
Abstract
The present study addresses the dry wear behaviour of aluminium matrix composites under different sliding speeds and applied loads. Values of the friction coefficient of the matrix alloy and composite materials were in expected range for light metals in dry sliding conditions. The higher coefficient of friction was the consequence of established contact between hard SiC particles and the counter body material. The rough and smooth regions are distinguished on the worn surface of the composites similar to the unreinforced Al alloy. Plastic deformation occurred when the applied specific load was higher than the critical value. The high shear stresses on the sliding surface cause initiation and propagation of the cracks in the subsurface, leading to the loss of material from the worn surface in the form of flakes. The debrises of the composites at low wear rate comprise a mixture of the fine particles and small shiny metallic plate-like flakes and are associated with the formation of more iron rich layers on the contact surfaces.
Introduction
Particulate reinforced aluminium metal matrix composites (MMCs) have a great potential to be applied in automobile and aerospace industries because of their high specific tensile strength and modulus, as well as their high wear resistance.1–5 Traditionally, MMCs have been produced by such processing techniques as stir casting, powder metallurgy, squeeze casting, preform infiltration and spray forming.6–9 In all the above techniques, the reinforcing second phase particulates (including borides, carbides, oxides and nitrides) are combined with the matrix material (either in molten or powder form) by ex situ methods.10–14
It is well known that the properties of MMCs are controlled by the size and volume fraction of the reinforcements as well as the bonding characteristics of the matrix/reinforcement interfaces.15–19 The high mechanical properties can be obtained when fine and thermodynamically stable ceramic particles are dispersed homogenously in the matrix.20–24 To meet such demands, MMCs have been developed in which the reinforcements were in situ synthesised in the metallic melt by chemical reactions among elements or between an element and a compound during the composite fabrication.24–28 Carbide and boride ceramics possess many desirable properties, such as high hardness, low density, high melting temperature, high modulus and high corrosion resistance. These outstanding features portray them to be good potential reinforcing candidates in aluminium matrix.12,18
The present investigation focuses on tribological properties of commercial AA 6061 aluminium alloy matrix as one of the AlMgSi(Cu) system alloys. Because of its medium strength, excellent corrosion resistance and weldability, the AA 6061 alloy has been widely used as structural material for construction, transportation and sports. Al6061 alloy is heat treatable, and thus, further increase in strength can be expected.
Experimental
The material analysed in this work is the SiC reinforced aluminium matrix composite that is fabricated by a powder metallurgy process. The nominal chemical composition of Al6061 alloy is Al–0·61Si–0·7Fe–0·29Cu–0·10Mn–0·25Zn–0·15Ti–0·98Mg–0·12Cr (wt-%). First, the 6061 powder was dehydrated in a vacuum chamber at 450°C for 3 h. Different volume percentages of SiC powder (5, 10 and 15 vol.-%) was added to 6061 aluminium powder (60 μm) by means of a mechanical alloying under argon atmosphere. Table 1 shows the properties of the SiC reinforcement (1 μm). Citric acid was added to the blend in order to minimise welding during the milling process. The homogeneous powder mix is then compacted using uniaxial pressing at 200 MPa. The samples were then degassed at 400°C before extrusion at 550°C. All of the compacted billets were extruded in an extrusion machine to reach a fully consolidated state.
Properties of SiC reinforcement
The composites were subjected to solutionising at a temperature of 530°C for a duration of 1 h and then quenched in water. Artificial aging was carried out at 175°C for a duration of 4–10 h in steps of 2 h. Metallographic, hardness and wear tests were carried out on the heat treated samples. Microscopic investigations of the composite specimens and matrix alloy were carried out using a scanning electron microscope (SEM) (CAMSCAN-MV2300; Oxford). Mechanical and tribological tests were carried out on the specimens with T6 temper, i.e. in the peak age condition.
Hardness measurements were carried out using a Shimadzu microhardness tester using a load of 1 N for a period of 10 s. For each sample, five hardness tests on randomly selected regions were performed in order to eliminate the possible segregation effects and get a representative value of the matrix material hardness. During the hardness measurements, precaution was taken to make indentation at a distance of at least twice the diagonal length of the previous indention.
