
Abstract
Sintered diopside glass ceramics were successfully prepared from mixtures of blast furnace slag, fly ash and mining tailing. Results showed that sample C2 with relatively low iron oxides and mass ratio of CaO/SiO2 possessed the highest bending strength value among samples. A low content of iron oxide enhanced densification degree because pores were developed by reduction of ferric oxide into ferrous oxide. Moreover, a low CaO/SiO2 mass ratio also greatly promoted the densification process by prolonging the sintering time and delaying the crystallisation. In addition, sample C1 developed by one-stage sintering had a worse mechanical performance than that obtained by two-stage sintering although they had the same crystals. For all samples, despite of different compositions and sintering processes, the main crystal phases are augite and diopside ferrian.
Introduction
Owing to the growing amount of solid waste produced by industrial firms, and the enforced environmental regulations as well as the needs to pollution abatement, an increasing interest has been developed in utilising recycling. Generally, blast furnace slag (BFS), fly ash (FA) and mining tailing (MT) are applied to cement production, aggregate of concrete, road pavement and brickmaking. 1 Finding high value added uses for metallurgical wastes is an important issue for the steel industry from both economic and environmental point of view. The manufacturing of innovative glass based materials may be considered as one of the most promising way of waste utilisation with high value added products.2–6
Blast furnace slag with combination of other materials was pretty easy for the preparation of glass ceramics (GCs) route through the conventional process.7–13 In particular, almost defect free GCs could be prepared through long time nucleation and crystal growth. An alternative approach focused on the sintering route, which was based on the viscous flow sintering of glass frits together with concurrent crystallisation, also known as ‘sinter crystallisation’. Sintered GCs had a certain degree of porosity, however, resulting in great decrease in mechanical properties. Therefore, the ways in improving sintering behaviour ought to be researched.
It was well known that there existed a competition between sintering and crystallisation during sintering process. In fact, if viscous flow precedes the crystallisation, the glass powders transform into a massive piece of glass, with a strongly decreased specific surface and a lower tendency toward surface nucleation. On the contrary, if crystallisation is dominant, crystal inclusions may increase greatly the apparent viscosity of the glass, thus hindering the sintering.14–17 The crystallisation process, owing to a surface mechanism of nucleation, is active even without nucleating agents such as TiO2, Cr2O3 and CaF2 in the glass formulation. Therefore, it is not easy to remove defects, like gas bubbles, to promote mechanical properties of GCs.
Recently, GCs and ceramics with outstanding bending strengths, 192.8 and 143 MPa respectively, were successfully prepared, and the main crystal phases were both diopside.18,19 In fact, diopside GCs with outstanding mechanical properties mainly resulted from the simplest symmetric chain structure of diopside. Diopside is a kind of silicate that contains single chains of linked [SiO4] tetrahedra, namely, monoclinic augite, which belongs to the space group of C2/c. The general chemical formula of augite is M2M1T2O6, where M2 refers to cations in a generally distorted octahedral coordination, M1 to cations in a regular octahedral coordination and T to tetrahedrally coordinated cations. Augite has good advantages of mechanical and erosion resistance properties because of the chain silicates with the simplest structure made up of [SiO4] tetrahedral boned at two corners and forming infinite chains (SiO3)2 − . Moreover, in the minerals, there are widely isomorphism phenomena between ions, such as Ca2+, Mg2+, Na+ and Mn2+ at position M2; Fe2+, Mg2+, Mn2+, Ni2+,Al3+, Fe3+, Cr3+ and Ti3+ at position M1; and Si4+ and Al3+ at position T. 20 This means that solid waste with high content of SiO2, CaO, MgO and FeO could be reused to prepare diopside GCs, and some heavy metal ions, such as Mn2+, Ni2+, Cr3+ and Ti3+, could be also solidified in the augite crystals. 21 Therefore, diopside GC preparation was significant for the utilisation of solid waste.
