
Abstract
Evaluation on the production of pulp from oil palm trunk (OPT) using microorganism was investigated based on pulp yield, screened pulp yield, kappa number and strength of the paper produced. The fungi used were Aspergillus sp., fungal strain from rubberwood and white rot fungi. Fungal growth was measured in radial extension of the mycelium. The OPT chips were exposed to various fungi between 9 and 36 days and then the chips were pulped mechanically. Pulp yield and screened pulp yield decreased as the exposure time to microorganism increased. However, the kappa number became lower after longer exposure, while the paper strength increased. Micromorphological structure of wood chips and pulp produced were analysed using SEM. It was found that these fungal species were well colonised in OPT chips especially in vessel elements. The reaction time and fungal species were in general relative to the properties and yield of the resultant pulps.
Introduction
Explorations of various fibrous resources other than wood and methods of producing environmental friendly pulp are of great interest nowadays. However, this environmental friendly pulping process could not sacrifice the quality of the paper. There are abundant fibrous resources like agricultural residues and non-woody plant that have been in many countries around the world. Biological approaches using various fungal strains for pulping have received wide attention in the past decade. However, very small attention has been given to non-woody plant. The increase in oil palm plantation in Malaysia has produced waste products in large quantity especially oil palm trunk (OPT), oil palm frond and empty fruit bunch. Recently, a new approach to the utilisation of these byproducts was adopted. It attempts to convert the byproducts into value added products such as pulp and paper, composites and chemical products (Sumathi et al. 2008). As pulping and bleaching processes are now increasingly forced to meet severe environmental requirements in production and health control of final products (Oggiano et al. 1997; Mott et al. 1999), utilisation of this biomass to make paper could reduce the production cost besides giving positive impact on the environment.
The main step in paper making is to separate the fibres from the plant tissue, to bleach them and to rearrange them to form a paper sheet. Generally, two pulping processes have been employed in pulping: mechanical pulping and chemical pulping. Traditionally, pulping was accomplished by mechanical process. Improvements of mechanical pulping process have been made over time such as refiner mechanical pulping, thermomechanical pulping and biomechanical pulping. Chemical pulping dissolves lignin from lignocellulosic materials. Although the strength of the paper made from chemical pulping is quite high, the yield from chemical pulping process is generally lower than the mechanical pulping due to removal of total lignin, degradation of some hemicelluloses and cellulose. As mechanical pulps still contain most of the lignin, their yields are very high and suffer from low strength and low brightness (Biearmann 1993).
The process of chemical pulping normally produces huge amounts of potentially dangerous chemicals wastes that could pollute the environment (Breen and Singleton 1999). Biopulping has the potential to overcome some of these pulping problems (Akhtar et al. 1998; Akhtar et al. 2000). Biopulping can be defined as the treatment of wood chips with lignin degrading fungi before pulping. It is based on the capability of white rot fungi to inhabit in such lingocellulosic materials and degrade the lignin in wood thereby leaving cellulose intact (Erikkson 1987). Biopulping can be carried out in bioreactors of different types, including open chip piles, depending on the requirements of particular microorganism for optimal results. High moisture content (55–60%) should be kept during the biotreatment step to ensure an optimal colonisation and penetration of fungal hyphae (Ferraz et al. 2008).
White rot fungi are the most capable degraders of lignin to carbon and water (Kirk 1984; Yaver et al. 1996; Highley and Dashek 1998). They are also the most probably suitable organisms to be used in an industrial process that requires delignification (Messner and Srebotbik 1994). The ability of a fungal species to degrade wood is not the same for all wood species. The high capability of white rot fungi to degrade all wood components is based principally on the activity of different complexes of extracellular enzymes. These fungi secrete hydrolytic enzymes such as cellulase, pectinases and xylanases, which are typically induced by their substrate (Forney et al. 1982). There is a fungus to wood specificity that has been observed by some researchers. Screening of the suitable fungal species for degradation of specific woods is usually necessary. The purpose of this study is to investigate the effect of fungal pretreatment of oil palm trunk before mechanical refining on pulp yield, kappa number and properties of paper.
