
Abstract
This paper reports on different applications of sodium metabisulphite as a formaldehyde scavenger. The reduction in formaldehyde emission and the effect on physicomechanical properties of particleboards were studied. The scavenger was mixed with urea–formaldehyde resins with different formaldehyde to urea molar ratios and added separately in the production of particleboards. Several differences between the formaldehyde content and physicomechanical properties of boards were found. When applied to melamine–formaldehyde resins, the changes in formaldehyde emission were less significant, probably due to the incorporation of sodium bisulphite in polymeric matrix. The type of formaldehyde-based resin and the form of scavenger addition are the major factors affecting formaldehyde scavenging efficiency.
Keywords
Introduction
Formaldehyde-based resins are the most used in wood-based panels industry. The most predominant are urea–formaldehyde (UF) resins, followed by phenol–formaldehyde, melamine–urea–formaldehyde and melamine–formaldehyde (MF). Other synthetic binders are used, but in lower scale. These resins are employed in production of a wide range of board types, namely particleboards (PBs), medium density fibreboard, plywood and oriented strand board (Forest Products Laboratory 2010; Carvalho et al. 2012). Amino-formaldehyde resins have been successful due to high reactivity and good mechanical performance combined with low cost. However, they present disadvantages related to low water resistance and formaldehyde release caused by reversibility of aminomethylene linkages (Dunky 1998). The MF resins are less susceptible to hydrolysis than UF resins, but their higher price and lower reactivity make this product acceptable only for high value products (Shumigin 2010).
Leadership in Energy and Environmental Design (LEED) is an internationally recognised building certification that encourages the global adoption of sustainable green building, promoting a whole-building approach to sustainability by recognising performance in different key areas of human and environment health like materials selection and indoor environmental quality (USGBC 2012). According to this regulation, the use of UF resins, or adhesives with UF bonds, is banned due to susceptivity to hydrolysis, which leads to release of formaldehyde during the lifetime of panels. The MF resins are accepted due to the higher hydrolysis resistance (Anonymous 2008).
Since the reclassification of formaldehyde as ‘carcinogenic to humans’ by International Agency for Research on Cancer (IARC) in 2004 and published in 2006 (IARC 2006), several efforts have been made by industry to reduce formaldehyde in wood-based panels. New product classes based on formaldehyde emission emerged. However, each world region established its own classifications, reference methods and standards. In the USA, especially in California, formaldehyde emission needs to fulfil the California Air Resources Board requirements, being the highest emission standards of 0·09 ppm for PBs since 2011. In Japan, despite not mandatory, the classification of F**** is the most restrictive. In Europe, all the members of European Panel Federation agreed to only produce E1 class, which is the more stringent classification among formaldehyde emission standards in Europe. Nevertheless, driven by IKEA (IOSMAT 0003), a class with half of E1 formaldehyde emission limits has been introduced: the so-called E0 (or E0·5), which was not officially recognised by European Committee for Standardization (CEN) (Carvalho et al. 2012). A new class, E1plus, is currently under discussion by CEN.
In recent years, several studies have been published on the use of different formaldehyde scavengers for formaldehyde-based resins. Porous materials like pozzolan (Kim 2009) and charcoal (Eom et al. 2006; Kim et al. 2006) provide some scavenging ability, but reduce the bending strength on the finished panels. Tannins have been reported to reduce formaldehyde emissions and also improve panel internal bond, due to the presence of hydroxyl groups (Eom et al. 2006; Kim et al. 2006). The scavenging activity of paper pulp was studied by Migneault et al. (2011) who proposed that proteins present in the sludge play an important role in the reduction in formaldehyde emission. It was also noted that the physicomechanical properties are severely penalised (Migneault et al. 2011). Chemical compounds like amine compounds (Boran et al. 2011) or urea solution and UF pre-polymer (Park et al. 2008) were also studied, but bond strength was always negatively affected. Hematabadi et al. (2012) reported on the positive effect of urea pre-treatment on the reduction in formaldehyde emission without reducing the physicomechanical properties of PBs.
