
Abstract
The steel slag based ceramics (SSBC) with different contents of magnesium ions were prepared by conventional sintering process. The variations of linear shrinkage, water absorption, bulk density and apparent porosity of the samples fired at different temperatures from 1130 to 1210°C were measured. The phase formation and microstructure of final ceramics were observed by X-ray diffraction (XRD) and scanning electron microscopy (SEM). The results indicate that increasing magnesium ions content in SSBC does not change the crystal phases but increases the sintering temperature. The final phases in SSBC are pyroxenes including augite and diopside. Crystalline phases in SSBC form before densification. Substitution of Fe2+ for Mg2+ in phases would increase amount of Fe2+ in crystal, but decreases the amount in liquid, which is the main factor of the sintering temperature increase. Good degrees of densification and high crystallinity of ceramics show good mechanical properties.
Introduction
With the rapid development of ceramic industry, unrenewable natural mineral resources are overexploited and utilisation of industrial byproducts which were once considered solid wastes becomes necessary. This not only meets the interest of ceramic industry, but also reduces the environmental problems brought about by solid waste stockpiling. For the iron and steel making industry at present, to use the metallurgical slag in a large scale and value add way is a common goal. Many works have demonstrated the possibility to prepare glass ceramics,1–3 cement,4, 5 ceramics6–10 from metallurgical slag. Using steel slag as raw material for ceramic is believed an effective way, especially for the disposed slag. Some researches had11, 12 proved that the steel slag can be used successful in the preparation of ceramic by conventional sintering process with relatively low sintering temperature and the specimens have excellent mechanical properties. The improvement of the mechanical properties is related to pyroxene or diopside phase formed in the samples.1, 6, 13 To obtain high strength ceramic at a low cost is considered to be very competitive in ceramic production.
In the present work, steel slag based ceramics (SSBC) with different contents of magnesium ions were prepared by conventional sintering process since the magnesium ions is essential for the formation of pyroxene phase. The sintering process and the mechanical properties of samples were characterised, and the phase formation and microstructure were investigated and discussed.
Experimental procedure
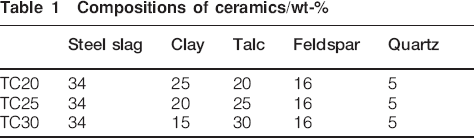
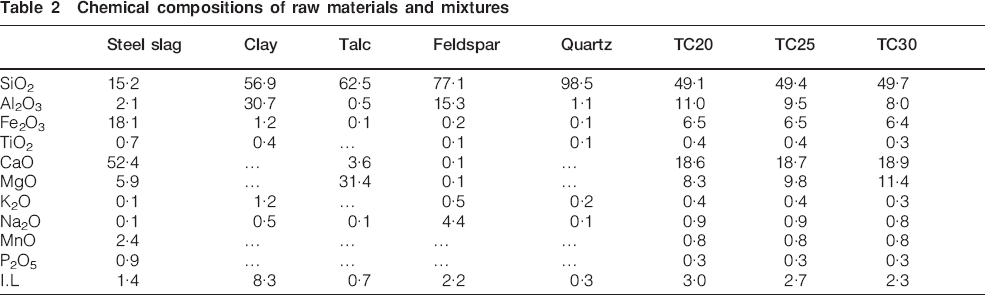
The experimental materials included clay, talc, feldspar, quartz and steel slag. To ensure the other elements of the mixtures essentially the same, the batches contains the same amount of slag, feldspar, quartz. The compositions are shown in Table 1. A certain quantity of clay guarantees the plasticity of the mixture. The chemical components of raw materials and the three batches are listed in Table 2. As presented, magnesium ions differ with the different contents of talc which has been calcined, while other elements are basically the same. Owing to the similarity of the magnesium ions and iron ions,14 the SiO2–CaO–MgO–Al2O3 phase diagram15 at an amount of 10 wt-%Al2O3 was selected and shown in Fig. 1 together with recalculated compositions of the studied batches. It appears that the three batches are located in the field of pyroxene phase, which matches the purpose of preparing the pyroxene-based ceramic.
