
Abstract
Ten-ply high pressure paper laminates were prepared by impregnating filter paper with mimosa tannin solution mixed with furfuryl alcohol and formurea concentrate. Abrasion resistance tests, a cross-cut test, and water vapour resistance measurements were carried out. The effect of 10-ply paper laminates on the shear strength of plywood was also determined. It was demonstrated that 10-ply paper laminates with mimosa tannin resin may increase the dry shear strength of plywood and reduce the absorption of water into the plywood. 10-ply paper laminates pressed at 140°C temperature at 120 kg cm−2 pressure for 600 s gave the best appearance compared to other laminates.
Introduction
There are many applications for high pressure laminates formed by impregnating and pressing together papers impregnated with phenol–formaldehyde resins. Thus, phenolic paper laminates are used in support panels in integrated or printed electronic circuit boards in computers, telephones, and other similar applications, while thick phenolic paper laminates are often used to manufacture low wearing cogs for a variety of mechanical applications. Such laminates are also used as overlays for wood panels; the most well known make of these is Formica.
There are many kinds of overlays bonded to wood panels such as veneer, resin impregnated paper, plastic film and kraft paper. They are use on countertops, tables, walls and concrete shutterboard because of their durability in these applications. Among all of these, resin impregnated papers are widely used (Kandelbauer et al. 2010) due to their relative low cost and versatility (Bulian et al. 2009). The process for the resin impregnated paper is very straightforward. The paper is impregnated by soaking it in a resin solution and drying to the desired moisture content before assembling it to achieve the required thickness and size. There are no additional adhesives used to bond the impregnated paper sheets together, because complete curing only occurs during hot pressing of the laminate.
Bardak et al. (2011) impregnated paper with urea formaldehyde, melamine urea formaldehyde and melamine formaldehyde resins. The impregnated papers were pressed onto particleboard surfaces and tested. Laminated particleboards have a higher value of modulus of rupture (MOR) and modulus of elasticity (MOE) than the requirements of the EN (European Norm) standards (Bardak et al. 2011). Furthermore, Nemli et al. (2005) also reported that particleboard overlaid with melamine and urea formaldehyde resin impregnated papers not only improved the physical and mechanical properties of the particleboard, but also the decay resistance of the panel. Besides that, formaldehyde emission from coated wood panels also decreased (Nemli et al. 2005).
Many articles have been published on either melamine or urea formaldehyde impregnated papers. Therefore, in this work bio-sourced, tannin based resins were used to substitute synthetic resins. Condensed tannins are found naturally in the wood and bark of many trees. They contribute more than 90% of the total world production of vegetable tannins and are both chemically and economically of interest for the preparation of adhesives and resins (Pizzi 1983). In this work, 10-ply filter paper was impregnated with mimosa tannin resin and the resulting surface quality of the laminates was studied. The effect of this laminate on the shear strength of plywood before and after water immersion was also studied.
Materials and methods
Preparation of mimosa tannin impregnating resin
Mimosa (Acacia mearnsii) bark tannin extract obtained from SILVA Chimica (St. Michele Mondovi, Italy) was used to prepare the tannin resin. One hundred parts of mimosa bark tannin extract was mixed with 100 parts of water and its pH was adjusted to pH 7 with NaOH (33% solution in water). Fifty parts of furfuryl alcohol were then added to the tannin solution. Then, 20% of formurea (from tannin extract solid) was added. The whole mixture was then mixed thoroughly for 10 min under mechanical stirring and the resin ready for use.
Preparation of phenol formaldehyde impregnating resin
Ninety four parts of phenol were mixed with 40 parts (20/80) methanol/water solution and 55 parts of 96% paraformaldehyde powder. The temperature was increased to 40°C for 30 min. Then, 20 parts of NaOH (33% solution in water) were added in four equal parts at 15 min interval time over the total of 60 min. The reaction continued for another 15 min and the resin was cooled.
Paper impregnation
Papers used for impregnating the resin were laboratory filter paper of 20×20 cm dimension with 60 g m−2 paperweight. The filter papers were manually impregnated by hand in a basin filled with mimosa tannin resin. The filter papers were soaked in the mimosa tannin resin for 2 min. A steel cylinders press was used to ensure the homogeneous spreading of the resin and to remove any excess of the resin. Each paper was weighted before and after impregnation to determine the amount of impregnated resin. The resin loading was 130±2 g m−2. After impregnation, the papers were left to dry at ambient temperature to the desired moisture content. Ten layers of impregnated paper were stacked before being pressed. The same procedure was used to prepare the phenol formaldehyde resin impregnated controls.
Surface quality tests
The water vapour resistance test, cross-cut test, and abrasion resistance test were performed according to the European Norm 438-2 (2005), European Norm EN ISO 2409 (1994) and ASTM D 4060-01 (2001) respectively. All tests were performed in triplicate for each sample and the results were classified according to the standards.