Great efforts on sintered GCs with notable mechanical properties have been made in recent years.22–28 In the present work, diopside GCs were successfully prepared from various wastes according to the basicity (mass ratio of CaO/SiO2) of diopside stoichiometry. The effects of iron oxide percentage, basicity and sintering process on the mechanical properties of GCs were systematically investigated.
Experimental
The investigated waste materials consisted of BFS, FA and MT, all obtained from Wu'an Steelmaking Industry in Hebei, China. Their chemical compositions were investigated by wavelength dispersive X-ray fluorescence analysis (XRF-1800, SHIMADZU, Japan), as reported in Table 1. The industrial wastes were mixed in weight proportion of BFS/FA/MT = 64:5:31 (sample B) or 54:9:37 (sample C) according to basicities of 0.5 and 0.4. Four parent glass compositions were designed with addition of magnetic separation after wet ball milling of mixed wastes.
Chemical compositions of starting materials/wt-%
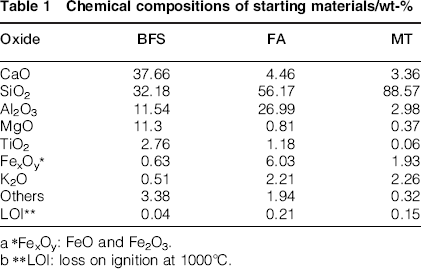
a
FexOy: FeO and Fe2O3.
b
LOI: loss on ignition at 1000°C.
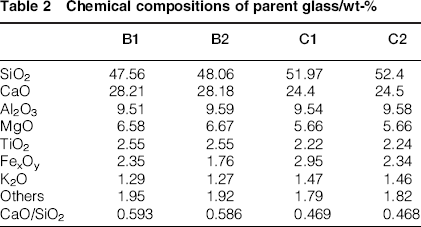
Mixtures of wastes were obtained by 25 min ball milling. Two hundred grams of mixtures was melted in a graphite crucible at 1550°C for 0.5 h in an air atmosphere followed by water quenching to obtain glass fragments. The X-ray fluorescence results of parent glass are reported in Table 2. The powders ( < 150 μm) were granulated in polyvinyl alcohol (PVA) solution (2 wt-%PVA powders was dissolved in warm water) in a proportion of 96 wt-% glass powder and 4 wt-%PVA. The powders of each composition were gently pressed in a rectangular die (cross-section of 50 × 7 mm). Then, samples were heated in air at the sintering temperature (i.e. 50°C higher than the transition temperature) for 1 h and followed by another hour sintering at crystallisation temperature with a heating rate of 10°C min− 1, which was acted as two-stage sintering. An alternative method was only soaked at crystallisation temperature for 1 h with the same heating rate, which served as one-stage sintering.
Chemical compositions of parent glass/wt-%
Differential thermal analysis (DTA) of powders ( < 75 μm) was carried out in air at a heating rate of 10°C min− 1 (DTA-TG, STA490, NETZSCH, Germany). The crystalline phases were characterised by X-ray diffraction (XRD) (M21X apparatus, Cu Kα radiation, MAC Science Co. Ltd, Japan). The range of differential angles (2θ) was scanned between 10 and 80° with a 2θ step of 0.02° s− 1. The phases were identified by comparing the obtained diffraction pattern with the Inorganic Crystal Structure Database.
Microstructures were observed at the polished (mirror finishing) and etched (by immersion in 1 vol.-%HF solution for 1 min) surfaces of samples using field emission scanning electron microscopy (SEM; EV018, Carl Zeiss, Germany), equipped with an energy dispersion X-ray (EDX) attachment (Inca, Oxford Instruments, Abingdon, UK).
The apparent porosity and bulk density were analysed by the Archimedes principle according to the Chinese Standard GB/T 2009-2000 using a ceramic vacuum device (CXK-A, NMRI Co., Ltd, China). Three-point bending strength tests were performed on rectified parallelepiped bars (4–6 × 7 × 50 mm) of sintered GCs according to the Chinese standard GB/T 3001-2007. The results were averaged from at least five different independent samples.
