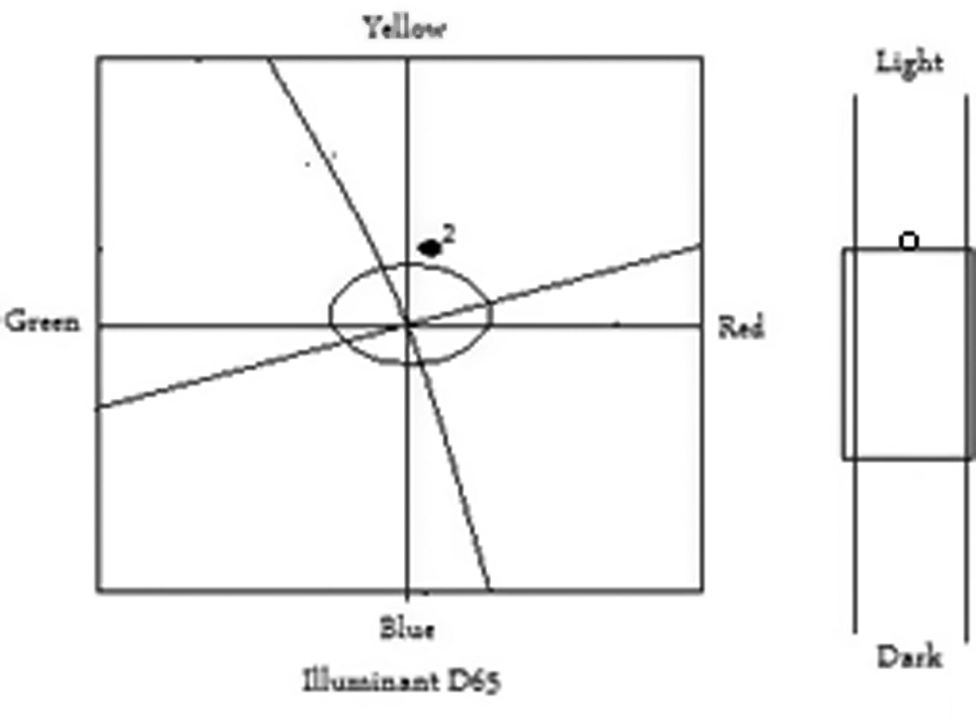
Colour measurement of gold plating from bath containing 0·6 g L− 1 brightening agent and 0·5 g L− 1 dimethylgold(
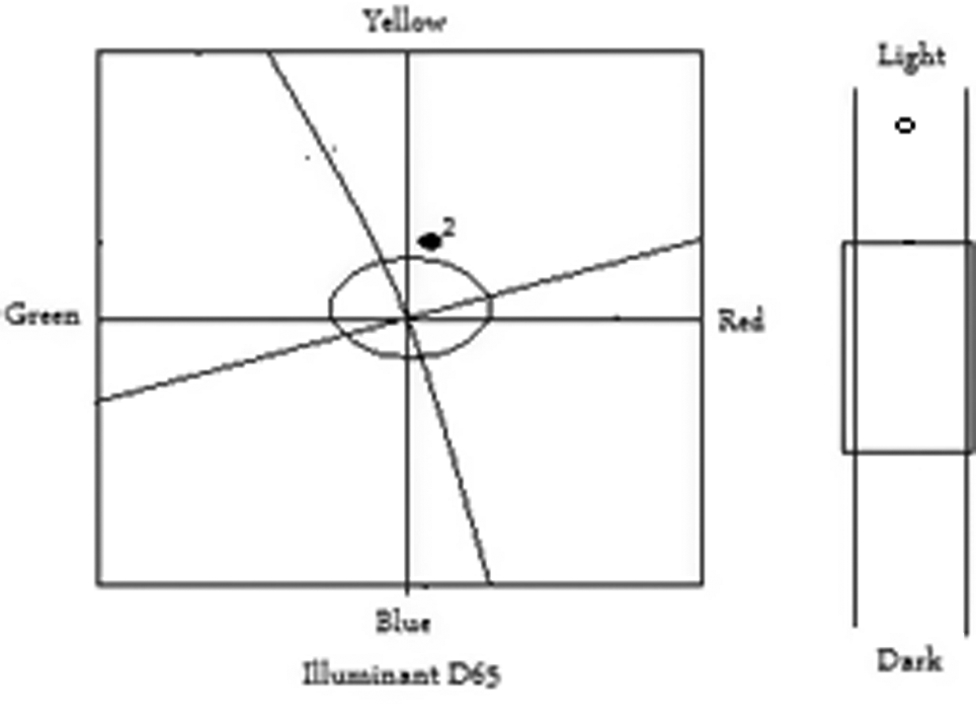
Colour measurement of gold plating from bath containing 0·8 g L− 1 brightening agent and 0·5 g L− 1 dimethylgold(
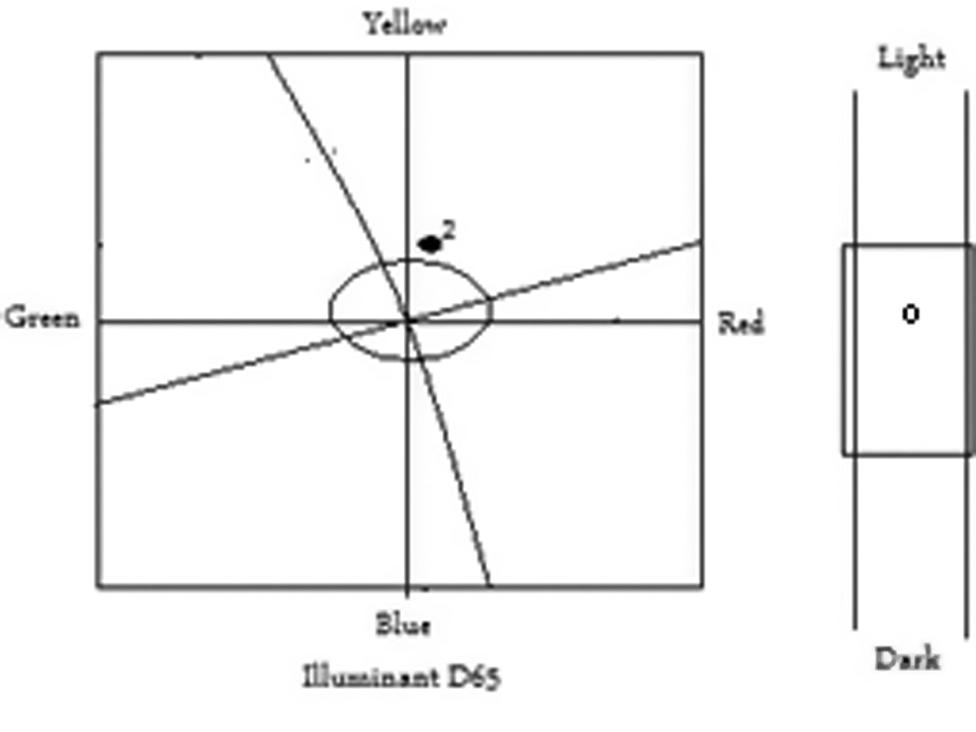
Colour measurement of gold plating from bath containing 0·6 g L− 1 brightening agent and 0·3 g L− 1 dimethylgold(
Colour measurement of gold plating from bath containing 0·6 g L− 1 brightening agent and 0·5 g L− 1 dimethylgold(
Colour measurement of gold plating from a bath containing 0·6 g L− 1 brightening agent and 0·7 g L− 1 dimethylgold(
Colour measurements for different concentrations of brightening agent in bath and 0·5 g L− 1 dimethylgold(III) acetylacetonate in the gold plating bath
Results of calculations of differences in colour measurements

Changes in carrier concentration against pH
Dimethylgold(III) acetylacetonate is advantageous in that a very small amount is required for the plating bath, as opposed to conventional gold plating materials, 25 and it is relatively inexpensive.
Conclusion
In this study, a new bath composition that enables the combined use of nickel and gold plating is chosen. These metal platings are preferred in the metal industry because of the aesthetic and anticorrosive properties of nickel and gold plated materials. This is a very important development that would enable the industry to minimise wastewater problems.
