
Abstract
Mineral oil formulations with zinc dialkyl dithiophosphate (ZDDP) and dispersant (poly isobutylene succinimide ashless dispersant or ‘PIBSA’) and fully formulated oils with and without carbon black were subjected to thermal and mechanical treatment and tribologically tested on TE 77 (high frequency reciprocating rig or ‘HFRR’) machine to examine the frictional performance during the test. These results were compared to oils without carbon black and oils with diesel soot. Results indicate that oils with just ZDDP and dispersant had the highest friction that remains constant for the duration of the test while oils with carbon black in the milled and oxidised condition had the lowest coefficient of friction and the smallest surface roughness in the tribofilm. The mechanism of wear with treated carbon black and diesel soot was found to be polishing wear as evidenced by the scanning probe microscopy images of the tribofilms. Tribofilms were analysed with X-ray absorption near edge structure (XANES) and it was seen that oils without carbon black or even with untreated carbon black had sulphates at the surface, while the oils with carbon black that were treated had a higher proportion of sulphides. A combination of both FeS and ZnS was found in the tribofilms along with short chain phosphates of Zn.
Introduction
The use of carbon black as soot surrogate to understand the soot induced wear mechanism has always been the subject of debate. Several studies have been conducted in an attempt to study the deterioration in antiwear property of lubricating oil due to presence of carbon black and diesel soot.1–39 In addition, effects of particles size, surface area, soot loading, etc. on the antiwear properties of lubricating oil have been well documented.7,8,15–17 Similarity and differences in the structure and chemistries of carbon black and diesel soot have been reported.25–28 However, the effect of structure and chemistry of diesel soot and carbon black as its surrogate on the tribofilm film formation and breakdown is not been well understood.
In the companion study, 40 roles of thermal, mechanical and oxidation treatments on the structure and chemistry of carbon black and its impact on wear properties were evaluated. Four ball wear tester was used to evaluate the antiwear properties of the formulations that were blended with and without carbon black and subjected to thermal, mechanical and oxidation treatments. These treatments were conducted on the formulations blended with carbon black to simulate the structure and composition of the diesel soot. Formulations were subjected to these treatments to force the interaction between decomposition products of lubrication additives and carbon black particles. Wear assessment of the treated carbon black indicated the abrasive wear mechanism as dominant mode of wear. In addition, treatments have successfully incorporated various chemistries of decomposition of lubricant on the carbon black.
In the present study, an attempt has been made to understand the impact of thermal, mechanical and oxidation treatments of the carbon black on the tribofilm formation and its impact on the frictional response in reciprocating lubricated wear using a high frequency reciprocating rig (HFRR) TE 77 Plint friction tester. To study the effect of treatment of carbon black on tribofilm morphology and its role on frictional properties, scanning probe microscopy (SPM) was used. In addition, composition of tribofilm generated by the formulations with treated carbon black or soot was analysed using X-ray absorption near edge structure (XANES).
Experimental procedure
Carbon black treatments
Milling of carbon black
A planetary ball mill was used with inert zirconia balls (6·25–12·5 mm diameter) to impart rubbing and impact loads on to carbon black particles in the appropriate oil environment. Planetary ball milling rotates the milling container with certain speed that imparts centrifugal force to material inside the container. Depending on the rotation speed, material trapped between two milling balls experiences high energy impact as well as friction during rotation. Rotation speed of planetary ball mill was 300 rev min−1 with ball to carbon black ratio of 10∶1. The blend was milled for 24 h without interruption. Once milling is executed, zirconia balls were removed from the blend and the oil with the dispersed carbon black is used for further tribological assessment.
Oxidation treatment
In this study, we aim to create conditions that force the interaction between decomposition products of lubrication additives and carbon black. In order to achieve this, baseline formulation blended with 3 wt-% carbon black was placed in a test tube and subjected to an oxidising environment. The test tubes were placed in a large aluminium block with holes drilled to fit the test tubes with the intent of having a large heat sink to minimise changes in oil temperature. The aluminium block is placed in a furnace held at a constant temperature of 120°C. The test tubes were supplied with constant flow of dry air via silicone tubes, which were immersed in the oil to ensure constant mixing and oxidation of blend. Test tubes were also vented to discharge the gases produced during oxidation. The blend was oxidised at 120°C for 100 h. The blend is then used as test formulation for tribological evaluation.
Test formulations
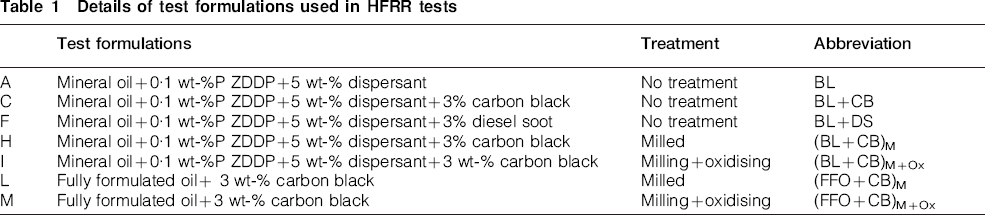
Formulations used for the friction evaluation are shown in Table 1. Formulation A is baseline formulation and is blend of mineral oil, 0·1 wt-%P from zinc dialkyl dithiophosphate (ZDDP) and 5 wt-% dispersant. Formulation F is prepared by blending 3 wt-% extracted diesel soot to baseline formulation A. In order to compare coefficient of friction of diesel soot and carbon black, 3 wt-% carbon black is added to baseline formulation A, here after referred as C. Similarly, formulation BL+CB is also subjected to high energy milling and combination of milling and thermo-oxidative treatment, hereafter referred as formulation H and I respectively. In addition, 3 wt-% carbon black was blended to commercial 10W40 viscosity grade fully formulated oil and subjected to milled and combination of milled and oxidised treatments, hereafter referred as formulation L and M respectively.
Details of test formulations used in HFRR tests
Friction test procedure
A TE 77 Plint HFRR test rig was used to conduct the test using reciprocating cylinder at constant frequency of 50 Hz and stroke amplitude of 11 mm under the constant load of 220 N against the test disc that is submerged in the test formulation. The testing disc is attached to a platform, which is held at constant temperature of 75°C. Both reciprocating cylinder and clamped disc were made from 52100 steel. The cylinder of Φ6×11 mm in size was used. Hardness of cylinder shaped specimen was 60±2 HRC with surface finish of 0·025±0·005 μm Ra. Hardness of disc was 60±2 HRC with surface finish of 0·035 μm<Ra (C.L.A)<0·050 μm. The test configuration yields Hertzian line contact geometry which yield to 0·5 GPa maximum contact pressure. The test was run for 60 min, and during the test, the friction force is measured and the friction coefficient is calculated and recorded as a function of time.
SPM
SPM was used to acquire the image of the wear track derived on the flat specimen used in HFRR. SPM image was acquired in the contact mode using Berkowich diamond tip on a UB1 Hysitron Triboindenter. The images were scanned with tip velocity of 30 μm s−1 and surface was scanned in the middle of the wear track. The surface roughness was analysed using triboview software for an area of 30×30 μm.
Scanning electron microscope (SEM)
Hitachi S-3000 N variable pressure SEM was used to acquire the magnified image of wear tracks. Samples were kept under high vacuum and secondary electron beam was focused on the wear tracks to acquire the image. Wear track image was acquired at ×1000 magnification.