The ability of sodium sulphites to react with aldehydes is well known (Walker 1944; Anonymous 1981; Barberá et al. 2000). There are some commercial formaldehyde scavengers available on the market. These are usually amino compounds, polyalcohols and other compounds with good affinity to formaldehyde. But they are usually expensive and penalise physicomechanical properties, namely internal bond and thickness swelling. Sodium metabisulphite has been described in some patents as formaldehyde scavenger (Boyer et al. 2008; Tutin et al. 2008; Ishimoto et al. 2009), but no other published studies deal with this subject.
Sodium metabisulphite is an inorganic compound with molecular formula of Na2S2O5, forming, in water, sodium bisulphite (Barberá et al. 2000)


In this paper, sodium metabisulphite was tested as formaldehyde scavenger. Incorporation was performed in different forms: during adhesive synthesis and during PB production. The scavenging performance was tested with UF and MF resins. Formaldehyde content and several physicomechanical properties of PBs produced were evaluated by test methods defined in European standards.
Material and methods
Materials
Commercial last generation UF and MF resins were provided by Euroresinas – Industrias Químicas, S. A. (Sines, Portugal). Wood particles, paraffin and ammonium sulphate were supplied by Sonae Indústria PCDM (Oliveira do Hospital, Portugal) for the production of PBs. Analytical grade sodium metabisulphite were purchased from Vaz Pereira, S. A. (Lisbon, Portugal).
Methods
Resin analysis
The gel time of the resins was measured in a laboratory test tube (φ = 18 mm) immersed in boiling water corresponding to the time necessary to attain the onset of gelification, observed visually on tube walls when dragged by a glass rod (φ = 6 mm). Adhesive (250 μL) mixed with 3% of ammonium sulphate (solid based) was used as catalyst.
A 20 wt-% ammonium sulphate solution was used as catalyst. The amount of catalyst used was the same for PB production, 3 wt-% solid catalyst based in solid resin. Resins with a gel time higher than 120 s were considered as having very low reactivity and so the times were not recorded.
Particleboard production
The adhesive system consisted of UF resin, paraffin (2 wt-%), catalyst (3 wt-%) and water (for adjusting the mat moisture content). In all series, the amount of solid resin was 7 wt-% based in mass of oven dry wood. Scavenger (when used) was 10 wt-% based in solid resin (except for resin B2, where it was 20 wt-%). Wood particles were blended with adhesive in a laboratory glue blender. Scavenger was added in two ways: mixed with the liquid resin after synthesis, or mixed in powder form with the wood particles, after glue blending.
Three layer PBs were hand formed in a square aluminium deformable container with 220×220×80 mm. Particleboards were designed to obtain density between 600 and 650 kg m−3 and 16 mm thickness. Wood mass distribution was 20% in upper face layer, 62% for the core layer and 18% in the bottom layer. Core and face layers differ in the moisture content and size distribution of particles. Moisture content of mat was 11 wt-% in face layer and 6·5% in core layer. The pressing program of a continuous industrial process was adapted to a batch cycle in a computer controlled laboratory scale press, equipped with a linear variable displacement transducer, a pressure transducer and thermocouples. For all series, five boards were produced with a pressing factor of 9·5 s mm−1.
After pressing, boards were stabilised in air until reaching room temperature. Then the boards were stored in an airtight container until testing. Three samples of each board were tested according to the European standards for density (D) (EN323), internal bond (IB) (EN319), moisture content (MC) (EN322) and thickness swelling (TS) (EN317). For each series, one board was randomly selected for analysis of formaldehyde content (FC) based on EN120 (perforator method).
Results and discussion
Urea–formaldehyde resins
No scavenger added
A sample of an industrial resin batch was taken before addition of final urea (Costa et al. 2012; Ferra et al. 2012; Paiva et al. 2012). The formaldehyde to amino groups [F/(NH2)2] molar ratio in the collected product was 1·30. From this industrial sample (sample A), two new resins were obtained in laboratory by addition of urea until reaching F/(NH2)2 molar ratios of 1·10 and 0·90 (samples B and C respectively).
Five PB panels were produced with each resin, according to the protocol described before. The resulting properties are shown in Table 1.
