
Abstract
This study aims to provide information on the mobility of formaldehyde within a mattress of particles during hot-pressing. To this end, adhesive-free mattresses of virgin wood particles, which contain either a small dose of formaldehyde solution or slices of ‘old’ particleboard placed in one corner of the mattresses, were hot-pressed, cut into standard samples and then tested via EN 717-2. The results indicate that formaldehyde is mobile such that the emission levels across the samples were fairly consistent. Strips that contained high quantities of old furniture, however, still exhibited higher emissions than samples that did not contain old furniture particleboard.
Introduction
Research at the Ecole Supérieure du Bois has shown that particleboards made with old technology urea formaldehyde adhesives continue to emit relatively high levels of formaldehyde (HCHO) even several decades after manufacture. If such panels are recycled and included in the furnish intended for new particleboards then, inevitably, the overall HCHO emission levels of the new panel will be increased. This fact is widely known within the particleboard industry. Even so, almost no literature has been published on the HCHO emission levels of old particleboards and certainly none that the authors of this paper have direct access to.
The use of recovered wood in the manufacture of particleboards today is an economic necessity. The realisation that furnish derived from recovered wood can increase HCHO emission levels, together with the trend towards lower permissible HCHO emission levels, is causing particleboard manufacturers to consider the use of on-line sensors to measure HCHO emissions during manufacture. The WoodSens project is developing a sensor intended, ultimately, for on-line, real-time measurements.
The advantage of such a sensor being that the manufacturer can be more certain that their products comply with the regulations and market expectations. It could also be used to optimise the proportion of recovered wood used in a furnish, i.e. if the sensor indicates that the HCHO emission levels are increasing and that it might exceed limits, then either less recovered wood could be used or additional sequestrants added.
The utility of an on-line HCHO sensor would be reduced if the signal it produces contains a lot of noise, i.e. fluctuations in signal, relative to the real variations that might be present in HCHO emission. What is not known is whether the HCHO is uniformly distributed throughout the panel or localised around the high HCHO emitting particles.
Standard tests do not reveal this information because the panels and subsequent samples are stored prior to testing and so the HCHO has time to redistribute itself between samples.
This study aims to provide information on the mobility of HCHO within a mattress of particles during hot-pressing. This will be achieved by pressing adhesive-free mattresses of virgin wood particles that contain either a small dose of HCHO solution or slices of ‘old’ particleboard placed in one corner of the mattresses.
Materials and methods
The surface and core layer particles used were supplied by Sonae Indústria from their factory in Meppen, Germany. The particles had been specially prepared from virgin wood for a number of experiments as part of the WoodSens project. Apart from the fact that they were virgin wood the particles were, in all other respects, typical particles.
Experiment 1
The bottom surface layer of the mattress was formed and sprayed with deionised water to give a moisture content (MC) of 14%. Then half of the core was formed on to which 31·6 g of 37% w/v HCHO solution was sprayed on one corner using a washer bottle. Deionised water was applied in the same way over the other three quarters of the panel to achieve an overall MC of 11%. The remainder of core layer particles were then place on top. Finally the third layer was formed and deionised water applied to give a surface layer MC of 14% (see Fig. 1).
