
Abstract
In the present study, the effects of current density and agitation on the behaviour of co-deposition of TiO2 particles in an electrodeposited nickel were investigated. The electrodeposited Ni–TiO2 composite was manufactured from a nickel sulfamate bath containing TiO2 particles. The volume fraction of the incorporated TiO2 particles, the current efficiency (C.E.) and the hardness were measured in different current densities, magnetic bar speed and flow rate of the air bubble. The results indicate that the volume fraction of TiO2 particles in the nickel matrix increased with a decrease of the C.E. at the mass transfer region, but the opposite tendency was observed under the charge transfer region. The hardness of the Ni–TiO2 composite increased normally with an increase in the volume fraction of the TiO2 particles. However, the hardness increased with a decrease in the volume fraction at a lower current density region owing to the hardening of the nickel matrix.
Introduction
Electrodeposited Ni alloy coatings have been extensively studied to enhance the mechanical properties, corrosion resistance and wear resistance in many industrial fields.1–2 The electrodeposited Ni alloy is applicable for the repair of a damaged steam generator tube in nuclear power plants.3–5 Electrodeposited sleeving technology has advantages such as a continuous interface between the electrodeposit and the surface of the substrate, absence of heat treatment and a relatively low cost. Various alloy systems (e.g. Ni–P, Ni–P–Fe, Ni–P–B, etc.) have been developed for the repair technology, but improved properties are needed for the integrity of the materials under severe operation conditions, such as a sodium cooled fast reactor.
An oxide dispersion strengthened composite such as Ni–/Cu–Al2O3, TiO2 and ZrO2 can be fabricated by mechanical mixing, internal oxidation and electroless deposition methods. 6 The electrodeposition method has been studied widely because it is an economical method allowing manufacturing at low temperature, has a fast growth rate and can be designed in various shapes.7–8 Many parameters such as concentration of oxide, current density, bath temperature, agitation and pH can affect the properties of an electrodeposited metal–oxide composite.9–13 In addition, dispersion status such as oxide particle size and distribution in the electrolyte directly affect the amount of co-deposited particles and the distribution in the composite. The mechanical property of a metal–oxide composite was determined by the distribution of oxide particles in the matrix. Various methods have been used to improve the dispersibility of inert particles in the metal matrix.14–15 Agitation speed and method are important factors of electrodeposition that affect the amount of co-deposited oxide particles in a metal matrix and change the state of distribution of the particles.6,16 However, few studies have been investigated compared to the agitation methods, such as air and magnetic stirring, which are used in the industrial fields.
In the present paper, the effects of current density and agitation on the electrodeposited Ni–TiO2 composite coating were investigated through a comparison between the electrodeposited Ni–TiO2 composite and pure nickel. Furthermore, the mechanical property of the electrodeposited Ni–TiO2 composite was characterised by hardness tests.
Experimental
The electrodeposition was performed at 60 ± 1°C in a sulfamate bath solution containing 1·39M Ni(SO3NH2)2.4H2O, 0·65M H3BO3 and 7·99 g L− 1 TiO2. The TiO2 particles (Aldrich, anatase, 25–70 nm) were used as received without any further treatment. Figure 1 shows theTiO2 particles that were observed using a transmission electron microscope (TEM, JEM-2100F, JEOL). The pH of the electrolyte was 2·0 and adjusted by amidosulfuric acid.