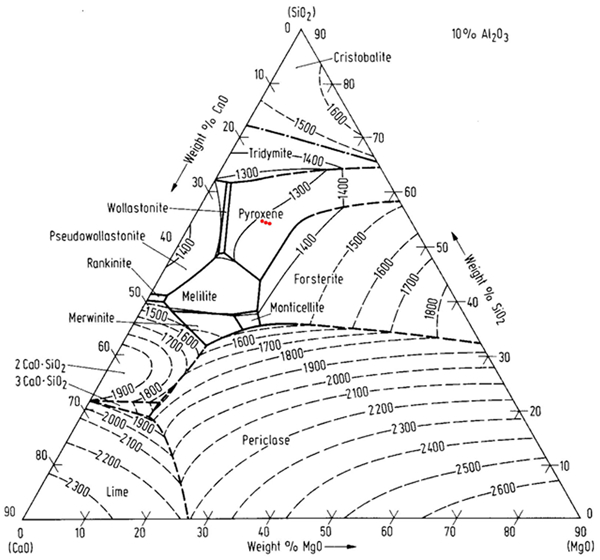
Phase diagram of CaO–MgO–SiO2 with 10 wt-%Al2O315
Compositions of ceramics/wt-%
Chemical compositions of raw materials and mixtures
All the mixtures were milled in a pot mill and sieved through 250 mesh with residue less than 1·0 wt-%. With initial water content of 5–7 wt-%, the mixtures were homogenised and granulated through 40 mesh BS sieve. Then samples were hydraulically compacted under uniaxial pressing at 30 MPa (with the size of 100×50×7 mm). The shaped samples were dried at 110±5°C for 24 h. After that, the dried samples were fired at different temperatures for 20min with heating rates of 10°C min−1 in a muffle furnace.
After sintering, the degree of densification of obtained specimens was determined by linear shrinkage and water absorption. The apparent porosity and bulk density of the fired samples were also estimated. Apparent porosity, water absorption and bulk density measurements were carried out using the liquid displacement method according to Archimedes principle. The flexural strength was measured by the three point method with external distance of 35mm and a speed of 0·5 mm min−1 using five samples. The microhardness in polished surface of the samples was estimated at load of 500 g and the dwell time of 10 s with 10 indentations on each. Finally, the phases of the initial mixtures and the samples fired at different temperature were characterised by X-ray diffraction analysis (XRD) with a Mac M21X diffractometer. The microstructure and morphology of the samples were observed by scanning electron microscopy (SEM) (EVO18 Special Edition, Carl Zeiss, Germany). Inner parts of the fired samples were observed after being etched in 3%HF solution for 60 s at room temperature. All the samples were coated with carbon.
Results and discussions
Specimens sintering
The thermal behaviour of the mixtures was studied by differential thermal analysis (DTA). The results are plotted in Fig. 2. It can be seen that the DTA curves of the three mixtures are basically the same before 1150°C. The DTA traces show an endothermic peak at about 466°C, due to the dehydroxylation of clay16 and the decomposition of the Ca(OH)2 formed by free calcium oxide from steel slag reacting with water, and glass transition temperatures at about 700°C.11 No obvious effects are presented until 1170°C, at which the endothermic peak can be related to the crystal transformation of the enstatite produced by calcined talc and the melting of crystal.6 With the observation of the curves, the sintering experiment was carried out in the interval 1130–1210°C.
