
Abstract
Pastes prepared from three high surface area titania powders were tested via torque and capillary rheometry to explain the different flow behaviour during mixing and extrusion processing. The Benbow analysis was used to calculate the main extrusion parameters, including bulk yield and shear stresses, and to compare the processability of the extrudable pastes. A critical water fraction was found for all powders and related to extrudability. The results show that the flow properties of the pastes are strongly influenced by the particle size distribution and the shear stability of large aggregates of different dimensions in the paste microstructure.
Introduction
Extrusion is a well established process in many industrial sectors such as metals, polymers, ceramics and food processing.1–3 This technique has proven to be very useful in the last years as a cost saving process to produce very complex ceramic based products.4–6 Ceramic catalysts used for oil refining for example could be formed by extrusion starting from a malleable paste generally obtained by mixing the powder with an aqueous acidic binder. In most cases, a cellulose modified binder is added to the formulation to improve the plasticity of the material and obtain a smoother extrusion.7,8
The extrudability of a ceramic paste can be studied in several ways. Chevalier et al. used the Mooney model, which considers the extrudability in terms of classical rheological characteristics of shear strain rate, to study the extrusion behaviour of a TiO2 paste. 9
An alternative technique, largely used today to characterise many kinds of ceramic pastes, was suggested by Benbow with the use of capillary rheometry.
10
It was demonstrated that the extrusion of a ceramic paste trough dies with circular cross-section and square entry can be described by equation (1)

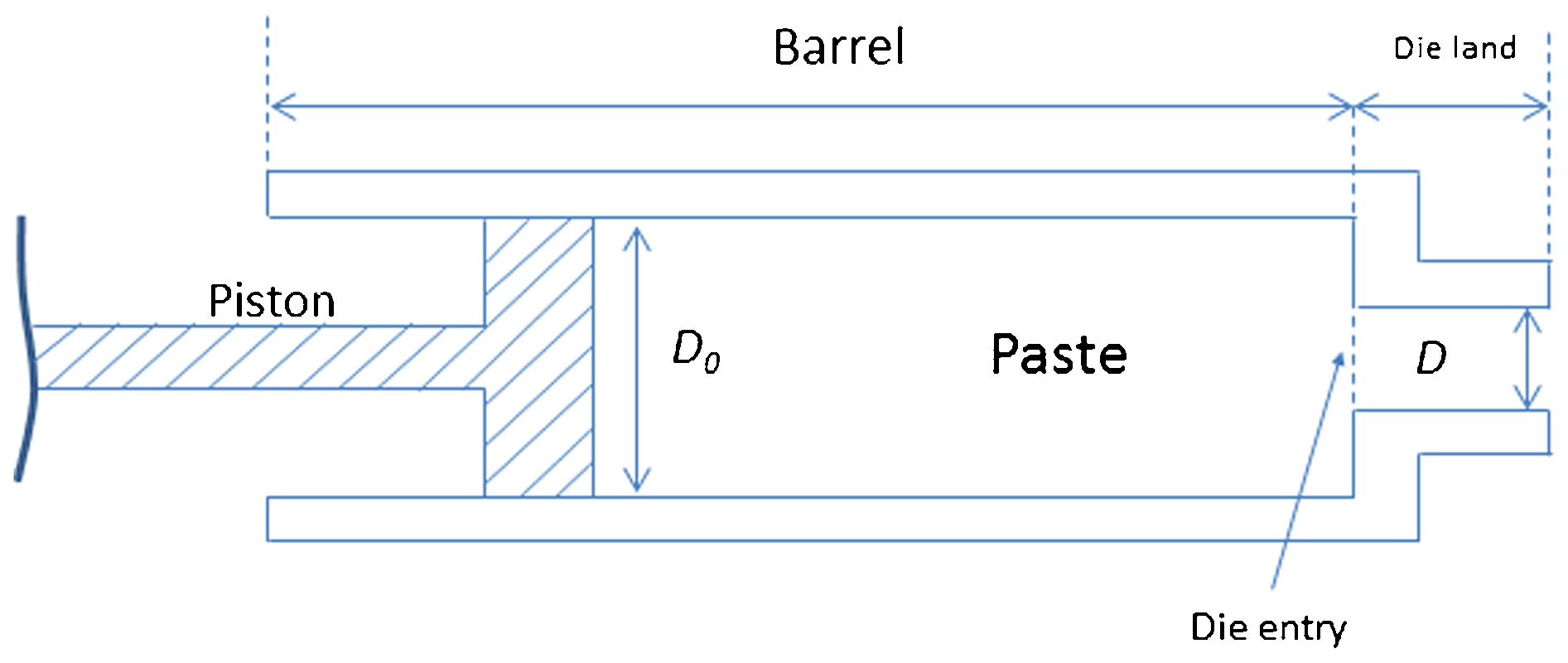
Schematic view of ram extruder
In particular, α and β are two extrusion velocity characteristic terms, σ0 is defined as the paste yield stress extrapolated to zero shear velocity (or initial yield stress) and τ0 is the initial wall shear stress. The first term of the equation describes the die entry pressure drop Pe, and the second term describes the pressure drop Pl in the die land region. Yekta et al. have recently used the Benbow–Bridgwater model to study the effect of extrusion velocity and die geometry on the extrudated surface defects. For this study, they used a cordierite compound synthesised from commercial kaolin, ball clay and magnesite. The results showed that while the increase in the die length reduces the surface defects, the extrusion velocity increases the number of surface flaws. 11
The approach in the derivation of these equations is that the wall shear stress is independent of the local pressure, this being generally true provided that there is sufficient liquid to surround the particles completely, and this liquid remains in position during extrusion. The further analysis of the experimental data considers the extension of the bulk material during its passage from the barrel into the die land followed by shear of the material against the wall of the die land with the strain being confined to a narrow region adjacent to the wall.