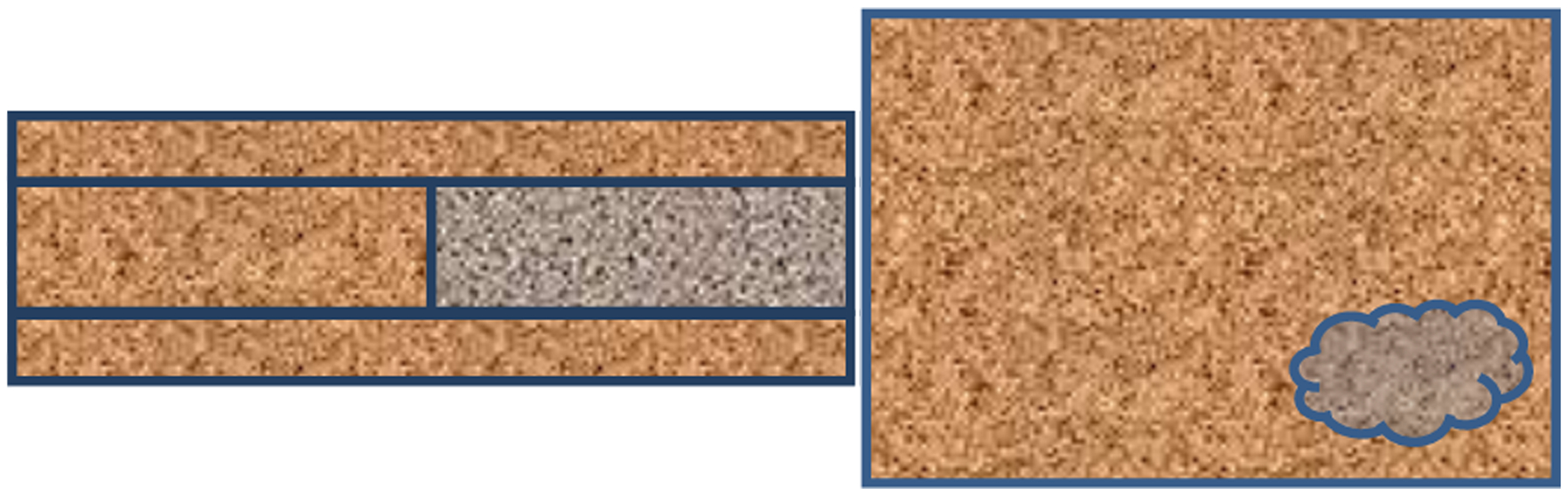
Diagram to illustrate where formaldehyde solution was placed during mattress forming, i.e. in one corner between surface and core layer
The pressed dimensions of the panel were a nominal 600×600×19 mm. A press temperature of 175 °C and a press time of 190 seconds (excluding closing and degassing, which was longer than usual in order to keep the panel intact) was used. The target density was also higher than usual, at 800 kg m−3, in order to increase the strength of the adhesive-free during cutting.
The panel was immediately cut into samples after hot pressing and each specimen was individually sealed in plastic bags to avoid cross-contamination of formaldehyde. The samples were tested using the gas analysis method (EN 717-2: 1995). This test, like other formaldehyde emission tests, requires that the specimens have consistent moisture contents. Consequently, the specimens were conditioned individually and without exposure to laboratory air before testing. This was achieved by placing each sample in a desiccator containing 100 mL deionised water (see Fig. 2) for approximately 48 h.
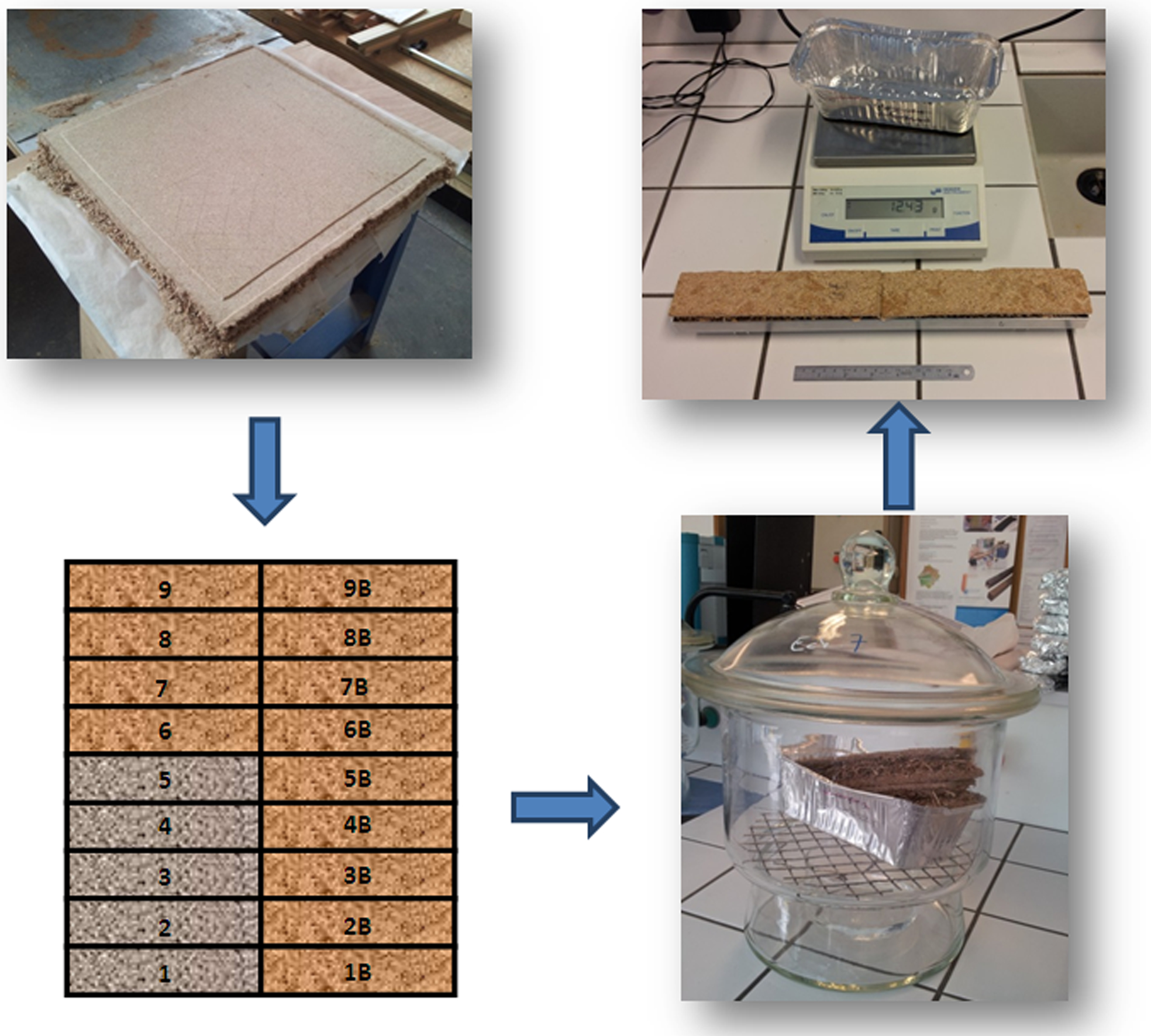
Top left: adhesive-free panel with corner where HCHO solution applied marked on the surface. Bottom left: panel cut in to nine strips and then each cut in half so that each strip could be placed in a desiccator for conditioning. Bottom right: a sample conditioning in a desiccator containing deionised water. Top right: sample placed in holder immediately prior to testing via EN 717-2
After conditioning, each sample was placed in a special holder, originally designed to permit the measurement of HCHO emission from particles, so that they could be tested via the gas analysis method (EN 717-2: 1995). The gas analyser used was a GreCon GA5000.