Properties of PBs produced with UF resins with different final F/(NH2)2 molar ratios
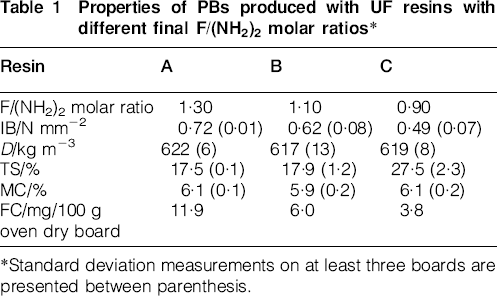
Standard deviation measurements on at least three boards are presented between parenthesis.
As expected, PBs produced with resin A present higher internal bond and lower thickness swelling due to the excess of free formaldehyde (unreacted during synthesis), leading to high degree of cross-linking during cure. However, the formaldehyde content in resin A exceeds the limit specified by E1 class according to EN312. With addition of final urea, (resins B and C) formaldehyde content decreased, so that resin B falls within E1 class, and resin C fullfills the unofficial class E0.
Scavenger added to resins after synthesis
The amount of sodium metabisulphite added to resins A, B and C was 10 wt-% (resins A1, B1 and C1). An amount of 20 wt-% was also added to resin B (resin B2). Figure 1 shows the measured values of gel time for these resins. As expected, the addition of final urea [reduction in F/(NH2)2 molar ratio] increased the gel time of the resin due to consumption of free formaldehyde in cure process. The addition of sodium metabisulphite to the resins increased significantly the gel time of the resins, also indicating premature consumption of a significant amount of free formaldehyde.
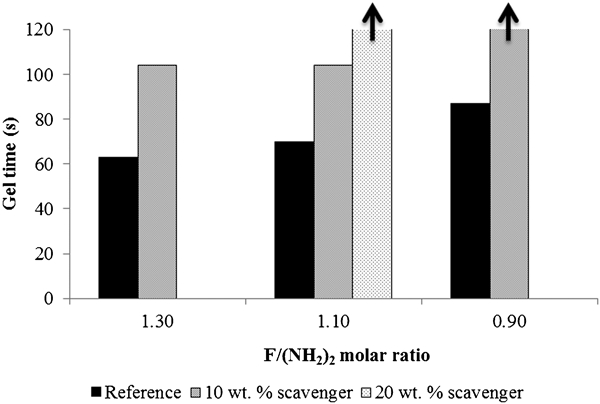
Comparison between gel time of different resins produced (resins with 0·90 F/(NH2)2 molar ratio with 10 wt-% of scavenger and resin with 1·10 F/(NH2)2 molar ratio and 20 wt-% present gel time higher than 120 s)
Table 2 presents the properties of PBs produced with UF resins with sodium metabisulphite. As expected, formaldehyde content was reduced in all cases when compared to the references without scavenger (resins A, B and C in Table 1), although penalising the physicomechanical properties. Particleboards produced with resins B2 and C1 were unable to be submitted to perforator test to determine the formaldehyde content, due to the low cohesion of material. Low material cohesion results from low concentration of free formaldehyde on adhesive required for curing. Although the test was not performed, very low formaldehyde content would be expected.
Properties of PBs produced with UF resin with different F/(NH2)2 molar ratios with sodium metabisulphite
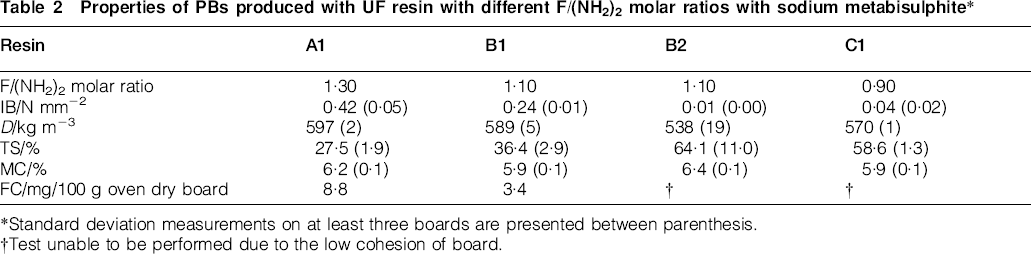
Standard deviation measurements on at least three boards are presented between parenthesis.
