
Abstract
Nowadays, many efforts have been made to minimise the pollution risks of copper electroplating effluent, such as chemical methods, physical methods, etc. Among them, chemical reduction has been used in this paper for its simplicity and potential for industrial production, and the recovered Cu nanoparticles (CuNPs) were innovatively used as a lubricant additive to prolong the lifetime of lubrication equipment and enhance energy conservation via emission reduction. In this paper, the relationships of the remaining Cu2+ concentration ([Cu2+]) with NaBH4/CuSO4 mole ratio, reaction time and reaction temperature were discussed separately. Then, L9(33) orthogonal experiment was carried out to determine optimal reaction conditions. Finally, the tribological behaviours [e.g. friction coefficients (FCs) and wear scar diameter (WSD)] of base oil samples with and without addition of the recovered CuNPs were investigated. Results indicate that the optimal reaction conditions were as follows: NaBH4/CuSO4 (4∶6) react at 30°C for 25 min, under which [Cu2+] was minimised to 0·2 mg L−1 with a mean particle size of 33 nm. The FC and WSD of oil with 0·3 wt-%CuNPs were decreased by 33·4 and 19% respectively compared with the base oil. This compound oil was much more suitable for moderate load and high load than for low load. This paper provides a new idea on dealing with the copper electroplating effluent.
Keywords
Introduction
Electrical current is used in electroplating to prevent the dissolved metal cations to form a coherent metal layer on the electrode. Metals, including copper, nickel, tin, chromium, silver and gold, can be plated.1,2 However, electroplating production becomes environmentally harmful, as this industrial process generates a large amount of electroplating effluents.3,4 For instance, nearly 400 million tons of effluents containing heavy metals are produced in China every year. With regard to copper electroplating, the electroplating solution cannot satisfy the use requirement after long time use and then become effluents. Consequently, a large amount of Cu2+ would be left in the wastewater, which can pollute the environment severely, and it is also another type of waste on copper resources. Therefore, regarding the severe shortage of natural resources, it is practically significant to utilise copper electroplating effluent.5–7
For this reason, many efforts have been made to find effective methods to treat Cu electroplating effluent, including chemical reduction, 8 electrolytic method, 9 biological method, 10 adsorption method 11 and so on.3,12–14 However, some of these methods possess certain problems, such as high concentration of heavy metal ions in generated sludge, secondary pollution or low added value of Cu2+ utilisation. Among them, chemical reduction becomes increasingly popular because of its simplicity, no requirement for expensive equipment and potential for large scale industrial production.
Copper is one type of soft metal with low shear strength, so the formation of metallic or tribosintered film and the nanobearing effect on worn surfaces of Cu nanoparticles (CuNPs) can display excellent tribological behaviours, such as improving extreme pressure, prolonging lifetime of equipments and saving energy. 15
In this paper, CuNPs of 33 nm were recovered from the electroplating effluent by chemical reduction. The relationships between the remaining Cu2+ concentration ([Cu2+]) and the three technical parameters, including n(NaBH4)/n(CuSO4), reaction temperature and reaction time, were investigated separately. The optimal technical parameters were determined by L9(33) orthogonal experiment. The tribological behaviours under varying CuNP concentrations or loads were investigated. The microstructure, crystal structure and surface morphology of CuNPs and the element contents on the worn surface were characterised.
Experimental
Raw materials
Copper sulphate electroplating effluent (Pingdu Electroplating Industrial Park, Shandong Province, China) at pH 1 and with 2·63 g L−1 Cu2+ was used as raw material. NaBH4 was used as reducing agent. Alkylphenol ethoxylates were used as protective agents for small particle size and narrow size distribution. Benzotriazole (BTA) was used to enhance the antioxidant ability of CuNPs. Base oil was the type 500SN (Sinopec, China).
Experimental procedures
Recovery of CuNPs
CuSO4 in electroplating effluents can react with NaBH4 and form pure Cu particles as follows

At first, 40 mL electroplating effluent was added with ammonia water for a pH value of 12 (named solution A). NaBH4 was added into the NaOH solution to be solution B with n(NaBH4)/n(NaOH) of 1∶8. Then, solution A was gradually added into solution B with 4 mL alkylphenol ethoxylates at reaction temperature. After that, the mixed solution was centrifuged and washed several times. The resulting product was treated in BTA solution at 50°C for 30 min and dried at 60°C for 2 h to form CuNPs.
Addition of CuNPs
Generally, CuNPs cannot disperse equably in high viscosity base oil at room temperature, so they should be dispersed in octane first and then added into base oil. Vacuum distillation under stirring was used to separate octane.
Tribological behaviour
Samples with and without CuNPs were tested in a four-ball friction/wear tester (China National Test Standard no. SH/T0762-2005) in atmosphere for 30 min. Friction coefficient (FC) was autorecorded on a computer attached to a tester, and wear scar diameter (WSD) was observed by an optical microscope. The morphology and element content of the worn surface were tested by a JSM-6160LV scanning electron microscope (Japan Electron Optics Laboratory).
Results and discussion
Recovery of CuNPs
Figure 1 shows that the n(NaBH4)/n(CuSO4) ratio affects [Cu2+] greatly under 30°C within 30 min. As the ratio increases, the [Cu2+] decreases, and the recovery rate increases. When the ratio reaches 4∶6, the recovery rate is maximised to 99·2%, and the [Cu2+] equals 4·2 mg L−1.
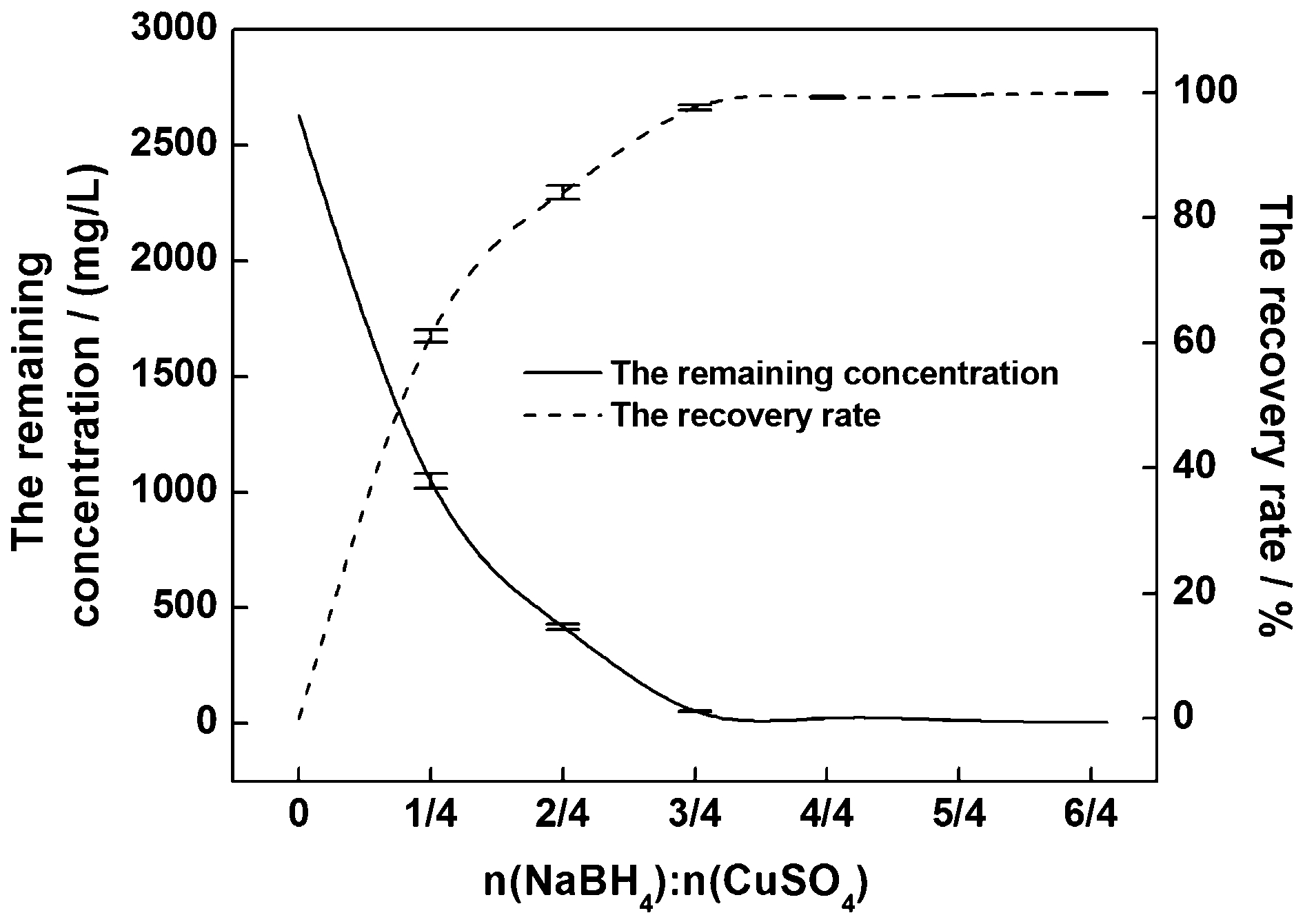
Effect of NaBH4/CuSO4 mole ratio on remaining concentration and recovery rate of Cu2+
According to equation (1), the n(NaBH4)/n(CuSO4) ratio is 4∶1 theoretically after complete reaction. However, when this ratio reaches 4∶4, the whole reaction barely completes because of the first two steps. The first step is the reduction in Cu2+



Part of
 reacts with H+, but not all of the
reacts with H+, but not all of the
 is involved in this reduction reaction, so excessive NaBH4 is needed.
is involved in this reduction reaction, so excessive NaBH4 is needed.