XANES spectroscopy
XANES experiments were carried out at Canadian Light Source, Saskatoon, Canada using the 2·9 GeV storage ring. The phosphorous and sulphur L absorption edge spectra were recorded using the plane grating monochromator beamline, which covers the energy range of 5–250 eV with a photon energy resolution of 0·1 eV. An incoming beam slit of 100×100 μm was used. The Fe L edge spectra were acquitted using the spherical grating monochromator (SGM) beamline, which covers the energy range of 250–2000 eV with a photon energy resolution of 0·1 eV; an entry slit of 100×100 μm was used. Phosphorous and sulphur K absorption edge was recorded using soft X-ray microcharacterisation beamline covering region of 1700–10 000 eV with photon resolution of 0·2 eV and beam spot size of 4×300 μm. XANES spectra were acquired in total electron yield (TEY) mode and fluorescent yield mode. Flat specimen of HFRR test was used to acquire the spectra. X-ray beam was focused on the middle of the wear track.
Results
Friction results of treated carbon black
HFRR tests are ideally suited to examine the friction coefficient of lubricated contacts in reciprocating conditions. This approach has been used in many instances to examine the frictional behaviour of additives in lubricated contacts.29,41–44
Figure 1 illustrates the plots of friction coefficient as a function of time for the formulations detailed in Table 1. In each case, at least two tests were conducted; the representative test was shown for each formulation. The baseline formulations A exhibited the highest coefficient of friction that remained stable for the entirety of the test. Addition of 3 wt-% carbon black and diesel soot to baseline formulation shows decrease in coefficient of friction as demonstrated by coefficient of friction curves C and F. However, coefficient of friction of formulation F remains steady throughout the test, while coefficient of friction of formulation C decreases over the duration of the test. It is important to note that in this case, there is a quick drop in friction at the beginning of the test and remains constant for the duration of the test.
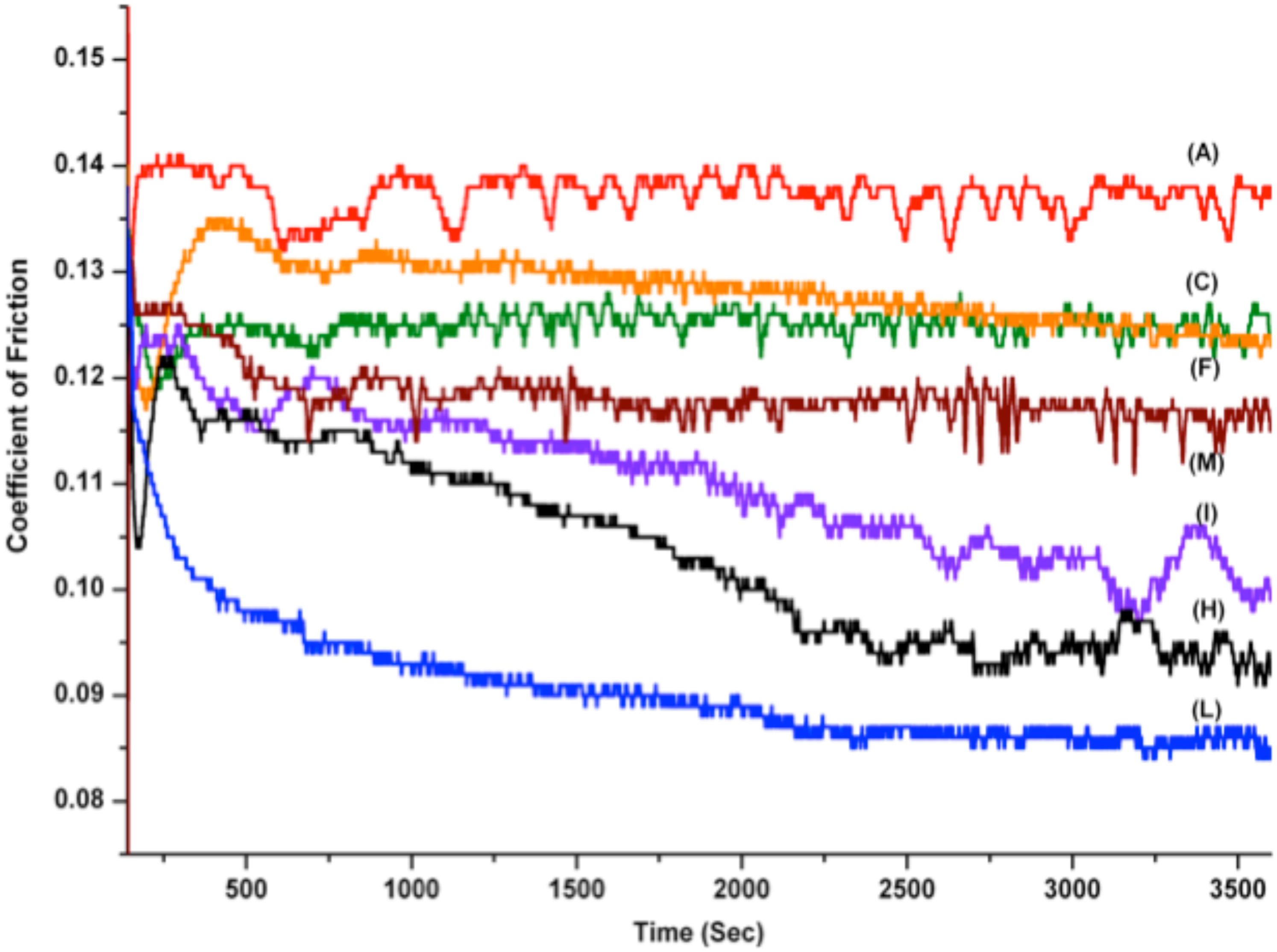
Coefficient of friction as function of time measured for formulations as mentioned in Table 1 collected during HFRR bench test conducted at temperature of 75°C
Moreover, when formulation C is subjected to thermal and oxidative treatment, coefficient of friction drops further as demonstrated by curves H and I. Similarly, when fully formulating oil with carbon black subjected to thermal and oxidative treatments, coefficient of friction decreases compared to formulation with untreated carbon black, as demonstrated by curves L and M. Moreover, treated baseline formulations with carbon black showed higher decrease in coefficient of friction as compared to treated fully formulated oils with carbon black. However, results also indicated that combination of milled and oxidation treatment decreases coefficient of friction more than just milled treatment.
An interesting inverse correlation has been observed between the wear results described in the companion paper and friction results described in the present paper. In the companion study that focused on wear behaviour using a four-ball wear test, the wear scar dimensions increased in ascending order for the above mentioned formulations A to M. However, HFRR test results suggest essentially the opposite in their frictional behaviour. Coefficient of friction was reduced in descending order for the formulations A to M.
Scanning electron microscopy of wear track
Figure 2 shows the secondary electron image of the wear track formed at the end of the test conducted on formulation A. The wear track exhibits a patchy nature with regions that appear bright are regions covered by the tribofilm and the dark regions are valley regions which do not have tribofilms covering them. Within the bright regions, the grey areas correspond to regions of thicker patches of film surrounded by thinner sections. This patchy nature of tribofilm is typical of all the tribological tests and hence, only the wear track from formulation A is shown for reference.
