
Abstract
Rare earth stabilised tetragonal zirconia polycrystals (TZPs) with stabilisers other than yttria and ceria are scarcely examined as structural ceramics. Unstabilised pyrogenic zirconia nanopowder was coated with 2·25 mol.-% of ytterbium oxide via the nitrate route. Yb-TZP ceramics were consolidated by hot pressing in vacuum at 1200–1400°C for 1 h at 60 MPa axial pressure. Mechanical properties, phase composition and microstructure were investigated. 2·25Yb-TZP exhibits a unique combination of very high strength (>1500 MPa), hardness [1300 HV10] and toughness (>9 MPa m1/2). Mechanical properties vary only slightly with variation of processing conditions. The material exhibits very high stress induced transformability from tetragonal to monoclinic of >60%. Yb-TZP may thus be an interesting alternative material to Y-TZP for high value adding applications requiring the best possible mechanical properties such as biomedical or mechanical engineering.
Introduction
Tetragonal zirconia polycrystals (TZPs) are well established materials for mechanical engineering and biomedical applications requiring good mechanical properties at ambient temperature. The strength and toughness of TZP materials arise from a stress induced martensitic transformation from the metastable tetragonal to the thermodynamically stable monoclinic phase. This phase transformation is associated with volume expansion and shear, puts the crack tip under compressive stress and acts as to slow or stop crack growth.1 The most common stabiliser for TZP is yttria. Y-TZP produced from co-precipitated powder exhibits high strength >1 GPa at moderate toughness of 4–5 MPa m1/2. Higher toughness is only achievable by reducing the stabiliser content or by annealing at high temperatures and promotion of grain growth.2, 3 It has been shown, however, by different authors that fine grain Y-TZP manufactured from yttria coated powders can reach considerably higher toughness (7–10 MPa m−1) even if stabilised with sufficient amounts of yttria (2·5–3 mol.-%).4–6 Among other stabilisers tried for TZP, tetravalent ceria is the most important. Ce-TZP has extremely high toughness of 10–15 MPa m1/2 but only moderate strength. The mechanical properties of Ce-TZP can be improved by the addition of alumina or hexa-aluminate platelets.7, 8
While structural principles for trivalent dopants have been studied in detail, the use of other dopants than MgO, CaO, Y2O3 and CeO2 in zirconia for structural applications is very limited.9 For other applications such as thermal barrier coatings or ionic conductors, a multitude of rare earth stabilised zirconia materials have been successfully tested.10, 11 Alumina addition to Y-TZP is known to improve the mechanical properties and aging resistance.6 Vleugels found the toughness maximum in Y-TZP at 2 wt-% addition; however, regulations for dental ceramics (DIN EN ISO 6872) allow only an addition of <1 vol.-% oxides other than yttria and zirconia. While alumina and zirconia are commonly considered immiscible, TEM studies by Ross have shown that alumina, even if added at a low amount of 0·15 wt-%, is incorporated up to a thickness of 5–10 monolayers into the grain boundary of Y-TZP grains; thereby, increased concentration of oxygen vacancies leads to higher stability of the tetragonal zirconia close to the grain boundary.12 Moreover, by thermal expansion mismatch, alumina induces compressive stress in the zirconia matrix; this effect becomes increasingly important if larger fractions are added. Commercially available co-precipitated high performance Y-TZP powders today contain small amounts of alumina (<1%) to enhance mechanical properties and aging resistance. The literature concerning Yb-TZP is rare. The most comprehensive study by Nakayama on 2–3·5 mol.-%Yb-TZP produced by pressureless sintering of co-precipitated powders comes to the conclusion that Yb-TZP behaves similar as Y-TZP, while the mechanical properties are slightly improved.13 Kan produced yttria–ytterbia co-stabilised zirconia materials.14