Dimethylgold(III) acetylacetonate does not affect the colour of the gold plating in terms of its aesthetic properties; it is appropriate to use a dimethylgold(III) acetylacetonate concentration of 1·5 g L− 1 at 0·4 A cm− 2 to give a plating thickness of 0·25 μm.
In this study, the focus was on HE, as well as physical parameters such as plating thickness and the colour effects for nickel and gold platings. The presence of a carrier in the nickel plating bath accelerated the deposition of nickel ions and the cohesion ability on the metal cathode surface, but it did not affect the pH of the bath. The use of a brightening agent for the nickel plating bath decreased the current density but increased the pH of the plating bath.
In studies performed to determine the optimum concentration of brightener and carrier agents used in the nickel plating bath, the brightener and carrier concentrations were determined as 0·6 and 10 g L− 1 respectively. The operating parameters for nickel plating were a temperature of 50°C, current density of 0·3 A cm− 2 and deposition speed of 0·4 μm min− 1. The operating parameters for gold plating were a temperature of 30°C, current density of 0·3 A cm− 2 and deposition speed of 0·1 μm min− 1.
In addition to clarifying the mechanical and physical properties of the plated material, the plating studies also help in devising strategies to mitigating wastewater problems, as the amount of chemical agents used is minimised. As a result, process costs are reduced, so that the proposed technique would be commonly preferred by manufacturers.