Results and discussion
Effect of composition on sinter crystallisation and properties
Figure 1 reports the DTA curves for four glass samples heated at a rate of 10°C min− 1. Only one obvious exothermic peak was observed in all glass batches. The glass transition temperatures Tg and crystallisation peak temperatures Tp were determined from DTA analysis of glass samples. Samples B1 and B2 possessed almost the same Tp, attributable to the crystallisation of diopside.9,10 It suggested that the decrease in iron oxides had little effect on diopside crystallisation process. This may result from the promising crystallisation trend of iron oxides. In addition, sample C2 had higher Tg and Tp than sample B1, suggesting that Tg and Tp shifted to higher temperature as a function of reducing basicity with the same iron oxide content. This may be explained that the low basicity resulted in tight network structure of glass matrixes, which meant the difficulty in substantial diffusion at crystallisation temperature. Therefore, the Tp of samples with lower basicity was higher than before.
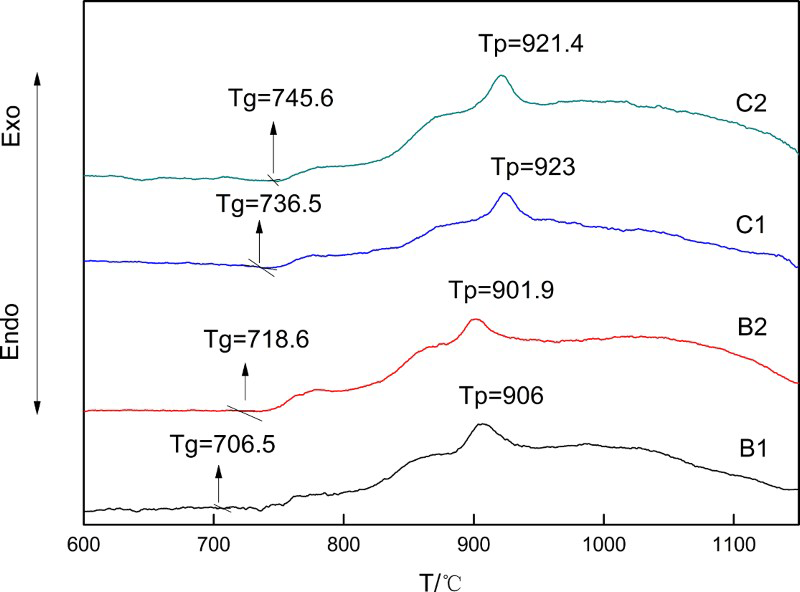
Differential thermal analysis curves of glass with variation in basicity and FexOy content; rate of heating is 10°C min− 1: B1, basicity of 0.5 and 2.35 wt-%FexOy; B2, basicity of 0.5 and 1.76 wt-%FexOy; C1, basicity of 0.4 and 2.95 wt-%FexOy; and C2, basicity of 0.4 and 2.34 wt-%FexOy
The amorphous nature of the as quenched glasses was confirmed by XRD patterns (no crystal peaks shown). The Inorganic Crystal Structure Database reference files were used to identify the various crystal phases formed. As is shown in Fig. 2, XRD analysis demonstrated simple patterns of augite {Ca(Mg0.70Al0.30)[(Si1.70Al0.30)O6]} and diopside ferrian, syn{Ca1.022(Mg0.857Fe0.122)[(Si1.877Fe0.144)O6]}. Three strong peaks of augite at 29.89, 35.46 and 35.81° (2θ) shifted to 29.81, 35.38 and 35.60° (2θ), as Fe2+ and Fe3+ cations dissolved into the crystal structures simultaneously, forming diopside ferrian, syn. The sample B2 had almost the same crystal peak intensity as sample B1, indicating that the qualities of crystallinity remained fixed with the reduction of iron oxides. An explanation could be that iron oxide dissolved not only in crystal structure but also in glass matrixes, rather than forming ferrous crystal. In addition, the crystal peak intensity between samples B1 and C2 was almost the same, suggesting that the crystallinity degree also maintained stable with the decrease in basicity. Besides, the crystal peak intensity was relatively high for all samples.