Figure 2 shows that [Cu2+] first decreases and then increases with the extension of reaction time under 30°C and 4∶5 n(NaBH4)/n(CuSO4) ratio, and [Cu2+] is minimised to 3·53 mg L−1 at 30 min. After 40 min, the solution is clear blue, indicating that [Cu2+] is increased.
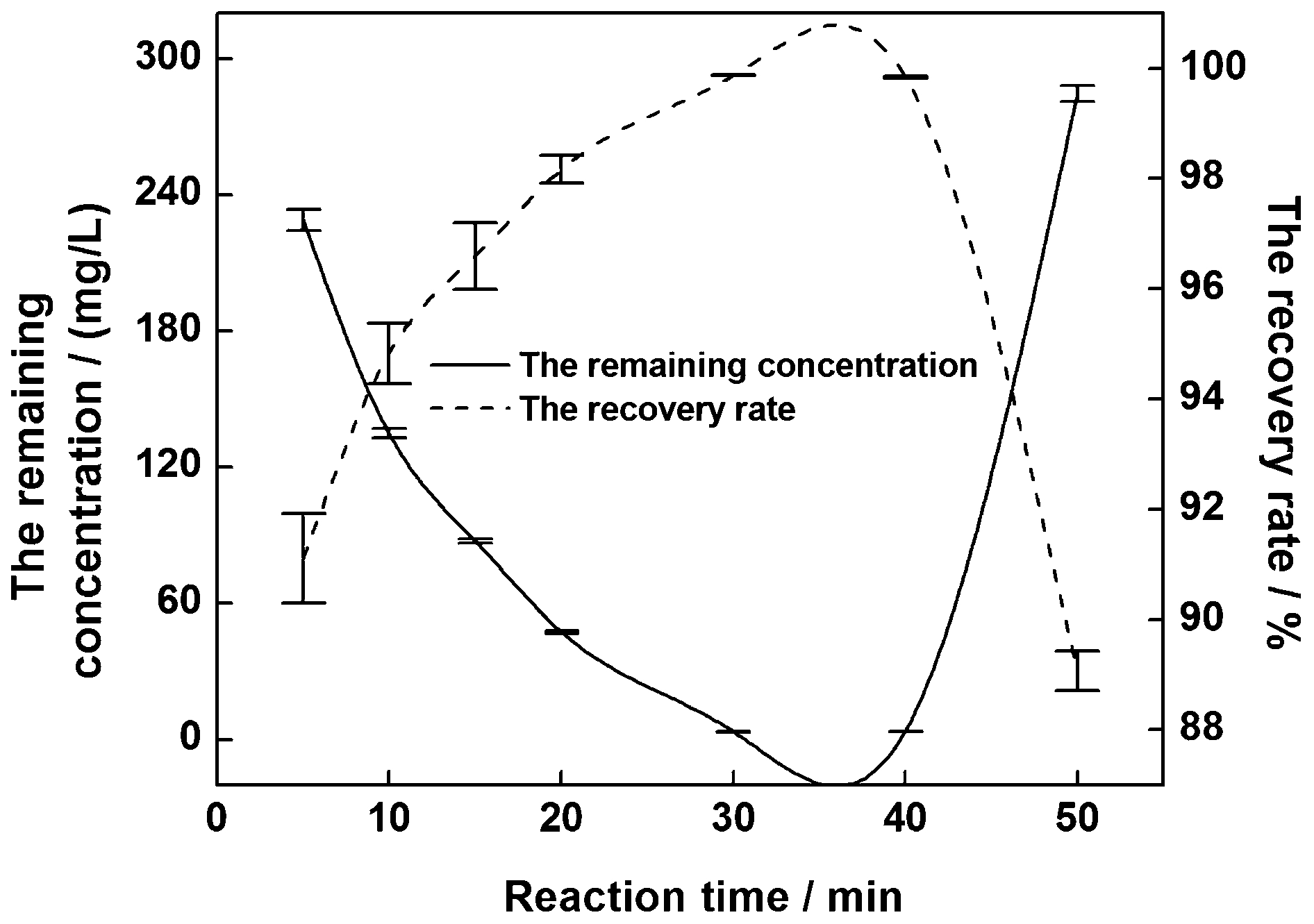
Effect of reaction time on remaining concentration and recovery rate of Cu2+
At the beginning, the formation rate of CuNPs is higher than the dissolution rate because of the enough NaBH4, so CuNPs are formed quickly. As the reaction proceeds, the NaBH4 concentration decreases, and NH3.H2O is released constantly. The dissolution rate is higher than the formation rate at this time, so the newly formed CuNPs are released into the solution as Cu2+; therefore, CuNPs disappear at macroscopic scale. Consequently, the optimal reaction time is between 20 and 40 min.
Figure 3 shows that as the reaction temperature increases, [Cu2+] first decreases and then increases under 30 min reaction time and 4∶5 n(NaBH4)/n(CuSO4) ratio, and is minimised to 8·0 mg L−1 at 30°C. With further rise after 30°C, [Cu2+] increases gradually. This is because of the complex composition of the electroplating effluent, and the main reaction is accompanied with some secondary reactions. When the temperature exceeds 30°C, those secondary reactions are gradually accelerated and then inhibit the main reaction, so [Cu2+] increases. Consequently, the reaction temperature should be controlled <40°C.
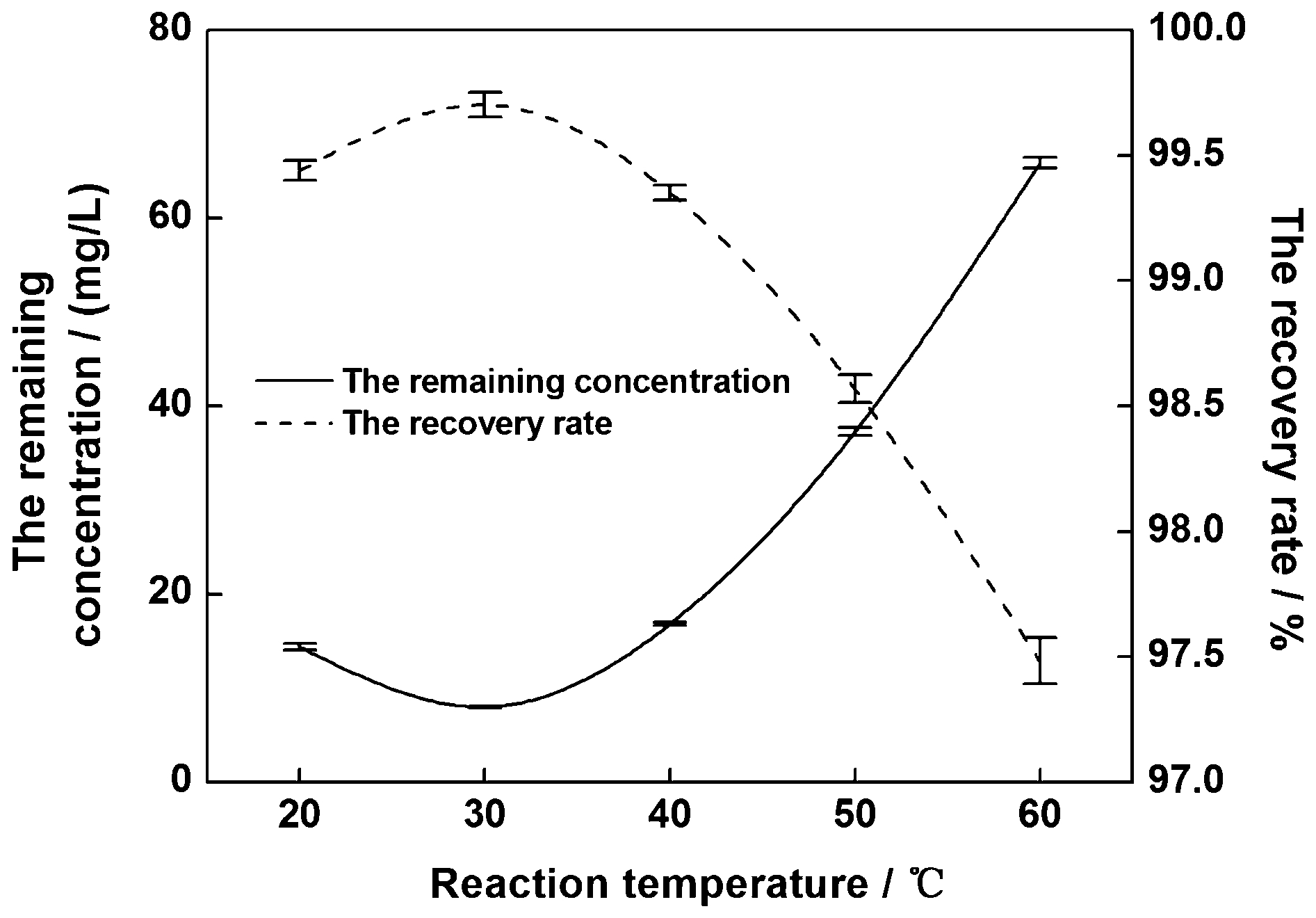
Effect of reaction temperature on remaining concentration and recovery rate of Cu2+
Based on the above experiments, an L9(33) orthogonal experiment was carried out to determine the optimal technical parameters. The results are listed in Table 1. Based on single factor experiment results, the n(NaBH4)/n(CuSO4) ratios were set to be 4∶4, 4∶5 and 4∶6; the reaction temperatures were set to be 20, 30 and 40°C; and the reaction times were set to be 25, 30 and 35 min.