Methods
Fungal strain
The fungal strain samples were obtained from fungi that were infected the oil palm trunk and rubberwood naturally. These fungi were taken and inoculated in potato dextrose agar (PDA) in petri dish. Dominant strain in petri dish were chosen and further cultured and recultured again until pure homogenous fungal species were obtained. The fungal species that infected the oil palm trunk was isolated and identified as Aspergillus sp., while the identification of fungal species isolated from rubberwood (FRW) is still in progress. White rot fungi of known strain Fomitopsis palustris (FFPRI 0507), Pycnoporus sanguineu (KUM 70097) and Schizophyllum commune (KUM 790036) were also used in this study. All the fungal species were cultured in PDA and incubated in 20 days at 27°C. At the same time, the growth rates of all fungi were measured until the fungi covering the PDA completely.
Inoculation to sawdust
The pure and healthy fungi obtained were inoculated to sawdust that has been sterilised by an autoclave for 20 min at 121°C. The sawdust with the fungi was then incubated with ventilation and the incubation was conducted in high moisture content incubator for about 3 weeks to grow the fungi rapidly (Scott et al. 1998). Oil palm trunk samples were chipped to a size of approximately 3×2×1 cm and then it was left to frozen until it use. Approximately 500 g of oven dried oil palm chips were then autoclaved for 20 min at 121°C in order to minimise any deposition of spores, any growth of lower fungi, and to make it sterilised. Then, the chip was left to cool. The chip was refined and pulp made from this was used as control. The previously inoculated sawdust were then mixed with sterile oil palm chips and left for incubation for 9, 15, 18, 25 and 36 days. In all cases, high moisture content should be kept in wood chips during the biotreatment step to ensure a successful wood colonisation and penetration of fungal hyphae.
Biopulping characterisation
At the end of the specified days as mentioned earlier, the chips were taken out and then pulped using refiner for mechanical pulping. The pulps produced were characterised for basic properties, such as pulp yield, screened pulp yield and kappa number in accordance with Tappi method T 236 cm-85, while the freeness was measured following the method T 227 om-92. Hand sheets of 60 g m−2 were formed according to the Tappi standard method T 251 cm-85 and their properties were evaluated in accordance with the Tappi standard methods (Test Method T 452 om-92; T 403 om-91; T 404 cm-92; T 414 om-88). The hand sheets were conditioned at 23°C and 50% relative humidity for at least 24 h before testing. Samples of pulps were scanned to evaluate their microstructure employing field scanning electron microscopy (FESEM). Samples were gold sputtered using sputter coater model Polaron SC 515±20 nm. A LEO Supra 50 Vp FESEM with ultrahigh resolution was used to take micrographs of the samples.
Results and discussion
Fungal strain growth rate
Our initial work was governed by information for optimal biopulping conditions based on the literature and knowledge of fungal growth. Since there is no single organism that is ideal for all biopulping conditions (Breen and Singleton 1999), the fungal strain for this study was selected based on the determination of diameter of fungi growth that was observed each day. There are five fungi used in this study that were Aspergillus sp. (fungi from OPT), FRW (fungi isolated from rubber wood), F. palustris, P. sanguineus and S. commune. These fungal species needed almost ten days to grow completely in PDA. The growth rates were varied depending on fungal species. All fungal species were actively grown in PDA medium because it is rich in nutrient that provides good substrates for fungal species. Figure 1 shows that P. sanguineus grows faster than the other fungal species used in this study. It can achieved maximum growth rate on the third day of culture compared to the other species. On the other hand, Aspergillus sp. and FRW showed their growth rate maximum on the fourth day and the rest two species showed very slow.