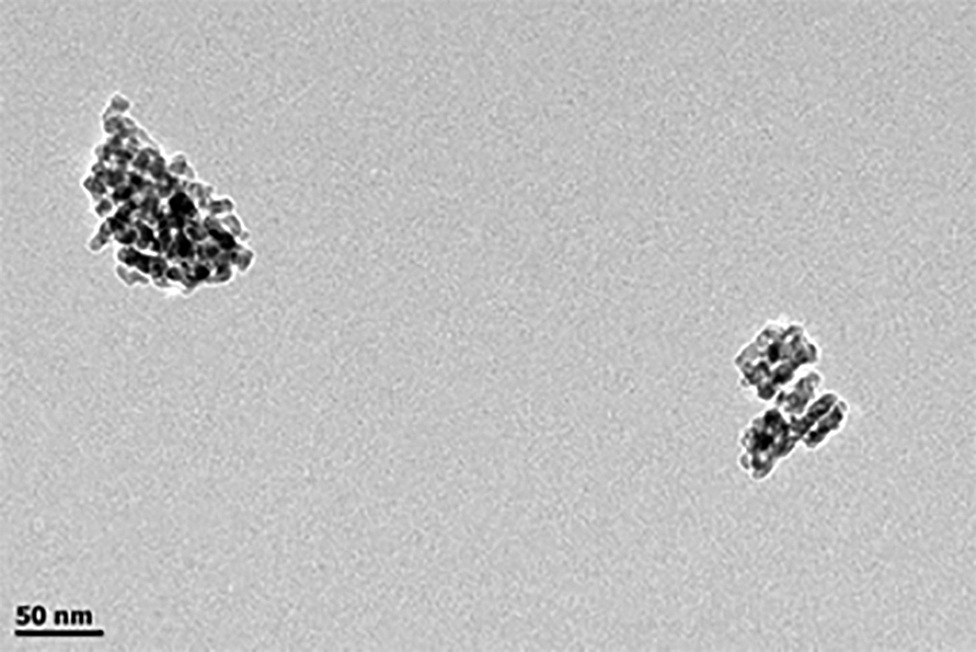
Image (TEM) of as received TiO2 particles
The anode used was 3 × 5 cm2 pure Ni, and the cathode used was stainless steel 304 with the same dimensions as the anode. The electrodeposition was carried out in the current density range of 50–200 mA cm− 2, and the agitation speed was 100–500 rpm by a magnetic stirrer and 0·5–1·5 L min− 1 by air bubble stirring during 30 min before electrodeposition; the agitation continued during the electrodeposition process. The magnetic bar speed was 200 rpm at the experiments of the current density effect, and the current density of the agitation experiments was 100 mA cm− 2.
After the electrodeposition, the specimens were stripped from the substrates and weighed, and electrodeposits were then cross-sectioned to illustrate the distribution status of TiO2 particles using a scanning electron microscope (JEOL-6240). The volume fraction of the co-deposited TiO2 in the Ni–TiO2 composite matrix was calculated using an image analyser (IMT-1200). The current efficiency (C.E.) of the specimens was calculated by Faraday's law, and the C.E. is

Results and discussion
Effect of current density
The electrodeposited Ni–TiO2 composite can be largely affected from the state of interface between the electrode and the solution during the fabrication process. The interface of an electrode and solution consists of an electrical double layer that can be changed with the current density and agitation speed. The C.E. and volume fraction of the co-deposited TiO2 were measured to comprehend the behaviour of co-deposition of TiO2 particles in a current density range of 50–200 mA cm− 2. The C.E. of pure nickel was also measured to compare the effect of the addition of TiO2 particles into the electrolyte.
Figure 2a and b shows the volume fraction of co-deposited TiO2 particles and the C.E. of the electrodeposited Ni–TiO2 composite and pure nickel respectively. The results indicate that the volume fraction of co-deposited TiO2 in the nickel matrix had a maximum value at 100 mA cm− 2, and the C.E. of the electrodeposited Ni–TiO2 composite increased with an increase in the current density, but that of pure nickel was almost constant with an increase in the current density. In particular, the C.E. of the Ni–TiO2 composite increased largely in the range of 50–100 mA cm− 2. These results can be explained by considering the reduction reaction of nickel ions and co-deposition behaviour of TiO2 particles when TiO2 is co-deposited irrespective of the applied current. It was assumed that the TiO2 particles were incorporated into the nickel matrix with the reduction of Ni ions. The total reduction reaction at the cathode is the sum of hydrogen reduction reaction and Ni ion reduction reaction. The Ni ion reduction reaction increased with an increase in the current density, but the reaction rate was changed with an increase in the current density. If the Ni ion reduction reaction is changed, the hydrogen reduction reaction will be changed because the sum of the entire reduction reaction is constant. A similar tendency of the amount of co-deposited TiO2 particles in the composite was reported by other researchers.10,17–25 Buelens et al. 17 suggested that the maximum amount of co-deposited TiO2 can be obtained under a charge transfer overpotential control, but the amount of co-deposited TiO2 particles decreased with an increase in the current density under the concentration control region (>2 A cm− 2) in the electrodeposited Cu–Al2O3 system. In the case of this study, both the reduction reaction of the adsorbed Ni2+ on the particles and the non-absorbed Ni2+ were electrodeposited by a charge transfer under 100 mA cm− 2. The reduction reaction of the adsorbed Ni2+ ions on the TiO2 particles (unloaded Ni ions on the particles) reached the limiting current region faster than that of the non-adsorbed Ni2+ (free Ni2+) ions above 100 mA cm− 2. Thus, the amount of co-deposited TiO2 particles decreased with an increase of current density above 100 mA cm− 2.