The calculation of the Benbow parameters comes directly from the elaboration of the capillary rheometry data. 12 The main advantage of this analytical method is offered by the possibility to discern the two different flow contributions to have a more detailed insight of the extrusion process, allowing overall stresses to be estimated.
A static friction coefficient can be also calculated by equation (2)
The study of the rheological behaviour of powders and pastes is of primary importance to understand the main issues involved in the process of fabrication of ceramic compounds. Variables such as surface area and particle size distribution (PSD) of the starting powders strongly affect the flow behaviour of materials involved and determine huge differences in the processing requirements of the final products. Despite the enormous influences these variables have on the rheology of some formulations, just few steps have been made until now in this direction by the research community. In addition, the role of stable agglomerates on the flow has never been analysed in detail. Existing literature shows many examples of the importance of agglomeration forces in the coarsening of powdery materials. Many researchers for instance have performed studies on the agglomeration mechanisms for pharmaceutical preparations.16–18 Other recent works have investigated the role of agglomeration on the consolidation and sintering of a nanometric magnesium–aluminium spinel powder 19 or on the separation efficiency of a small scale cyclone. 20 In all cases, attractive forces are caused by van der Vaals interactions between complementary dipoles (concentrations in electric charge), which are strengthened in the case of a liquid adsorbed on the particle surface as a result of the capillary action. 21 No detailed studies about the role of powder coagulation on the rheological behaviour of ceramic formulations have been published so far though.
In this work, three titania powders, apparently equal from a chemical point of view, were extruded and characterised according to the Benbow–Bridgwater model, using dies of different dimensions. Their plasticity level was tested via rotational rheometry. A correlation between the presence of shear stable aggregates and the rheological behaviour of such powders was demonstrated.
Experimental
System of investigation
In this work, three commercial titania powders (CristalACTiV G2) coming from different synthesis variants of the hydrolysis process were investigated for their extrudability. The as received powders, all provided by Cristal Global Inc. (USA), were dried into the oven at 120°C for 24 h in order to remove most of the moisture present in the samples. A preliminary characterisation was performed on the powders in order to find eventual chemical and microstructural differences. The pastes were prepared dry mixing the titania powder with a cellulosic binder (Dow Chemical Methocel F4M) for 5 min and then adding distilled water and mixing with a Haake Rheocord 9000 torque rheometer for 20 min. A certain amount (0.15 wt-%) of HNO3 (Fisher Scientific) was previously added to water for an antiflocculating effect.
Torque rheometry
Torque rheometry samples were mixed for 5 min via a planetary mixer and then immediately loaded into a twin blade mixing chamber on a Haake Rheocord 9000. The blade speed was kept constant at 50 rev min−1, and sample torque was monitored for all the 20 min of mixing to build a profile of the resistance to flow over time. The temperature of the paste in the chamber was monitored as well. Water evaporation was prevented by sealing the chamber with a hermetic lid after sample loading. Peak and steady state mixing torques as well as the corresponding time to reach peak and steady state mixing torque were recorded.
Capillary rheometry
The titania pastes were immediately extruded, after mixing, with a capillary rheometer Malvern Rosand 2000 with a barrel diameter of 15 mm. The extrusion pressure was recorded for three different die lengths (8, 16 and 32 mm) and two piston speeds (0.1 and 10 mm min−1). The pressure data versus time was then elaborated according to the Benbow model to find the main extrusion parameters. The die diameter used was 1 mm.
Particle size analysis and zeta potential
The particle size analysis was performed with a Malvern Mastersizer 2000, based on a laser diffraction technology. The solid dispersion was carried out using a Hydro 2000S wet dispersion unit. The tests were conducted both on the material before mixing and after mixing. The samples were prepared just dispersing the dry powder in distilled water to produce a 10 wt-% slurry.
Surface attraction between particles was estimated by measures of zeta potential (ZP). Zeta potential was analysed with a Malvern Zetasizer Nano ZS90 using disposable folded capillary cells. The samples were diluted in distilled water to produce a 0.1% w/v dispersion. A pH titration (pH range 2 to 12) was made using NaOH (Fisher Scientific) and HNO3 (Fisher Scientific) as titrants. Three repeat measurements were made at each pH value.
Scanning electron microscopy and energy dispersive spectroscopy analysis
For SEM, a trace of powder was spread onto a sample stub dry. The powders were previously desiccated under vacuum for 24 h. The examination was performed with a Zeiss Sigma field emission scanning electron microscope via an in lens detector. The operating voltage was set at 2.00 kV with an aperture size of 30 μm. Energy dispersive spectroscopy (EDS) analysis was carried out using the correlated analyser with an operating voltage of 20 kV and an aperture size of 120 μm.