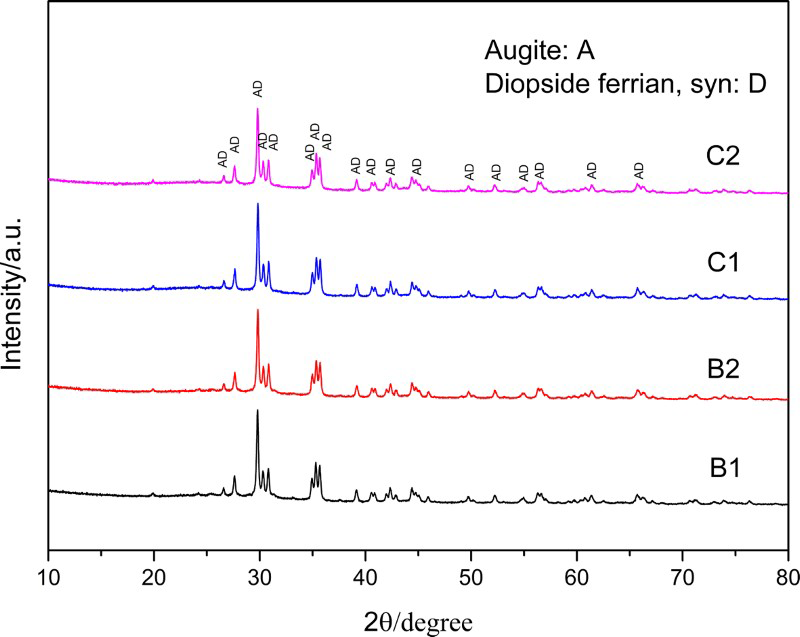
X-ray diffraction patterns of samples with variation of basicities and FexOy contents by two-stage sintering
Figure 3 presents the sintering behaviour of polished surface for all samples. Sample B1 demonstrated more open pores and larger close pores than sample B2, indicating that high iron oxide percentage of GCs resulted in poor sintering behaviour with the same basicity. It was explained that pores could be developed by the reduction of ferric oxide into ferrous oxide with gas release as heating to a temperature higher than 507°C, which was verified through thermodynamic calculation and literature revision. Reduction atmosphere might be provided by solute carbon in glass phase, obtained during glass melting in a graphite crucible. Meanwhile, the crystalline trend benefited from high iron oxide content, hindering sintering process.29,30 Besides, the sintering comparison between samples C1 and C2 was consistent with that between samples B1 and B2. However, sample C2 had a better sintering behaviour than sample B1 apparently, suggesting that sintering behaviour of GCs with the same iron oxide percentage could be promoted by declining the basicity. An explanation on this could be that parent glasses with low basicity possessed improved sintering behaviour by prolonging the sintering time and delaying the crystallisation. Therefore, sintering behaviour of GCs could benefit from low content of iron oxides and low basicity.