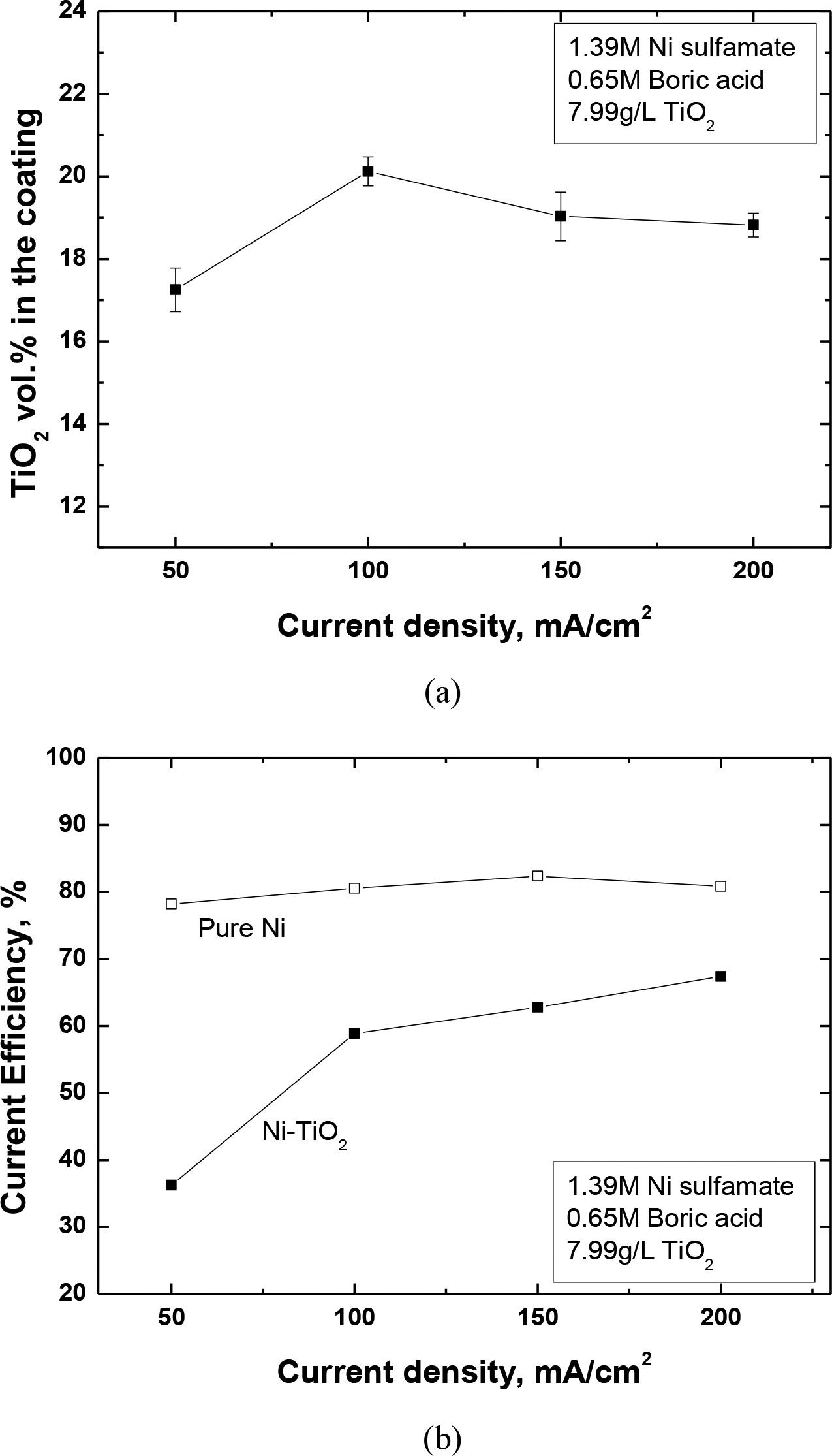
Experimental results for Ni–TiO2 co-deposition with current density
The cross-sectional images of the Ni–TiO2 composite with an increase in the current density are shown in Fig. 3, where the dark regions indicate TiO2 particles. It can be seen that the distribution of TiO2 particles in the matrix did not change with the current density, although the amount of co-deposited particles was different with the current density.