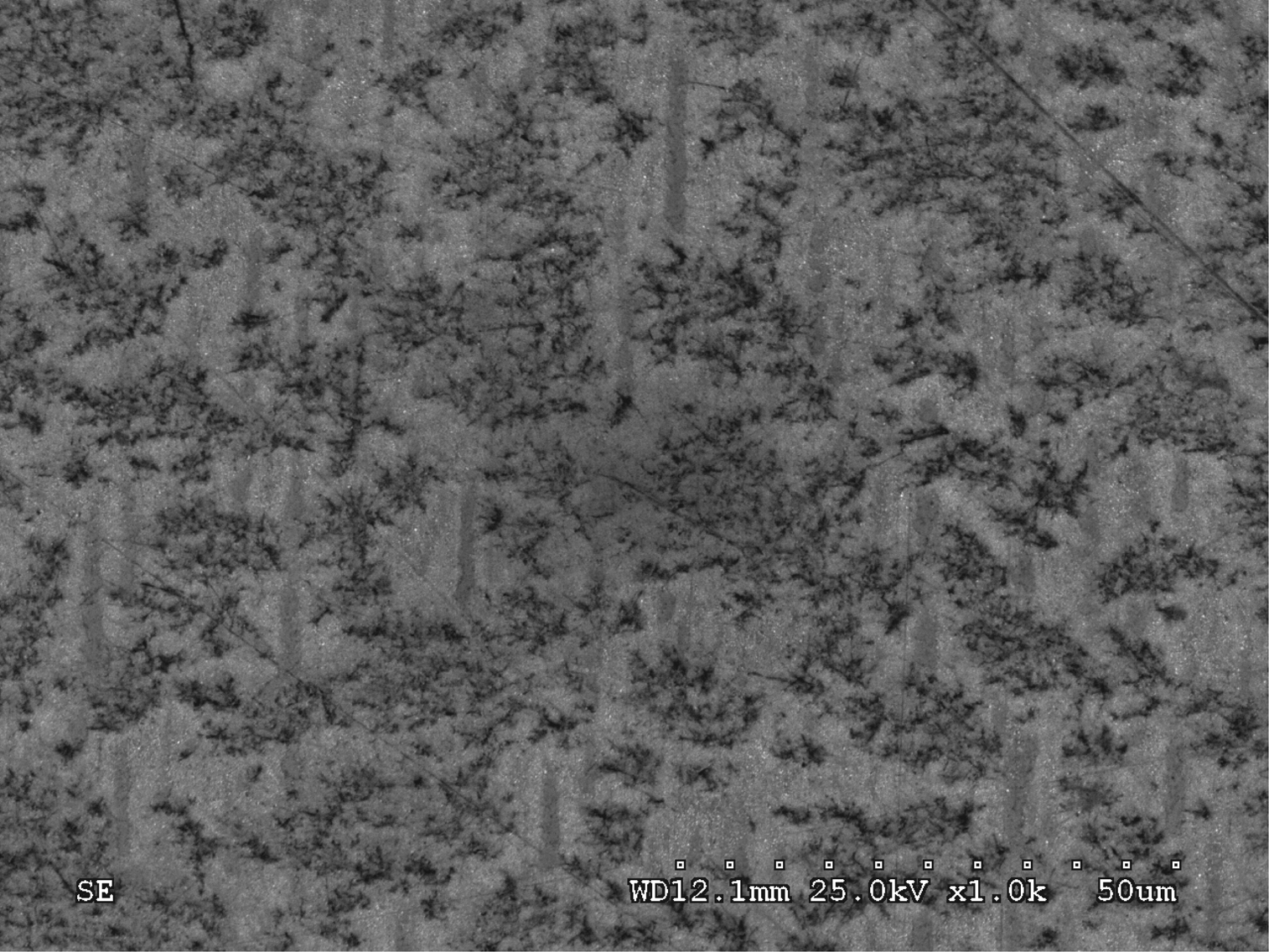
Secondary electron scanning electron micrographs of wear tracks of flat specimens of ‘cylinder on flat’ configuration tested for formulations A
SPM of wear track
SPM in contact mode is a useful method by which surface morphology at the nanoscale can be evaluated. In addition, characteristic features such as the surface roughness of the tribofilms can also be evaluated.
Figure 3 shows two-dimensional and three-dimensional representation of wear track generated by baseline formulations A, C and F using SPM. Patchy nature of tribofilm demonstrated by SEM images is validated by two-dimensional contrast profile of SPM. Darker regions on the SPM image indicate the deeper area tribofilm, while brighter regions indicate the patchy tribofilm. However, three-dimensional representation of tribofilm provides higher spatially resolved surface information of tribofilm, which is otherwise difficult using SEM.

SPM images of wear scar from HFRR tests from a formulation A, b formulation C and formulation F
When comparing the three profiles, it is evident that the baseline formulation A has higher surface roughness compared to baseline formulation with untreated carbon black and diesel soot. The asperities on the tribofilm produced by baseline formulation BL are much larger in dimension than those seen in formulations C and F. Moreover, in both formulations C and F, the difference in peak to valley heights is much smaller than baseline formulation A and in addition, it is evident that the asperity size is much smaller. The presence of carbon black and diesel soot appears to break down the asperities present in the baseline formulation.
Figure 4 includes the SPM images of tribofilm generated by treated baseline oil and fully formulated oil with carbon black, i.e. formulations H, I, L and M respectively. Surface roughness of tribofilm generated by all treated formulations is lower than the surface roughness generated by untreated formulations. In addition, surface roughness of formulations H and I is lower than formulations L and M. It is also important to note that surface roughness reduces in descending order of L, M, I and H.

SPM images of wear scar from HFRR tests from a formulation H, b formulation I, c formulation L and d formulation M
Tribofilm analysis of HFRR test specimen using XANES
In several studies, XANES has been used to examine the chemistry of tribofilms and develop phenomenological models for the chemical structure of tribofilms.45–57 XANES have been used to study the composition of tribofilm derived from the various formulations as mentioned in Table 1 along with model compounds. Details of the XANES technique can be found elsewhere.45–57
Phosphorous L edge
The phosphorous L edge spectra (Fig. 5) are particularly useful to examine the coordination of phosphorous in phosphates that occur in tribofilms. It has been used extensively in the past to examine the chain length of the polyphosphates that form in tribofilms.46,48–50,57–59 Figure 5 shows the phosphorous L edge XANES spectra for the tribofilm generated by formulations mentioned in Table 1, in TEY mode along with the model compounds. The TEY spectra provide details of the chemistry of the tribofilms in the top 10–20 nm of its structure.46,48–50,57–59 The characteristic absorption peaks of P–L edge of spectra of tribofilm are derived from all formulations closely align with zinc phosphate (Zn3(PO4)2), iron phosphate FePO4 and calcium phosphate (Ca3(PO4)2). However, It is not possible to have calcium phosphate (Ca3(PO4)2) in the tribofilm derived from baseline formulations, simply due to the fact that the formulation that was used to derived the tribofilm does not have any calcium containing additives. However, tribofilm spectra L and M are derived from the fully formulation oil are likely to have zinc phosphate (Zn3(PO4)2), iron phosphate FePO4 as well as calcium phosphate (Ca3(PO4)2).