Modulus of elasticity (MOE) analysis
The modulus of elasticity of the 10-ply impregnated paper was determined using a thermomechanical analyser (Mettler Toledo TMA 40) at 20, 30, 40, 50 and 100°C for 20 min.
Plywood preparation
Plywood panels were prepared as the substrate for the resin impregnated paper. Five-ply plywoods were prepared using 2 mm thick beech veneers (Fagus sylvatica). The MUF adhesive to prepare the plywood was prepared according to a known procedure (Zhou et al. 2012) by mixing 116 parts by weight of formurea (a formaldehyde concentrate stabilised by urea, of mass content 65% of formaldehyde and 21% urea) and 13 parts urea and 30 parts water. The pH was set at 10·0–10·5 and the temperature was increased to 92–93°C under mechanical stirring. When the temperature reached 92°C, the reaction was continued for about 30 min at the same temperature. Then, the pH was increased to 5·0–5·5 by addition of 10% formic acid. After 1 h, the pH was increased to 9·5 by addition of NaOH 33%, and then 41 parts of melamine and 19 parts of water were added to the reaction mixture. The water tolerance of the reaction mixture was checked every 10 min, while the pH was allowed to fall by itself. When the water tolerance was about 300%, 6·5 parts of second urea was added and the pH again reached 9·5. The reaction continued for 10–15 min and water tolerance reached 170–180%. Water tolerance is a direct measure of the extent of condensation of the MUF resin and indicates the percentage of water on the reaction mixture that the MUF resin can tolerate before precipitating out (Pizzi 2003). The pH was readjusted to 9·5 and the resin cooled and stored for one day. The glue spread used was 320 g m−2 and the plywood was pressed at 38 bar pressure and 150°C press temperature for 420 s.
Preparation of tannin resorcinol formaldehyde (TRF) resin
The TRF resin was prepared according to a reported procedure (Zhou et al. 2013). 25·9 parts of a 58% aqueous solution of mimosa tannin extract was mixed with 4·22 parts of methanol and 7·49 parts of 99% resorcinol. To this mixture, 2·45 parts of 37% formalin solution and 2 parts of a NaOH (45% solution in water) were added at ambient temperature. The mixture was brought to 70°C under continuous mechanical stirring for 1 h then the resin was cooled and stored.
Lamination of plywood and mechanical tests
To study the effect of the 10-ply paper laminate on the shear strength properties of the plywood, both surfaces of the plywood were overlayed with 10-ply paper laminates. The adhesive used to glue the 10-ply paper laminates to the plywood was a tannin resorcinol formaldehyde (TRF) coldset adhesive. Dry shear strength and shear strength after 24 h of immersion in water at ambient temperature were both tested according to European Norm EN 314-1 (2005). The same test was performed on a non-overlayed plywood control.
Flame retardancy test
The flame retardant test was carried out according to a reported procedure (Gu et al. 2007). The 10-ply paper laminates were clamped with a retort stand and the distance between the laminate surfaces and the top of Bunsen burner was 7 cm. The laminates were exposed to the flame and the time (in seconds) when the flame burned through the surface of the laminates were recorded.
Results and discussion
From previous work (Abdullah et al. 2013), plywood overlaid with one piece of mimosa tannin impregnated paper at 10% moisture content before pressing gave better result on the surface quality tests compared to higher moisture content impregnated paper. Therefore, 10-ply paper laminates with mimosa tannin were conditioned to 10% moisture content before being pressed. The paper sheets were impregnated with mimosa tannin resin and 10 pieces of impregnated paper were stack together before being pressed. The 10-ply paper stacks were pressed at 180°C temperature and 60 kg cm−2 pressure for 240 s. The resin loading was 172 g m−2. The laminate so obtained was unacceptable as a lot of liquid resin flowed out during pressing, delamination between the 10 layers of the paper occurred and moreover there were many air bubbles disfiguring the surface of the laminates.
To avoid too much of the resin flowing out from the 10-ply paper laminates, the resin loading was reduced to 130 g m−2 and pressed again at the same press condition as above. The moisture contents were varied to 10, 5 and 3%. There was very little to no resin flowing; however, some delamination occurred within the 10-layer paper as well as surface swelling (Fig. 1a). Moisture content appeared to influence the performance of the laminate. Therefore, the pressing conditions were changed to a lower temperature, namely 140°C and 120 kg cm−2 pressure for 600 s. The moisture content before pressing was 10%. The resulting laminate appeared to have excellent appearance presenting a nice smooth surface and no delamination between the layers (Fig. 1b). This laminate was further tested for surface quality and used to see its effect on the shear strength of plywood. The laminate conditions used in this study is summarised in Table 1.