Technical parameter data and results of L9(33) orthogonal experiment
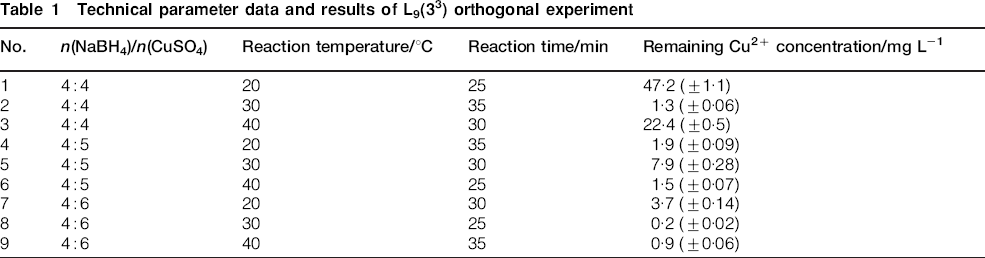
Table 2 lists the range analysis of the L9(33) orthogonal experiment. The results show that the n(NaBH4)/n(CuSO4) ratio affects [Cu2+] severely, followed by reaction time and reaction temperature. The optimal technical parameters are the ratio of 4∶6, the reaction temperature of 30°C and the reaction time of 25 min, under which [Cu2+] can be minimised to 0·2 mg L−1 and is lower than that in Standards for Drinking Water Quality (1 mg L−1, China National Standard no. GB5749-2006).
Range analysis of L9(33) orthogonal experiment
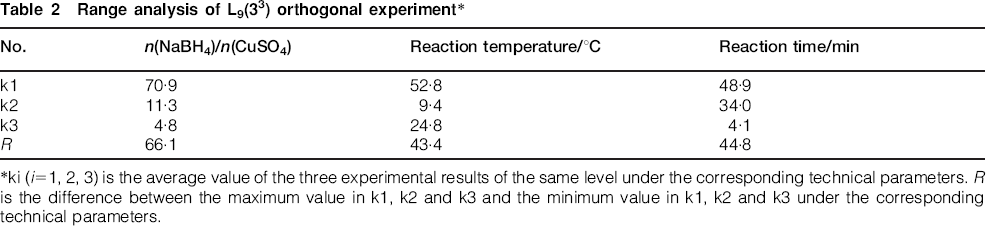
ki (i = 1, 2, 3) is the average value of the three experimental results of the same level under the corresponding technical parameters. R is the difference between the maximum value in k1, k2 and k3 and the minimum value in k1, k2 and k3 under the corresponding technical parameters.
Characterisation of recovered CuNPs
Figure 4a shows the transmission electron microscopy (TEM) image of the CuNPs under the optimal technical parameters. The particles are mostly spherical with slight agglomeration because of the surface tension and electrostatic force between particles. Figure 4b shows a narrow size distribution of CuNPs in Fig. 4a. The particle size mainly ranges from 20 to 50 nm with an average diameter of 33 nm.
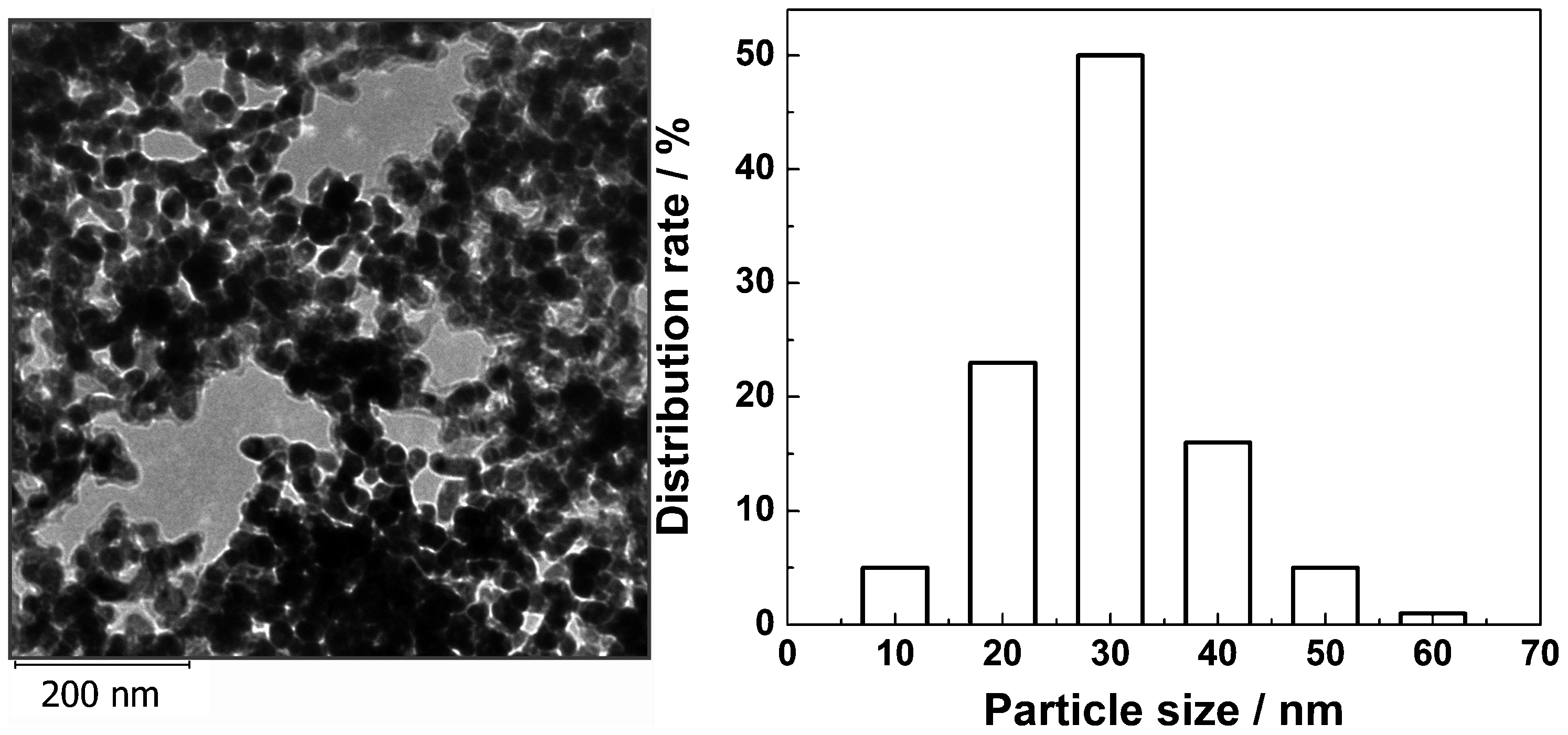
a image (TEM) and b size distribution of CuNPs
Figure 5 shows the X-ray diffraction pattern of CuNPs. Three crystal faces (111), (200) and (220) are all exactly consistent with the bulk Cu diffraction data in the Joint Committee on Powder Diffraction Standards card no. 4-836. The unit cell parameter is 0·3621 nm, which is a little expansive than that in standard cards (0·3615 nm). Some other diffractions were identified as the oxide of Cu, which indicates that Cu could be partially oxidised during the fabrication process.