X-ray diffraction and Brunauer–Emmett–Teller analysis
X-ray diffraction (XRD) analysis were performed with a PANalytical X'Pert Pro using nickel filtered Cu Kα radiation (λ = 1.54 Å) at 40 kV and 30 mA. The step and scanning rates of the XRD used in the measurement were 0.010° and 0.02°/min. Brunauer–Emmett–Teller analysis was performed via N2 adsorption with a Micromeritics TriStar II Plus.
Results and discussion
In the present investigation, three titania powders were used to obtain extrudable pastes, which were tested according several rheological and analytical methods. Preliminary investigations on these powders revealed no differences between surface areas and acidity in water, as shown in Table 1. However, the powders showed very different flow behaviours during processing. A torque rheometer was utilised to measure the torque response of the material during mixing. The lower limit of extrudability in terms of minimum amount of water to be added to the dry powder to be extruded was found with incremental addition of liquid to each powder. At the same way, the upper limit of extrudability was found increasing the water content into the paste until finding a maximum concentration beyond which the paste became so sticky to impede a good extrusion. The addition of an excessive water amount is also responsible of a visible liquid phase migration and, consequently, of a significant fluctuation in the extrusion pressure. Figure 2 shows the graphic comparison between the torque–time curves of the three different pastes representing the lower limit of extrudability. The analysis exhibits a rapid increase of the torque in the first minute of mixing due to the loading operation and then a gradual slight decrease. Titania A paste features the lowest values of torque and the lowest fluctuation over the entire procedure. The other two pastes show similar curves, with a relatively small difference in the final torque value. Another important difference to mention here is that titania B and titania C show a continuously decreasing torque while titania A reaches steady state. A possible explanation to this phenomenon is that dispersive mixing is continuing in the torque rheometer. An exhaustive comparison of all the samples tested is reported in Table 2, showing also the final temperature of the pastes. For comparison, the results found for some nonextrudable pastes are reported as well. As expected, both the final torque and the final temperature of the paste drastically decrease with the increasing of water concentration. In particular, the pastes beyond the upper limit exhibit a torque close to zero.
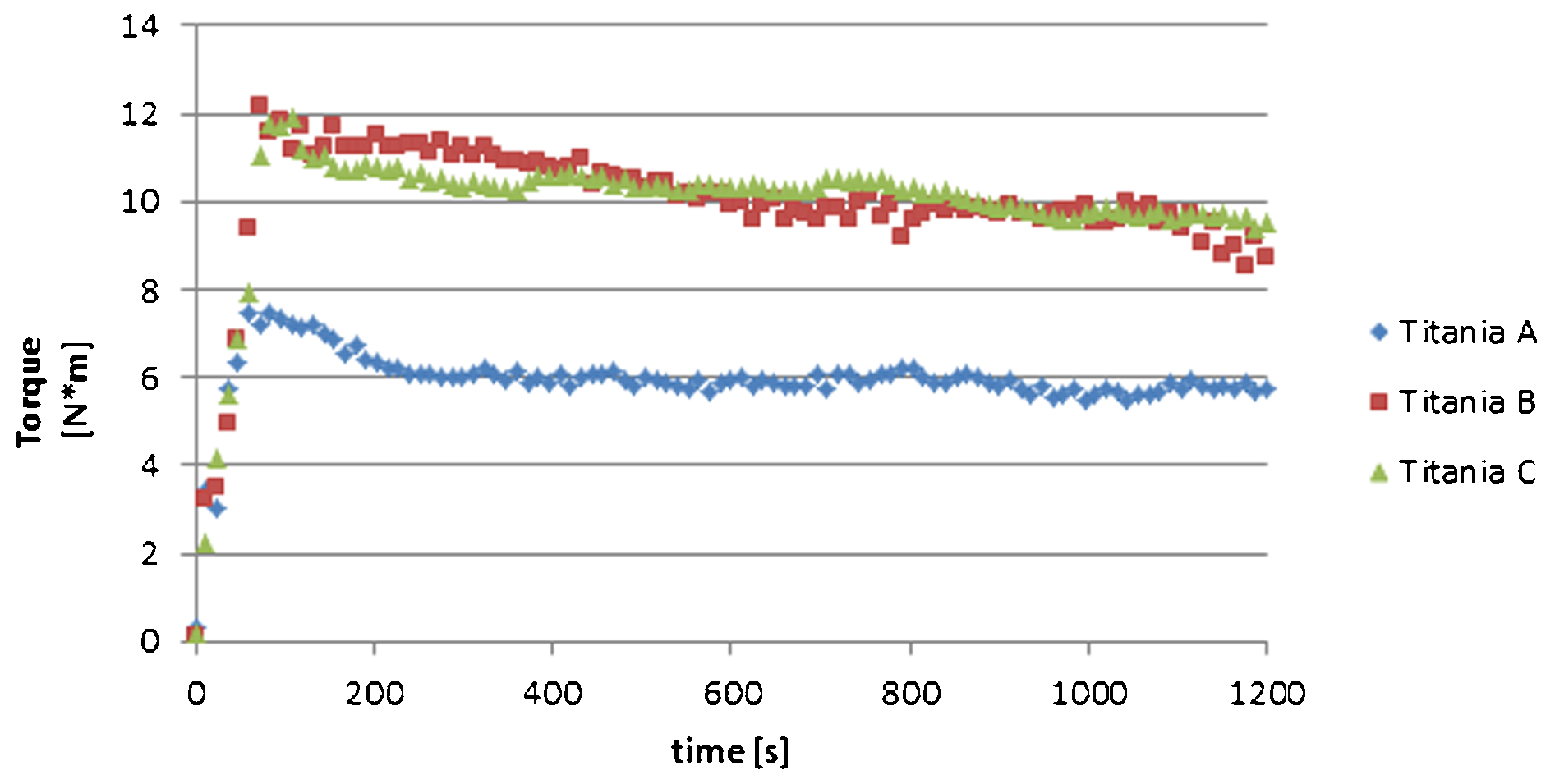
Torque–time curve comparison of three titania
BET surface area and pH of titania powders
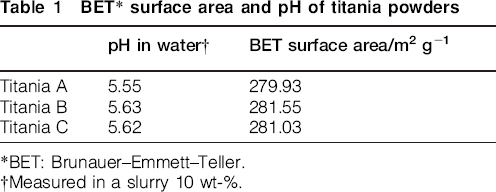
BET: Brunauer–Emmett–Teller.