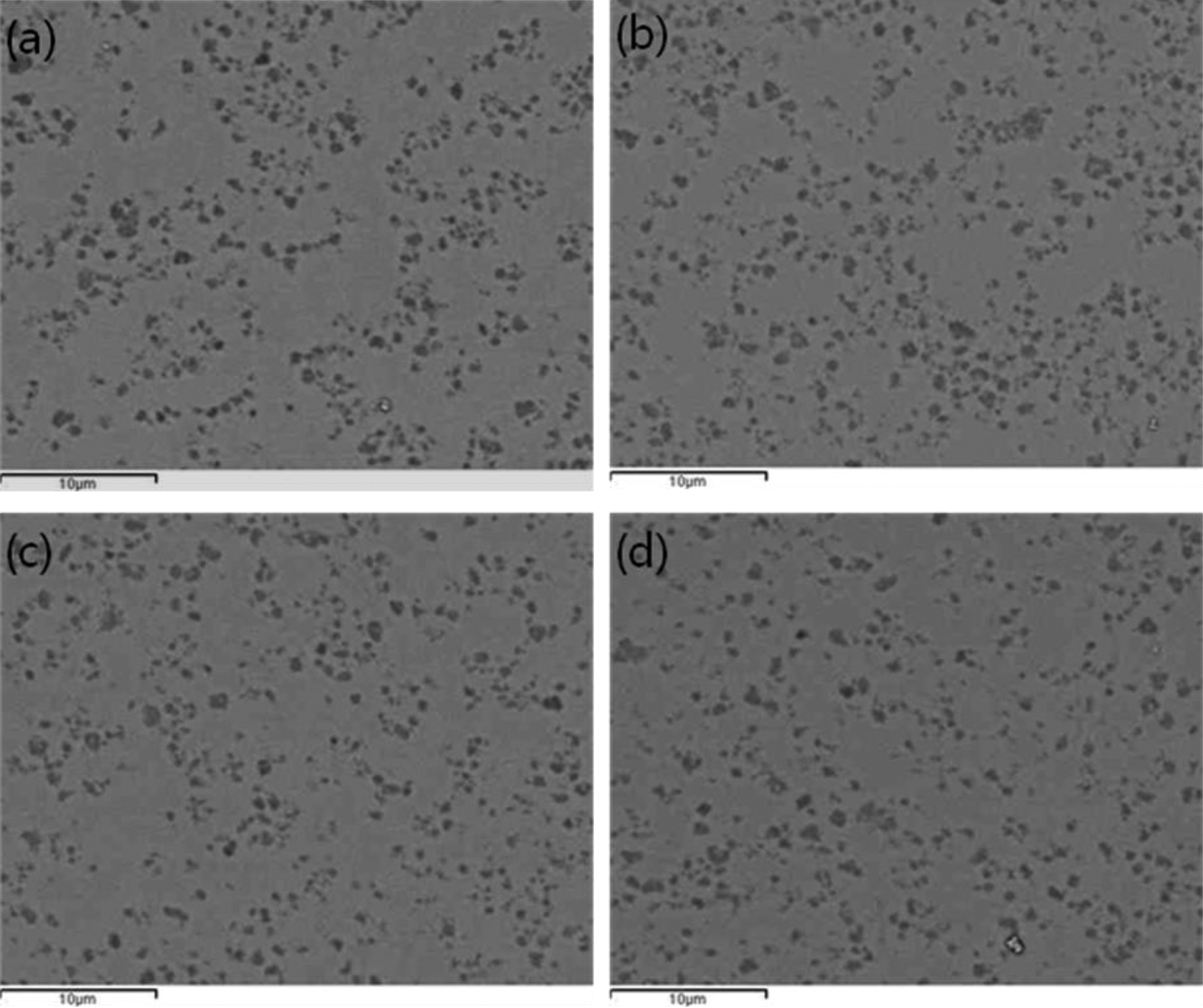
Cross-sectional images of Ni–TiO2 co-deposition with current density
Effect of agitation methods and speed
The volume fraction of the co-deposited TiO2 particles in the nickel matrix and the C.E. of the Ni–TiO2 composite, pure nickel, were examined with different agitation methods and speed. The volume fraction of co-deposited TiO2 and the C.E. of Ni–TiO2, pure nickel, with different rotation speeds of the magnetic bar are shown in Fig. 4. This figure shows that the volume fraction of co-deposited TiO2 particles increased slightly with an increase in the rotation speed of the magnetic bar. An increase of the volume fraction of co-deposited TiO2 particles is caused by the hydrodynamic effect, i.e., the higher transport of TiO2 particles from the bulk solution to the surface of the cathode. In other words, the higher concentration of TiO2 particles at the surface leads to an increase of the volume fraction of co-deposited TiO2 particles in the composite coating. The C.E. of the Ni–TiO2 composite decreased largely with an increase in the rotation speed of the magnetic bar, but that of pure nickel decreased slightly with an increase in the agitation speed. The reduction reaction of nickel ions was hardly affected by the agitation speed, but that of adsorbed nickel ions on the TiO2 particles was slower than non-absorbed nickel ions (free nickel ions). The limiting current density of hydrogen reaction increased with an increase of the agitation speed because the mass transfer was a rate determining step at the applied current density (i.e., 100 mA cm− 2). However, the rate determining step of the nickel reduction reaction was a charge transfer region at the applied current density. In the case of co-deposition of Ni–TiO2, the nickel reduction reaction decreased more owing to the presence of the adsorbed Ni ions on the particles. In addition, one of the possible reasons is a decrease in the reducible sites of nickel ions by the presence of non-conducting particles at the surface.