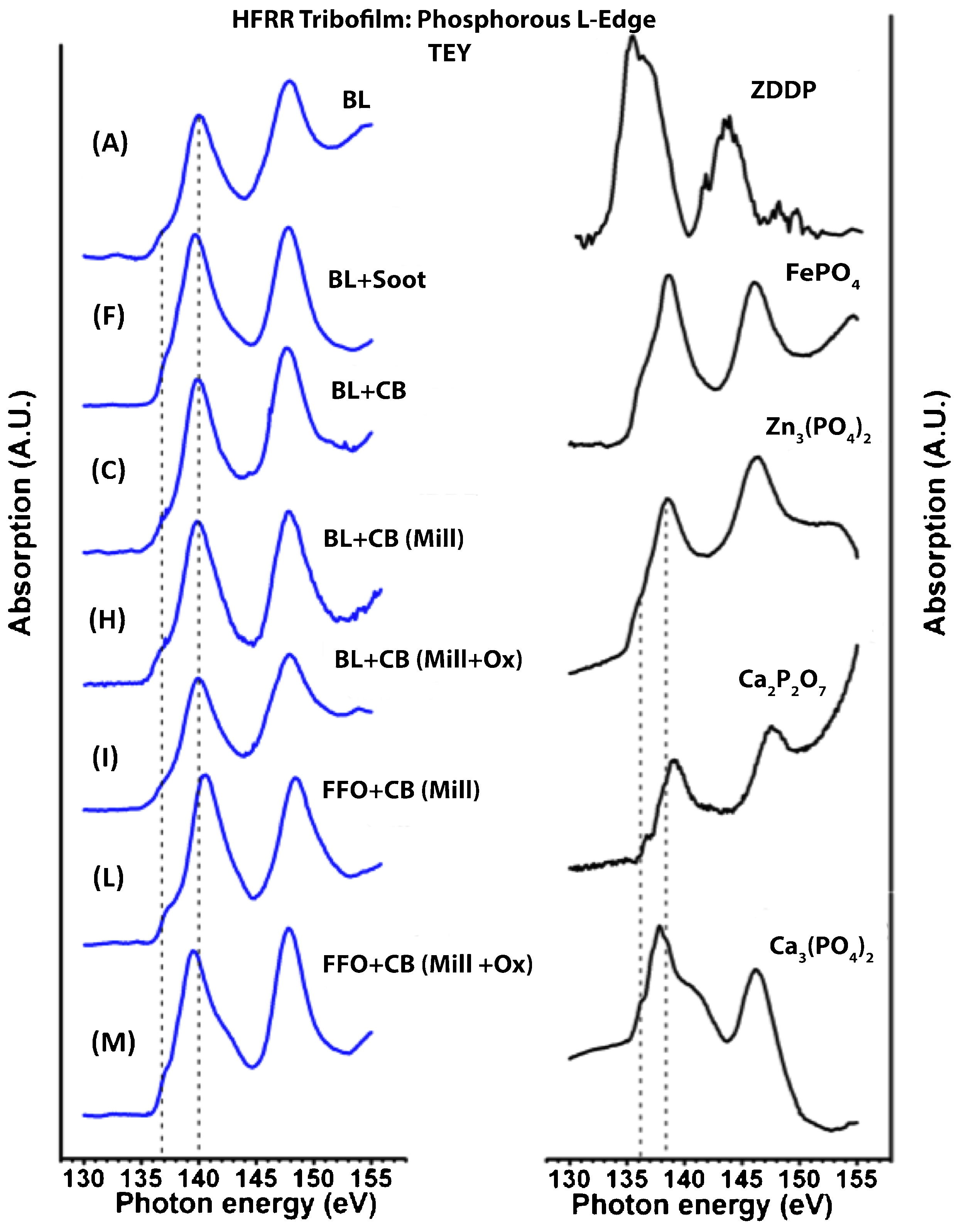
Normalised total electron yield (TEY) phosphorous L edge spectra of tribofilms and model compounds (BL: baseline; CB: carbon black; FFO: fully formulated oil)
In addition, post-edge peak at 142 eV is present in the tribofilm spectra derived from formulation M, while it is absent in tribofilm spectra derived from L. This peak distinguish the zinc phosphate (Zn3(PO4)2) and iron phosphate FePO4 from calcium phosphate (Ca3(PO4)2). The presence of this peak at 142 eV indicates that calcium phosphate (Ca3(PO4)2) is more likely to constitute in the tribofilm derived from fully formulated oil with carbon black treated with combination of milling and oxidation treatment, while zinc phosphate (Zn3(PO4)2) and iron phosphate FePO4 might be present as minor constituents. All other tribofilms most likely to constitutes zinc phosphate (Zn3(PO4)2) and iron phosphate FePO4. The absence of multi pre-edge peaks indicates the absence of any longer chain polyphosphate compounds and the primary phosphates are short chain and less likely to be cross-linked.50,60 A summary of the chemical species containing phosphorus found in the tribofilm are provided in Table 2.
Summary of XANES data from tribofilms formed in HFRR tests
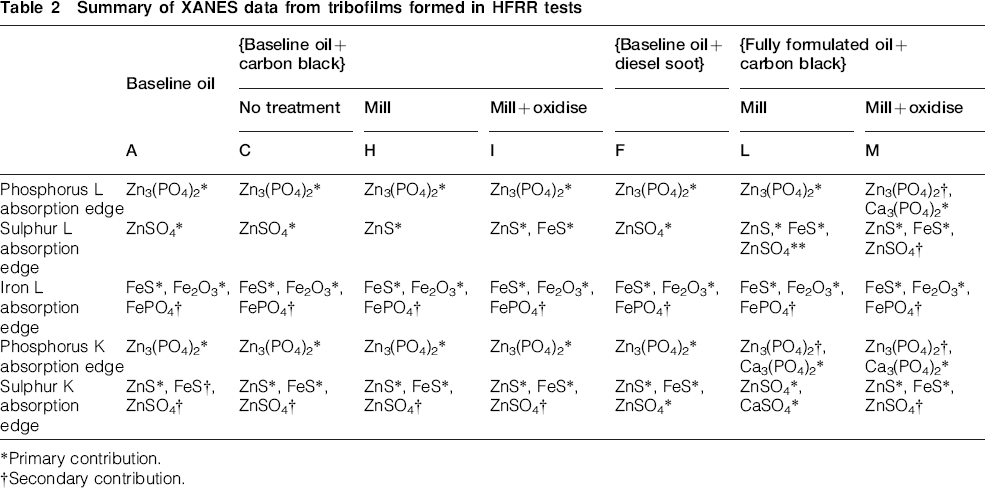
Primary contribution.
Secondary contribution.
Sulphur L edge
The sulphur L edge spectra are particularly useful in distinguishing between sulphates and sulphides as well as between the different kinds of Zn and Fe sulphides.48–50,61 Figure 6 shows the sulphur L edge XANES spectra of tribofilms in TEY mode derived from formulation mentioned in Table 1 along with the model compounds. Spectral features of model compound and usefulness of sulphur L edge to study the tribofilm structure have been described in the companion study. 40 S L edge spectra are weak in intensity, which indicate that sulphur is present in smaller amounts near the surface in all tribofilm samples. A characteristics absorption edge of spectra derived from formulation A closely matched with zinc sulphate (ZnSO4). Similar results have been recorded for tribofilm derived from formulations C and F. In addition, tribofilm spectra derived from formulation F have another peak located to the left of the main absorption edge, aligns with zinc sulphide (ZnS) as well as FeS indicating the presence of ZnS and FeS. Tribofilm spectra H and I closely aligns with ZnS, indicating presence of the zinc sulphide (ZnS) and absence of zinc sulphate (ZnSO4). Tribofilm spectra derived from formulation I have weak characteristics edge at 182 eV, indicating small presence of iron sulphide (FeS). While tribofilm spectra derived from formulations L and M have zinc sulphide (ZnS), iron sulphide (FeS) and zinc sulphate (ZnSO4). However, relatively weaker peak intensity at 178 eV in tribofilm spectra derived from formulation L indicates that sulphur is primarily present in sulphide form than sulphate form. A summary of the chemical species containing sulphur using the L edge found in the tribofilm is provided in Table 2.