Measured in a slurry 10 wt-%.
Final torque and final temperature comparison of the three titania powders
The pastes were then compacted into a beaker to avoid rapid water evaporation and quenched for 5 min in a bath to cool the material. The extrusion of the samples was carried out just after their preparation. The paste was loaded into the barrel up to 200 mm level. A light precompression was applied to the material to eject air and to achieve an initial steady precompaction. The extrusion of the paste was performed with two different speeds (0.1 and 10 mm min−1) and using three different L/D ratios (8, 16 and 32) to calculate the Benbow extrusion parameters. 22 The mixture was extruded until a steady pressure was found. The extrusion parameters, calculated according to the Benbow procedure, are reported in Table 3 for the two water concentrations representing the limits of extrudability of each powder. The static friction coefficient μ was also calculated to evaluate the surface quality of the extrudates. The comparative analysis of the extrusion parameters suggests that extrusion of the titania A is made possible with a lower water concentration, but it leads to a higher initial bulk stress σ0 compared to the other two powders. The titania C exhibits a water demand for the extrusion, which is in the middle between titania A and titania B, but the initial bulk stress values are very low, both for the lower limit and for the upper limit. On the other hand, values of the initial wall stress τ0 are lower if compared with those of titania B and C, indicating a smoother flow through the die for the pastes prepared with titania A. It is not surprising then to see that also values of μ are lower for this latter, being these calculated as a ratio of the two stress parameters.
Extrusion parameters of titania pastes investigated