Test unable to be performed due to the low cohesion of board.
The reduction in adhesive reactivity and internal bond supports the occurrence of reaction between formaldehyde and sodium bisulphite before hot-pressing. This effect is more significant in resins with lower formaldehyde to amino group molar ratio, where free formaldehyde is already present in low concentration. This issue is relevant not only in the context of formaldehyde scavenger systems. Free formaldehyde is also consumed in the activation reaction with latent catalyst (ammonium sulphate), which motivates studies on new catalyst systems what do not imply reaction with formaldehyde (Myers 1984; Costa et al. 2012).
Scavenger added to wood particles
Particleboards were produced using resins A, B and C with sodium metabisulphite being added after resin addition to wood particles. The amount of scavenger added was 10 wt-% relative to solid resin. Table 3 shows the properties of the PBs produced. This form of addition avoids premature reaction between formaldehyde and sodium bisulphite. Comparing the results in Tables 2 and 3, and taking as reference the values in Table 1, it is observed that the scavenging performance is similar for both addition procedures, as seen more detail in Fig. 2. However, the mechanical properties are less penalised when the scavenger is added directly to the wood particles, possibly because premature consumption of formaldehyde is substantially reduced.
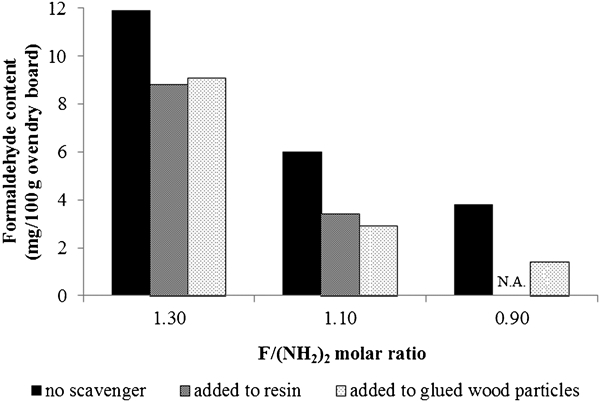
Formaldehyde content of PBs produced without scavenger, with scavenger added to the resin, and with scavenger added to glued wood particles (N.A.: not available)
Properties of PBs produced with UF resin and sodium metabisulphite added during the blending operation
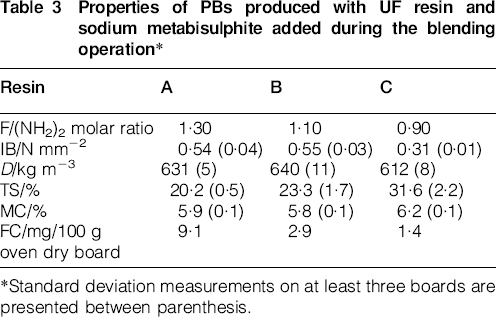
Standard deviation measurements on at least three boards are presented between parenthesis.
The better performance obtained when sodium metabisulphite is added to glued wood particles is a consequence of reduced interaction between scavenger and resin, due to lack of a continuous liquid phase surrounding the particles, which minimises premature formaldehyde consumption. During hot pressing, formaldehyde carried by water vapour contacts the scavenger, forming an adduct compound (equations (1) and (2)).
Application of sodium metabisulphite in solid form to the blended particles will cause liberation of dust particles into the air. The use of protective mask is recommended, in order to protect the respiratory tract from contact with sodium metabisulphite. Water present in the gastrointestinal tract will dissolve sodium metabisulphite, forming sodium bisulphite that will oxidise to sulphate in vivo causing irritation (Barberá et al. 2000). This is a major restriction to the use of sulphites in industrial applications. An interesting alternative would be to encapsulate the scavenger, as long as exposure upon hot pressing can be guaranteed.
Melamine–formaldehyde resins
Wood particles were blended with a commercial MF resin according to the previous protocol and the same procedure was applied for the incorporation of sodium metabisulphite during board production, after resin blending. Table 4 presents the properties of the produced PBs.