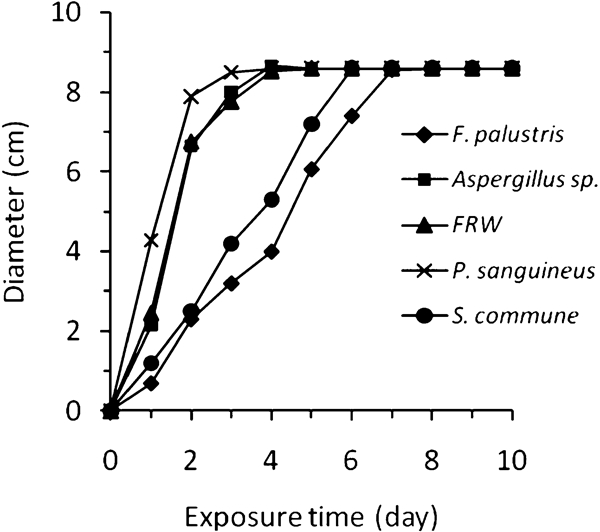
Growth rate of fungal species against culture
Biopulping evaluation
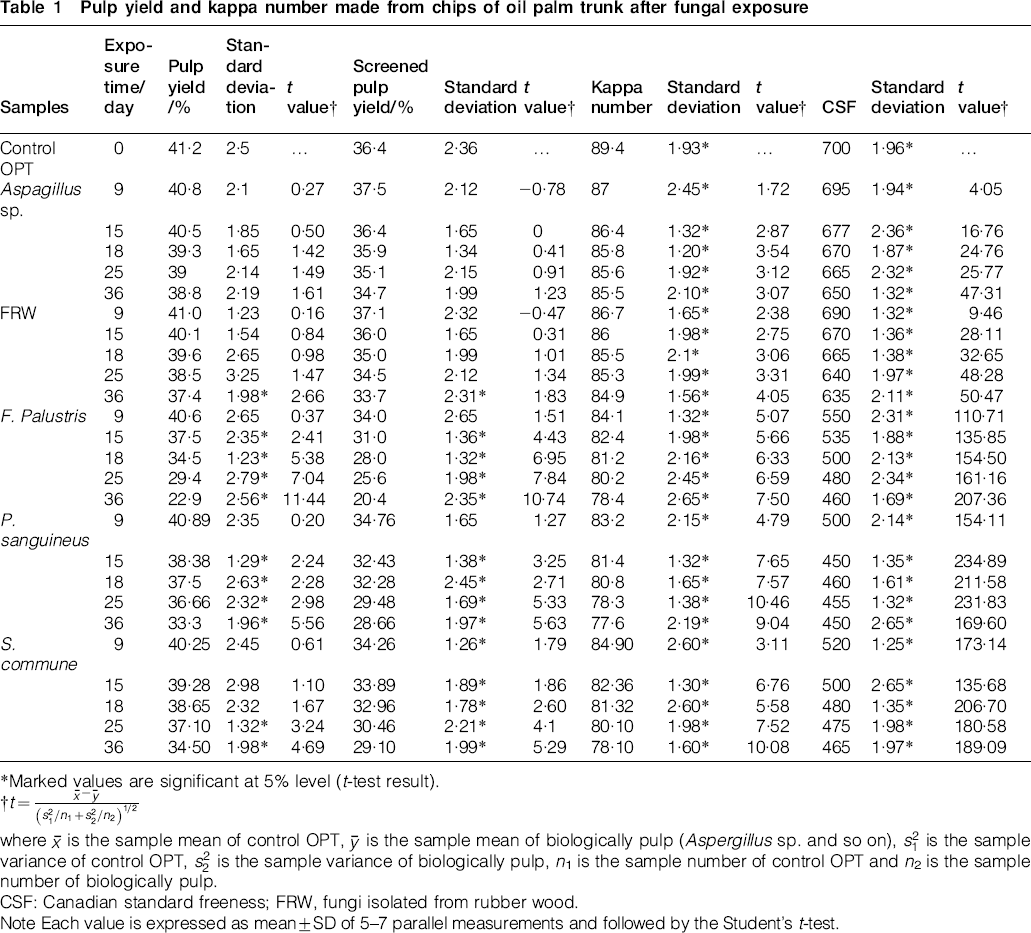
The biopulping yield, screened pulp yield and kappa number of oil palm trunk chips incubated with each of five fungal species for a range of days from 0 to 36 days are listed in Table 1. Weight of OPT chips before the pretreatment was 500 g based on weight of oven dry. The pulp yield obtained from this result ranged between 22 and 41%. The yield of control pulp obtained by mechanical pulping was about 41·20%. Exposure treatment of all fungal species to oil palm trunk showed a reduction in pulp yield, screened pulp yield and kappa number. This indicates that a degradation of cell wall and lignin occurred during the exposure of chips to fungi (Mendonca et al. 2002; Guerra et al. 2004). The longer the exposure period of the pulp to the fungi, the lower the pulp yield product.