The pastes were then used for the particle size analysis. A certain amount of paste (sample 25% water for titania A, sample 32% water for titania B and sample 29% for titania C) was dispersed in distilled water in order to produce a 10 wt-% slurry. The suspension was analysed using a Malvern Mastersizer 2000 to study the PSD in the paste before extrusion (Fig. 3). For comparison, the PSD of the starting powders (Fig. 4) was also analysed examining slurries at same concentration. Before mixing, titania A presented the main peak ∼2 μm and a small peak ∼80 μm. This latter is evidently due to the presence of large aggregates, which are not present in the sample of titania B. The pattern of the titania C instead showed a small broad peak centred at 15 μm. After mixing, titania A exhibited also a third broad peak ∼20 μm, due to a partial fragmentation of the larger aggregates. The other two powders showed a PSD comparable to those before mixing, having just a very small concentration of large aggregates. It was hypothesised here that the presence of shear stable aggregates is the main cause to the different rheological behaviour shown by the three formulations during mixing and extrusion and to the different water demand of the starting powders. As discussed by Taruta et al., bimodal PSDs can enable significant decreases in viscosity for a given solids loading. 23 Consequently, improvements of the solids volume fraction while keeping a given viscosity level are also possible. A similar theory was then proposed by Tari et al. 24
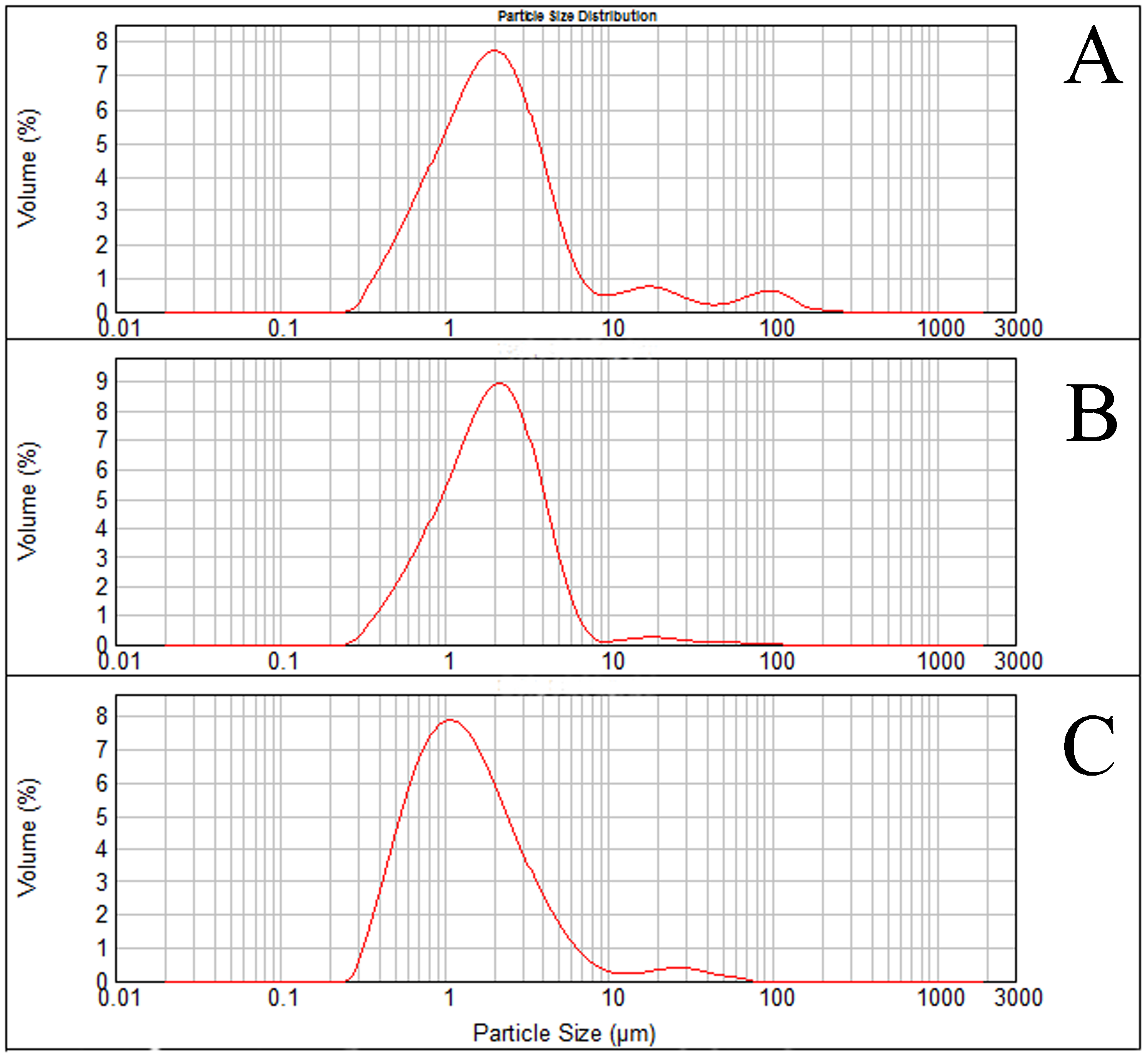
Particle size distribution of three titania after mixing
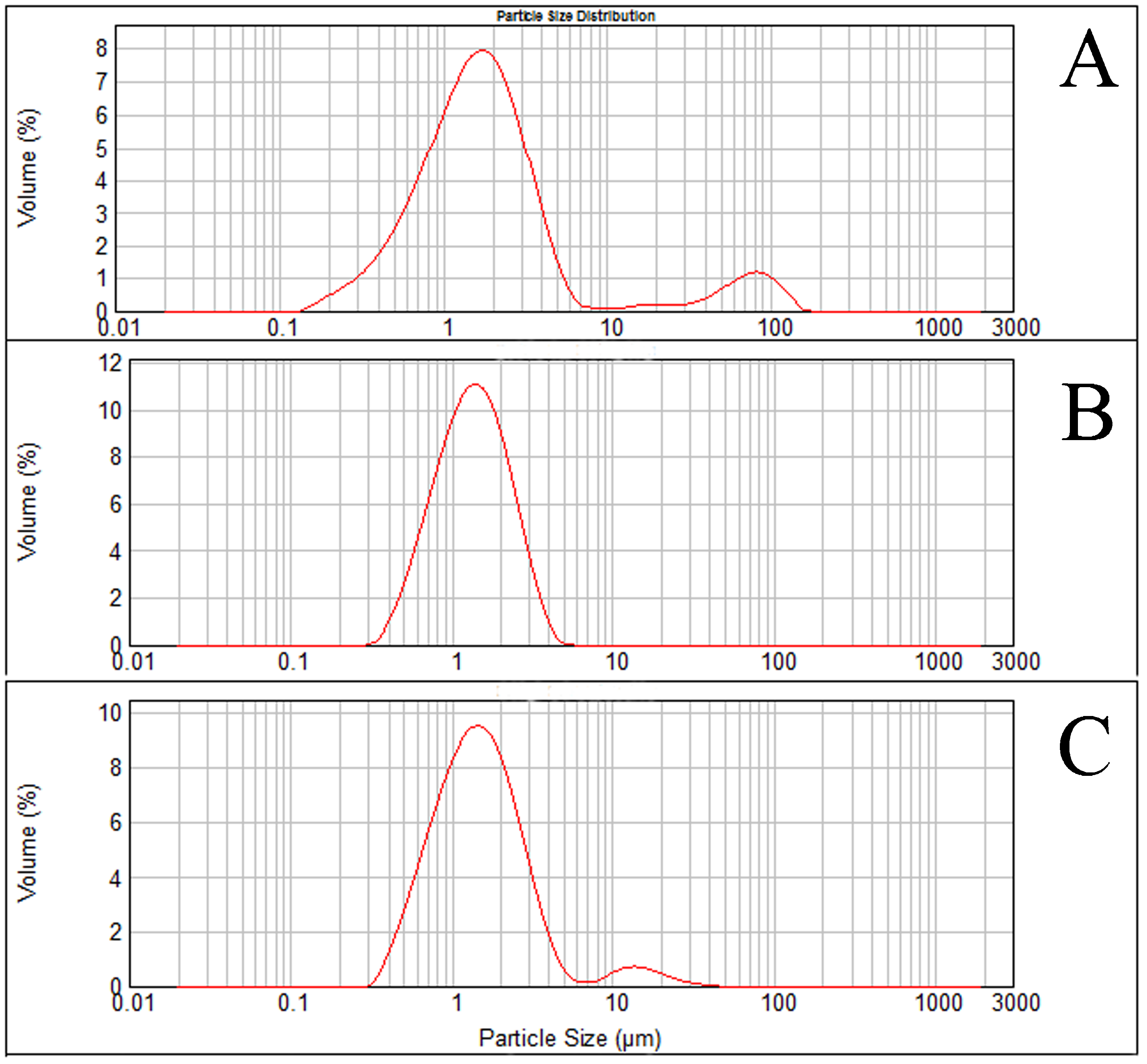
Particle size distribution of three titania before mixing
In particular, it was also demonstrated that if the finer particles are not small enough, they may fail to fit in the space between larger particles.25,26 As a consequence, to obtain a visible effect on the rheological behaviour of the formulation, an optimal size ratio is required. The PSD effect can also be applied to the aggregates if they can be considered as shear stable. The water demand is another consequence of this effect. If small particles are fitted in the empty spaces between the larger aggregates, a better particle packing is obtained and a lower amount of water is required to have the right lubrication. In addition, water hardly penetrates in the packed space into large aggregates.