Sliding wear tests were conducted in pin on disc wear testing apparatus under load of 10 and 20 N against case hardened steel disc of hardness 63 HRC. Test specimens were cut and shaped in the form of pins having 6 mm in diameter and 25 mm in height. Before the abrasion tests, each specimen was polished to 0·5 μm. Figure 1 shows schematic diagram of the abrasion wear test. The experiment was carried out at room temperature (21°C; relative humidity, 55%) with water as the lubricant. The samples were cleaned with acetone and weighed (up to an accuracy of 0·01 mg using microbalance) before and after each test. The friction forces were recorded from the digital display interfaced with the wear test machine. Coefficient of friction was computed from the recorded frictional force and the applied load (i.e. the ratio of frictional force to the applied load). A set of three samples were tested in every experimental condition, and the average along with standard deviation for each set of three tests is measured. The wear tests were conducted up to the total sliding distance of 2000 m.
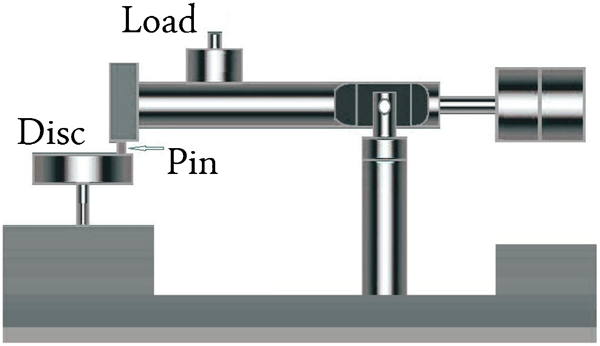
Schematic diagram of abrasion wear test
Results and discussion
Figure 2 shows the X-ray diffraction (XRD) pattern of the 10%SiC reinforced Al 6061 composites after primary processing before extrusion. It is observed that there is no evidence of interfacial reaction including Al4C3, which is mostly formed due to the direct reaction between the Al alloy and SiC particles. The uniformity in distribution of particles within the sample is a microstructural feature that determines the in service properties of particulate airborne molecular contaminants. In order to investigate the microstructure of composites, optical micrographs were used. Figure 3 shows that the distribution of SiC in a matrix alloy is fairly uniform and the SiC particles would have penetrated large 6061 alloy particles. The micrographs clearly indicate the evidence of minimal porosity in the composites. Further, the microphotographs reveal an excellent bond between the matrix alloy and the reinforcement particles.
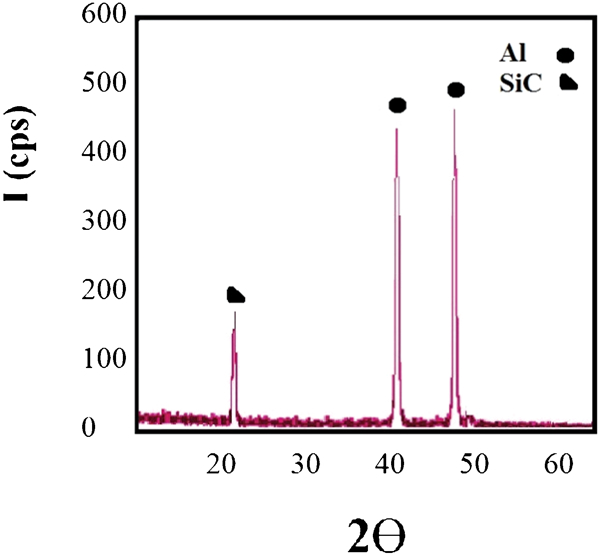
Typical XRD pattern of 10%SiC reinforced Al6061 composites
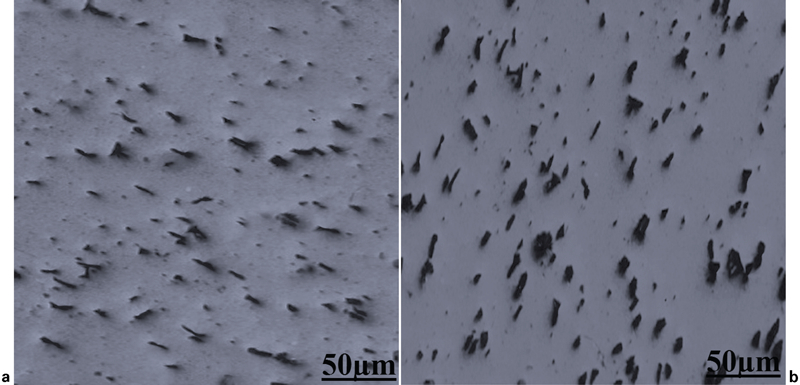
Optical microstructures of composites: a Al 6061–5%SiC; b Al 6061–10%SiC