Pulp yield and kappa number made from chips of oil palm trunk after fungal exposure
*Marked values are significant at 5% level (t-test result).
†

where
 is the sample mean of control OPT,
is the sample mean of control OPT,
 is the sample mean of biologically pulp (Aspergillus sp. and so on),
is the sample mean of biologically pulp (Aspergillus sp. and so on),
 is the sample variance of control OPT,
is the sample variance of control OPT,
 is the sample variance of biologically pulp, n1 is the sample number of control OPT and n2 is the sample number of biologically pulp.
is the sample variance of biologically pulp, n1 is the sample number of control OPT and n2 is the sample number of biologically pulp.
CSF: Canadian standard freeness; FRW, fungi isolated from rubber wood.
Note Each value is expressed as mean±SD of 5–7 parallel measurements and followed by the Student's t-test.
From Table 1, it can be seen that the yield of pulp after exposure to F. palustris, P. sanguineus and S. commune showed a big decrease than the yield of pulp after exposure to Aspergillus sp. and FRW. This indicates that F. palustris, P. sanguineus and S. commune are capable of degrading the cell wall of OPT. They belong to white rot fungi and capable of decaying cell wall as well as lignin. On the other hand, Aspergillus sp. and FRW probably belongs to stain fungi and not capable of decaying cell wall of OPT. The fungi only consumed the cell content in the cell wall. Table 1 also shows that the white rot fungi F. palustris, P. sanguineus and S. commune have a higher reduction in kappa number compared to Aspergillus sp. and FRW as the same duration of exposure period increased. This shows an indication of higher lignin removal by the fungal treatment with white rot fungi as well as lower screened pulp yield. The results for freeness value are also listed in Table 1. It can be seen from Table 1 that the freeness values of all the fungal treatment decreased compared with the control OPT pulp, i.e. pulp obtained without treatment. The OPT treated with P. sanguineus was chosen to have the lowest drainability value of 460 mL at 18 day treatment compared with other fungal species used in this study. In this case, the lowered freeness value probably depended on easier fibrillation of the fibre surface, indicating that there are more finer fibres after the treatment with those fungi.
Paper characterisation
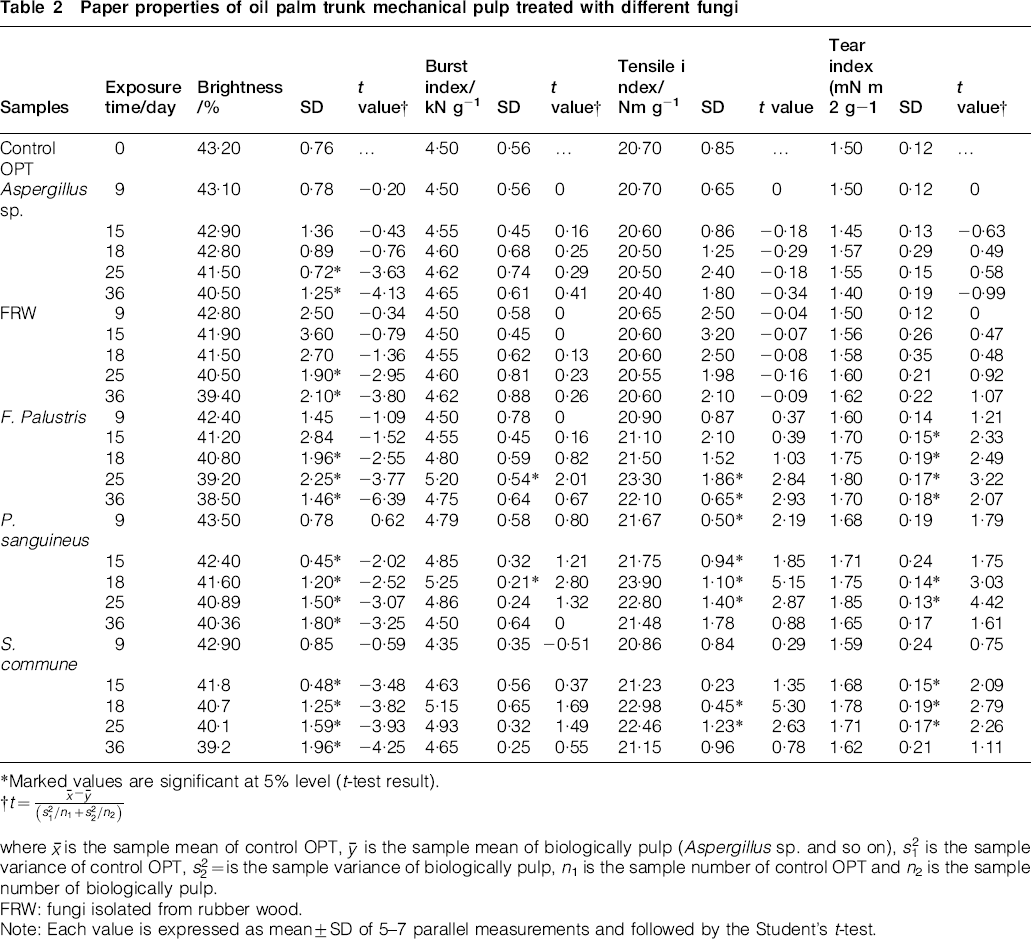