Some basic considerations lead to the conclusion that replacing yttria with ytterbia might be beneficial with respect to phase stability and mechanical properties. As the ionic radius of Yb3+ is lower than that of Y3+ (0·865 versus 0·9 pm in octahedral coordination), the ytterbium ion should fit better into the zirconia lattice and lead to more stable materials. New results on the thermodynamic data of Y2O3–ZrO2 by Chen et al. have led to a re-evaluation of the accepted phase diagram by Scott.15, 16 The latest Yb2O3–ZrO2 phase diagram covering the zirconia rich side in detail shows the same belly shape of the tetragonal/tetragonal+cubic phase boundary as Scott's Y2O3–ZrO2 system and may thus be obsolete as well.17 Another remarkable fact is that according to Gonzalez, the high temperature modifications in Yb-TZP are stable down to 450°C (Y-TZP, 1175°C). As the basicity of the lanthanide oxides decreases with rising atomic number due to the contraction of the ionic radius, it may be considered that Yb-TZP will be more stable against low temperature degradation than Y-TZP. The negative results by Nakayama in a brute force aging experiment at 250°C for 50 h should not be overestimated.13 The low temperature degradation behaviour of Yb-TZP will be shown in a separate paper. 2·5Y-TZP materials derived from the same starting powders and manufacturing cycle have recently been analysed with and without alumina addition.18, 19 In this study, Yb-TZP with comparable phase composition and toughness was tested to check the differences in properties.
Experimental
The preparation of ytterbia coated zirconia was performed via the nitrate route.19, 20 A tailored procedure for pyrogenic nanopowder recently described for Y-TZP in detail was slightly modified in this study.19 Pyrogenic zirconia nanopowder (VP-PH, Evonik, Germany) with a specific surface area of 60±20 m2 g−1 (manufacturer's data, this corresponds to 12–25 nm crystallite size) was coated with 2·25 mol.-%Yb. The zirconia powder is strongly agglomerated as shown by TEM.21 Ytterbia (7·88 g; 99·9%, Chempur, Germany) was dissolved in half concentrated nitric acid to produce an ytterbium nitrate solution. The VP-PH (142·12 g) was dispersed in 400 mL 2-propanol. The nitrate solution and 500 g of 3Y-TZP milling balls of 5 mm diameter were added. The mixture was then transferred into a 1000 mL polyethylene flask and gently milled for 24 h at 10 rev min−1. After removal of the milling balls, the solvent was evaporated at 140°C. The solid was then crushed with a mortar and pestle, screened through a 125 μm mesh and calcined in an alumina crucible at 800°C in air for 1 h. To obtain the final feedstock, 0·5 vol.-% of α-alumina (Sasol APA0·5, d50 = 300 nm, SBET = 8 m2 g−1, Ceralox, USA) was added, and the blend was attrition milled in 2-propanol for 4 h with 5 mm diameter 3Y-TZP balls again. The addition of alumina was considered also for Yb-TZP as previous results on Y-TZP from the same powder source and processing scheme have shown higher toughness and slightly enhanced strength as well as a reduction in grain size.18, 19 Thus, it was expected to find similar effects in Yb-TZP. Suppression of cubic phase formation and an enhanced sinterability were not a decisive issue in the current investigation as the ytterbia content was chosen close to the (t/t+c) phase boundary and as pressure assisted sintering was applied. The pure Yb-TZP was not tested. Alumina addition was limited to 0·5 vol.-% to meet the regulations of DIN EN ISO 6872. Powder conditioning was completed by separation of the milling balls, evaporation at 85°C overnight and screening through a 125 μm mesh. Hot pressing (KCE, Germany) was carried out in a rectangular boron nitride clad graphite die of 22×42 mm. Two plates of 11·5 g each were pressed simultaneously.
After evacuation and fast heating with 2 MPa preload at 50 K min−1 to 1150°C, the samples were predensified at this temperature at 30 MPa for 10 min. Then, the heating to final temperature was completed at 10 K min−1. This two-stage process was developed during prior studies to improve the structural quality of sintered nanozirconia samples.18 At the final temperature, the load was increased to 60 MPa for 1 h dwell. Sintering temperatures were varied from 1200 to 1400°C in 50 K increments. Cooling was performed in the press by shutting off the heater, filling the furnace chamber with argon and removing the load.