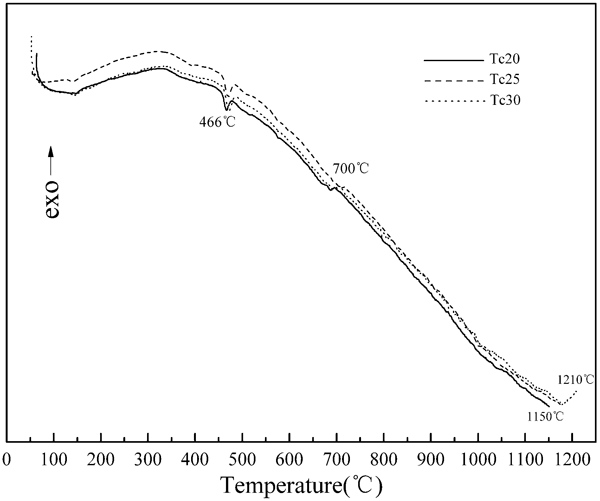
DTA curves of three mixtures
Figure 3 shows the variation in sintering shrinkage, water absorption, apparent porosity and bulk density with different firing temperature. The sintering shrinkage variation of the samples was illustrated in Fig. 3a. The linear shrinkages of the three batches sintered at 1130°C are small and increase with the sintering temperature before the beginning of overfiring. However, the plots show that the sintering processes start at different temperatures. The sample of TC20 began to shrink at 1160°C and reached the maximum shrinkage at 1170°C, while the TC25 began at 1170°C and reached the max at 1190°C. The TC30 which contains the maximum of magnesium ions started to shrink after 1170°C and reached the max at 1205°C. With the further increase of the firing temperature, all of the samples show expansion due to overfiring.
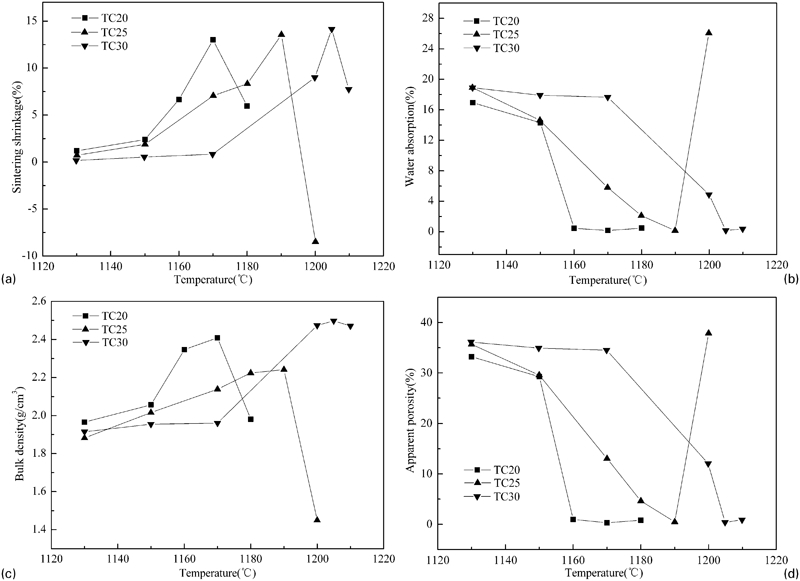
Shrinkage, water absorption, bulk density and apparent porosity of samples fired at different temperatures:
Figure 3b shows the variation of water absorption which is another important indicator to measure the densification. It can be seen that the water absorption of sample TC20 is 0·45% at 1160°C before reaching the maximal shrinkage, which is close to 0% and still keeps so low with the increasing temperature. For sample TC25, the water absorption decreased slowly with the increasing firing temperature. It reaches the minimum at 1190°C, and then sharply rises to 26·11% due to the expansion of the sample fired at 1200°C. The water absorption of sample TC30 is nearly the same and greater than 17% when the specimens sintered below 1170°C. With the sintering temperature increased, it reduces to about 4% at 1200°C and to 0·13% at 1205°C. The water absorption is still very low while the sample was expansion at 1210°C. The results show that three samples can achieve a considerable density between 1130°C and 1210°C but the densification temperature increases with the increasing Mg2+ content. It shows the typical trend of a ceramic body sintered by a viscous liquid phase mechanism,16 and increasing temperatures cause both an increase in liquid phase amount and a decrease in liquid phase viscosity. The sintering process was characterised with a narrow sintering interval.