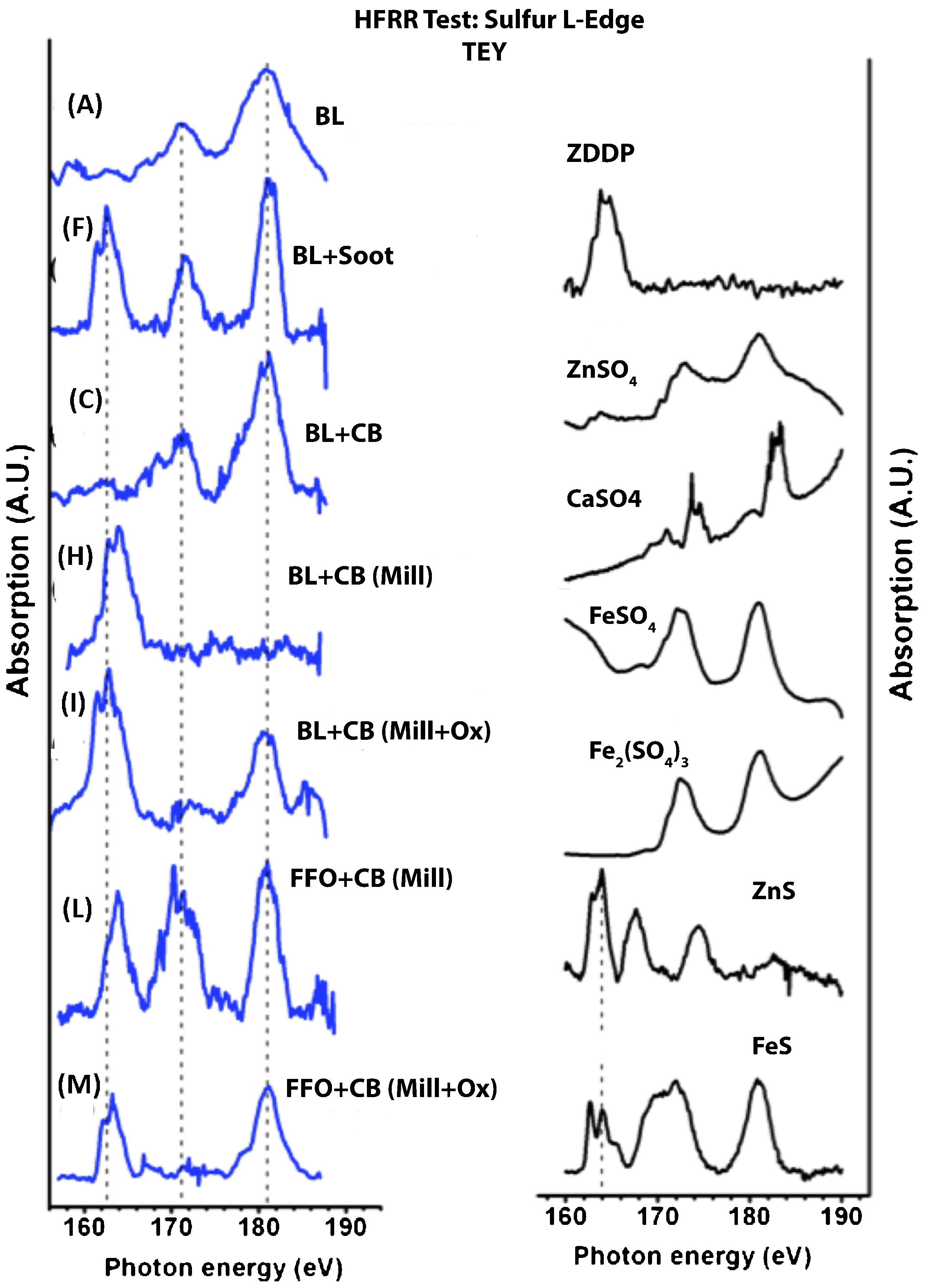
Normalised total electron yield (TEY) sulphur L edge spectra of tribofilms and model compounds (BL: baseline; CB: carbon black; FFO: fully formulated oil)
Iron L edge
The Fe L edge spectra have been used in many studies to examine the coordination of Fe in the tribofilms. While in most studies, the phosphates and sulphides/sulphates of Zn are the main constituents of the tribofilm, it has been shown under more severe tribological condition, the underlying substrate of Fe also participates in the reaction to form the tribofilm.48–51,62–64 Figure 7 shows the Fe L edge spectra of tribofilm derived from formulations mentioned in Table 1 in TEY mode. The TEY iron L edge spectra of the model compounds Fe2O3, FeS, FePO4 and FeSO4 have used been used for comparison. The Fe L edge has the characteristic absorption peak at approximately 710·75 eV and a pre-edge at approximately 709 eV. The relative intensity of the pre-edge strongly depends on chemistry. FePO4 has the smallest pre-edge, while FeSO4 has a pre-edge that has a higher intensity than the characteristic absorption edge. The post-edge structure between 719 and 725 eV also exhibits subtle differences for the different model compounds; two post-edge peaks for FePO4 are of the same intensity, while in the case of Fe2O3, the first post-edge at 719 eV has a lower intensity than the second post-edge, while the reverse is true in the case of FeS. The FeSO4, on the other hand, has a more complex post-edge structure. The TEY spectra of the all the tribofilms do not show distinctive differences. All tribofilms spectra have pre-edge peaks that are less intense than the characteristic absorption peak indicating that the primary form of Fe is in the form of Fe2O3 or FeS, however, since the relative intensity of this pre-edge peak is stronger than what is observed in the FePO4 spectrum and absence of post-edge peak at 715 eV making FePO4 unlikely component of both tribofilms. In both cases, it is not likely that the tribofilms contain measurable amounts of FeSO4 since this compound exhibits a pre-edge peak that is higher in intensity than the white line and this is not seen in any of the spectra. A careful examination of the post-edge structure between 719 and 725 eV indicates that the first post-edge in the tribofilm has a larger intensity in comparison to the second post-edge indicating that the likely form of the Fe is FeS in all cases. A summary of the chemical species containing iron using the L edge found in the tribofilm is provided in Table 2.