All samples were machined according to a standardised procedure. The samples were lapped with 15 μm and polished with 15 and 3 μm diamond suspension for 20 min each (Struers Rotopol, Germany). Two plates of each parameter set were cut into bars with 4 mm width and ∼1·6 mm thickness. Sides and edges were bevelled, ground with a 40 μm diamond disc and polished with 15 μm diamond suspension. The remaining pieces were kept for hardness testing and X-ray diffraction (XRD). Hardness HV(10 g) was measured on five indents with a Vickers indenter (Bareiss, Germany), Microhardness HV0·1, and indentation modulus was determined on 12 indents according to the universal hardness method (Fischerscope, Germany). Three-point bending strength according to DIN EN 6872 was measured with 15 spans on 10 bars of each series (Hegewald&Peschke, Germany). Fracture toughness was measured by direct crack measurement of indent sizes and wing crack length on five HV(10 g) indents using the calculation model of Anstis.21 To validate the direct crack measurements, indentation strength in bending (ISB) tests were performed on four samples using the model of Chantikul et al.22 For the ISB tests, bending bars were indented with an HV(10 g) indent. The indent was then turned on the tensile side, and the residual strength was determined in a three-point set-up with 15 mm span. The microstructures were investigated by SEM (JEOL 6300, Japan) on samples thermally etched at 1200°C for 30 min in air. Secondary electron images were taken without conducting coating at low acceleration voltage of 3 kV. Grain sizes were measured on samples of ×20 000 magnification on six lines each by line intercept method.23 The phase compositions of polished and fractured faces were determined by XRD (Bruker D8, Germany, Cu Kα, graphite monochromator) of the 27–33° 2θ range using the calibration curve of Toraya et al.24 Peak areas of the monoclinic (−111) and (111) reflexes and the tetragonal (101) reflex were integrated. Cubic content was checked by examination of the 72–75° 2θ range as described by Nakayama et al.13 Crystallite sizes of the starting powders were estimated from line broadening by Scherrer analysis.25
Results and discussion
Powder characterisation
The XRD analysis of the pyrogenic nanopowder in as received and coated and calcined condition leads to the result that the starting powder consists of 57±2 vol.-% of monoclinic and 43 vol.-% of tetragonal phase. An estimation of the grain sizes by Scherrer analysis shows that VP-PH, which is produced by flame pyrolysis, initially has a grain size of 27·9±0·1 nm for the monoclinic fraction and 23·3±0·1 nm for the tetragonal fraction, resulting in an average grain size of 25·1 nm. Smaller grains are retained in the tetragonal phase after quenching, while larger grains transform to the stable monoclinic phase. After coating and calcination at 800°C, the tetragonal fraction is completely eliminated, and the average grain size rises only slightly to 29·1±1 nm. For the size of the ytterbia crystallites, the strongest reflex at 30·23° 2θ was chosen. Ytterbia crystallites are nanoscale with a size of 20·9±2·5 nm; the larger measurement error for ytterbia is caused by the small size of the reflex of the minority phase. Results of the measurements appear consistent; recalculation from particle sizes to the Brunauer–Emmett–Teller surface results in 38·5 m2 g−1 assuming spherical particles. Particle sizes are thus at the lower boundary of the given specification.