An electronic microscopy investigation was performed to analyse the microstructure of the starting powders. Figure 5 shows the SEM images of titania A, B and C respectively at magnification ×50 000. The microstructure of the three powders seems not to differ deeply if compared at high magnification. The samples show the same highly porous structures and very similar agglomeration. At lower magnification (higher scale), some large aggregates are effectively found in the sample of titania A powder (Fig. 6), but not in the other two samples. Further magnifications on the aggregates show, however, the same primary structure seen in the other samples.
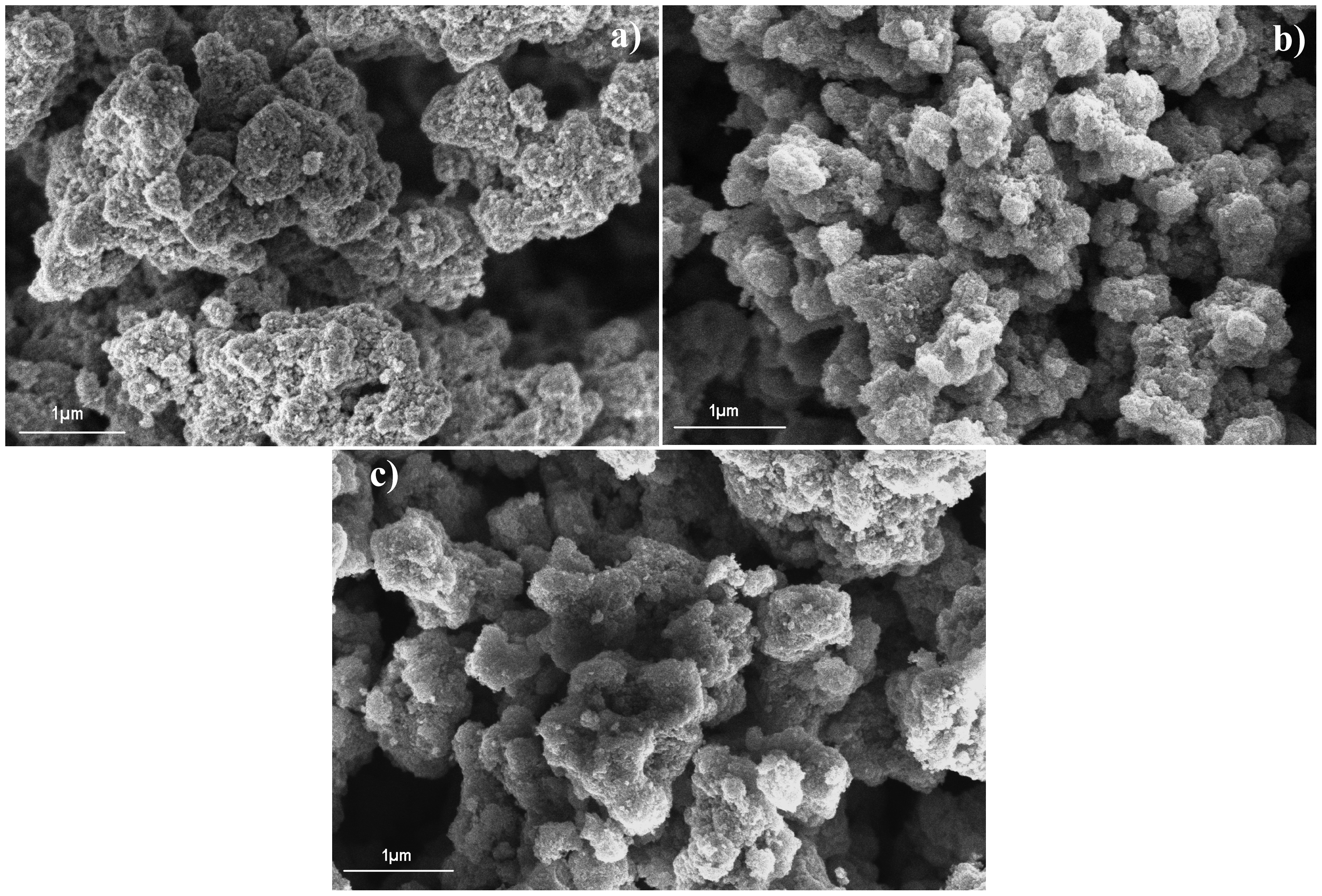
Image (SEM) of a titania A powder, b titania B powder and c titania C powder
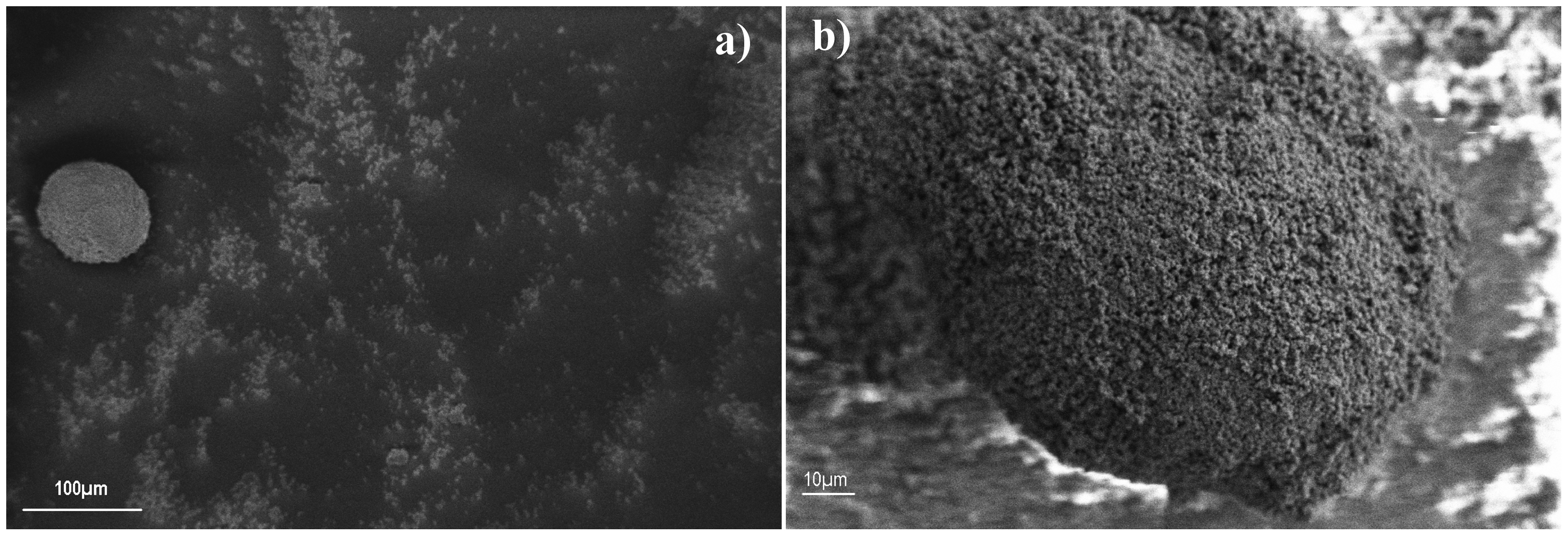
a image (SEM) of titania A powder (presence of large aggregates) and b SEM image of titania A powder (large aggregate at high magnification)
The crystalline structure of the powders was assessed performing an XRD analysis. Two crystalline phases were identified: anatase and gypsum. Analysis shows anatase to be the only crystalline form of titanium oxide present in the samples. The presence of the gypsum phase is very probably due to a contamination of the material during the calcination process. This calcium sulphate mineral could be considered as a common byproduct of titanium dioxide manufacturing, coming from the neutralisation of the acid phases used during synthesis process. Despite the complexity of the materials involved, no visible differences were found between the XRD patterns of the three samples.
Chemical analysis of the three titania powders was performed via EDS. Samples featured the same kind of pattern due to the similar chemical composition, although titania A presented also a small concentration of Si. The presence of this element is very probably due to some silica contaminations or impurities not