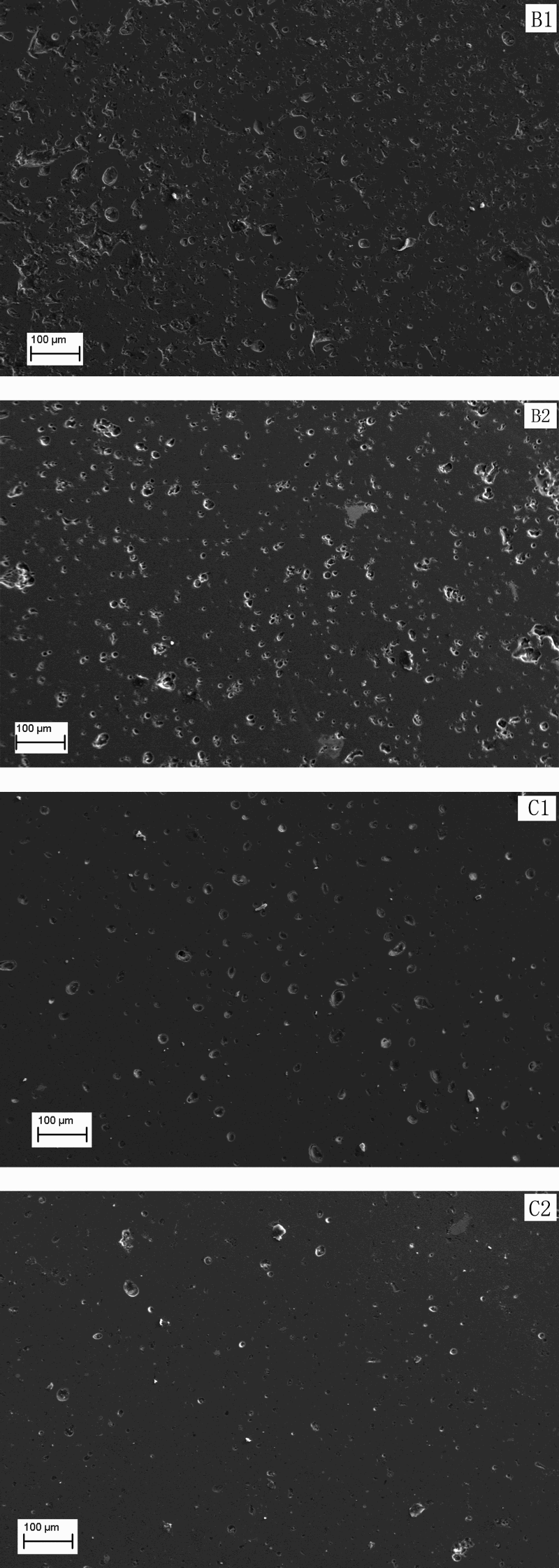
Image (SEM) of polished surface of samples with variation of basicity and FexOy contents by two-stage sintering
Figure 4 presents backscattering electron and SEM images of etched surface of GCs. For sample B1, large porous crystals were identified as iron oxides by EDX analysis, which was confirmed by backscattering electron. However, the crystals were barely found in sample B2 with the decrease in iron oxides. This proved that pores could be formed by the reduction of ferric oxide into ferrous oxide with gas release. In addition, sample C2 presented spherulitic crystallites, which were also characterised as iron oxides by EDX analysis, compared with sample B1. It was verified that low basicity of GCs hindered crystallisation significantly with the same iron oxide content. The reason was that much Ca2+cation in high basicity samples would concentrate easily during the sintering process, resulting in the formation of crystal at low temperature as shown in Fig. 1. This was verified by the fact that crystal inclusions in pores of sample B2 were determined as calcium rich phase through EDX analysis in Fig. 4. In addition, many spherulitic crystallites ∼0.25 μm in diameter proved to be a sort of augite by EDX analysis, which agreed with results of Erol et al. 31

Images (SEM) and EDX patterns of etched surface of samples with variation of basicities and FexOy contents by two-stage sintering
Table 3 reports the apparent porosity, bulk density and bending strength for all samples. Sample B2 had a 17 MPa higher bending strength than sample B1, suggesting that mechanical properties could be promoted by declining the iron oxide percentage with the same basicity. It could be explained that porosity declined with reducing iron oxide content as mentioned above. This was confirmed by the fact that sample B2 possessed lower apparent porosity and higher bulk density than sample B1. Moreover, the comparison of bending strength between samples C2 and C1 was consistent with that between samples B2 and B1. In addition, sample C2 had a 37 MPa higher bending strength than sample B1, indicating that mechanical properties could be improved by declining basicity with the same iron oxide percentage. Relatively low basicity contributed to outstanding sintering behaviour by hindering crystallisation process as discussed before. This sintering behaviour was also verified by the fact that sample C2 was much greater in bulk density than sample B1 in Table 3. Therefore, we could conclude that one way of enhancing the mechanical performance of GCs was to improve sintering behaviour.