Tests also were conducted on particles that had not been pressed. For each test, approximately 70 g of surface particles or 58 g of core particles were placed in the particle holder and tested using the GreCon GA5000.
In addition, the HCHO concentration in the water in the desiccators at the end of conditioning period was measured by taking 30 mL and diluting to 250 mL and following the analytical procedure given in EN 717-2 (1995).
Experiment 2
A three-layer mattress was made as described for Experiment 1 except that the formaldehyde solution was replaced with strips (5×15×185 mm) of particleboard taken from a drawer front of a cupboard made around 1985 (see Fig. 3). The weight of the particleboard strips was taken in to account when weighing the particles needed for the core layer.

A series of photos depicting the formation of an adhesive-free mattress containing strips of ‘old’ furniture on top of one corner of the bottom face. The final mattress had a conventional three-layer structure
The panel was cut into samples, sealed in plastic bags and subsequently conditioned immediately before testing as in Experiment 1.
Results and discussion
Experiment 1
The quantity of HCHO solution added to the mattress of Experiment 1 was calculated to give an emission level of 3·5 mg/m2/h, i.e. the E1 limit; this is assuming that the HCHO observed only comes from the solution added. Figure 4 shows that the HCHO emission was fairly constant across the panel. This indicates that the formaldehyde was redistributed from the corner where it was applied during hot-pressing.