Properties of particleboards produced with MF resin and sodium metabisulphite added separately (standard deviation measurements on at least three boards is presented between parenthesis)
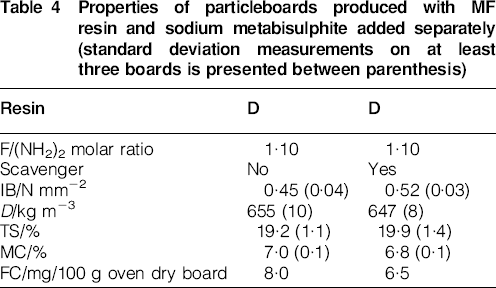
Contrary to UF resins, the addition of sodium metabisulphite to MF resins increased the internal bond, but the reduction in formaldehyde content was lower than expected. Figure 3 shows a relation between the percentage of reduction in formaldehyde content (%R) on PBs with scavenger (FCScavenger) and formaldehyde content on reference PBs (FCReference)


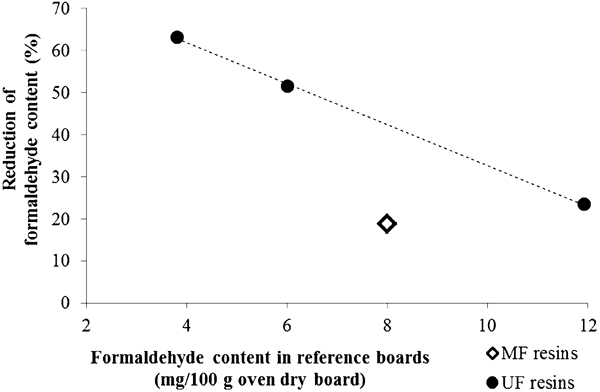
Relation between formaldehyde content in reference boards, and reduction in formaldehyde content achieved by scavenger addition
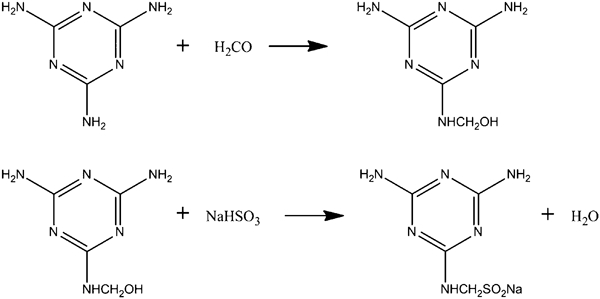
Reaction between melamine and sodium bisulphite
Contrary to the observed with UF resin, addition of sodium metabisulphite to MF resin increases internal bond. Methylolated urea compounds, namely mono and di-methylol urea, despite being highly reactive, are also less stable, so the compounds involved in formaldehyde scavenging reaction will be readily decomposed. Methylolated melamine compounds are known to be stable (that is the reason why UF resins doped with melamine present lower formaldehyde emission).
Conclusions
Sodium metabisulphite is an effective formaldehyde scavenger for wood-based panels. The observed decrease in mechanical performance is still within acceptable values. The addition procedure affects significantly the scavenging action and the PB performance. The addition of sodium metabisulphite mixed with UF resin penalises internal bond and thickness swelling of the boards produced. Even so, the reduction in formaldehyde content was significant. When sodium metabisulphite was applied in powder form to wood particles after the gluing operation, the internal bond and thickness swelling were not damaged while formaldehyde content was still reduced. When the same procedure was applied to MF resins, the scavenging performance was lower, but internal bond increased, supporting the interest in more studies using sodium metabisulphite as additive for MF resins in order to obtain low formaldehyde emission boards with LEED certification.
Footnotes
Acknowledgements
This work is co-founded by FEDER (Fundo Europeu de Desenvolvimento Regional)/QREN (E0_formaldehyde project with reference FCOMP010202FEDER005347) under the framework of COMPETE – Programa Operacional Factor de Competitividade (POFC). The authors wish to thank Euroresinas and Sonae Indústria PCDM for providing the equipment and raw materials needed for this work. Nuno Costa wishes to thank FCT/MCTES for PhD grant SFRH/BDE/33655/2009.