perfectly isolated during or after the synthesis process, most likely during calcination, though this compound seems to be present as an amorphous phase, not being detected by XRD as discussed above. The detection of Ca and S confirms the presence of gypsum contamination in the material. It is possible that the inclusion of such compounds is the main cause of the different agglomeration behaviour, which results in different rheological properties. In particular, inclusion of anhydrous calcium sulphate could act as a mild binder in presence of water.
Zeta potential was also measured for the three samples in a pH range from 2 to 12 in order to analyse the surface affinity between particles and explain the formation of stable aggregates. When the potential is low, attraction forces exceed repulsion, and particles tend to coagulate. The pH of the dispersions was manually adjusted before each measure. Figure 7 shows the ZP versus pH curves for each of the three samples. Titania B and C showed similar trends both at low and high pHs. In particular, the two curves showed an overlap in the pH range 2–4 and then again at pH ∼11. A completely different behaviour is shown by the powder of titania A. A slight decrease is visible between pH 2 and 10 (isoelectric point). In this region, the ZP value was always very close to zero, indicating the absence of repulsive forces, and this is able to justify the particular agglomeration tendency of such powder. After the achievement of the isoelectric point, however, the ZP sharply dropped to a value of −22.33 mV. In formulations containing acid as antiflocculating agent, pH decreases to values where ZP plays a bigger role in the differentiation of aggregate stability to shear and consequently of the rheological behaviour. The stability of aggregates in the titania A powder is extended over a wide range of pH, and this is responsible of the peculiar PSD and flow behaviour of its samples.