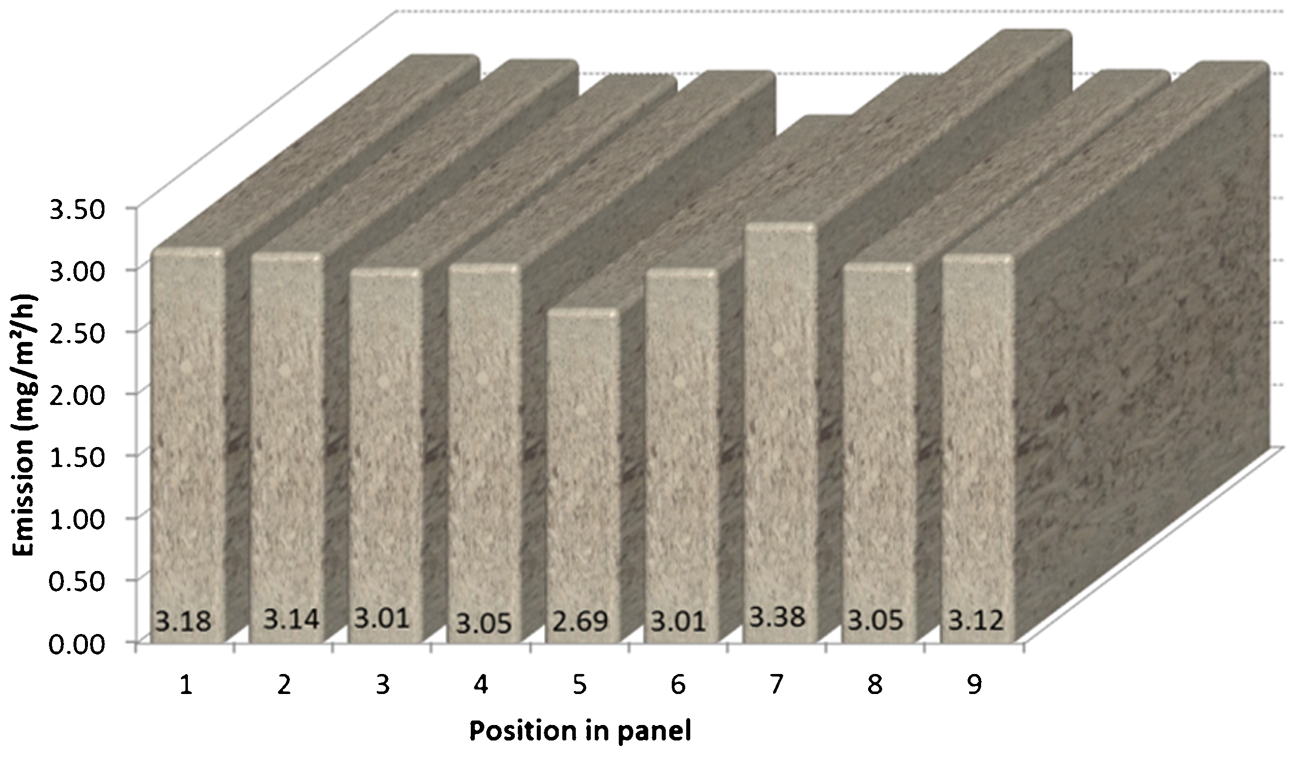
Formaldehyde emission observed across panel made in Experiment 1 via gas analysis method
The average HCHO emission observed for the panel was 3·1 mg/m2/h, so somewhat less than the E1 indicating, perhaps, that some HCHO was lost during hot-pressing. The emission values can be converted to a weight basis by calculating the total HCHO emitted during the test and then dividing by the specimen weight. The average value for this panel is calculated to be 0·21 mg/100 g, on an oven dry basis. This compares to 0·11 mg/100 g for the core particles and 0·13 mg/100 g for the surface particles in the delivered state. Therefore, the addition of the HCHO solution and the hot-pressing step practically doubled the emission from the panel. Meyer and Boehme (1997) tested solid wood EN 717-2 and found spruce to emit 71 μg/m2/h when at 7% MC and 86 μg/m2/h. Assuming typical densities for these two groups of species then these figures can be converted to a weight basis of 0·04 and 0·05 mg/100 g respectively. These are possibly lower because the solid wood had not been subjected to high temperature drying. Weigl et al. (2009) used the perforator method (EN 120) and observed values around 0·4 mg/100 g for spruce and 0·4–0·7 mg/100 g for pine. The perforator method can potentially extract all the HCHO present in a sample and so this probably explains the higher value observed by these researchers.
Extrapolating the results in Fig. 4 to the whole panel indicates that about 8·9 mg of HCHO would have been emitted (average emission×surface area of panel×4, which is the test duration). The results from the analysis of the water used to condition the samples indicate that a further 4·2 mg would have been emitted by the whole panel if it were conditioned in this way. The total collected during conditioning and testing is therefore 13·1 mg. This compares to the 11·7 mg of HCHO added to the panel prior to pressing and an estimated 6·2 mg from the particles themselves, so a total of 17·9 mg. These ‘ball-park’ figures indicate that the test results are coherent with what might be expected and that a little less than 5 mg of the HCHO added during mattress formation is lost during hot-pressing.
Experiment 2
Figure 5 shows that the HCHO emission varied within the panel. Samples 1 to 5 contained the strips of old furniture and there is a clear link between the quantity of old panel present and the observed HCHO emission.