The variation in bulk density with sintering temperature is shown in Fig. 3c. It should be noted that bulk density of all samples has a similar behaviour as linear shrinkage. As temperature increasing, an initial increase followed by an abrupt decrease is observed, because of the expansion due to overfiring.
Figure 3d shows the variation in apparent porosity under different firing temperatures. The apparent porosity depicts a reverse trend to that of the linear shrinkage, but the exactly same trend to the water absorption. The porosity plots indicate that it is possible to yield dense ceramic in the interval 1130–1210°C.
According to the analysis in Fig. 3, the batches of TC20, TC25 and TC30 sintered at 1170, 1190 and 1205°C respectively, were selected and the mechanical properties shown in Table 3 were measured.
Properties of batches after firing

As shown in Table 3, the required sintering temperature for sample TC30 achieving the maximum densification was 1205°C. However, the samples TC20 and TC25 reached the similar density at 1170°C and 1190°C respectively. They perform almost the same on the water absorption and apparent porosity and slightly different on shrinkage and bulk density. The difference can be related to the closed pores formed in the ceramic body during sintering. The TC30 shows the best bending strength and microhardness but higher sintering temperature when the density of the samples is similar. In present work, each addition of 1% magnesium ions leads to ∼10°C increasing of the starting sintering temperature. The mechanical characteristics of the samples improved under similar sintering degree. It is necessary to observe the crystal phases by XRD and the morphology of microstructure by SEM since the properties of material are not only related to its compositions but also its microstructure.
Phase formation
The XRD spectra of initial mixtures and samples obtained at different temperature were shown in Fig. 4. It can be noted that all of the diffraction peak position of initial mixtures are identical, which means that the initial phases of the three mixtures are the same. These phases include quartz, kaolinite, enstatite, protoenstatite, calcium hydroxide and dicalcium silicate. The calcium hydroxide and dicalcium silicate were introduced by steel slag, while the enstatite and protoenstatite were provided by calcined talc. The results can prove the reaction expressed by DTA plots in Fig. 2, including the decomposition of calcium hydroxide and the dehydroxylation of kaolinite around 466°C and the endothermic of enstatite crystal transition above 1100°C.
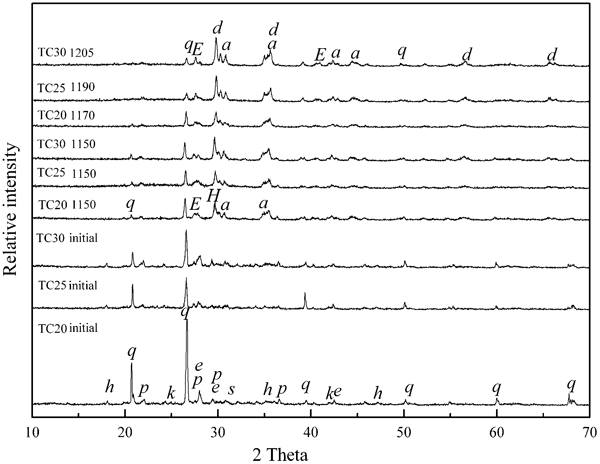
X-ray diffraction spectra of initial mixtures and samples obtained at different temperatures: q, quartz; k, kaolinite; e, enstatite; p, protoenstatite; h, calcium hydroxide; s, dicalcium silicate; E, enstatite ferroan; a, augite; H, hedenbergite; d, diopside
After sintering, the spectrum is quite different from the one of parent batch. The sample treated at 1150°C demonstrates mainly augite and hedenbergite, as well as some of quartz and ferroan-enstatite in TC20. At 1170°C there is no change but a small decreasing in the amount of quartz. No new crystalline phase formed with the increasing in firing temperature. The same phenomenon can also be seen in TC25 and TC30. There are no distinctive between the specimens fired at 1150°C and 1190°C in sample TC25 and the ones sintered at 1150 and 1205°C in sample TC30. The different in sample TC25 and TC30 is significant decreasing of the amount of quartz, which means the quartz dissolved better.6 The main crystal phase becomes augite and diopside. These results are in good agreement with the phase diagram (see Fig. 1). With the increasing magnesium ions, the hedenbergite changes to augite and diopside. Moreover, the enstatite in raw material has become ferroan-enstatite. This is because the magnesium ions and iron ions are the similar radius and the same structure, making it easy to replace each other to form a solid solution.17, 18 The three mixtures present the same main phases, and the phase formation has completed at 1150°C before the start of sintering. It means that the difference in the content of magnesium ions is not primary to govern the sintering process by forming new crystal phase. In order to analyse the reason for the different performance of specimens and the sintering process, the observation of the microstructure and morphology is necessary.