Apparent porosity, bulk density and bending strength of samples with variation of basicity and FexOy content by two-stage sintering

Effect of sintering process on sinter crystallisation and properties
The primary purpose of the study on sintering process was to improved densification through hindering reduction of ferric oxides into ferrous oxides. Moreover, the reduction was possible to obtain by fast sintering to Tp (one-stage sintering). In addition, sample C1 was selected for one-stage sintering due to the promising properties.
Figure 5 presents a comparison of XRD patterns between one- and two-stage sintering for sample C1. Glass ceramics sintered from 923 to 953°C by one-stage sintering also comprised augite and diopside ferrian, syn. The XRD spectra revealed that crystal peak intensity between one- and two-stage sintering remained fixed. It indicated that fast sintering to Tp was not suitable to decline crystallinity degree due to an active surface nucleation of the glassy powders. Therefore, fast sintering to Tp had little influence on crystallinity degree.
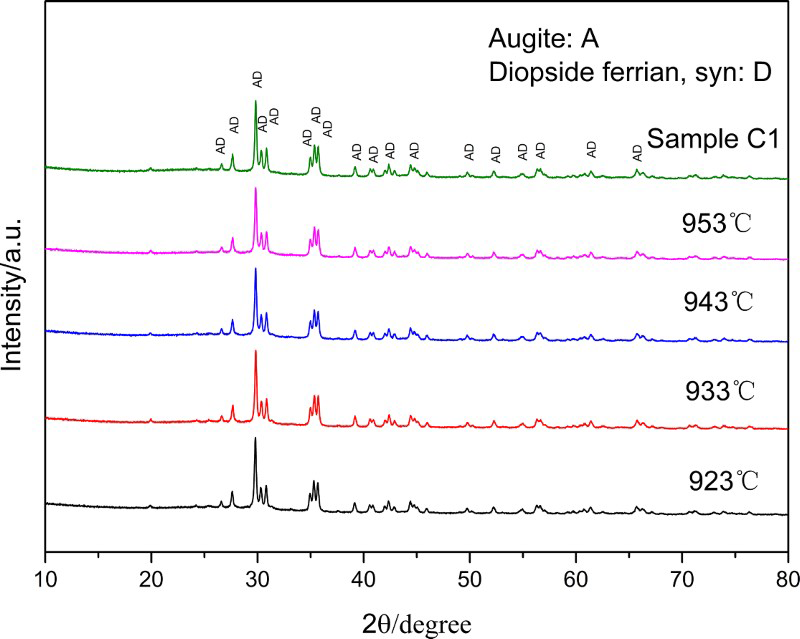
X-ray diffraction patterns of samples C1 sintered at different temperatures by one- or two-stage sintering: A, sintered at 923°C; B, sintered at 933°C; C, sintered at 943°C; D, sintered at 953°C; and C1, sintered by two-stage method
Figure 6 shows a sintering comparison of polished surface between one- and two-stage sintering for sample C1. For one-stage sintering, large open pores in sample A were transformed into isolated pores gradually with sintering temperature. It indicated that sintering behaviour could be improved by raising the temperature. Apparently, the closed pore size was larger than that prepared by two-stage sintering. This suggested that samples by one-stage sintering had a poorer sintering behaviour than that by two-stage sintering although the heating temperature was higher than Tp. In fact, the densification of green pellets started in the glass transition temperature range and completed before the beginning of intensive phase formation.32,33 In this period, the densification could be improved through viscous flow rather than declining reduction of ferric oxides into ferrous oxides. Therefore, a holding time at sintering temperature before Tp is extremely important for improve sintering behaviour.