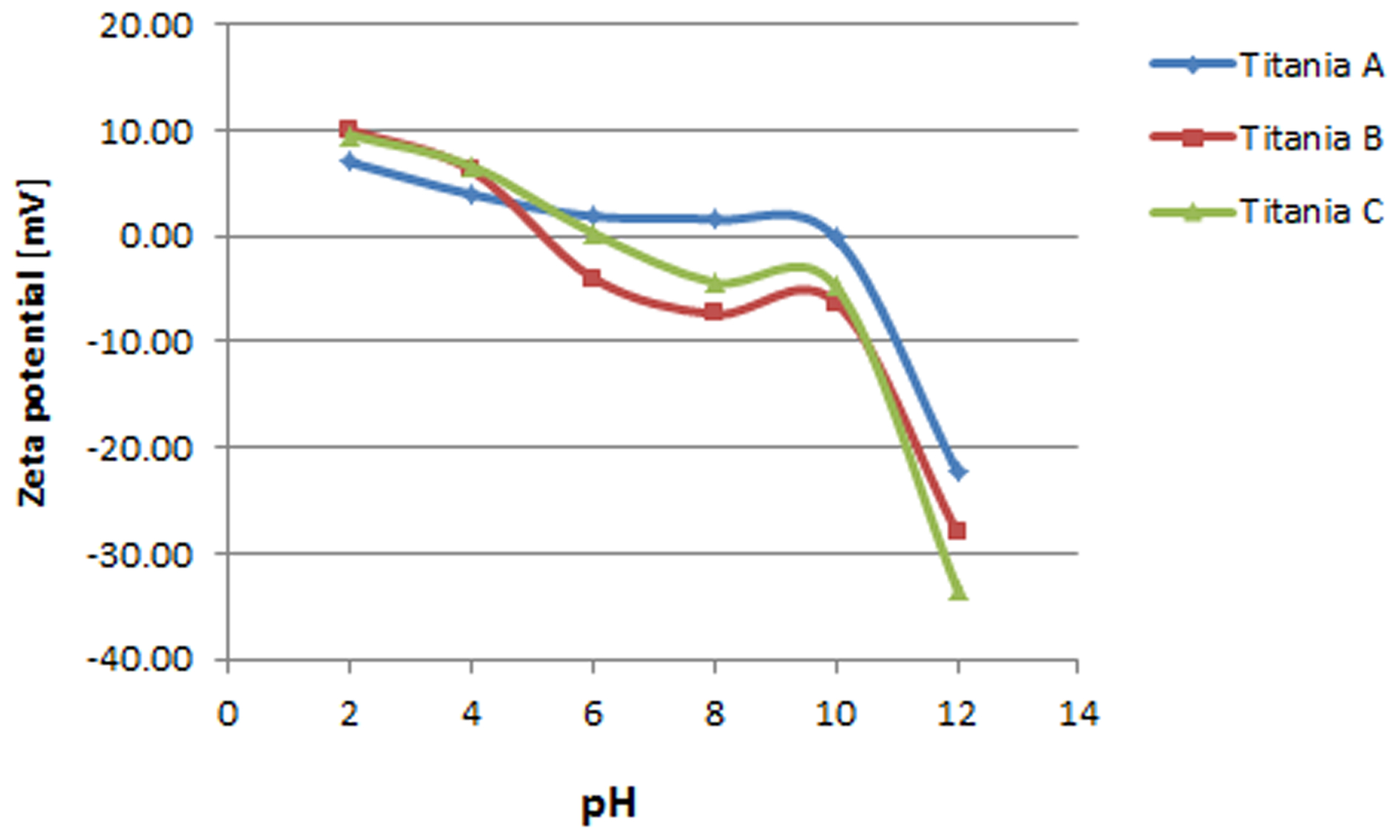
Zeta potential versus pH curve (concentration 0.1% w/v)
Conclusion
Three commercial titania powders coming from the same manufacturing plant were investigated for their different rheological behaviours shown during extrusion processing. Torque rheometry and capillary rheometry, together with Benbow analysis, have confirmed the existence of different shear mechanics in the pastes made with the three powders.
The particle size analysis revealed a significant presence of large shear stable aggregates in one of the samples, able to justify rheological differences during both mixing and extrusion and the differences in water demand. The SEM investigation confirmed the existence of these agglomerates in just one of the samples, although no meaningful differences were found between the three powders at small scale. Zeta potential measurements also confirmed a different surface affinity and agglomeration tendency for such titania powder. In particular, titania A shows a larger stability range before the isoelectric point.
The EDS analysis revealed the presence of Si in the sample of titania A. The presence of this element in the powder was imputed to some impurities not perfectly isolated during synthesis. However, no important interactions able to justify such dramatic changes in the flow properties of ceramic powders are described in literature.
The importance of rheometric techniques was confirmed to be relevant in order to analyse formulations that are apparently made of the same materials but differ substantially during their processing. The rheological study is, besides, very important to optimise the quality of complex compounds and their process of fabrication, limiting for example the surface imperfections and defects but also decreasing the time, power and costs of the production.
Acknowledgements
The authors would like to acknowledge Cristal Global (USA) and BASF Catalysts (USA) for their financial support in this study.