Figure 4a illustrates the effect of sliding speed and the volume fraction of the dispersed SiC phase on the wear rates of the composites. The wear rate of the unreinforced alloy is found to be higher than that of the composites. The lowest value of mass loss in wear test was distinct for Al–15 vol.-%SiC, and the highest mass loss in wear test was for bare Al alloy. It is noted that the wear rate decreases with increasing SiC volume fraction for the composites. A number of studies have been engaged during the last 20 years on wear behaviour of Al based particulate reinforced composite.3 Reinforcement of Al based alloy with SiC or Al2O3 is usually found to improve the wear resistance under both abrasion and lubricated sliding conditions. Figure 4a shows that the wear rate is to decrease with increasing sliding speed under the applied load of 10 N. Under low load, abrasion wear mechanism becomes dominant. The hard SiC particles support the normal pressure on the surface, resulting in increased wear resistance. This effect diminishes at higher loads due to the fragmentation of particulates.3–13
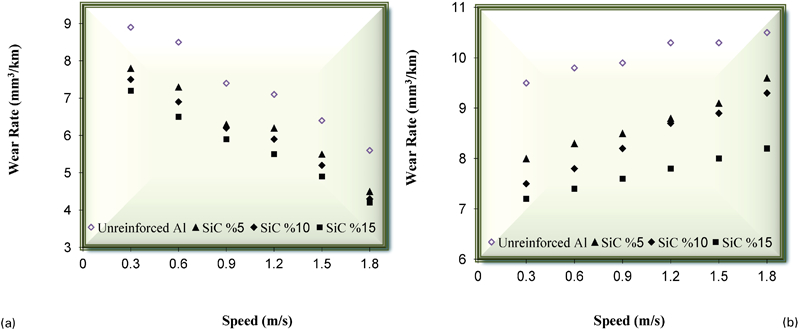
Effect of sliding speed and volume fraction of SiC phase on wear rates of composites at applied load of a 10 N and b 20 N
The effects of sliding velocity on wear rates of Al 6061 alloy and Al 6061–SiC composites under the applied load of 20 N are shown in Fig. 4b. It is observed that the wear rates do increase with increasing sliding velocity for both the matrix alloy and the composites. The increased wear rates can be mainly attributed to the destruction of the possible mechanically mixed layer (MML) formed and material softening due to increased temperature with increased sliding velocity during the sliding process. However, for any given applied load studied, 15%SiC reinforced composites do exhibit superior wear resistance when compared with unreinforced alloy and other volume fractions of composites at all the sliding velocity studied.
Figure 5 shows that the friction coefficient decreases slightly with increasing sliding speed. It is observed that the friction coefficients for composites containing SiC are higher than the aluminium based alloys while sliding under identical conditions. The higher coefficients of friction in the case of composites containing hard SiC particles are due to the formation of tribofilm at the interface between pin and disc. If the effective load on the individual particle increased above its flexural strength, the particles get fractured. Parts of the removed SiC particles are entrapped between two partners, i.e. asperities of softer material of pin and asperities of harder material (hardened steel disc), possibly leading to three-body abrasion; then, it will result in surface roughness between contacting surfaces and increased coefficient of friction.13