Microstructure
The structures of the final samples were observed by SEM. The differences in surface of samples are shown in Fig. 5. The surfaces of the specimens show good density, rare pores and the pores are small and unconnected, which is very important for specimens with low water absorption. It is quite consistent with the result listed in Table 3. The pores of all sample surfaces show approximately round shape of different size. The images elucidate the pores are mainly with size of 20 μm in the TC20 and about 40–80 μm in the TC25 and several bigger than 100 μm in sample TC30. The presence of pores affects the density and mechanical properties of the sample and reducing the pores can improve the density and the mechanical properties.11
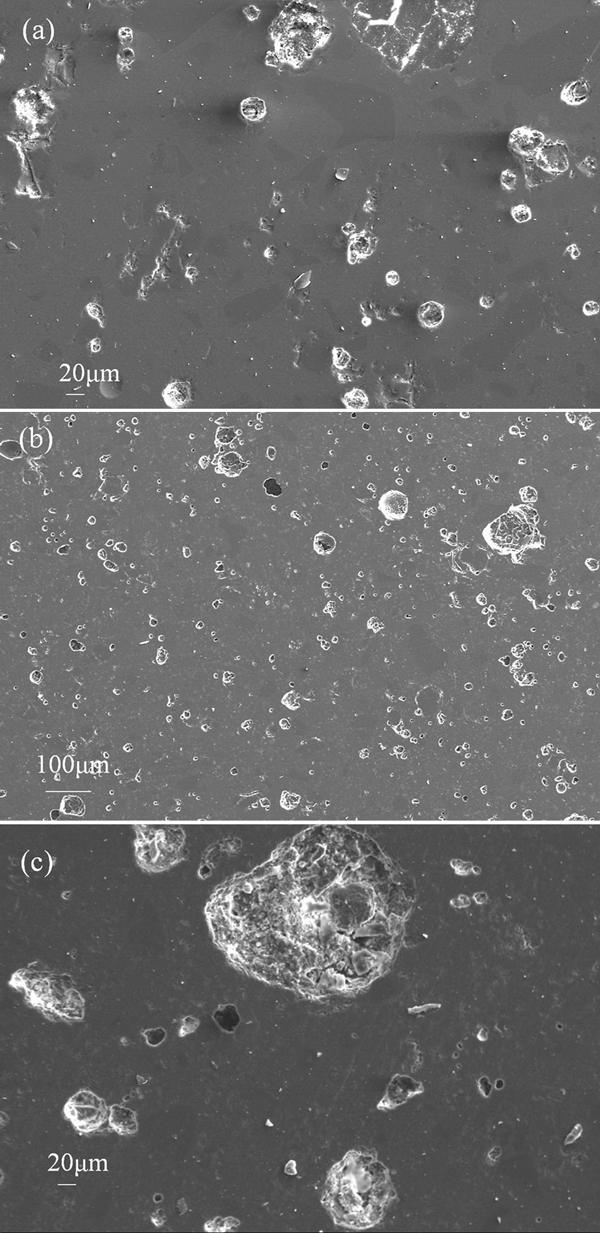
SEM observations on polished surfaces of a TC20, b TC25 and c TC30
Figure 6 shows the porosity of the samples. The pore wall is not smooth but rough because the existence of many rod-like crystals. It can be related to the short holding time at high temperature. The viscous flow of the liquid has not filled the gap completely and the fine crystalline structure hinders the flow of the liquid. Therefore, the formation of liquid dominates the entire sintering densification process. The specimens start to shrink due to the formation of liquid in the mixtures from 1150°C. The presence of iron ions promotes the formation of low temperature liquid phase.19 With the increase magnesium ions in the sample TC25 and TC30, the magnesium mineral absorbs the iron ions to reform solid solution of magnesium–iron. Substitution of Mg2+ for Fe2+ increases amount of Fe2+ in crystal, and the relative reduction of iron ions in the liquid phase delays the process of densification during sintering process, thereby increases the sintering temperature to achieve a considerable densification.