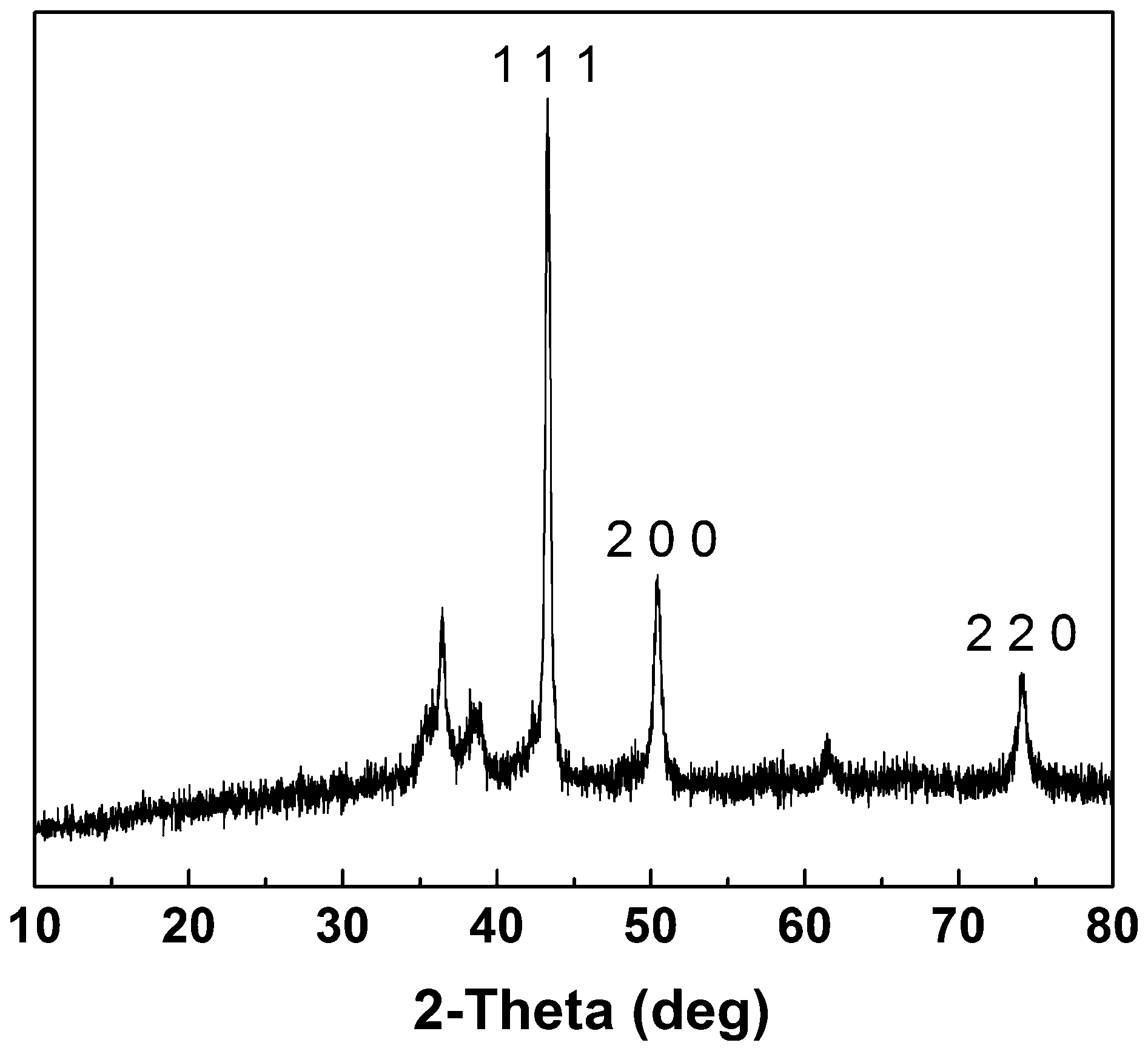
X-ray diffraction pattern of CuNPs
Antioxidant treatment of recovered CuNPs
Figure 6 shows the X-ray diffraction patterns of the CuNPs with (sample a) and without (sample b) antioxidation treatment by BTA. The characteristic peaks of CuO are not seen in sample a, and the diffraction intensity of Cu2O is reduced greatly, indicating that BTA can effectively prevent CuNPs from oxidisation. However, some other reaction happens during the experiment

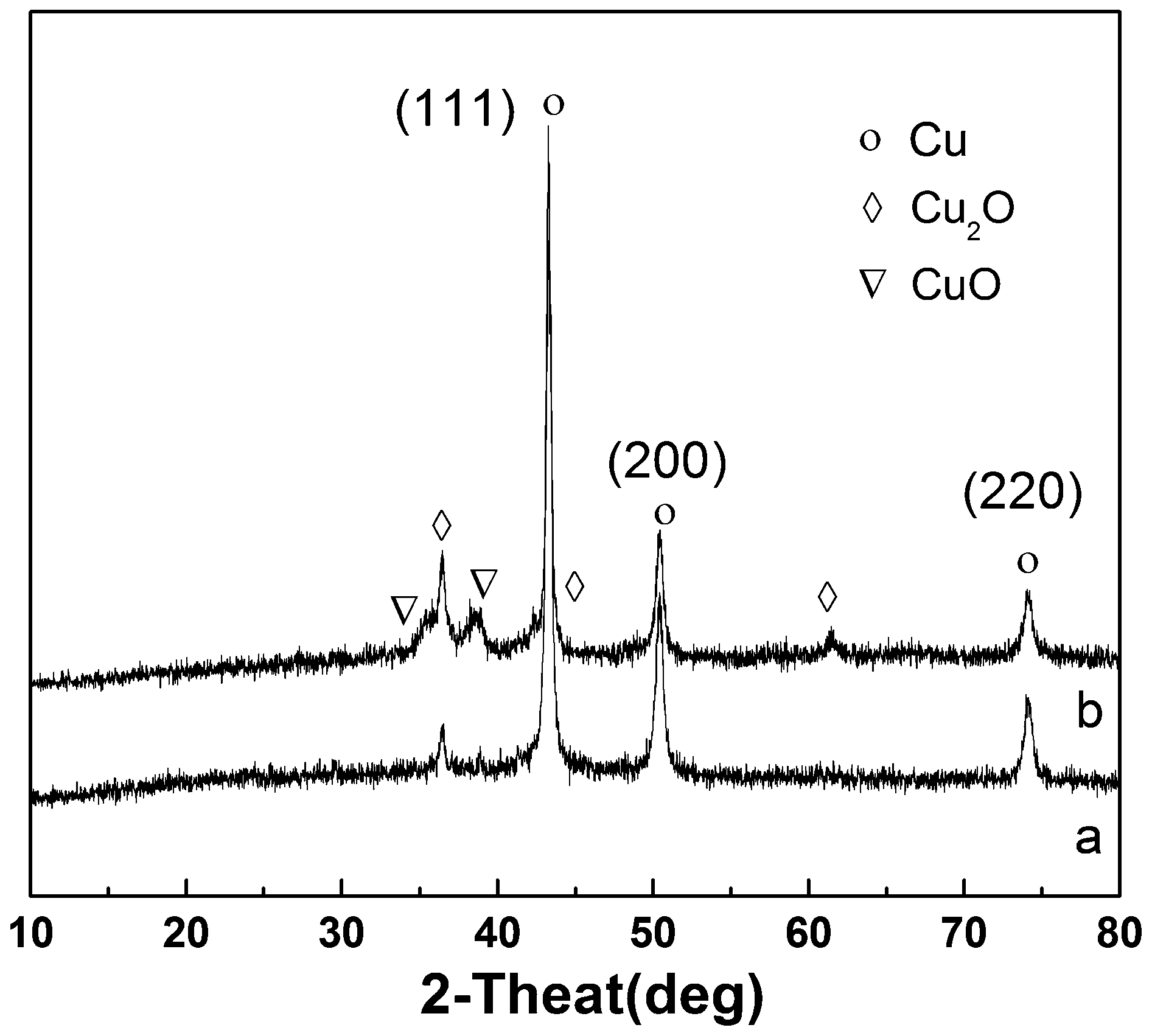
X-ray diffraction patterns of CuNPs after antioxidant treatment
Tribological behaviour of recovered CuNPs
Figure 7 shows that the addition of CuNPs can effectively reduce FC. As the amount of CuNPs increases, FC firstly decreases and then increases. The antifriction performance is optimised when the concentration is 0·3 wt-% with an FC of 0·0660, which is reduced by 33·4% compared with the base oil. However, when the concentration exceeds 0·3 wt-%, the viscosity increases, and numerous CuNPs agglomerate to be larger ones because the friction generated energy would aggravate the friction. Therefore, FC increases, but not very largely.