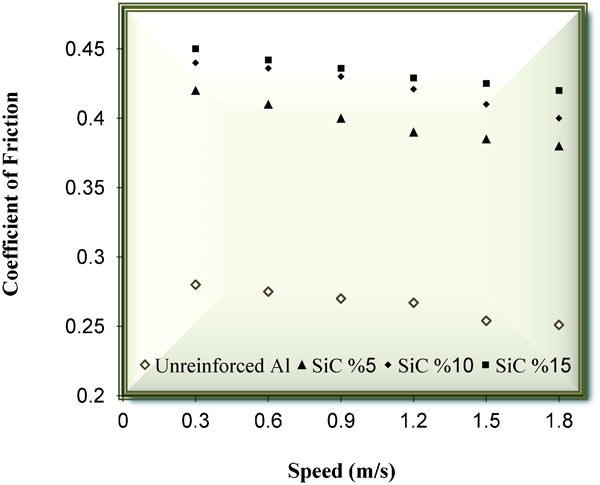
Friction coefficient behaviour of composites under applied load of 20 N
Microstructural characterisation of the worn surfaces was carried out using an electron microscope. A combination of three wear mechanisms, namely, abrasion, delamination and adhesion, coexists under the majority of test conditions. Cavities or craters of rough regions indicate that locally adhesive wear and fine grooves or ploughing of smooth regions suggest that locally abrasive wear was the dominant mechanism.9 Worn surfaces of the unreinforced Al alloy and the composites at the sliding speed of 0·3 m s−1 and applied load of 10 N are shown in Fig. 6. Formation of continuous wear grooves, relatively smooth MML and some damaged regions is noted in these micrographs. However, the degree of crack formation on the wear surface is not much. Worn surfaces of the composites were smoother with shallower grooves along the sliding direction. Unlike the worn surface of the unreinforced alloy, the number of scratches by abrasives or hard asperities was small.16 Therefore, it was reasonable that wear resistance of composites was higher than that of the unreinforced alloy. Under low sliding speed, abrasion wear mechanism becomes dominant. Figure 7 shows the worn surfaces of the unreinforced Al alloy and the composite at the sliding speed of 0·3 m s−1 and applied load of 20 N. At higher load, beside the formation of parallel lips along the continuous groove marking, delamination and adhesion of the worn surfaces seem to be the primary wear mechanisms.3
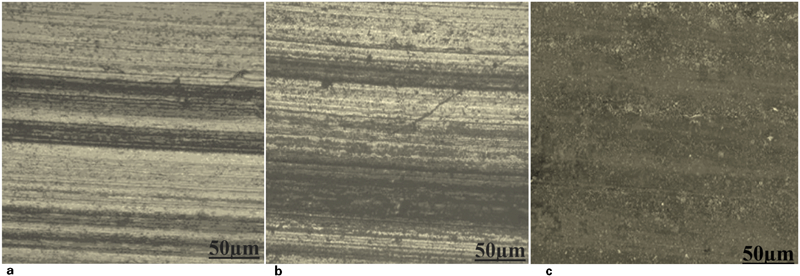
Worn surfaces of unreinforced Al alloy and composites at sliding speed of 0·3 m s−1 and applied load of 10 N: a unreinforced Al 6061 alloy; b Al 6061–5%SiC; c Al 6061–15%SiC
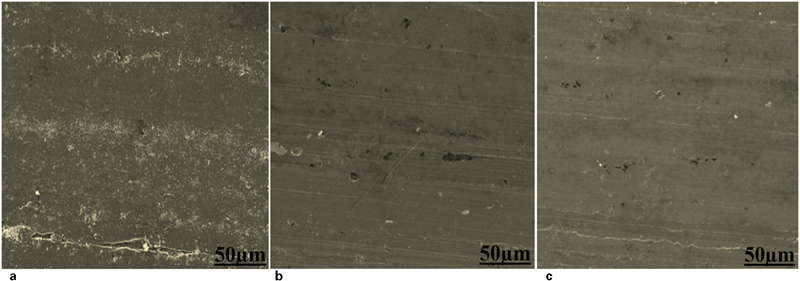
Worn surfaces of unreinforced Al alloy and composites at sliding speed of 0·3 m s−1 and applied load of 20 N: a unreinforced Al 6061 alloy; b Al 6061–10%SiC; c Al 6061–15%SiC
The wear surface of the Al matrix composite reinforced with 10%SiC at the sliding speed of 1·8 m s−1 and applied load of 20 N is depicted in Fig. 8. The flow of materials along the sliding direction, generation of cavities due to delamination of surface materials and tearing of surface material are also noted in this figure. It is noted that the slider could penetrate and cut deeply into the surface and cause an extensive plastic deformation on the surface, resulting in a great amount of material loss.