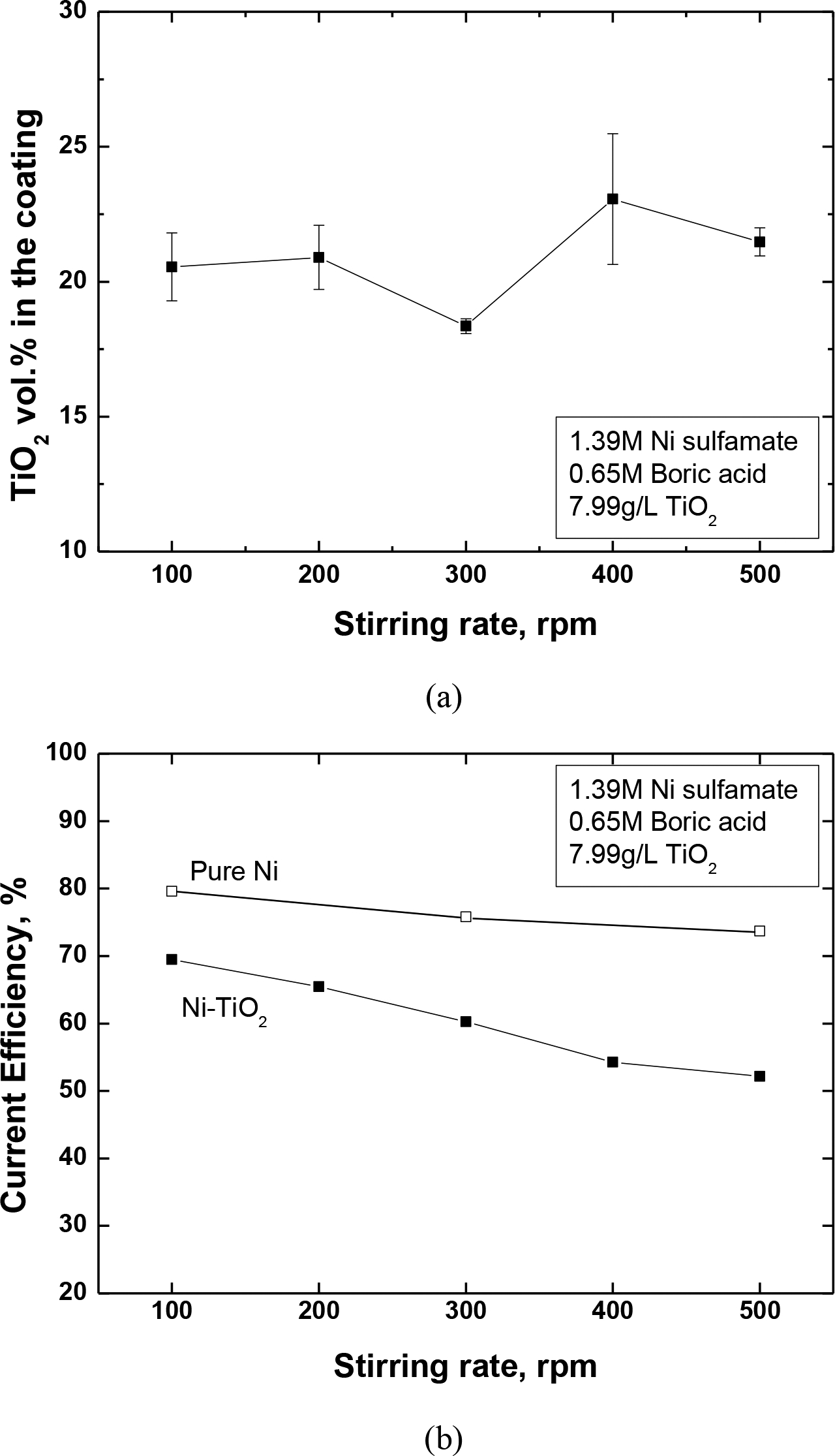
Effect of magnetic stirrer speed on electrodeposited Ni–TiO2 composite
The volume fraction of the electrodeposited Ni–TiO2 composite and the C.E. of Ni–TiO2 and pure Ni with the flow rate of the air bubble are shown in Fig. 5. The volume fraction of TiO2 particles incorporated in the nickel matrix increased with an increase in the flow rate of the air bubble. The C.E. of the electrodeposited Ni–TiO2 composite decreased largely with an increase in the flow rate of the air bubble, and that of the pure nickel decreased slightly with an increase in the flow rate. In particular, the C.E. decreased a lot when the flow rate of the air bubble increased from 1·0 to 1·5 L min− 1, but the volume fraction was almost constant. It can be explained that if the agitation speed is too high, the adsorbed particles onto the cathode will be detached before the incorporation of TiO2 particles into the nickel matrix. There is also another effect as the role of a barrier of detached particles to the adsorbing particles that came from the bulk solution. A contrary tendency is caused by the combined effects of the detachment of particles and the inhibition from the detached particles. Therefore, proper agitation speed is required for the