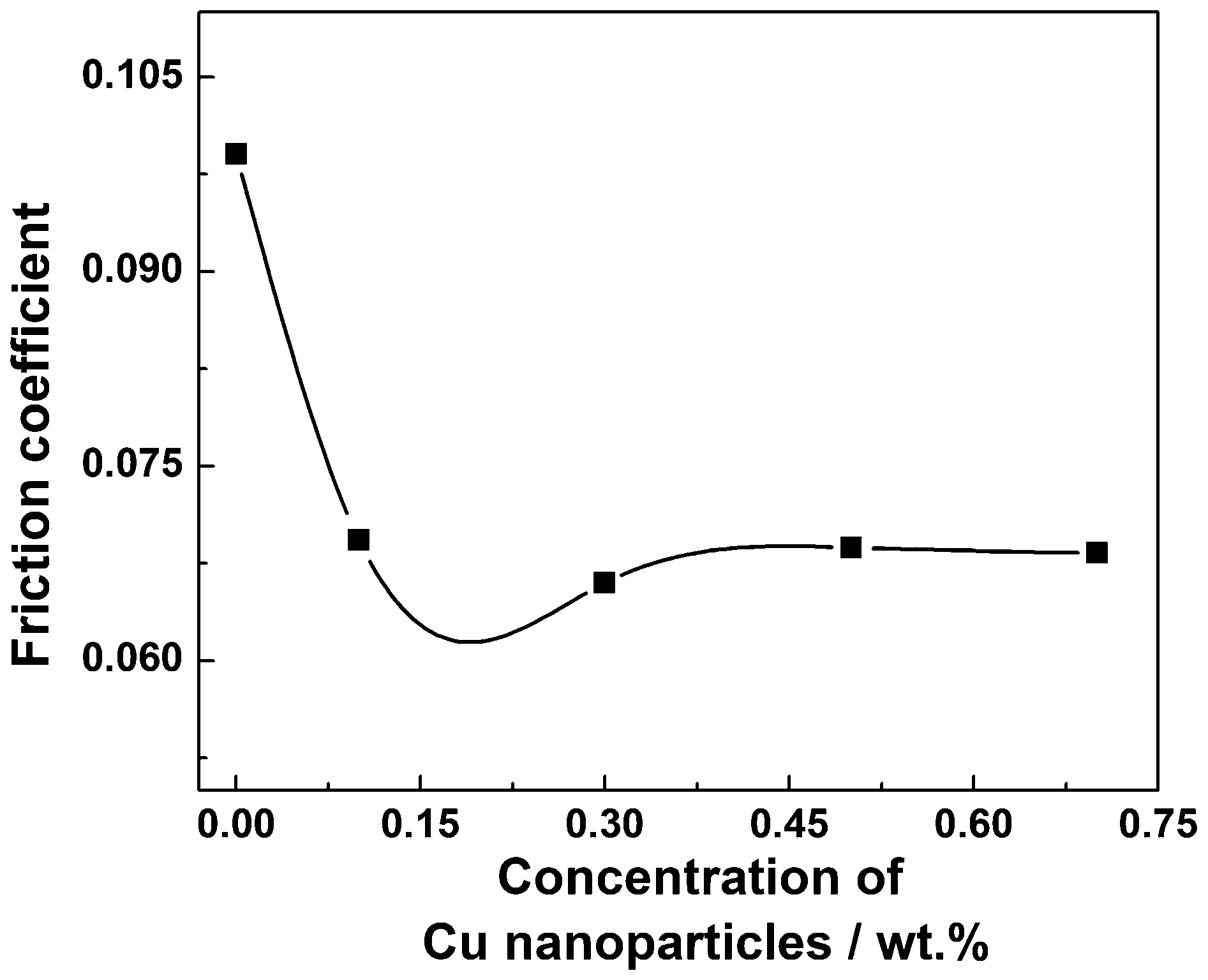
Effect of concentration of CuNPs on FC under 392 N
Figure 8 shows that CuNPs can greatly reduce WSD. As the CuNP concentration increases, WSD first decreases and then increases. When the concentration is 0·3 wt-%, the antiwear properties are optimised, and WSD is 0·34 mm, which is reduced 19% compared with base oil. When the concentration is >0·3 wt-%, a growing number of CuNPs agglomerate to be big particles, which would affect the formation of the CuNP film on the worn surface and the repair process, so WSD increases.
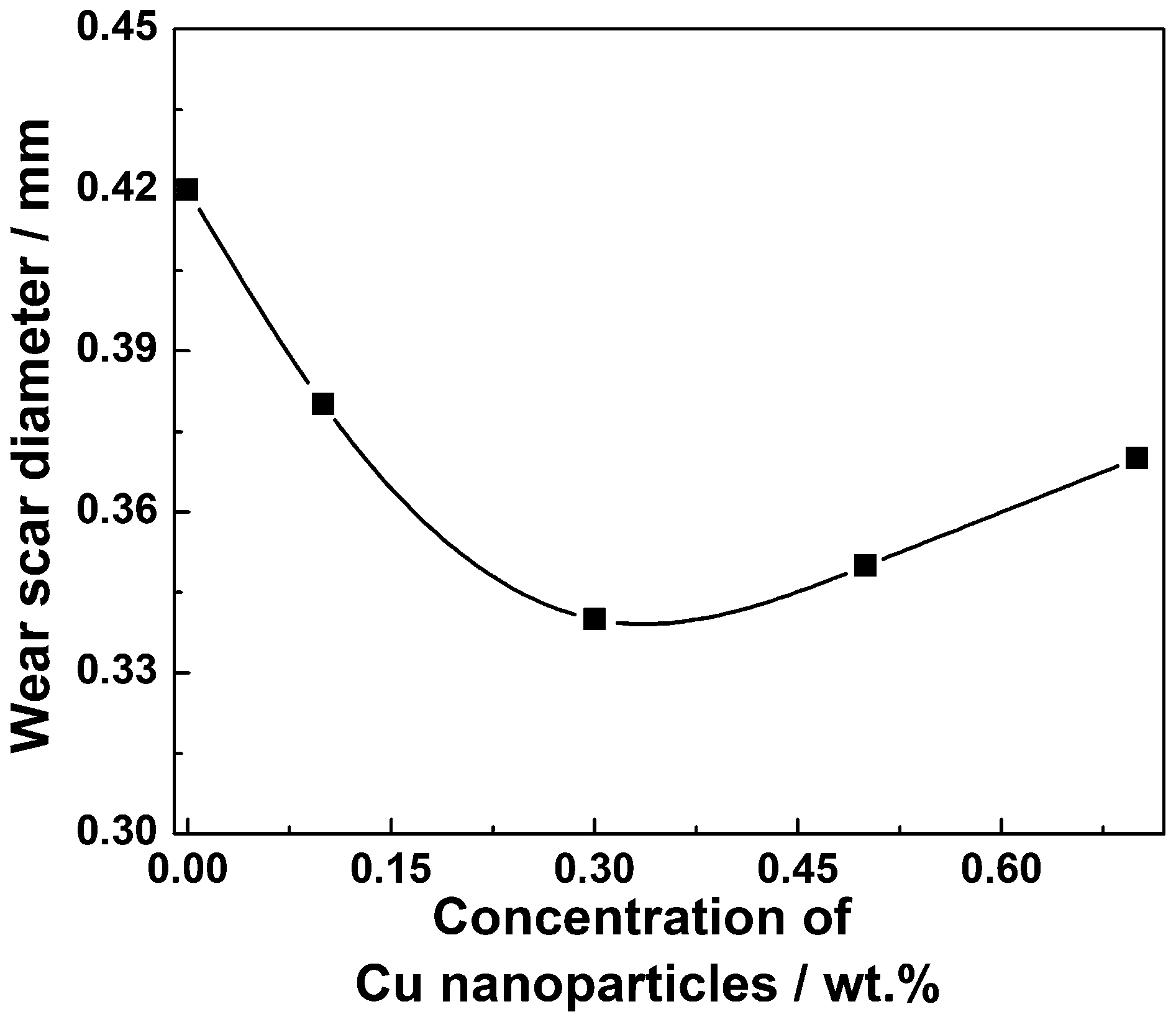
Effect of concentration of CuNPs on WSD under 392 N
Figure 9 shows the FCs of samples under different loads. The FC of the base oil increases with elevated load. However, the FC of the base oil with CuNPs first increases and then decreases and is minimised when the load reaches 392 N, followed by a slight increase with little change. Figure 9 also indicates that the difference between two FCs under the same load is increasingly larger as the load increases. The differences are 3·2, 5·6, 21·2, 33·4 and 37·3% when the loads are 147, 196, 294, 392 and 490 N respectively, indicating that the antifriction ability of compound oil goes up greatly with increasing load.