a 10-ply impregnated papers at 10% moisture content pressed at 180°C temperature at 60 kg cm−2 pressure for 240 s: note unacceptable bubbles on laminate surface; b good quality 10-ply impregnated papers at 10% moisture content pressed at 140°C temperature at 120 kg cm−2 pressure for 600 s
Conditions used to prepare laminates

For the abrasion resistance test, the weight loss after 500 cycles was only 20·0 mg (ASTM D 4060-01, 2001). The cross test was rated with Grade 0 (European Norm EN ISO 2409, 1994) meaning the cuts were perfectly smooth with no paper detached. In the test of resistance to water vapour, the 10-ply paper laminate was rated Grade 4 according to European Norm 438-2 (2005), meaning there was a very little change in brightness or/and colour only scarcely visible at a certain angle (Table 2). The effect on panel mechanical properties of adding this 10-ply paper laminate as an overlay on plywood was also evaluated (Table 3). Plywood panels were overlayed with the laminate on both surfaces. A TRF cold-set adhesive was used to bond the 10-ply paper laminates to the plywood surfaces. The dry shear strength (EN 314-1, 2005) of the overlayed plywood was higher than that of the plywood alone, at 4·5 and 3·6 N mm−2 respectively. One of the purposes to overlay a wood panel is to reduce its water absorption and improve its resistance to moist conditions. This is shown by the difference in shear strength of overlayed and non-overlayed plywood after 24 h water immersion. The shear strength of overlayed plywood was 3·46 N mm−2, compared to only 2·86 N mm−2 for non-overlayed plywood.
Surface quality properties of 10 layers paper impregnated with mimosa tannin resin

Mechanical properties of plywood overlaid with 10-ply paper laminates

The modulus of elasticity (MOE) of the 10-ply paper laminates was measured at different temperature from 20 to 100°C (Fig. 2). The MOE at 20°C was rather high at 7507 MPa, showing that the 10-ply paper laminate was very rigid. The flame retardant test values for the 10-ply paper laminates made with the mimosa tannin/furanic resin were compared with those of 10-ply paper laminates made with a synthetic phenol formaldehyde resin. For the mimosa tannin laminate, the burn-through time was 50 s, while it was 80 s for phenol formaldehyde laminate.
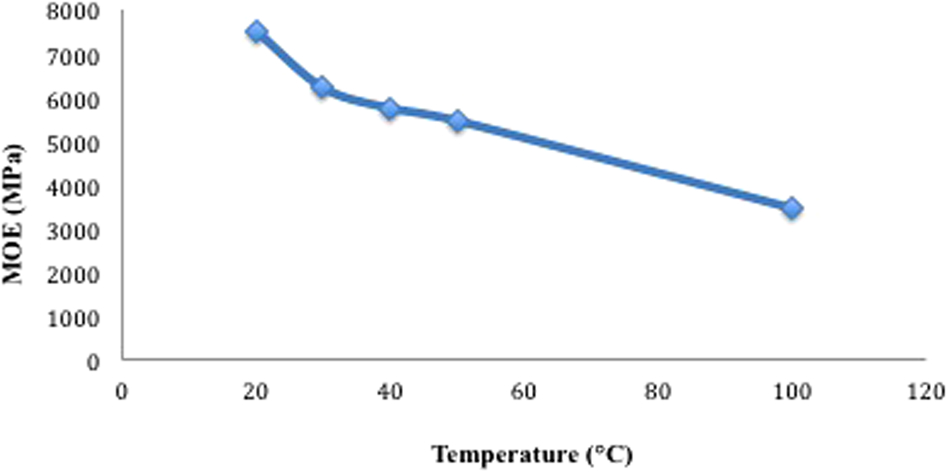
Modulus of elasticity of 10-ply paper laminate as function of temperature
Other than decorative laminate, high pressure laminate has also gained wide acceptance in the commercial electronic industry. Phenolic resin paper laminates as example are widely used as a substrate of printed wiring board (Wray et al. 1978). It may also be used as mechanical cogs. These thick laminated paper are easier to machine than metal and do not spark when struck.
Conclusion
High pressure 10-ply paper laminates impregnated with mimosa tannin resin were successfully prepared. The laminate was produced with a resin derived from more than 95% from renewable resources. The 10-ply paper laminates have very good appearance, with smooth, even surfaces, very good abrasion resistance, cross-cut test and water resistance according to ASTM standards and European Norms. Their MOE was very high, but their flame retardancy was inferior to that of a phenol–formaldehyde laminate of the same thickness. Further work need to be done to enhance the fire resistant of the tannin/furanic 10-ply paper laminate, as its application would be of some interest in flooring and walls in the building. However, its excellent characteristics render it already of interest for applications such as a suitable overlay for concrete shutterboards, electronic circuitry support, mechanical cogs and similar applications.