Mechanical properties
Vickers hardness HV(10 g) and HV0·1 show an almost constant level of ∼1300 HV10 and ∼1500 HV0·1. Only between 1200 and 1250°C sintering temperature that a slight increase can be detected. Figure 1 shows the bending strength and indentation modulus versus sintering temperatures. The bending strength of 2·25Yb-TZP slightly rises with sintering temperature; standard deviations in strength are markedly lower at 1350–1400°C than at lower sintering temperatures. The strength level of 1513–1582 MPa is much higher than the 900–1050 MPa for a 2·5Y-TZP produced under identical conditions.18 Indentation moduli show a similar trend as hardness values; however, their absolute values seem systematically too high by ∼10% compared to literature data for fine grain Y-TZP.26
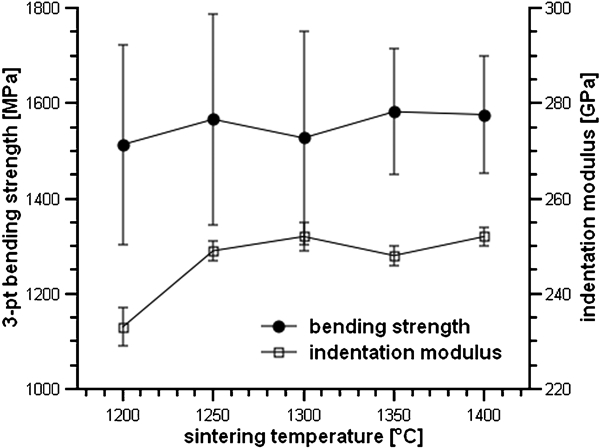
Bending strength and indentation modulus of 2·25Yb-TZP versus sintering temperature
Fracture toughness (Fig. 2) was determined by two alternative methods; toughness levels ranging between 8·3 and 9·4 MPa m1/2 are attractive, especially as they are associated with high strength. However, the direct crack length and the residual strength method lead to different results. While the indentation toughness according to Anstis is initially almost constant at 1200–1300°C within error levels and rises at 1350–1400°C sintering temperature, the ISB method shows a clear toughness maximum at 1300°C and lower values on both sides. Standard deviations are lower for the ISB test than for the direct crack length measurements. The determination of Archimedes density shows an increase in density from 6·193 to 6·234 g cm−3 with rising sintering temperature, which is in good accord with the literature.13
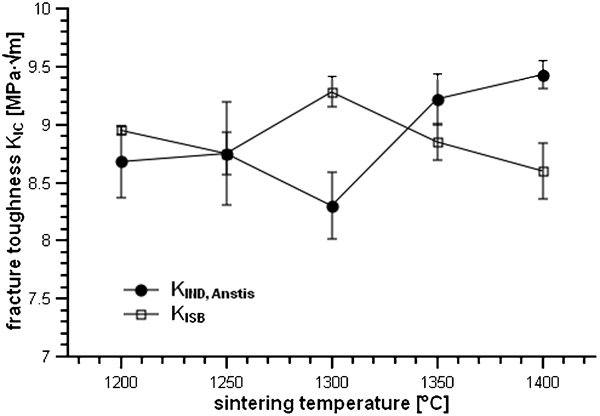
Fracture toughness of 2·25Yb-TZP versus sintering temperature determined by direct crack length measurement according to Anstis and by ISB
Microstructure
Scanning electron micrographs of 2·25Yb-TZP sintered at 1200, 1300 and 1400°C are shown in Fig. 3. Grain sizes determined by line intercept method increase almost linearly with sintering temperature from 260±20 nm (1200°C/1 h) to 490±30 nm (1400°C/1 h). While the material has a very homogeneous and fine grained microstructure at low sintering temperature, the samples sintered at higher temperatures contain a certain fraction of larger grains of 0·6–1 μm diameter. The grain sizes of the hot pressed ytterbia coated TZP are generally much lower than for pressureless sintered Yb-TZP.13 As the fine grained samples were thermally etched at only 1200°C/30 min in order not to provoke grain growth, the grain boundaries are not very pronounced, making it difficult to determine the exact grain size especially in the samples sintered at higher temperatures. The larger grains form some topographical details, making them look like aggregates of smaller units.