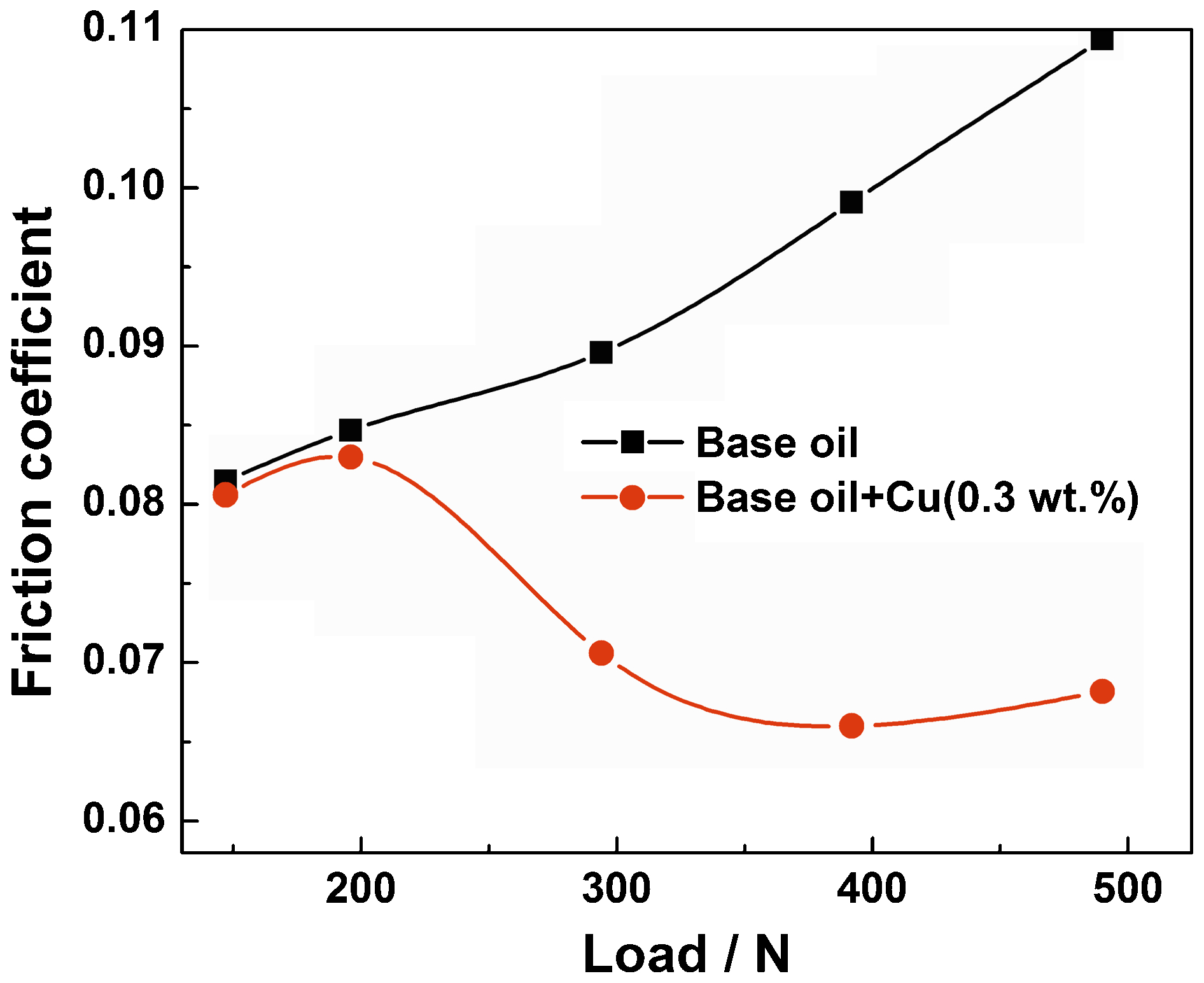
Effects of load on FC of base oil with and without 0·3 wt-%CuNPs
Because the wear degree of worn surface is aggravated with increasing load and the worn scraps will affect the friction performance, FC increases gradually with increasing load. The CuNPs would form a Cu deposition layer with lower hardness and shear strength on the friction surface, so FC decreases. CuNPs would deposit onto the friction surface by friction behaviour, and the deposited amount increases as the load is improved. Under high temperature and high pressure, the deposited CuNPs would be melted to be a compact layer. In other words, a higher load will result in a better antifriction behaviour.
Figure 10 shows that with increasing load, the WSDs of both curves increase, but the difference between the two curves is intensified. The WSD of the base oil with CuNPs decreases by 1·1, 2·3, 13·1, 19 and 28% compared to the base oil, indicating that the antiwear behaviour is enhanced gradually.
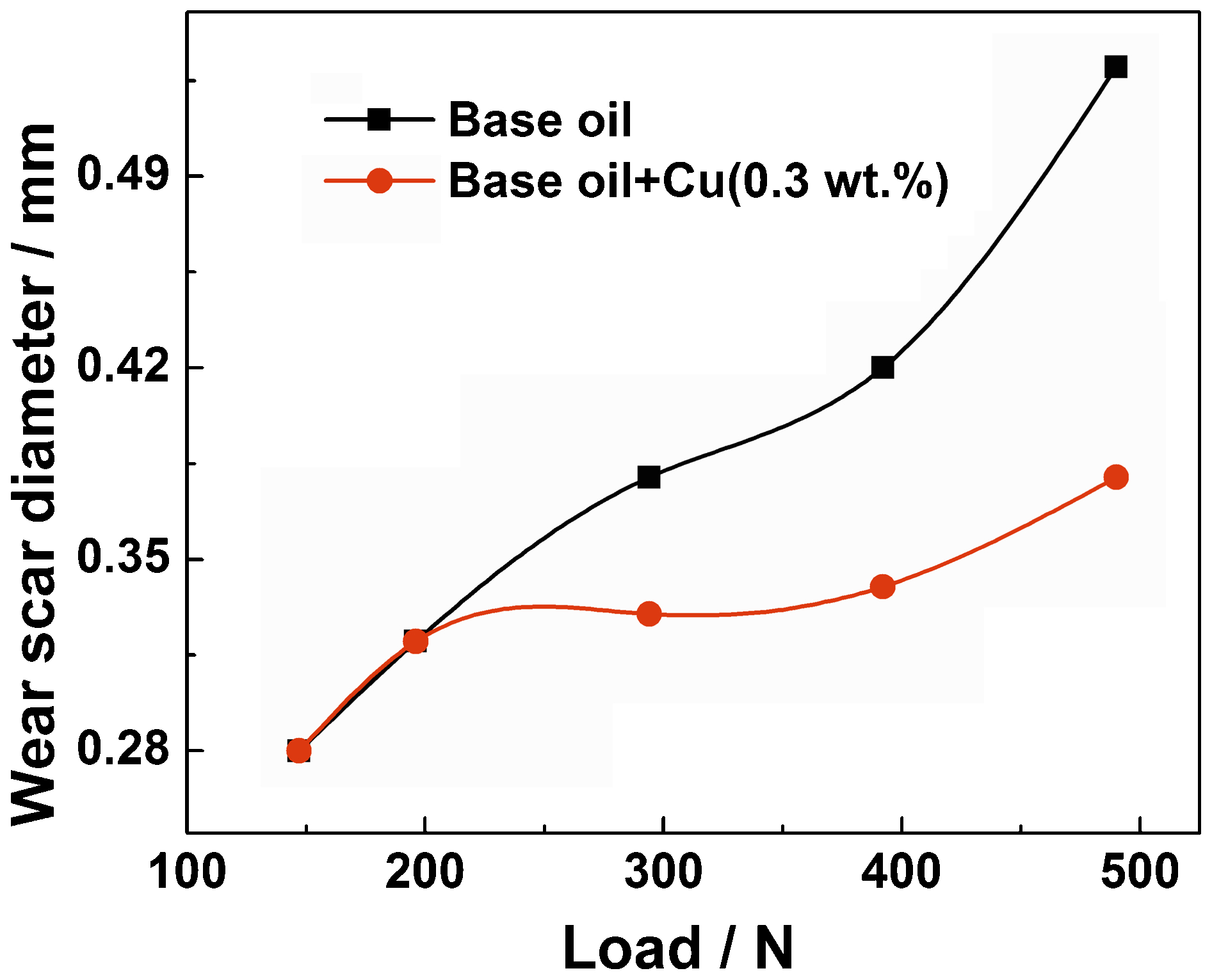
Effects of load on WSD of base oil with and without 0·3 wt-%CuNPs
The lubricating oil exhibits the type of mixed lubrication or fluid lubrication under low load, and the existing CuNPs would harm the formation of oil film. Moreover, the amount of deposited CuNPs is small with erosion wear effect on the worn surface in operation. Therefore, the WSDs of samples with and without CuNPs under low loads are not significantly different. When the load is improved, the oil film between friction pairs is thinned, and the probability of contact between microbulges increases, which would aggravate the wear process, so WSD increases greatly. However, besides oil film, there are some Cu deposited layers on the worn surface, so the hardish microbulges on the metal surface could be enmeshed into the softer Cu deposited layers. When the wear behaviour occurs, the hardish microbulges plow a ditch on the softer Cu surface, so the addition of CuNPs could weaken the wear degree. Moreover, as the load increases, the amount of Cu deposition increases, and the Cu deposited layers become more complete, which can greatly reduce the wear degree. Therefore, the compound oil is more suitable under moderate load and high load than under low load.
Tribological mechanism
Figure 11 shows the morphology of the worn surface tested with base oil (Fig. 11a) and base oil added with 0·3 wt-%CuNPs (Fig. 11b). The worn surface of base oil is unsmooth with some deep furrows, whereas that of compound oil is smooth with little holes.