The results from Table 2 shows the paper properties of oil palm trunk that was treated with Aspergillus sp., FRW, F. palustris, P. sanguine and S. commune. Generally, all the results showed slight improvement for the burst index, tensile index and tear index compared to the control untreated pulp. However, the testing showed different result for brightness. The brightness reduces with exposure to fungus and this is in agreement with the work undertaken by Sykes (1993). Possibly the fungal treatment induced the formation of chromophores through the modification of lignin. The loss of brightness is a well known disadvantage of fungal treatment, although it degrades the lignin very well. However, biopulping pulps could be easily bleached to the desired brightness level, thus alleviating this potential drawback, and this is supported by the results of Myers et al. (1988) and Sykes (1993). The burst index and tensile index for F. palustris showed an improvement only until 25 day exposure and then decreased. These 25 day exposure might be optimal for F. palustris and caused a severe degradation of cellulose (Farrell et al. 1992; Sethuraman et al. 1998) after the exposure. For P. sanguineus and S. commune, the optimal days were 18 days for burst index and tensile index, respectively. The improved strength properties of hand sheet pulp (Johnsrud et al. 1987) of P. sanguineus are assumed to be due to their lower freeness values compared to the freeness values of their corresponding control pulp (Davis 1929). It is known that more fibrillar fines or better surface fibrillation in pulp give better strength properties. For Aspergillus sp. and FRW, no optimal time was detected. From the results, it can be seen that for burst index, tensile index and tear index the paper made from chips treated with P. sanguineus showed higher results than hand sheet made from chips treated with Aspergillus sp., FRW, F. palustris and S. commune.
Paper properties of oil palm trunk mechanical pulp treated with different fungi
*Marked values are significant at 5% level (t-test result).
†

where
 is the sample mean of control OPT,
is the sample mean of control OPT,
 is the sample mean of biologically pulp (Aspergillus sp. and so on),
is the sample mean of biologically pulp (Aspergillus sp. and so on),
 is the sample variance of control OPT,
is the sample variance of control OPT,
 is the sample variance of biologically pulp, n1 is the sample number of control OPT and n2 is the sample number of biologically pulp.
is the sample variance of biologically pulp, n1 is the sample number of control OPT and n2 is the sample number of biologically pulp.
FRW: fungi isolated from rubber wood.
Note: Each value is expressed as mean±SD of 5–7 parallel measurements and followed by the Student's t-test.