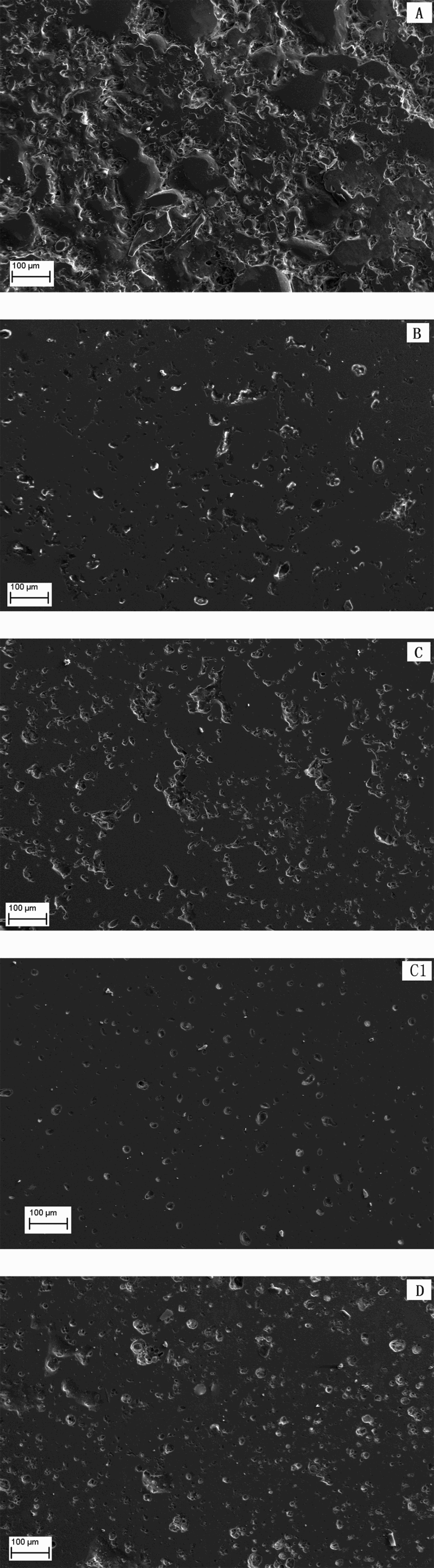
Image (SEM) of polished surface of samples C1 sintered at different temperatures by one- or by two-stage sintering
Figure 7 presents SEM images of etched surface of sample C1 by one- or two-stage sintering. For one-stage sintering, sample B showed that tiny spherulitic crystallites ∼0.3 μm in diameter were homogeneously distributed. Sample A demonstrated incomplete crystal growth in comparison with sample B. However, the crystallites started to cluster in sample C and deformed in sample D. This indicated that sample C1 with the optimum crystalline microstructure, which was consistent with that by two-stage sintering, were sintered at 933°C by one-stage sintering. It could be explained that the crystallisation process benefited from nucleation developed by an extra holding time at sintering temperature. Therefore, the crystallisation process by one-stage sintering was completed at a higher temperature than Tp.