fabrication of the electrodeposited Ni–TiO2 composite. In view of the volume fraction of co-deposited TiO2 particles in the nickel matrix, it is presumed that the rotation speed of 500 rpm of the magnetic bar is similar between the l.0 and 1·5 L min− 1 flow rates of the air bubble.
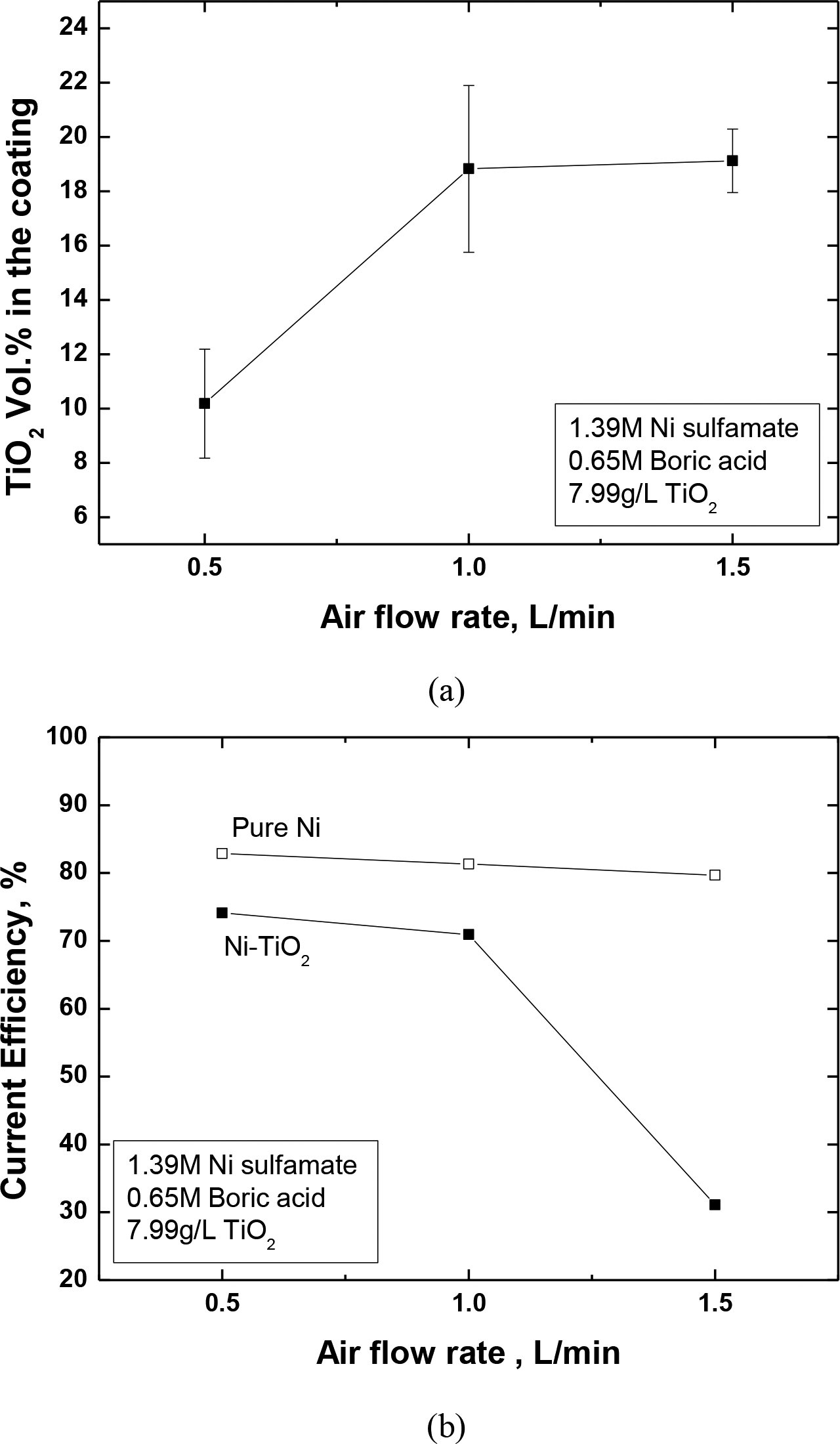
Effect of air bubble flow rate on electrodeposited Ni–TiO2 composite
Hardness of electrodeposited Ni–TiO2
The hardness of the electrodeposited Ni–TiO2 composite and pure nickel was measured to investigate the dispersion strengthening effect of the addition of TiO2 particles into the nickel matrix. The hardness test results with different current densities and agitation speeds are shown in Fig. 6. It can be seen that the hardness of the electrodeposited Ni–TiO2 composite is much higher than that of pure nickel under all conditions. In addition, the hardness of the electrodeposited Ni–TiO2 composite decreased with an increase in the current density, and that of pure nickel also decreased with an increase in the current density. The hardness of the electrodeposited metal–oxide composite increased with an increase in the volume fraction of co-deposited inert particles. In this case, however, the tendency of hardness is opposite from normal observations. In the case of Ni–TiO2 composite, the tendency of the hardness is consistent with the amount of co-deposited TiO2 particles above 100 mA cm− 2, but there is disagreement under 100 mA cm− 2. In other words, the hardness of the Ni–TiO2 composite decreased with the current density from 50 to 100 mA cm− 2, although the amount of co-deposited TiO2 particles increased with the same current density range. The hardness of pure nickel decreased coincidentally at the same range of the current density. This result indicates that the hardness of the nickel matrix can overwhelm the effect of the incorporation of TiO2 particles into the matrix. One of the possible mechanisms is the incorporation of impurities such as sulfur because high impurity content was observed at low current densities.26–27 Another possible source of hardening is hydrogen embrittlement by incorporation of hydrogen. 27 The hardness of the Ni–TiO2 composite, however, can be rapidly degraded owing to a low volume fraction of co-deposited TiO2 particles. 28 Unfortunately, the tendency of pure nickel hardness could not be explained by the impurity effect in the range of 100–200 mA cm− 2, although the hardness of the electrodeposited pure nickel increased normally with an increase of current density.
