
Abstract
The authors developed a new technique combining ceramic injection moulding and liquid precursor infiltration, presenting a new strategy for fabrication of coloured zirconia ceramics. The authors’ strategy includes ceramic injection moulding 3Y‐TZP powder using a water debinding binder system, debinding moulded parts in water and drying, immersing debound parts in solutions containing different colouring ions and then sintering and creating coloured zirconia ceramics. The fabricated coloured ceramic bars exhibit a core shell structure, and the thickness of the coloured shell can be tailored by adjusting immersion time and temperature. Using solutions containing different colouring ions, ceramic bars with various colours can be prepared.
Keywords
Introduction
Ceramic injection moulding1–5 (CIM) is a competitive plastic forming technique in massive production to realise near net shaping of parts with complicated shapes. Ceramic injection moulding generally uses 40–60 vol.‐% organic binders, and a debinding process has to be performed to remove a part of organic binders before final sintering of the green body.1,6,7 Water debinding8 is a typical debinding route, in which a fraction of organic binders gets dissolved in solvent and is extracted to leave an interconnected porous structure throughout the green body. To learn how debinding works and prevent defects like cracks, research interest has been focused on debinding mechanism, kinetics and defects control.9–14 However, the interconnected porous structure evolved in water debinding had never been used as a channel to introduce exotic components into the matrix material to alter its composition and properties.
Owing to high strength and excellent gloss of a mirror polished surface, coloured zirconia ceramics15–17 are widely used for ornamental articles (such as watch bands), home utensils (like knife) and for biomedical use (as brackets for orthodontic application and dental restorations). Conventional fabrication routes of coloured zirconia ceramics generally include ball mixing18 and homogeneous precipitation.19 However, these techniques merely achieve the powder mixture with colouring components, followed by a complicated and long period process such as powder drying and forming process (like CIM, gel‐casting and so forth) to produce ceramic parts with a desired shape. The abovementioned methods are all relatively complicated in process. Finding a more simple and efficient way to fabricate coloured zirconia ceramics is still of scientific and industrial significance.
Liquid precursor infiltration technique20–22 had also been used to fabricate various composites and realise surface modification, usually by immersing a porous compact in liquid. Considering a porous structure developed in water debinding in CIM, the authors find that the water debound green body in CIM provides an ideal prerequisite for infiltration treatment; therefore, combining water debinding in CIM and infiltration treatment should be viable. Hereby, the authors report on a new strategy to colour zirconia ceramics by immersing water debound injection moulded 3Y‐TZP ceramic green body in solutions containing colouring ions, presenting a simple way to fabricate coloured zirconia ceramics with complex shapes.
Experimental
Materials
The ceramic powder used was a commercial zirconia with average particle size (d50) of 0·16 μm and Brunauer–Emmett–Teller specific area of 8·3 m2 g−1 (grade YSZ‐F‐DM‐3·0, Farmeiya Advanced Materials Co., Ltd, China). The organic binders used include the following: polymethyl methacrylate (PMMA, Plexiglas 8n, Degussa Co., Ltd, China), high density polyethylene (HDPE, 2200 J, Yanshan Petrochemical Co., Ltd, China), two kinds of polyethylene glycol (PEG) with weight average molecular weight of 600 and 4000 (Sinopharm Chemical Reagent Beijing Co., Ltd, China), phenothiazine (Sinopharm Chemical Reagent Beijing Co., Ltd, China), and stearic acid (Shantou Xilong Chemical Factory, China).
Sample preparation
Preparation of feedstock
The composition of feedstock was: 52·5 vol.‐% 3Y‐TZP powder, 6·6 vol.‐% HDPE, 2·4 vol.‐% PMMA, 23·0 vol.‐% PEG600, 8·6 vol.‐% PEG4000, 4·8 vol.‐% stearic acid, 1·9 vol.‐% dibutyl phthalate and 0·2 vol.‐% phenothiazine. The feedstock was mixed on a double roller at 180°C for 10 min.
Injection moulding
The obtained feedstock was crushed into particles smaller than 3 mm and then injection moulded on the injection moulding machine (JPH30, Hengli Plastic Machinery Co., Ltd, China). Eight rectangular bars of 4·5×6·0×42·0 mm can be fabricated with each injection (see Fig. 1a). Injection temperature was 150−160−170−180°C from inlet to nozzle.
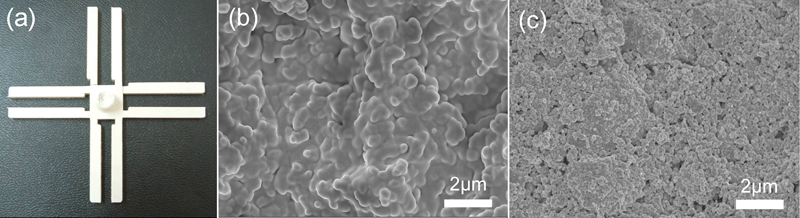
a Injection moulded zirconia bars and microstructure of b undebound and c debound bars
Debinding
As moulded bars were debound in water at 40°C for 7 h to extract 82% of total PEG followed by drying in air for 24 h.