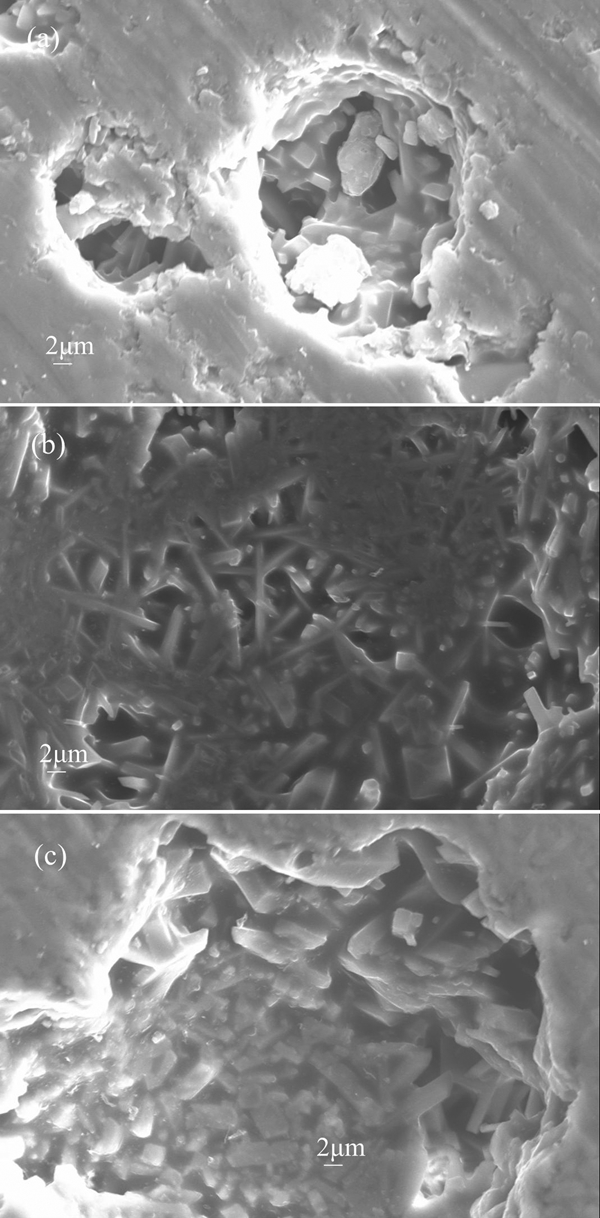
SEM observations on porosity of samples a TC20, b TC25 and c TC30
The SEM images of the surfaces after etched are elucidated in Fig. 7. As shown in Fig. 7a, there are some large particles of size 20–60 μm embedded in the matrix in the surface of sample TC20. The EDS observations of these particles indicate that they are residual quartz. It is consistent with the XRD result of the sample TC20. The magnesium ions can reduce the liquid viscosity at high temperature and promote the dissolution of the quartz phase. With the increase magnesium ions in TC25 and TC30, the residual quartz decreased significantly. Figure 7b–d demonstrates the generation of a large number of crystals in the three specimens. The crystals in the samples are short rod-like of length about 3–10 μm and the prismatic cross-section of size 1–3 μm. These crystals interlock coupled in the ceramic body, improving the bending strength. The sample TC25 has the same crystal phases with TC30 but lower mechanical properties, which can be related to the more glass phase in ceramic body. Figure 7c elucidates the crystals wrapped by a lot of glass in the TC25 under the same etching time.