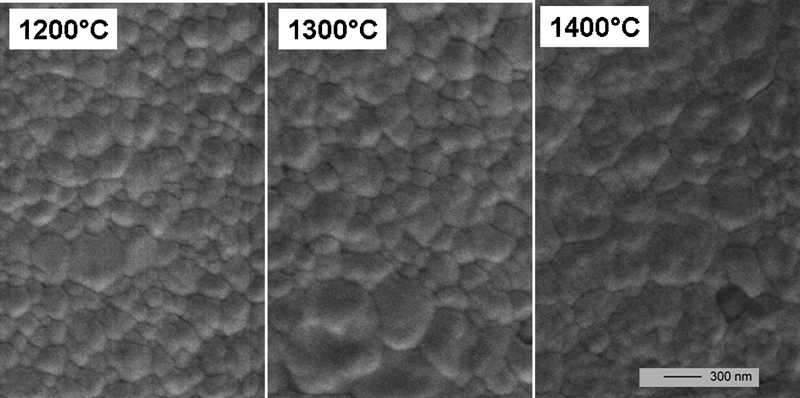
Scanning electron micrographs of thermally etched (1200°C/30 min/air) surface of 2·25Yb-TZP hot pressed at 1200°C/1 h/60 MPa (left), 1300°C/1 h/60 MPa (middle) and 1400°C/1 h/60 MPa (right)
Compared to Y-TZP, the grain sizes and the evolution of grain sizes with temperature are very similar.19 All samples look perfectly dense. Only in larger magnifications that a few pores were detected.
Phase composition
Results of phase analysis in the 27–33° 2θ range are shown in Fig. 4. Some monoclinic phase (2–6 vol.-%) is always present in the polished surfaces. In case of coated Y-TZP, Ohnishi et. al. suspected that this is due to the impossibility to remove all tetragonal phases formed during grinding by subsequent polishing.27 Here, as all samples were not ground but lapped, it seems more likely that the monoclinic was already present in the bulk. The transformability of 2·25Yb-TZP is very high and reaches levels of ∼60%. Another interesting detail is the existence of two additional reflexes at 28·7 and 29·5° 2θ presumably belonging to a phase with a rhombohedral δ-phase structure (Fig. 5). This structure was recently also detected in fracture faces of very transformable Y-TZP.19 In case of Yb-TZP, this phase was clearly identified for samples sintered at 1300 and 1350°C; from the reflex area, we may estimate the content of δ-phase to 8–13%. At these temperatures, TZP has the highest transformability and toughness. Whether the additional reflexes belong to a byproduct or an intermediate product of phase transformation and how far the phase transformation extends into the bulk are yet unclear. It is suspected that the phase is not ytterbium zirconate Yb4Zr3O12 as the ytterbium content of the TZP is too low. No such compound was detected in the polished phase. Goff et al. have shown that vacancy pairs oriented along a (111) fluorite direction are a common structural motif in ordered anion deficient fluorite superstructures.28 Here, the ordering may be induced by the stress field of the proceeding crack. Virkar and Matsumoto speculated on the existence of a ferroelastic toughening process in TZP.29 Li et al. have, however, denied this as extremely high stresses of ∼2 GPa would be necessary. In Yb-TZP, the highest individual strength value determined was >1850 MPa; thus, this prerequisite may be fulfilled.30 As in the present case, it seems that at least a part of the transformation ends in a fluorite superstructure; it cannot be ruled out that transforming the tetragonal phase was trapped in an intermediate stage during the ferroelastic change of a and c orientations. Whether the transition to δ-phase structure leads to a contribution to toughness may be estimated from the volume change associated with this phase transformation. Scott determined the density of Y4Zr3O12 (5·473 g cm−3).31 As the reflexes in the present case are shifted to lower angles compared to yttrium zirconate, we may assume somewhat a higher density in the same range as for monoclinic zirconia (∼5·7 g cm−3). Volume expansion associated with transition to the delta phase structure is thus comparable to the regular t→m phase transition. The shear will, however, be different.