Solution preparation
The solutions containing colouring ions were obtained by dissolving corresponding analytically pure nitrates or chlorides (
 was from NH4VO3) in water. The composition and concentration of used solutions and their resultant colours are as follows: 1·00 mol L−1 Co2+ and 2·00 mol L−1 Al3+(solution A, blue); 1·30 mol L−1 Er3+(solution B, pink); 0·11 mol L−1
was from NH4VO3) in water. The composition and concentration of used solutions and their resultant colours are as follows: 1·00 mol L−1 Co2+ and 2·00 mol L−1 Al3+(solution A, blue); 1·30 mol L−1 Er3+(solution B, pink); 0·11 mol L−1
 (solution C, yellow); 1·30 mol L−1 Ni2+ and 1·62 mol L−1 Al3+ (solution D, cyan); 1·00 mol L−1 Fe3+, 0·71 mol L−1 Co2+,0·18 mol L−1 Cr3+, 0·65 mol L−1 Al3+ and 0·23 mol L−1 Zn2+(solution E, black).
(solution C, yellow); 1·30 mol L−1 Ni2+ and 1·62 mol L−1 Al3+ (solution D, cyan); 1·00 mol L−1 Fe3+, 0·71 mol L−1 Co2+,0·18 mol L−1 Cr3+, 0·65 mol L−1 Al3+ and 0·23 mol L−1 Zn2+(solution E, black).
Infiltration and sintering
Debound ceramic bars were immersed in solution A for various time lengths at different temperatures (detailed parameters are in Fig. 2). For those bars immersed in solutions B–E, immersion time and temperature is 6 h at 40°C. All infiltrated specimens were dried in air for 24 h and then heated in air at 450°C for 2 h with a heating rate of 3°C min−1. After the removal of the remaining binder components, the specimens were heated again at a rate of 4°C min−1 to 1000°C and held there for 1 h and then heated at a rate of 2°C min−1 to 1500°C and held for 2 h to finish sintering.
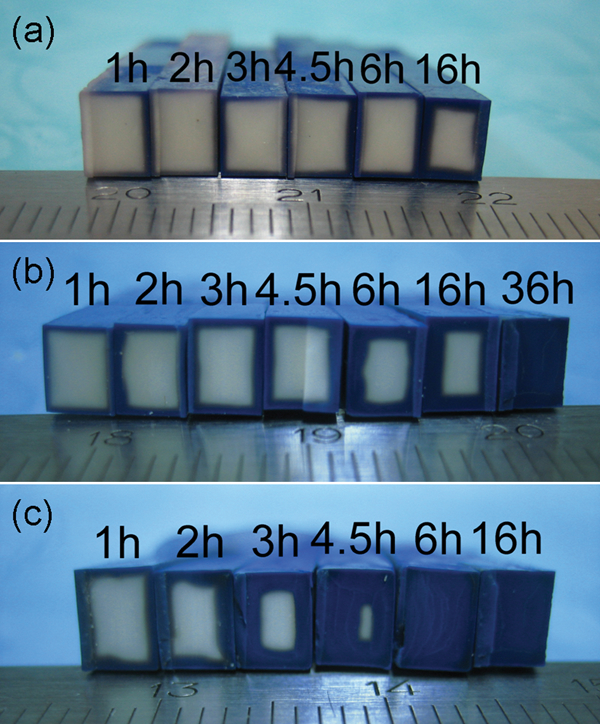
Cross‐section of sintered ceramic bars which had been immersed in solution A for various time lengths at a 20°C, b 40°C and c 60°C
Characterisation
Coloured ceramics were first recorded using the digital camera (Ixus 75, Canon) and used directly here without any further change to show the true colour of the sample. The microstructures were observed under field emission scanning electron microscope (Leo‐1530, Leo, Oberkochen, Germany). The XRD patterns were recorded on a RINT‐2500 spectrometer (Rigaku, Japan) with Cu Kα radiation. The cross‐section of specimens was cut using a diamond saw and then polished. Depth of modification was determined by identifying the colour contrast of the boundary on the cross‐section of specimens using optical microscope. Colourimetric properties were measured on the surface of sintered ceramics using a spectrophotometer (Datacolour CS‐5) with a D65 illuminant and 10° standard CIE colourimetric observer, and the CIE Lab chromatic coordinates were calculated from the reflectance spectra.