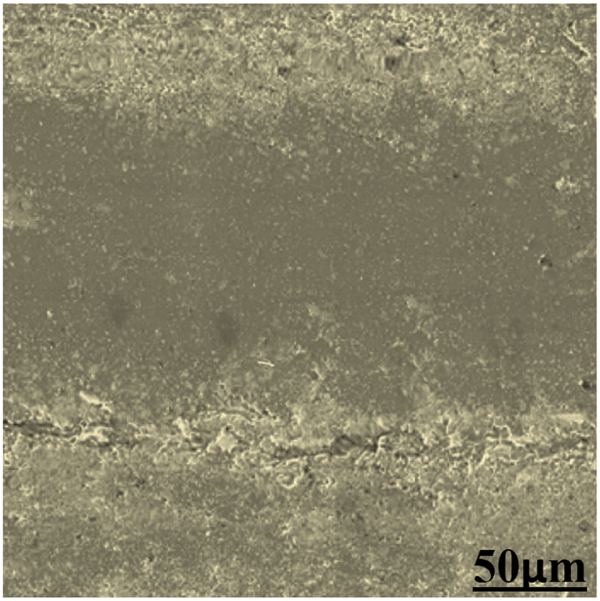
Worn surface of Al 6061–10%SiC composites at sliding speed of 1·8 m s−1 and applied load of 20 N
Wear debris can be generated by microcutting, plastic deformation as well as material transfer from one surface to another. Figure 9 shows the micrographs of wear debris in Al 6061 alloy and Al 6061–15%SiC composites at an applied load of 10 N. A typical flaky morphology of debris implies the occurrence of delamination, which involves the nucleation of subsurface cracks and their propagation parallel to the surface. It is observed from Fig. 9a that the debrises of the unreinforced Al are in the form of bulky flakes in the matrix alloy, indicating larger material removal. As the SiC particles are added, the debris morphology changes from bulky flakes to smaller sized flake, indicating improved wear resistance of the matrix alloy (Fig. 9b). This morphology of the wear debris indicates extensive plastic deformation of the matrix alloy. The morphology of the wear debris in the composites is irregular and fine sized at all the SiC volume fractions studied, which indicates lower material removal during the sliding process resulting in improved wear resistance of the composites.
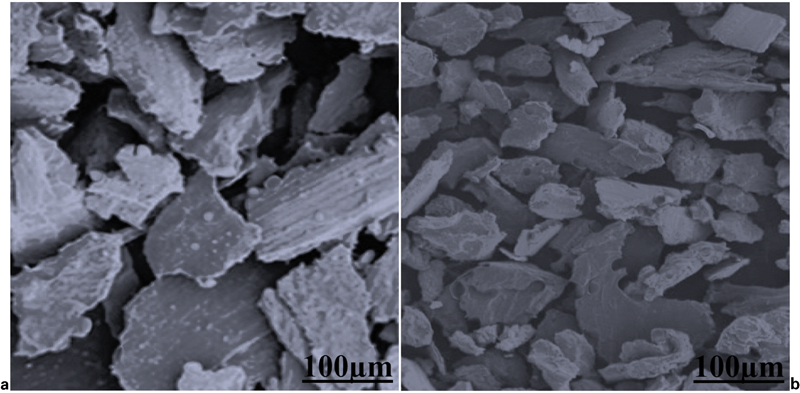
Images (SEM) of wear debris in a Al 6061 alloy and b Al 6061–15%SiC composites
The superior wear resistance of the developed composites can mainly be attributed to the formation of MML contributed by the back transfer of iron from the counter disc on to the sliding pins. The EDAX patterns of the wear debris for the unreinforced Al alloy and the composites are shown in Fig. 10. Figure 10a reveals the presence of small amount of iron in the wear debris of unreinforced Al. X-ray analysis shows that iron, aluminium and oxygen are the major elements observed in the debris of the composites, indicating the formation of MML, which acts as a lubricating film lowering the wear rates of the composites (Fig. 10b). During sliding wear, iron and possibly other alloying elements, from the steel counterface were transferred to the surface of the composites. The iron rich transfer layers help the SiC particles to remain unbroken during wear and act as load bearing elements. Since there is little evidence for any large scale plastic deformation and damage in the matrix beside the wear surfaces, the removal of material from the surface of the steel slider should be due to the abrasive action of hard SiC particles on these surfaces. It is reported that iron was oxidised during this process and oxide layers, in particular Fe2O3 layers generated during wear, act as solid lubricants and help to reduce the wear rates.