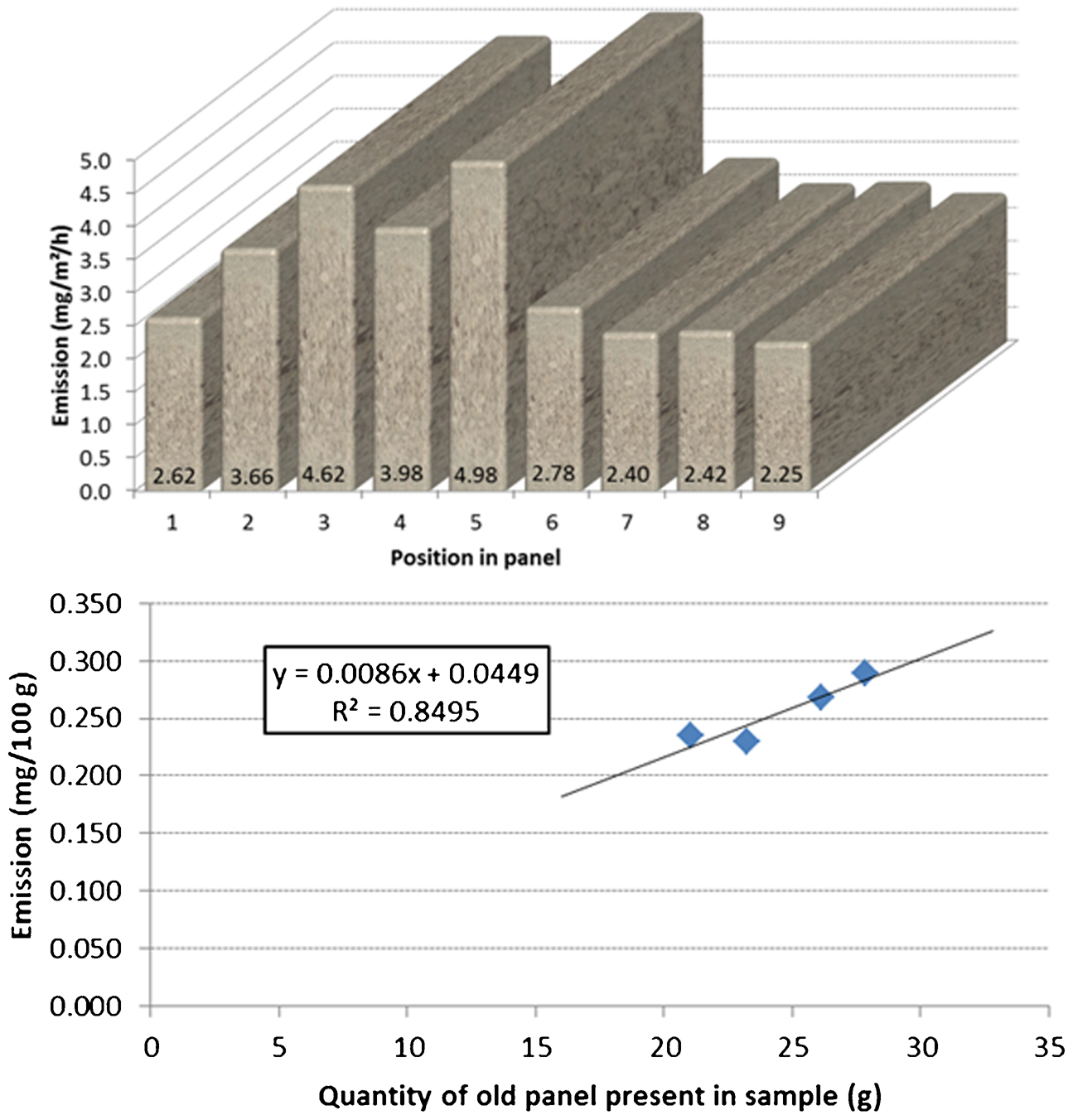
Top: formaldehyde emission observed across panel made in Experiment 2 via gas analysis method. Bottom: correlation between quantity of old panel present and observed HCHO emission
A standard EN 717-2 sample was cut from the same drawer front used to cut the strips of old furniture that were incorporated into the panel. The standard sample was tested on the same day as the panel was made. It was found to have an HCHO emission level of 5·7 mg/m2/h, so significantly higher than the 3·5 mg/m2/h permitted today. It also demonstrates, very clearly, the possibility that a particleboard made with a HCHO free adhesive could still exceed the permitted emission levels if a lot of high emitting recovered wood were to be placed together by chance.