Results and discussion
Formation of coloured zirconia ceramics with core shell structure
Figure 1b and c shows the microstructures of undebound and debound injection moulded ceramic bars in this study, demonstrating that an interconnected porous structure evolved with the extraction of PEG from the green body. Figure 3a shows the sintered sample immersed in solution A for 3 h at 40°C, displaying the successful fabrication of the uniform blue 3Y‐TZP ceramics. The obtained blue ceramic bar was then cut to show cross‐section, exhibiting an observable interesting core (white) shell (blue) structure, which is readily distinguishable by the difference in colour. The formation of such a core shell structure can be attributed to the effect of surface modification by infiltration processing.23 Owing to capillary effect, solution A containing colouring ions entered and moved along the porous structure from the surface to the interior of the sample. After a certain immersion time, the treated specimen can be divided into infiltrated zone and uninfiltrated zone (where the porous structure is not filled with solution). Followed by sintering in air, Co2+ and Al3+ ions existing in the infiltrated zone were transformed to the colouring phase of CoAl2O4,18 resulting in the blue appearance of the ceramics or the ‘blue shell’ (modified region). Figure 3b provides the XRD pattern of the surface of the blue shell, disclosing the existence of CoAl2O4. Figure 3c is the backscattering image taken from the surface part of the blue shell. Together with the XRD data, it can be concluded that the phases with dark contrast, as shown in Fig. 3c, are CoAl2O4 grains dispersed in the zirconia matrix. Figure 3d and e shows the secondary electron images of the fracture surface of the ‘blue shell’ part and the ‘white core’ part respectively. The distribution of secondary phases (CoAl2O4 grains) in Fig. 3d can be observed.
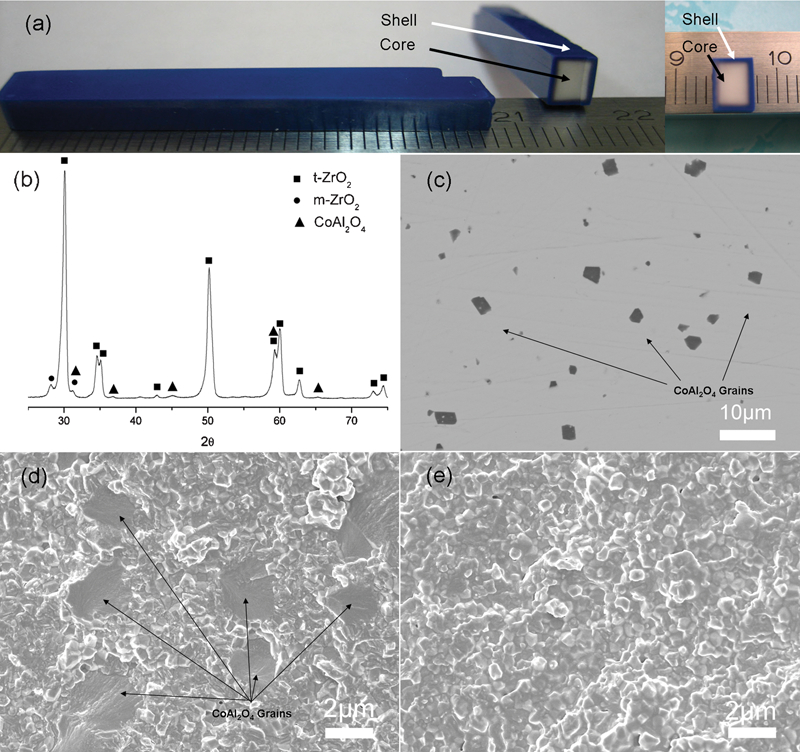
a sintered blue zirconia bar which was immersed in solution A for 3 h at 40°C and its cross‐section, b XRD pattern and c backscattering electron image of surface part of blue shell, scanning electron image of fracture surface of d surface part of blue shell and e white core
Compared with the thoroughly coloured structure fabricated by the conventional techniques, making a coloured shell shows the significant advantages as follows: It costs much less colouring components (e.g. often expensive metals such as Co or Er, etc.), herein, it exhibits resources and cost saving and a core shell structure should own better mechanical properties than that of a thoroughly coloured one since colouring components are unlikely to improve the mechanical properties of zirconia.18
Modification depth control: Effect of time and temperature
The depth of modification realised by conventional infiltration technique can always be manipulated by adjusting time.22 Besides, temperature usually plays a key role in the water debinding process in CIM.1 Therefore, a series of experiments were carried out using solution A with different immersion time and temperatures to test the effect of these parameters on the modification depth of debound injection moulded bars. Figure 2 shows the digital photos of the cross‐section of sintered ceramic bars, which had been infiltration treated using solution A for various time length at 20, 40 and 60°C respectively, demonstrating that the thickness of blue shell, or modification depth, increases with a longer immersion time and a higher temperature. When infiltration treated at a modest temperature for a long enough time (like at 40°C for 36 h or at 60°C for 16 h), infiltration reached the centre of the bar, and the sintered ceramic exhibits a thoroughly coloured appearance rather than a core shell structure. The result of this series of experiment clearly indicates that the modification depth carried out on debound injection moulded ceramic bars can be facilely manipulated by controlling immersion time and temperature.