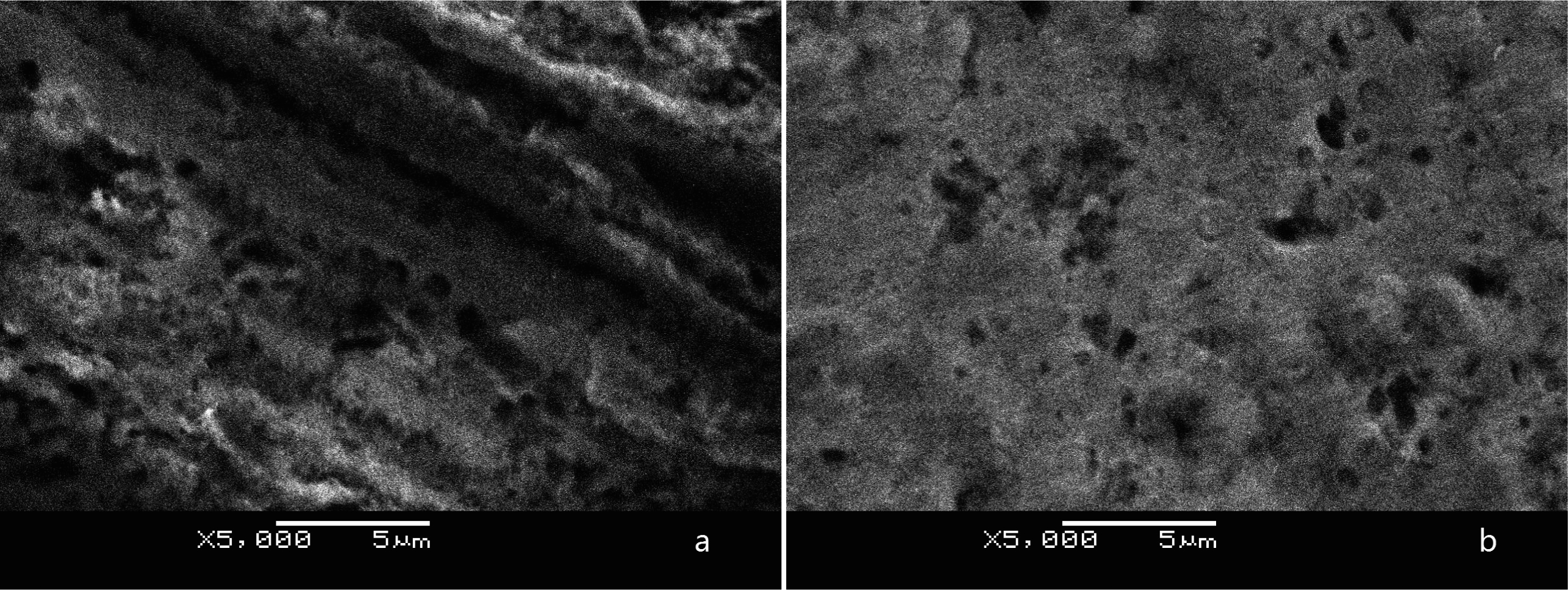
Images (SEM) of worn surface tested with a base oil and b base oil with 0·3 wt-%CuNPs
Figure 12 shows the copper element distribution on the worn surface tested with of base oil added with 0·3 wt-%CuNPs in Fig. 11b. Apparently, copper is well distributed on the worn surface, indicating a uniform Cu deposited layer on the worn surface.
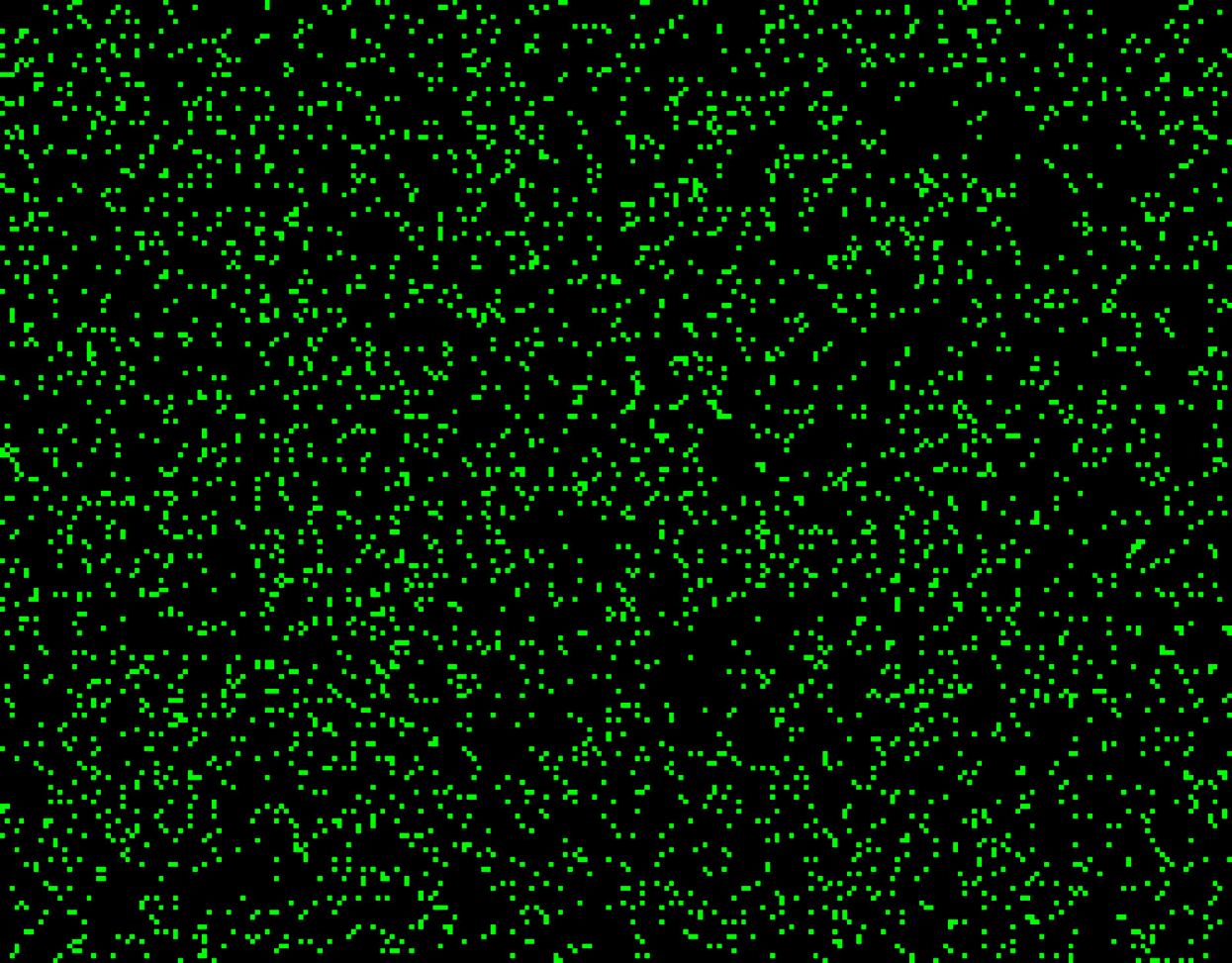
Cu element distribution on worn surface tested with base oil with 0·3 wt-%CuNPs
Figure 13 shows the morphology of the worn surface tested with oil added with 0·3 wt-%CuNPs under 147, 196, 294, 392 and 490 N separately. The furrow on the worn surface of base oil under 147 N (Fig. 11a) is thicker and coarser than all the five worn surfaces in Fig. 13. Under 147 N, there were many long fine furrows on the worn surface. When the load increases to 196 N, the furrows become thicker, and a number of holes appear on the surface and are mainly distributed continuously on the bottom of the groove. However, when the load increases to 294 N, both hole count and hole size are smaller than those at 196 N and then decrease further when the load is 392 N. When the load increases to 490 N, the furrows with little holes appear. During the friction process, CuNPs would fill the grooves first because of its small particle size. The CuNPs dispersed in the base oil can obtain enough energy from the friction generated heat to deposit and weld on the worn surface. Because of the high energy of the salient area and the low energy of the grooves, a part of CuNPs deposit on the salient area, with numerous holes on the grooves. Moreover, as the load increases, more heat energy is generated, and a growing number of CuNPs obtain energy and then deposit on the salient area of the wear scar surface. Therefore, as the load increases, the Cu deposited layer is increasingly thicker. However, when the load reaches 490 N, the Cu deposited layer cannot afford this load, and the FC increases with furrows.