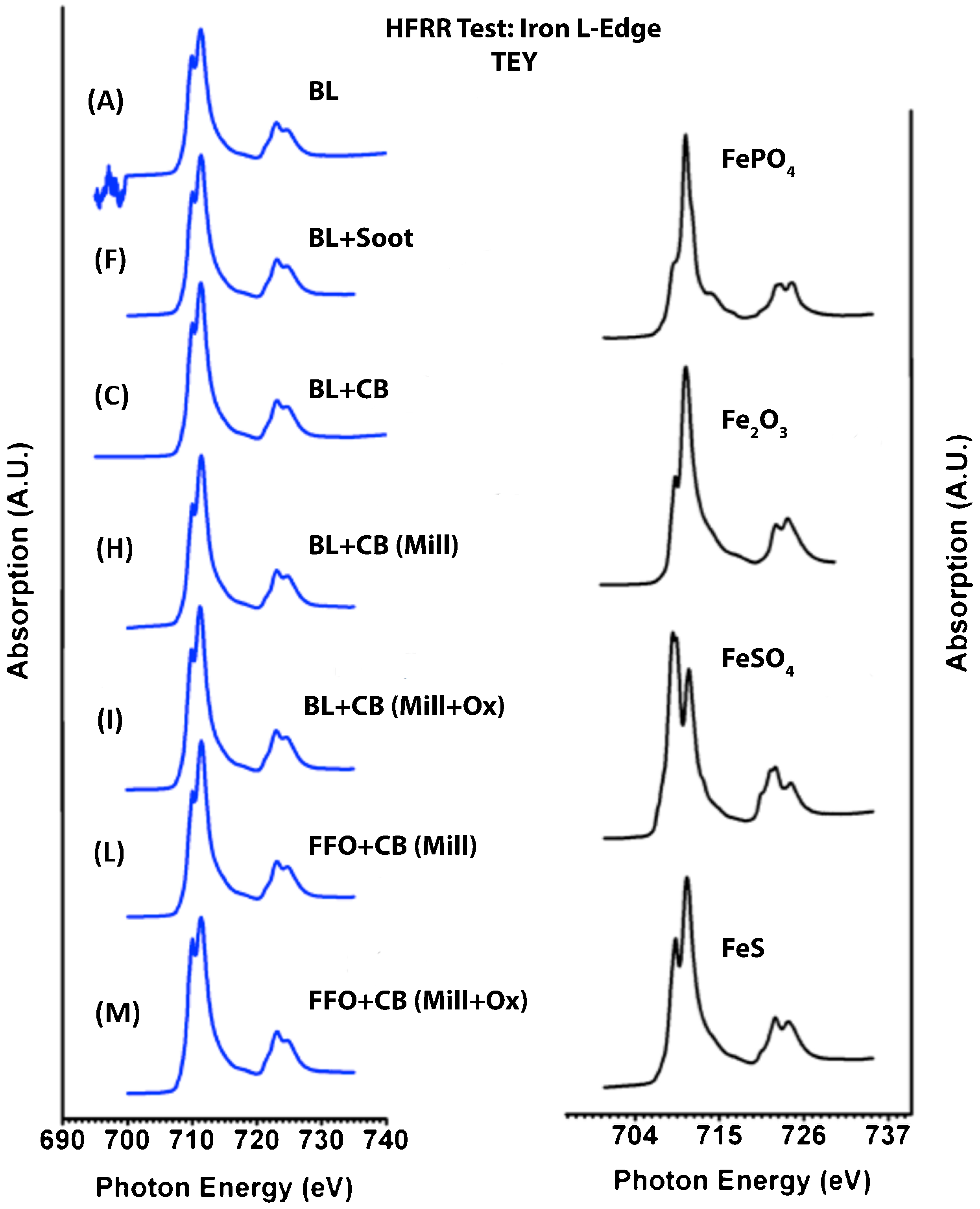
Normalised total electron yield (TEY) iron L edge spectra of tribofilms and model compounds (BL: baseline; CB: carbon black; FFO: fully formulated oil)
Phosphorous K edge
The phosphorous K edge XANES spectra has been used extensively in the analysis of tribofilms formed from ZDDP and other phosphorous containing anti-wear additives.48–51,64,65 Figure 8 shows the XANES phosphorus K edge spectra of tribofilm derived from the formulation as mentioned in Table 1 along with their model compounds, recorded in TEY mode. Spectral features of the model compounds as well as tribofilms have been described in the companion study. 40 All the tribofilm spectra have identical peak shape and single intense peak closely aligns with zinc phosphate and calcium phosphate. It is unlikely to have presence of iron(III) phosphate in the tribofilm due to the absence of distinguishing pre edge of iron(III) phosphate in tribofilm. However, it is not possible to have calcium phosphate (Ca3(PO4)2) in the tribofilm derived from baseline formulations, simply due to the fact that the formulation that was used to derived the tribofilm does not have any calcium compounds. However, tribofilm spectra derived from formulation L and M are derived from the fully formulation oil are likely to have zinc phosphate (Zn3(PO4)2) as well as calcium phosphate (Ca3(PO4)2). These results validate the results of P L edge spectra. A summary of the chemical species containing phosphorus using the K edge found in the tribofilm is provided in Table 2.
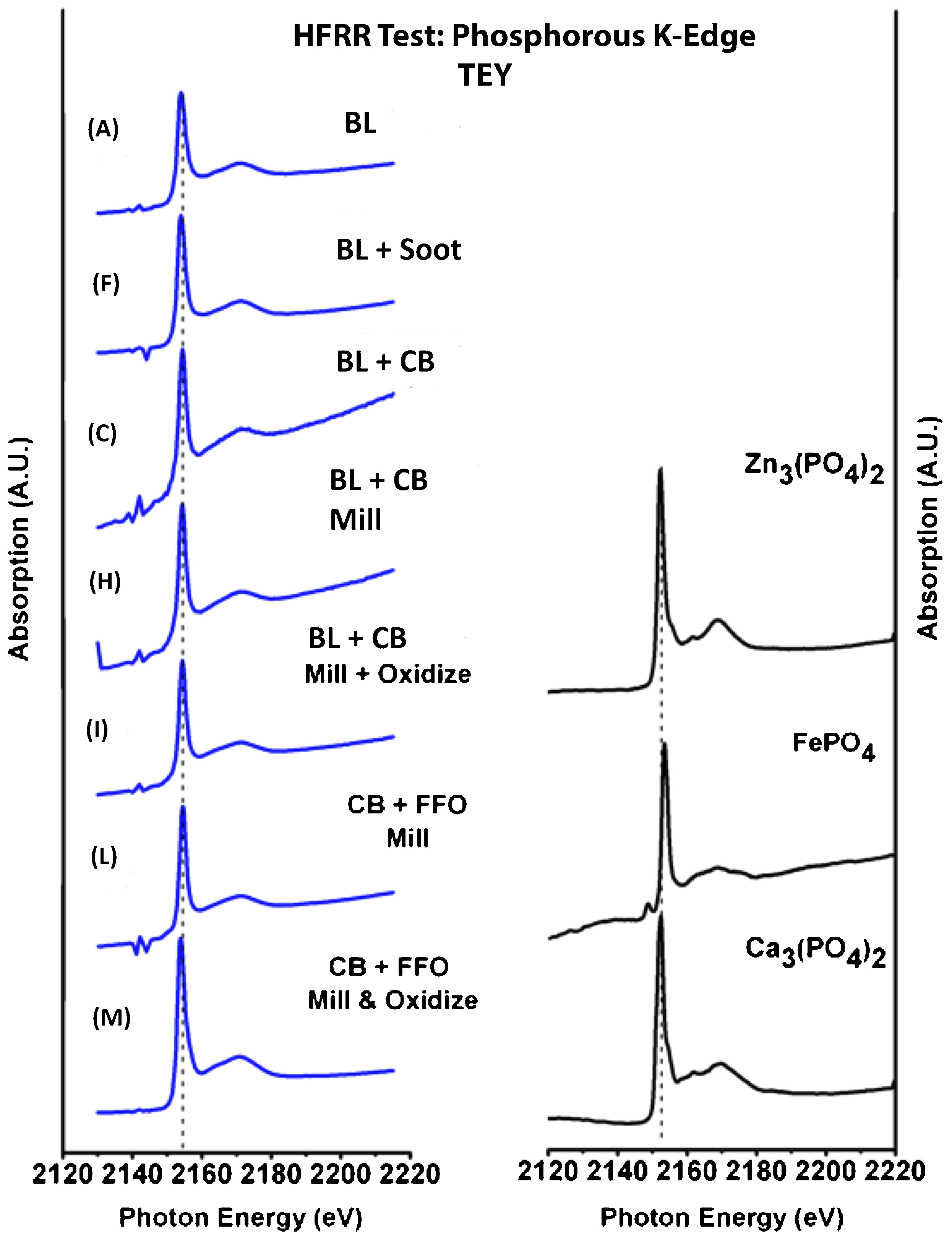
Normalised total electron yield (TEY) phosphorous K edge spectra of tribofilms and model compounds (BL: baseline; CB: carbon black; FFO: fully formulated oil)
Sulphur K edge
The sulphur K edge has been used extensively to examine the chemistry of tribofilms due to the rich and distinctive nature of the fine structure of the sulphates and sulphides of Fe, Zn and Ca.46–51 Sulphur K edge XANES spectra collected in TEY mode for tribofilm are derived from formulation as mentioned in Table 1 along with the model compounds. Spectral features of model compounds have described in the companion manuscript. 40 The sulphur K edge spectra in TEY mode shown in Fig. 9 indicate some distinctive differences in characteristics and provide information on the chemistry of the tribofilm from the top 50–75 nm. The tribofilm spectra derived from baseline formulation BL is primarily constituted of ZnS with a small amount of FeS/ZnSO4 (contribution from FeSO4 is excluded as the Fe L edge does not indicate its presence) as evidenced by the small post-edge bump at 2480 eV. In comparison, tribofilm spectra derived from formulation F which has extracted soot are very similar to that derived from baseline formulation A, but includes a slightly larger post-edge peak at 2480 eV suggesting a greater contribution from FeS/ZnSO4. On the other hand, tribofilm spectra derived from formulation C shows some significant differences with a much larger contribution from FeS as evidenced from the pre-edge bump, which is possibly because of FeS superimposed on ZnS. Tribofilm spectra derived from formulations H and I are very similar to each other