The reason why modification depth can be manipulated by adjusting time and temperature might be qualitatively explained by the Washburn equation24,25 (equation (1)).

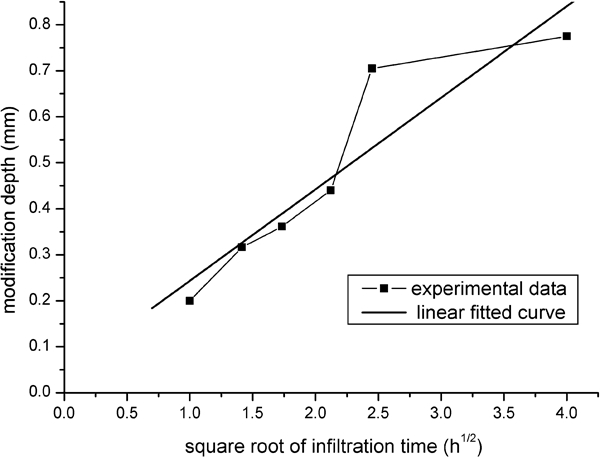
Measured modification depth as function of square root of infiltration time (infiltration temperature is 40°C)
Generality: Fabrication of zirconia ceramics with various colours
By immersing in various solutions with different colouring ions, ceramic parts with various colours can be successfully fabricated, as shown in Fig. 5a, demonstrating ZrO2 bars of pink, yellow, cyan and black have been fabricated using solutions of B–E respectively. The uninfiltrated sample (white) is also fabricated with similar experimental conditions for comparison of colour appearances. Figure 5b demonstrates the colourimetric properties of the samples, including the reflectance curve and CIE Lab coordinates. CIE Lab space was proposed by the CIE for the measurement of colour.26 This three‐dimensional colour space was defined by L*, a* and b* values, which represent different chromatic characteristics. L* is the brightness axis graduated from 0 (black) to 100 (white), and it is perpendicular to the chromatic plane defined by axis a* [green (−) to red (+)] and axis b* [blue (−) to yellow (+)]. The measured colourimetric properties all well respond to the natures of their respective observed colours. Thus, it could be believed that the ceramic colours can be facilely tailored by adjusting the constitutions of the solutions, suggesting the generality of this technique in coloured ceramic fabrication. The authors believe that the strategy can be applied not only to coloured zirconia ceramics. All materials fabricated by powder injection moulding can be infiltration processed in a specified solution to realise surface modification.
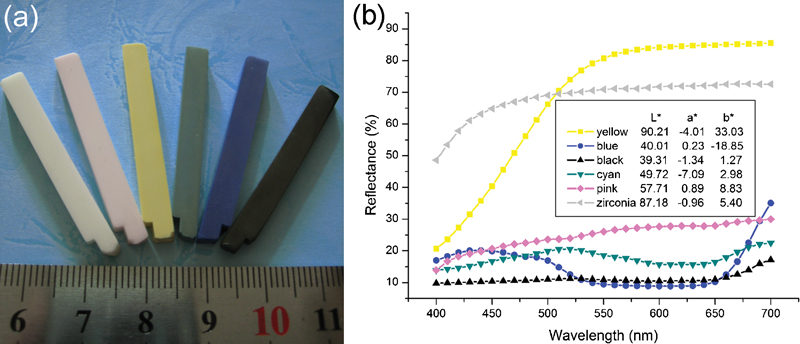
a Digital photo and b reflectance curve and CIE Lab coordinates of coloured zirconia ceramics fabricated in this study
Conclusion
In summary, the authors present a strategy combining liquid precursor treatment and CIM, successfully fabricating zirconia ceramics with various colours by immersing debound injection moulded zirconia green body in solutions containing different colouring ions. The fabricated coloured ceramic bars generally exhibit a core shell structure, and the thickness of the coloured shell (or depth of surface modification) can be manipulated by adjusting immersion time and temperature. The reason why higher and longer times lead to a greater modification depth can be qualitatively explained by the Washburn equation. Considering the industrialised injection moulding and simpleness of infiltration treatment, it can be expected that the authors’ strategy provides a general and facile approach for fabrication of coloured ceramics and a novel method of surface modification for all materials fabricated by powder injection moulding.
Footnotes
Acknowledgements
The work was financially supported by the National Science Foundation of China (NSFC) under the project no. 50972072 and the National High Technology Research and Development Program of China (863 Programme) under the project no. 2007AA03Z522.