FESEM analysis
FESEM was carried out to evaluate the effect of mechanical pulping and biopulping at the early stages of decay and colonisation of hyphae in oil palm trunk. Figure 2 shows a control sample before being exposed to fungi. Figure 2a shows oil palm fibre within the vascular bundle of oil palm trunk. Figure 2b shows a vascular bundle surrounded with ground tissue parenchyma. Figure 3 shows OPT colonised by F. palustris fungi for 9 days. Remnant of hyphae could be seen in Fig. 3. Figure 3c shows the broken fibre and parenchyma cell wall as a result of decaying fungi as well as mechanical pulping process.
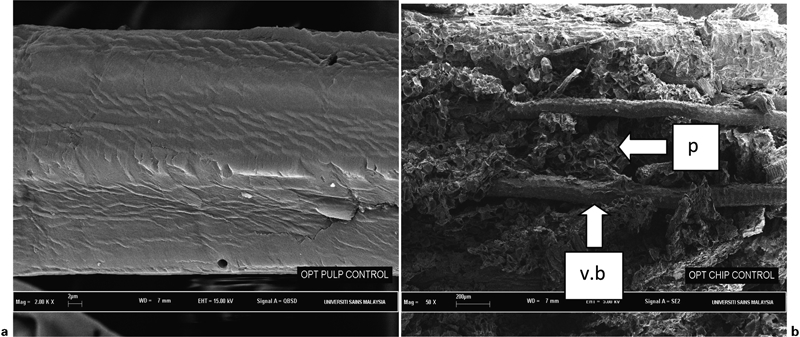
Pulp of oil palm trunk (control pulp) without exposure to fungi
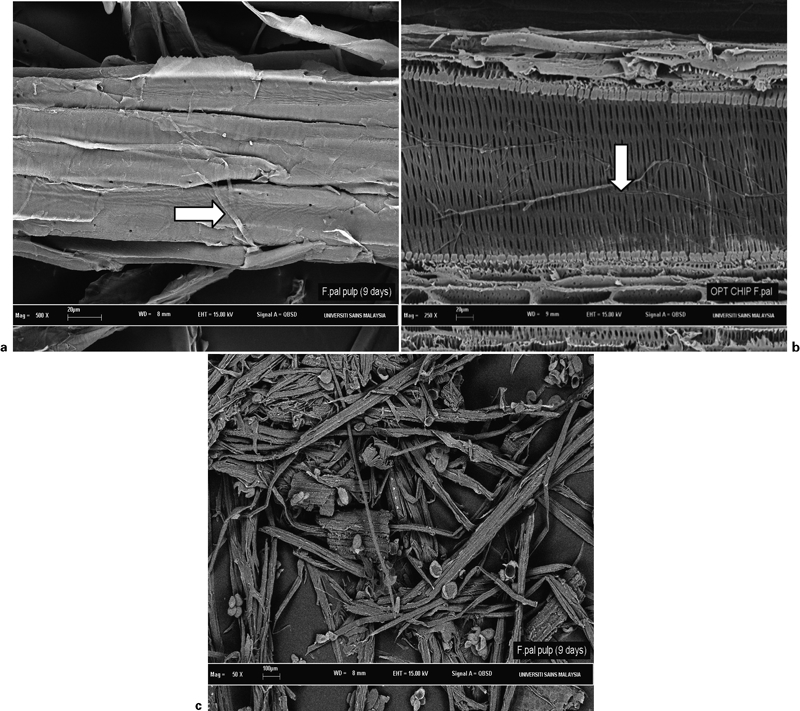
Pulp of oil palm trunk after exposure to F. palustris for 9 days
Conclusions
The results indicated that oil palm trunk fibre strands could be pulped and screened within 22–40% yield. The pulp yields made from chips after exposure to F. Palustris, P. sanguineus and S. commune were lower than the pulp yield made from chips exposed to fungi isolated from oil palm trunk (Aspergillus sp.) and rubberwood. This shows that white rot can degrade the lignin higher than other species. The results also showed that the optimal time for F. palustris was 25 days and for P. sanguineus was 18 days. No optimal time was detected for Aspergillus sp. and FRW (fungal species isolated from rubberwood). All biopulping pulps have lower kappa number and lower freeness value than control pulp.
Footnotes
Acknowledgements
The authors would like to acknowledge Universiti Sains Malaysia for funding the project through Research University Grant 1001/PTEKIND/8140152.