and largely match tribofilm spectra derived from formulation C with some minor differences. Figure 9 provides information from the surface region of the tribofilms (50–75 nm depth) and indicates that most of the sulphur in this region is in the form of sulphide, but also contains noticeable amounts of zinc(II) sulphate which is evident by the presence of a peak in the energy range 2480–2490 eV. A comparison of the S K edge of tribofilm spectra derived from formulations L and M indicates some important differences; tribofilm spectra K which is fully formulated oil with carbon black in the milled state exhibits a larger sulphate content, likely ZnSO4 and CaSO4, while in the milled and oxidised formulation with carbon black, tribofilm spectra derived from formulation M has ZnS as the primary constituent. In addition, formulation tribofilm spectra derived from formulation L have a lower friction in comparison to formulation tribofilm spectra derived from formulation M. It can be postulated that formulation L which has not been subjected to the oxidising treatment still has active friction reducing chemistry yielding a lower friction along with polishing wear of the wear track, while formulation M, even though it contains ZnS, has a higher friction by virtue of its oxidation treatment which likely denatured the friction reducing chemistry. A summary of the chemical species containing sulphur using the K edge found in the tribofilm is provided in Table 2.
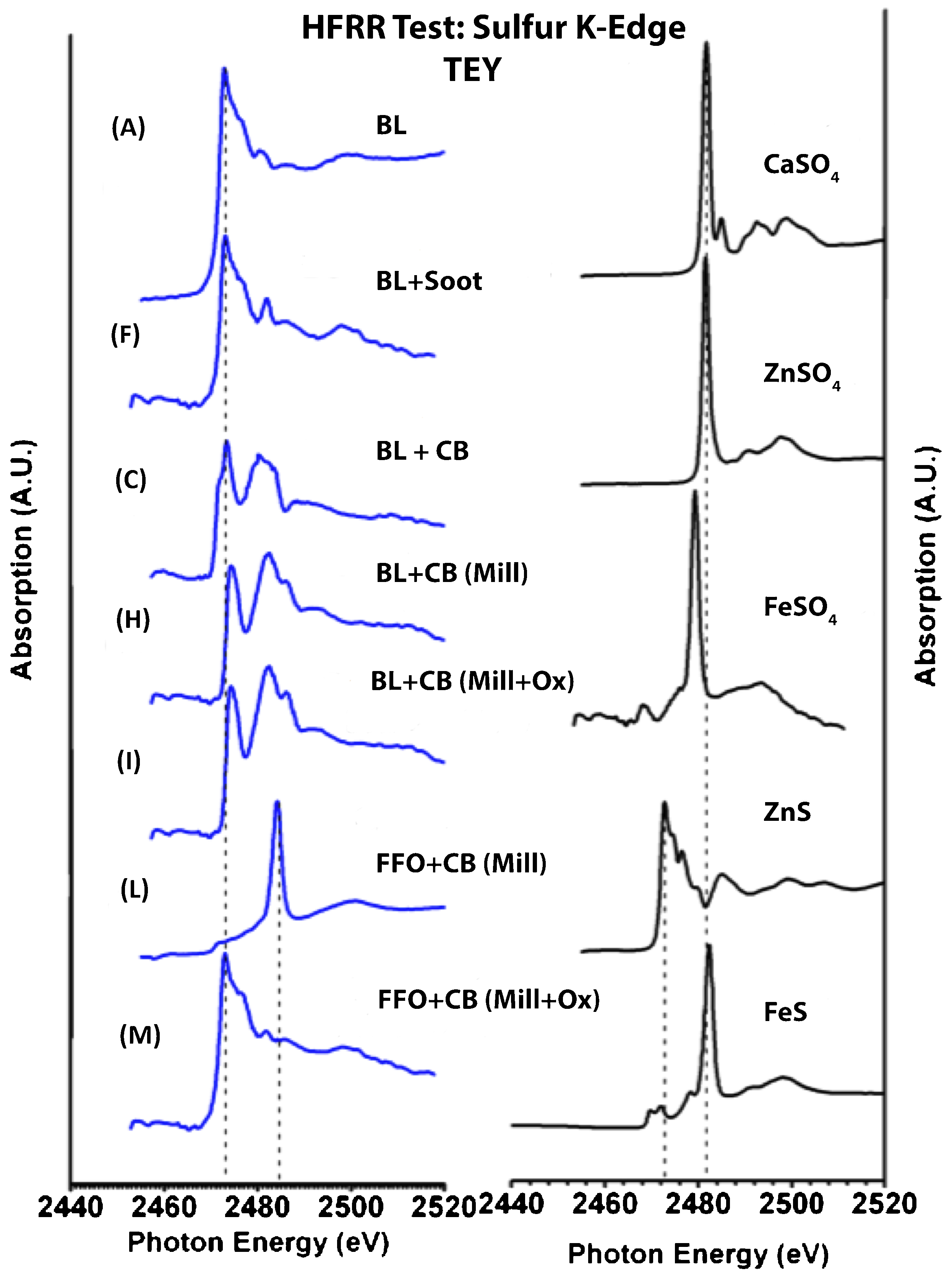
Normalised total electron yield (TEY) sulphur K edge spectra of tribofilms and model compounds (BL: baseline; CB: carbon black; FFO: fully formulated oil)
Discussion
In the companion study, attempts have been made to mimic the structure and composition of diesel soot by thermal, mechanical and oxidative treatment of carbon black. 40 Companion study and work done by Patel et al. have shown that there are significant differences in the composition of untreated carbon black, treated carbon black and extracted diesel soot. 40 Companion study reported the presence of various decomposition products of lubricant additives on the carbon black due to thermal, mechanical and oxidation treatments that is similar to diesel soot. 40 In addition, wear behaviour of the treated carbon black and diesel soot was compared using four-ball wear tester. The present study is further extended to evaluate and compare the friction behaviour of the treated carbon black and diesel soot using HFRR friction tester. In addition, SPM, SEM and XANES were used in tandem to understand and compare the effect of the untreated carbon black, treated carbon black and diesel soot on morphology and structure of the tribofilm.
Baseline formulations show the highest coefficient of friction compared to other formulations. It is generally well known that tribofilm made by ZDDP tends to increase friction but decrease wear.66,67 It is well known that using ZDDP results in the formation of polyphosphates of Zn and in some cases, Fe in the tribofilm along with the presence of sulphides and sulphates of Zn and Fe.48–51,55,67–70 The presence of the polyphosphates and sulphate in the tribofilm increases hardness of the tribofilm and friction.