Samples 1 to 5 were heavier than the others because of the inclusion of the old particleboard strips. Converting the results to emission values on a weight basis, as described above, reduces the difference between the two halves of the panel (see Figure 6). The difference is still there however. The abrupt change between sample 5 and 6 may lead one to think that the HCHO in old furniture is not very mobile. This is probably a false conclusion because the HCHO emission of samples 6 to 9 is about 50% higher than that expected from the particles alone. Logically, the majority of this additional HCHO must have come from the old furniture strips and been distributed only during the hot-pressing stage.
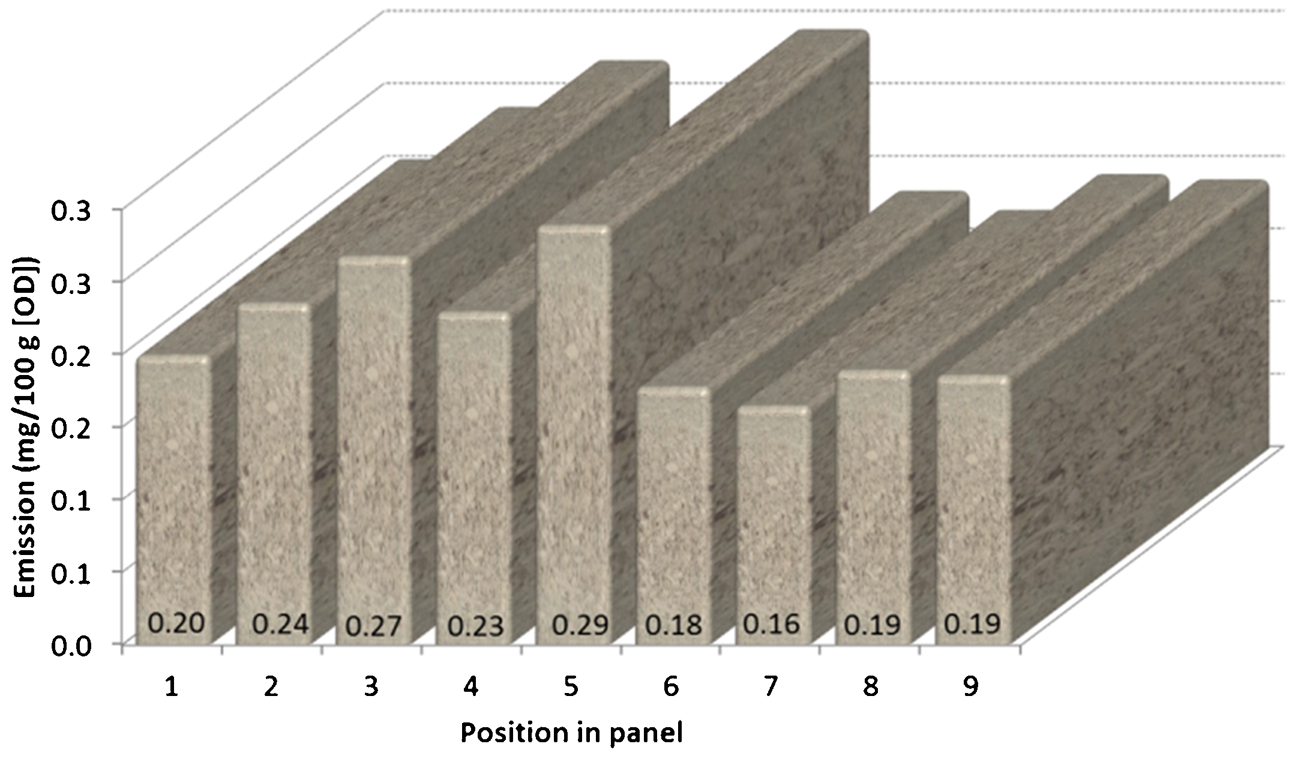
Results as given in Fig. 5 but expressed on a weight basis
Conclusion
The results of this research indicate that HCHO is mobile and is redistributed within a mattress during the relatively short hot-pressing step. This is true for both HCHO added as a solution and HCHO present in old particleboard incorporated into a panel.
When old particleboard is integrated into a panel then the HCHO is not perfectly distributed as emissions tend to remain high around the old particleboard pieces.
Footnotes
Acknowledgements
This study is part of the project ‘WoodSens’ – Developing and implementing formaldehyde online-sensor systems in wood-based panel processing, which is supported by the WoodWisdom ERA-Net. The research contained in this paper was specifically supported by the Ministry of Food, Agriculture and Fisheries in France and the Xyloforest project in France (ANR-10-EQPX-16).