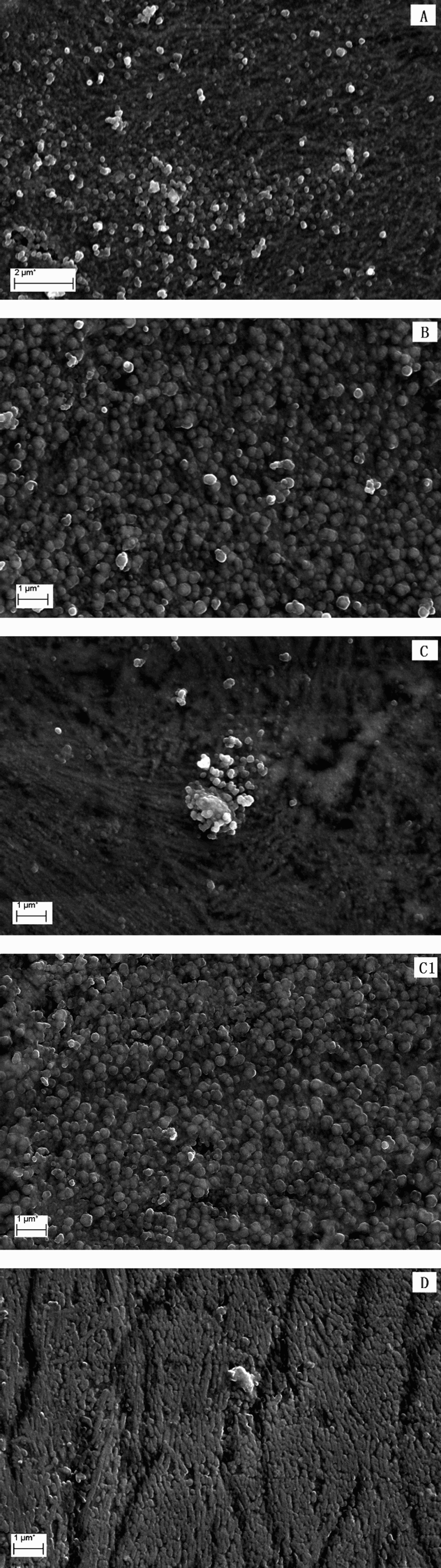
Image (SEM) of etched surface of samples C1 sintered at different temperatures by one- or by two-stage sintering
Table 4 reports a comparison of sintering behaviour and mechanical properties between one- and two-stage sintering for sample C1. For one-stage sintering, sample C1, sintered at 933°C, possessed the highest bending strength (70.53 MPa) among samples. In addition, the samples had a tighter crystalline structure than samples sintered at 943°C in spite of slightly poorer sintering behaviour. This suggested that notable mechanical properties depended on not only remarkable sintering behaviour but also tight crystalline structure. In addition, the maximum bending strength of GCs by one-stage method (70.53 MPa) was much lower than that by two-stage method (92.24 MPa) due to the poor sintering behaviour. Therefore, we could conclude that mechanical properties were mainly promoted through improving the sintering behaviour rather than the crystalline structure.
Apparent porosity, bulk density and bending strength of samples C1 sintered at different temperatures by one- or two-stage sintering

Conclusions
In this study, GCs were successfully prepared from BFS, FA and MT, and the crystal phases were diopside and augite. Mechanical properties of GCs were enhanced by a promoted sintering behaviour with a low iron oxide content and basicity. Sample B2 with the same basicity but lower iron oxides, compared with B1, had a higher densification degree in SEM images due to less gas generated by reduction of ferric oxides into ferrous oxides. As a result, the samples had a bending strength value of 81.28 MPa, higher than that of B1 of 63.97 MPa. Moreover, samples C1 and C2 with higher iron oxide content but lower basicity than B2 had higher bending strength values of 92.24 and 101.4 MPa respectively. This indicated that basicity was the main effect on sintering behaviour rather than iron oxides.
For one-stage sintering, sample C1 sintered at 933°C possessed the maximum bending strength value, 70.83 MPa. The value of sample C1 through two-stage sintering was 92.24 MPa, much higher than that by one-stage sintering. A comparison of bending strength among samples revealed that mechanical properties depended more on sintering behaviour than crystalline process.
For all samples, despite of the different compositions and sintering processes, they have the same main crystals, augite {Ca(Mg0.70Al0.30)[(Si1.70Al0.30)O6]} and diopside ferrian, {Ca1.022(Mg0.857Fe0.122)[(Si1.877Fe0.144)O6]}, suggesting that Fe2+ and Fe3+ cations existed in the diopside structure.
Footnotes
Acknowledgements
This work has been financially supported by the National Natural Science Foundation of China (grant no. 51474028) and the Fundamental Research Funds for the Central Universities of China (grant no. FRF-TP-14-106A2).