Addition of untreated carbon black to baseline formulation A decreases coefficient of friction compared to baseline formulation. Addition of untreated carbon black forms three-body wear condition and breakdown asperities formed by baseline formulation inferred by reduction in the surface roughness of the tribofilm as indicated by three-dimensional SPM images. Hardness of the third body materials plays a critical role in determining types of wear.14,19 Berbezier stated that the hardness of carbon black is 2·5 on the Mohs scale, 69 which is softer than base metal in contact and cannot be responsible for reduction in surface roughness. However, reduction in surface roughness can be explained by absorption theory of Round where he suggested that the adsorption of antiwear additives onto the soot surface was responsible for the reduced efficacy of ZDDP as an antiwear additive.33–36 The recent study by Patel et al.26–28 of soot extracted from diesel engines also indicated the presence of decomposition products of ZDDP. It is generally well known that tribofilm made by ZDDP tends to increase friction, but decrease wear. However, reduction in efficacy of ZDDP due to the presence of carbon black might reduce friction and increase wear, thereby reducing surface roughness.
Similarly, addition of untreated diesel soot to baseline formulation BL decreases coefficient of friction compared to baseline formulations A and C. In the previous study, using synchrotron X-ray diffraction and high resolution transmission electron microscopy on extracted diesel soot,26–28 Patel et al. have shown that nanoparticles of phosphates of Ca and oxides of Fe are incorporated into the turbostratic structure of soot, while sulphates of calcium are much larger and remain dispersed as larger particles. Patel et al. have shown that phosphates of Ca and oxides of Fe were hard nanoparticles around 6 Mohr Scale, while hardness of dispersed sulphates of calcium was soft. The presence of these compounds appears to break down asperities and contributed to decrease in the friction and surface roughness. Formulation I has the lowest surface roughness at approximately 16 nm of all the formulations and all four formulation which included the milled and milled+oxidised formulations have lower surface roughness than compositions with just baseline formulation A or even the composition with baseline formulation with carbon black and diesel soot. It is evident that the treatment given to the carbon black results in creating tribofilms that have much smaller asperities compared to the baseline formulation or the baseline formulation with untreated the carbon black. Phosphorus and sulphur L edge spectra indicate that tribofilm derived from baseline formulations A, C and F constitutes zinc sulphate and zinc phosphate, while tribofilm derived from treated formulations constitutes zinc and iron sulphide and in addition to zinc sulphate and zinc phosphate. Previous studies have shown that tribofilm that constitutes sulphides reduces coefficient of friction as compared to tribofilm that constitutes sulphates.60,70 The presence of sulphides on the tribofilm derived from treated formulations with carbon black explains the decrease in coefficient of friction compared to tribofilm derived from untreated carbon black and diesel soot. Hence, it is evident that treatments given to the formulations not only modify the morphology of tribofilm, but also the composition of tribofilm.
In the companion study 40 where XANES was used to examine the extracted carbon black from diesel soot as well as the formulations H, I, L and M, it was evident the decomposition products of the additives in the oil were incorporated into the carbon black and may be responsible for the difference in tribofilm morphology seen using the SPM imaging. In addition, formulation L tribofilm spectra have a lower friction in comparison to formulation tribofilm spectra M. It can be postulated that formulation L which has not been subjected to the oxidising treatment still has active friction reducing chemistry, yielding a lower friction along with lower surface roughness of the wear track, while formulation M, even though it contains ZnS, has a higher friction by virtue of its oxidation treatment, which likely denatured the friction reducing chemistry.
In different mechanical and oxidative treatments examined, it appears that in most cases, the mechanical and oxidative treatments are related to the reduction in surface roughness of the tribofilms and asperity height, which leads to possibility of abrasive or polishing wear as dominant wear mechanism. Abrasive wear is defined as ‘wear by displacement of material caused by hard particles or hard protuberances’, while polishing is defined as a surface finishing process utilising successive grades of abrasive. In that sense, it is always raised in discussion of diesel soot and carbon black polishing as manifestation of abrasive wear. SEM image also indicates the absence of any deep abrasive grooves on tribofilm in reciprocating test condition, which eliminates possibility of treatment changes hardness of carbon black particles and thereby induces abrasive wear. However, in the companion study, it was shown that mechanical and oxidative treatments force the interaction between carbon black and additives chemistries and incorporate different decomposition products of additives chemistries on the carbon black, thereby modifying the surface composition of carbon black. Although carbon black is not hard materials, modified surface composition due to treatments might influence during three-body wear condition and lead to reduction in surface roughness of tribology. For example, surface roughnesses of untreated carbon black, treated carbon black in milled condition and treated carbon black in milled and oxidative treatments reduce with successive treatments. Similar trends have been noticed with formulations with fully formulated oils. This suggests that treatments of carbon black induce abrasive action and reduce surface roughness, indicating that polishing wear mechanism may be a dominant wear mechanism in reciprocating test condition.
Modification in surface composition with milling and milling+oxidative treatments leads to reduction in friction, which is lower than friction response of extracted diesel soot. Difference in the friction behaviour of treated carbon black formulations and diesel soot containing formulations might be due to different surface compositions because of different environments. Formulations with carbon black were subjected to controlled test conditions during treatments. On the other hand, diesel soot can be subjected to different environments and interact with various decomposition chemistries inside the diesel engine during operation. Nevertheless, mechanical and oxidative treatments indicate the possible mechanism through which such decomposition product gets incorporated onto turbostratic structure of carbon black and diesel soot, thereby demonstrating different frictions and wear behaviours.
Conclusion
In the companion study, attempts have been made to mimic the structure and composition of diesel soot by thermal, mechanical and oxidative treatments of carbon black. 40 The present study is further extended to evaluate and compare the friction behaviour of the treated carbon black and diesel soot and influence on the composition of tribofilm.
Some important conclusions that can be drawn include:
Milling and oxidising treatments to formulations with carbon black force the interaction between carbon black and additives chemistries, thereby changing the frictional response of formulation with and without treatments. Combination of milling and oxidation treatment shows lowest coefficient of friction. Formulations with extracted diesel soot and untreated carbon black show higher coefficient of friction than treated formulation.
XANES analysis of tribofilm using P L and K edge indicates that the tribofilm derived from the formulation that had ZDDP and dispersant has Zn3(PO4)2 as a major constituent, while calcium phosphate (Ca3(PO4)2) is more likely to be a major constituent in the tribofilm derived from fully formulated oil and zinc phosphate (Zn3(PO4)2) is also present in smaller amounts.
Sulphur L and K edge XANES spectra indicate that formulations that were prepared with and without blending carbon black formed tribofilm that has ZnSO4, while formulations that were prepared by adding carbon black followed by milling or milling/oxidising treatment have ZnS as the major compound.
Iron L edge indicates that the all tribofilms have iron in the form of Fe2O3 or FeS.
Modification in surface composition of diesel soot and treated carbon black due to interaction with lubrication additives might be responsible for reducing surface roughness. Successive reduction in surface roughness with treatments and the absence of abrasive grooves on tribofilm suggest possibility of polishing wear as dominant wear mechanism in reciprocating test conditions.
Footnotes
Acknowledgements
The XANES experiments were performed at the Canadian Light Source, which is supported by NSERC, NRC, CIHR and the University of Saskatchewan. HFRR tests were conducted at University of Saskatchewan. Assitance provided by Dr J. C. Jiang at University of Texas at Arlington and Dr Yongfeng Hu at Canadian Light Source is gratefully acknowledged.