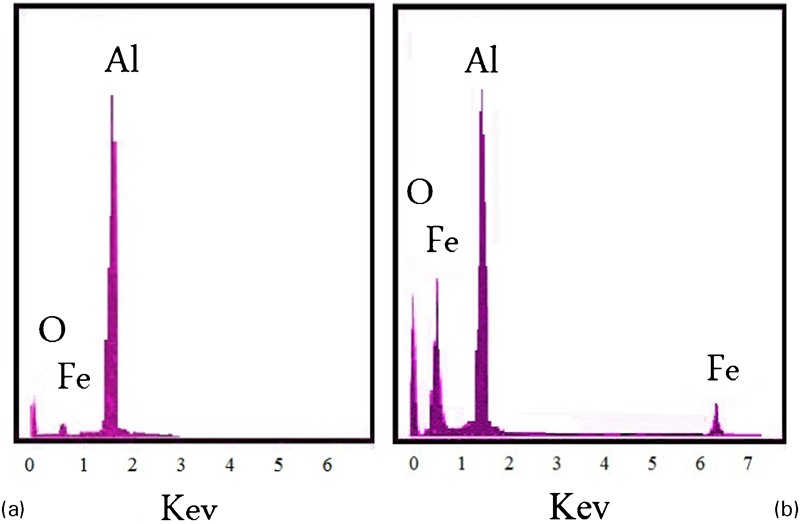
Energy dispersive X-ray spectroscopy pattern of wear debris: a Al 6061 alloy; b Al 6061–10%SiC composites
Figure 11 is based on semiquantitative EDAX results to show a physical transfer of iron from the rotating disc to the worn surface of the composite pin. It is noted that the amount (wt-%) of iron transferred from the tool steel mating disc to the composite decreases with increasing speed for all the composites under the load of 20 N. The relatively large transfer of iron debris at low speed can be attributed to the dominating abrasion wear mechanism on the composite. At high sliding speeds, delamination dominates as the primary wear mechanism on the composite surface, thus minimising the transfer of the iron to the composite. The hardness of the composites with different volume fractions is shown in Fig. 12. It can be seen that the hardnesses of all composites are higher than that of the 6061 alloy and increase with increasing SiC content. The higher hardness of the composites could be attributed to the fact that SiC particles act as obstacles to the motion of dislocation.
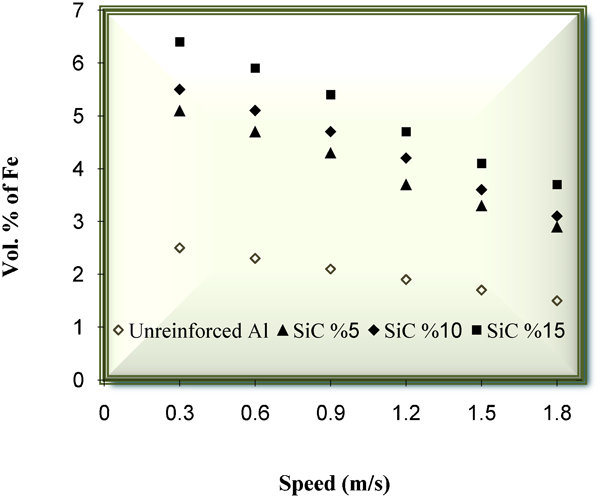
Amount of iron transferred from disc to pins
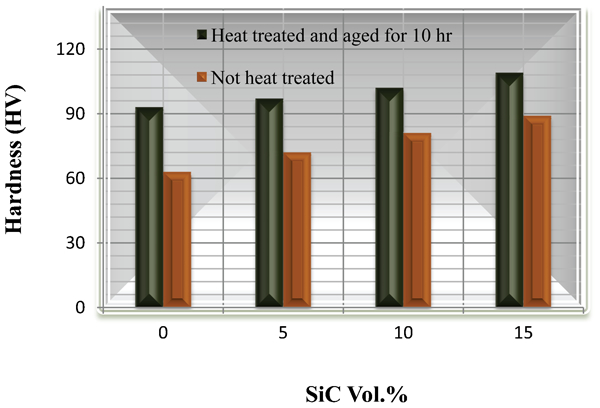
The hardness results of the Al6061 alloy matrix composites reinforced with SiC particulates
Conclusion
It is concluded that the composites exhibit higher friction coefficients and greater wear resistances than the Al alloy against the steel disc surface. Low speed wear rates are associated with abrasive wear, indicating that the dominant wear mechanism, though minor, may be produced. Abrasive wear associates with the formation of deep scratches on the worn surface in the sliding direction. For a given load and sliding velocity, the extent of iron transfer is highest in case of 15%SiC reinforced Al 6061 composite among all the material studied. Iron, aluminium and oxygen are the major elements observed in the debris, indicating the formation of MML, which acts as a lubricating film lowering the wear rates of the composites.