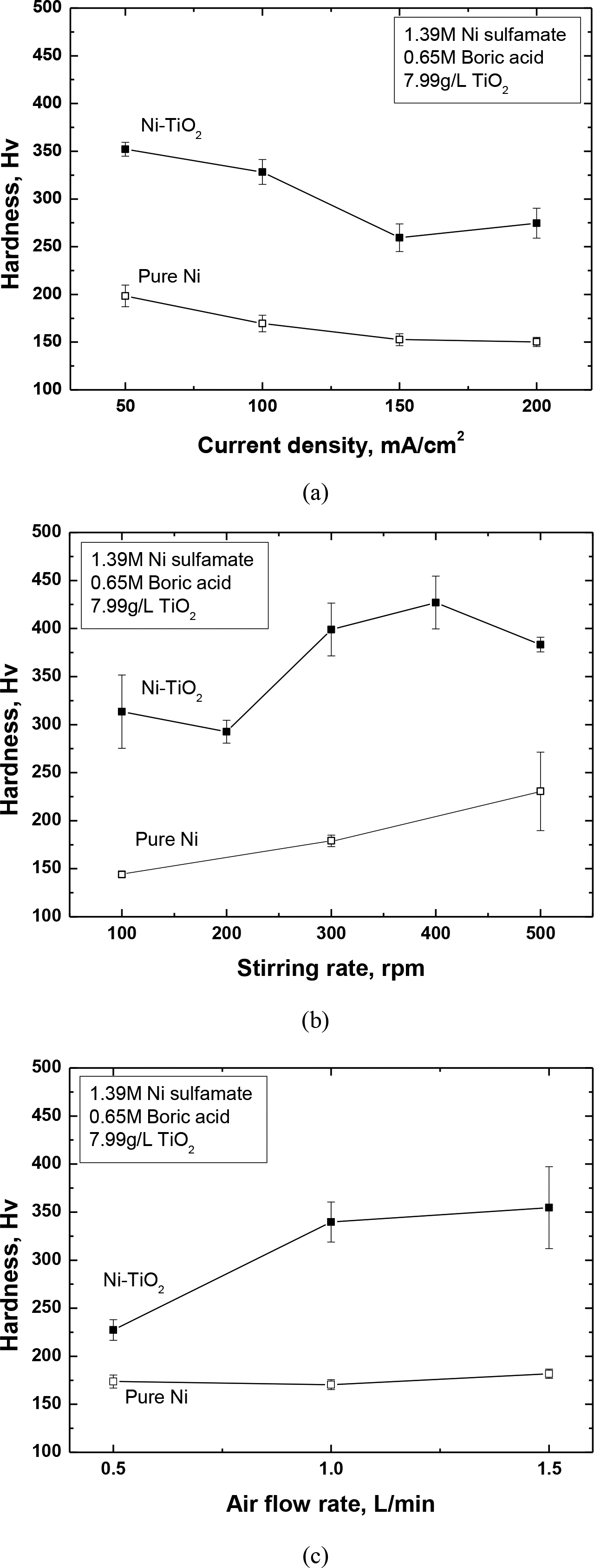
Hardness of Ni–TiO2 co-deposition and pure nickel with different parameters
The hardness of the Ni–TiO2 composite and pure nickel increased with an increase in both agitation speeds. As mentioned above, the hardness of the Ni–TiO2 composite increased with an increase of the volume fraction of TiO2 particles in the composite, and the volume fraction of TiO2 in the matrix increased with an increase of the agitation speed. Therefore, the effect of the agitation speed on the hardness of the Ni–TiO2 composite is dispersion strengthening by incorporation of TiO2 particles. Consequently, the proper current density and agitation speed should be provided to enhance the strength of the electrodeposited Ni–TiO2 composite since it is affected by the nickel matrix as well as the amount of co-deposited TiO2 particles.
Conclusion
In this paper, the volume fraction of co-deposited TiO2 particles, C.E. and hardness of the electrodeposited Ni–TiO2 composite coating with the current density, agitation speed and method were investigated. The following results were obtained.
The volume fraction of co-deposited TiO2 particles in the composite had a maximum value at 100 mA cm− 2 within the current density range of 50–200 mA cm− 2. The C.E. of the electrodeposited Ni–TiO2 composite increased with an increase in the current density at the same current density range. In the case of pure nickel, the C.E. is almost constant over the entire region; however, in the case of the Ni–TiO2 composite, it increased a lot at the charge transfer region and increased slightly at the mass transfer region. The volume fraction of the co-deposited TiO2 particles increased and the C.E. decreased with an increase in the agitation speed. The C.E. of Ni–TiO2 is decreased more than that of pure nickel because of the interruption of TiO2 particles for the reduction of nickel ions at the surface of the cathode. The variation in the volume fraction of co-deposited TiO2 and C.E. at the air bubble agitation method is larger than for the magnetic stirrer. The hardness of the Ni–TiO2 composite increased normally with an increase in the volume fraction of TiO2 particles. The hardness of Ni–TiO2, however, increased with a decrease in the volume fraction at a low current density region. Therefore, proper adjustments of the amount of co-deposited TiO2 particles and the hardness of the nickel matrix are required for an increase of the hardness of a Ni–TiO2 composite. It is necessary to consider the combined effect of addition of TiO2 particles and the hardening of a nickel matrix for an improvement of the strength of the electrodeposited Ni–TiO2 composite.
Acknowledgement
This work has been carried out as part of the Nuclear R&D Program supported by the Korea government (MSIP) and the Korea Atomic Energy Research Institute.