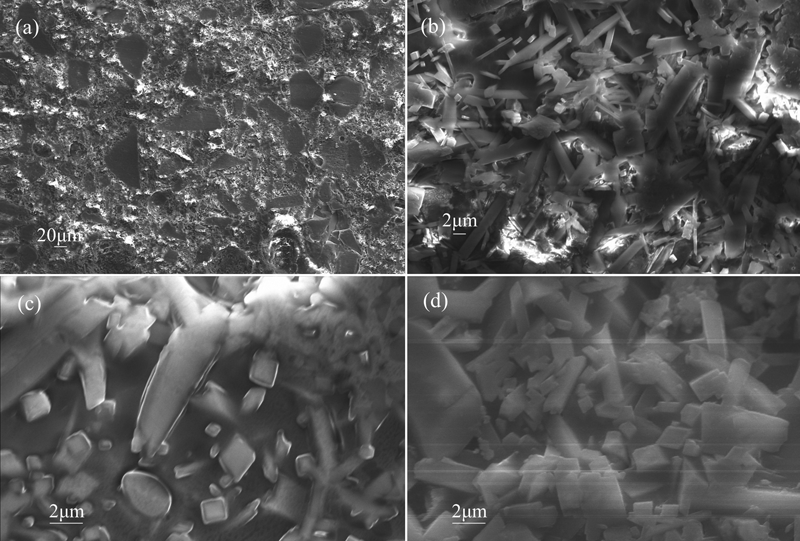
SEM observations on erosive surfaces of a, b TC20, c TC25 and d TC30
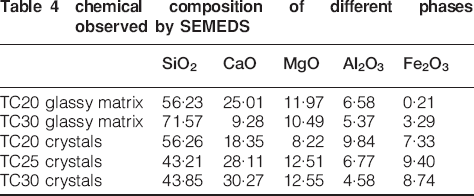
The chemical compositions of the glass phases and crystals of the specimens observed by SEMEDS were listed in Table 4. The glass phase of TC30 contains more SiO2 than the TC20 glass, which is well consistent with the XRD results of more quartz dissolved into the glass phase in TC30. The chemical compositions of each crystal phase of the samples are similar, which means that the three samples contain the same crystal phase. The difference can be related to the element alternative in the generation of pyroxene phase [(Ca,Mg,Fe,Al)2(Al,Si)2O6].18
chemical composition of different phases observed by SEMEDS
Conclusion
Three batches with 34 wt-% steel slag and different content of magnesium ions were prepared successfully by conventional sintering process. The final phases of obtained ceramics are main the pyroxenes including augite and diopside. Good degrees of densification and high crystallinity of ceramics show good mechanical properties. The crystalline phase formation of the ceramics has been completed before densification. The increasing of Mg2+ content does not change the crystal phases but increases the sintering temperature of mixtures. Substitution of Fe2+ for Mg2+ in augite and enstatite increases amount of Fe2+ in crystal, but decreases the amount in liquid which delays the densification process. High strength ceramic can be obtained at lower temperature with appropriate magnesium ions content based on steel slag.
Footnotes
Acknowledgements
This work has been financially supported by the National Natural Science Foundation of China (NSFC, nos. 51034008, 51004012) and the National High Technology Research and Development Program of China (863 Program) (no. 2011AA06A105).