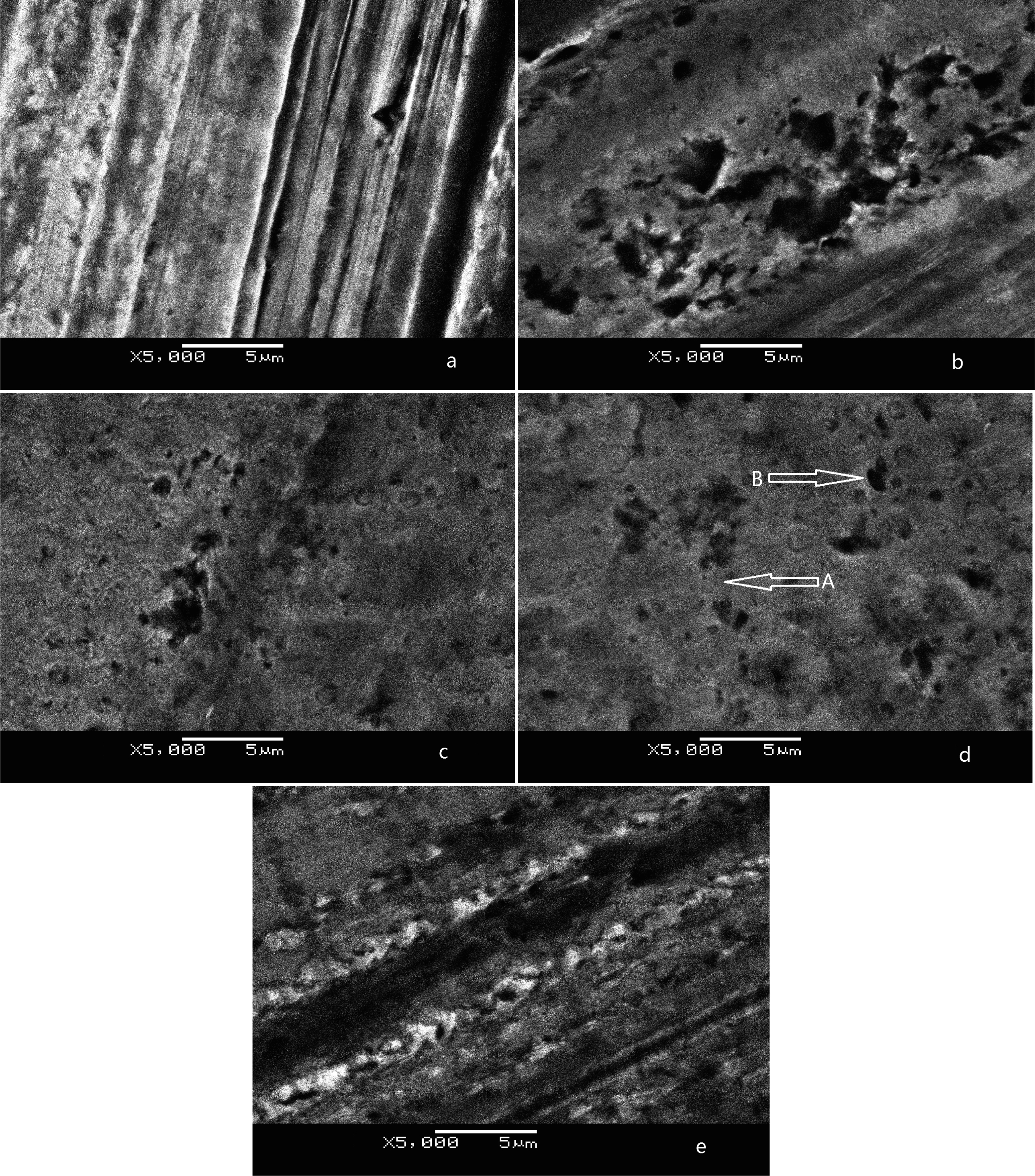
Images (SEM) of worn surfaces tested with oil with 0·3 wt-%CuNPs under different loads: a 147 N; b 196 N; c 294 N; d 392 N; e 490 N
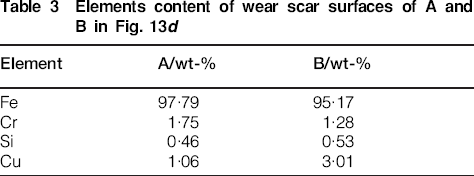
Figure 14 shows the energy dispersive X-ray analysis spectra of sections A and B in Fig. 13d, and Table 3 shows the element contents of sections A and B. Apparently, the Cu element content reaches 3·01 wt-% on the worn surface, indicating that the Cu deposited layer does exist, and the content of the characteristic element Cu on section B is higher than that on section A. Therefore, the CuNPs show a higher filling ability than deposition.
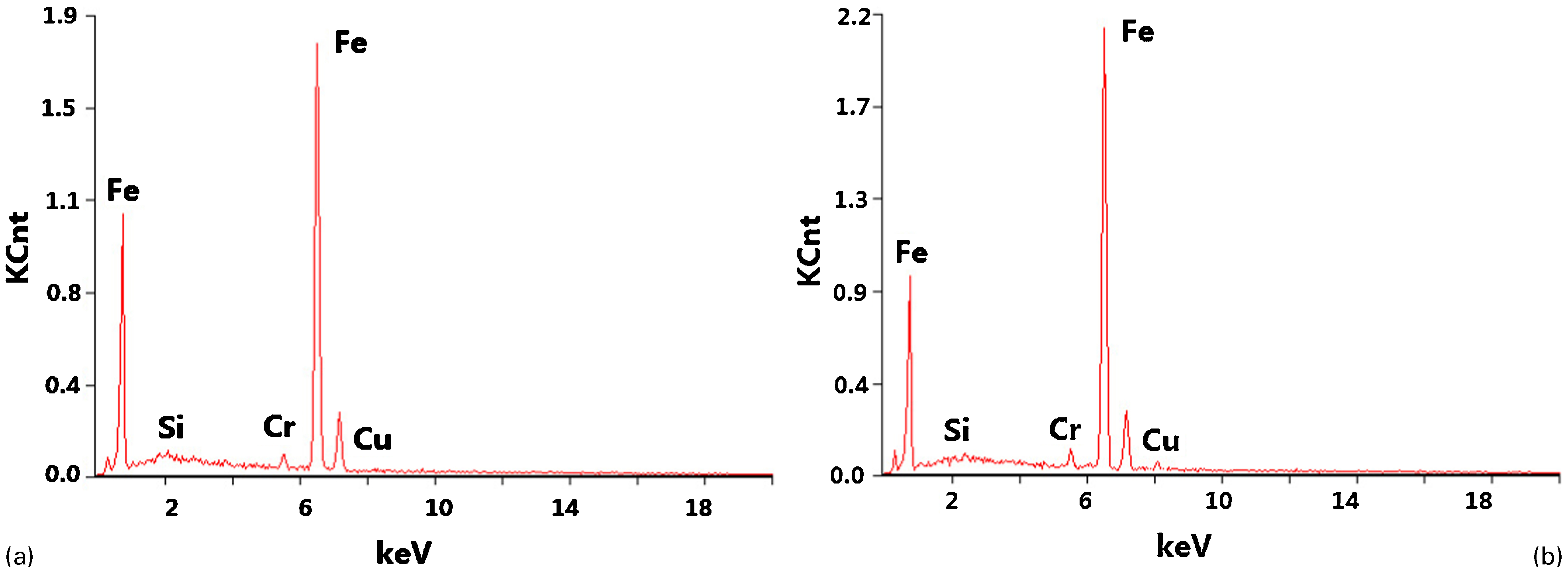
Energy dispersive X-ray analysis spectrum of A and B in Fig. 13d
Elements content of wear scar surfaces of A and B in Fig. 13d
Simultaneously, the melt point of copper CuNPs is different under different applied loads. According to the following equation
17

Therefore, the antifriction and antiwear mechanisms of CuNPs are as follows. During the friction process, the CuNPs will fill the salient area first. When the load increases to a certain degree, the energy generated by friction allows the CuNPs to deposit and weld on the salient area, forming a self-repair layer. Because of the lower hardness and shear strength of the Cu self-repair layer, the friction force and thus the FC decrease, indicating an antiwear ability of CuNPs. Thus, when the harder microbulges sink into the softer Cu self-repair layer, the hardish microbulges plow a ditch on the softer Cu metal surface, which shows an anticorrosion performance.
Conclusion
The results of L9(33) orthogonal experiment show that the n(NaBH4)/n(CuSO4) ratio affects [Cu2+] most severely, followed by reaction time and reaction temperature. The optimal technical parameters are ratio of 4∶6, reaction temperature of 30°C and reaction time of 25 min, under which [Cu2+] is minimised to 0·2 mg L−1. The CuNPs of 33 nm are spherical with slight agglomeration. After treated by BTA, the antioxidant ability is improved greatly.
The CuNPs recovered from electroplating effluent can display high antiwear and antifriction performances as a lubricant additive. When the CuNP concentration reaches 0·3 wt-%, the tribological properties were optimised, and FC and WSD decreased by 33·4 and 19% respectively compared with that of base oil.
According to the results, this compound oil with CuNPs was suitable for moderate load and high load than under low load.
Footnotes
Acknowledgement
The authors are grateful to The Graduate Science and Technology Innovation Foundation of Jiangsu (grant no. CXLX12_0429), a project funded by the Priority Academic Program Development of Jiangsu Higher Education Institutions.