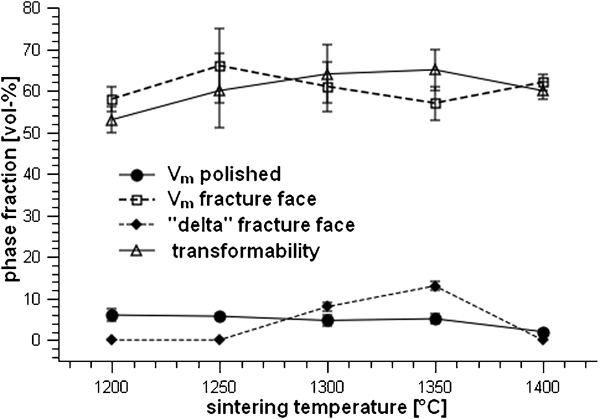
Monoclinic content of polished surface and fracture face, stress induced transformability of 2·25Yb-TZP versus sintering temperature
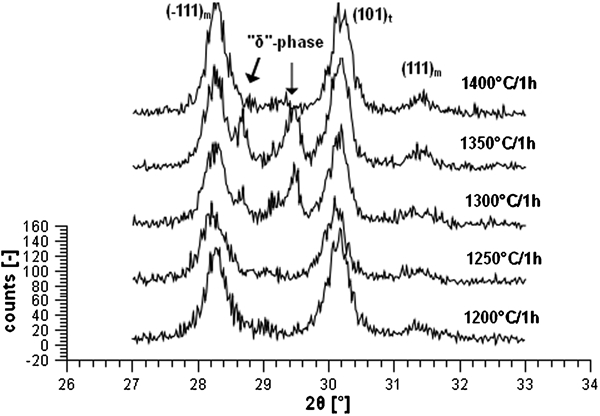
X-ray diffraction patterns of fracture faces of 2·25Yb-TZP sintered at different temperatures (waterfall plot)
No clear indication of cubic phase was found in the 72–75° 2θ range. However, due to the low intensity of the higher order reflexes, it is very difficult to subtract low intensity peaks from the background. Thus, it cannot be ruled out that, especially at higher sintering temperatures, a few per cent of cubic are present, as indicated by the larger grains in the microstructure.
Summary and outlook
2·25Yb-TZP with 0·5 vol.-% alumina was manufactured from pyrogenic nanopowders via powder coating process and subsequent hot pressing. Dense and fine grained materials with high strength and toughness can be produced over the whole sintering temperature range of 1200–1400°C. Compared to Y-TZP with a similar toughness level, a considerable increase in bending strength is observed. In analogy to Y-TZP, the addition of alumina is probably beneficial to obtain enhanced mechanical properties; alumina, like the ytterbia introduced by powder coating, acts to build up a core–shell structure in the zirconia grains with a stable shell and a transformable core. Moreover, one may expect that an alumina rich grain boundary layer influences the diffusion speed of ytterbia, retards phase separation and keeps the composition off thermodynamic equilibrium. As already shown for Y-TZP, the shift from coprecipitated to stabiliser coated zirconia powders leads to a considerable increase in toughness, which originates from the higher transformability of the coated TZP. At 1300 and 1350°C sintering temperature, XRD reveals the formation of an additional transformation product with the δ-phase structure, which may also contribute to toughening. As ytterbia compared to yttria is a relatively rare and costly substance, the new TZP material targets applications requiring ultimate mechanical properties, which can justify the additional cost for the ytterbia stabiliser.
A more detailed investigation of Yb-TZP with variations in stabiliser content will be carried out to obtain ceramics tailored to different applications. Furthermore, testing the influence of different alumina contents is worth considering. The performance of Yb-TZP in composite materials such as alumina toughened zirconia as well as the transfer to more performing manufacturing technologies will be investigated.
Footnotes
This paper is part of a special issue on Novel Advanced Ceramic and Coating Processing