
Abstract
The aim of this work was to study the bondability of birch (Betula verrucosa Ehrh.) veneer subjected to different surface treatments (chemical treatment, short term thermo-mechanical densification, and combination of these two processes) using phenol-formaldehyde (PF) resin with the aim of improving bonding during the production of plywood. Four chemical agents (hydrogen peroxide, aluminium potassium sulphate, potassium carbonate, and potassium permanganate) were used for chemical treatment of the veneer surface. The veneer samples were thermo-mechanically densified between heated plates of a laboratory press. The results revealed that short term thermo-mechanical densification and combined chemical and thermo-mechanical pre-treatment of the veneer surface prior to the resin application reduced the glue spread (a 33% reduction) and improved the bondability of the veneer. The obtained shear strength values for all of the studied treatments exceeded the standard requirements (1·0 MPa), and the properties of the plywood samples satisfied the European standard EN 314-2.
Keywords
Introduction
The manufacture of veneer based products (plywood, laminated veneer lumber) involves many different processes; one of the most essential processes is the adhesive bonding of the veneer sheets. Manufacturing processes, including peeling and drying, can essentially change the physical and chemical surface properties of the veneer. The interaction of a liquid adhesive with the veneer surface depends primarily on the properties of the adhesive used and on the conditions of the veneer surface. The strength of the adhesive bond is intimately associated with the surface and subsurface properties of the veneer. To achieve optimum adhesion between the substrate and adhesive, a clean solid surface is required. However, the veneer surface is subjected to self-contamination that according to Back (1991) is a result of a natural surface inactivation process where low molecular weight wood extractives migrate to the surface.
In the production of veneer-based products, a significant area of new wood surface is created in a short period. However, in many cases, the time between creating the new surface and adhesive spreading is too long. Within this period, freshly cut wood surfaces undergo a transformation termed surface inactivation. Wood surface inactivation is a surface phenomenon resulting in the loss of bonding ability (Christiansen 1991). Therefore, the quality of the preparation of the surface is extremely important and this could have a significant effect on the reduction of the glue spread and on the improvement of the plywood performance (Bekhta 2003; Bekhta and Marutzky 2007; Bekhta et al. 2009, 2012).
Mechanical pre-treatments such as sanding and planing (Aydin 2004) or densification by rolling (Bekhta et al. 2009) and thermo-mechanical densification by pre-pressing (Bekhta 2003; Bekhta and Marutzky 2007; Bekhta et al. 2012) can be used to modify the surface characteristics and so improve the glue bonding of wood. To improve bonding ability and wettability and to reactivate wood surfaces for glue wood bonds, some chemical pre-treatments are widely applied to wood surfaces (Belfas et al. 1993; Gardner and Elder 1988). Pre-treatment by hydrogen peroxide activates the functional groups on the phenylpropane units of lignin and cellulose so that they can react more effectively and bond with the functional groups more effectively in the phenol-formaldehyde (PF) adhesive (Mirski et al. 2011). Chemically treated wood acquired some useful properties, such as improved wettability, that could lead to an increase in the wood surface compatibility with polar adhesives or coatings and to a decrease in their specific consumption (Croitorua et al. 2011; Loh et al. 2011; Lu and Wu 2006; Matuana et al. 1998; Tinh et al. 1977; Wei et al. 2012). The influence of other different surface treatments (overdrying, extraction with water and ageing) on the bondability of pine and eucalyptus with urea-formaldehyde resins have also been analysed (Cruz et al. 2007). Thus, the surface of wood should be cleaned directly before bonding to remove all foreign substances that interfere with the bonding.
Christiansen (1990, 1991) summarised the mechanisms responsible for the changes in wood surfaces that may influence the bonding properties of wood:
migration of hydrophobic extractives during drying
oxidation
closure of micro-voids in the wood substance which reduces adhesive penetration
acidity or reactivity of extractives affecting the curing time of adhesives
molecular reorientation of functional groups at the surface.
There is no information on how chemical treatment in combination with thermo-mechanical pre-treatment of wood surface affects the bondability, although such an approach may offer advantages over current bonding technology. Therefore, the current study was initiated to examine the different surface treatments of veneer and their effect on the bondability of the treated veneer.
The aim of this work was to study the bondability of birch (Betula verrucosa Ehrh.) veneer subjected to different surface treatments (chemical treatment, short term thermo-mechanical densification, and combination of these two processes: short term thermo-mechanical densification and then chemical treatment or chemical treatment and then short term thermo-mechanical densification) using phenol-formaldehyde (PF) resin with the aim of improving bonding during the production of plywood.
Materials and methods
Commercial rotary cut veneer sheets were processed from birch (Betula verrucosa Ehrh.) logs at the ODEK Ukraine LLC plywood company in Orzhiv, Ukraine. Defect-free veneer sheets of 300×300×1·5 mm and with 4·6% moisture content were then transported to the laboratory. Treatments of veneer surfaces by chemical treatment (CT), short-term thermo-mechanical densification (STTMD) and combination of these two processes (short-term thermo-mechanical densification and then chemical treatment (STTMD&CT) or chemical treatment and then short-term thermo-mechanical densification (CT&STTMD)) were performed using the different chemical agents as listed in Table 1.
Description of veneer treatment for manufacturing of plywood panels
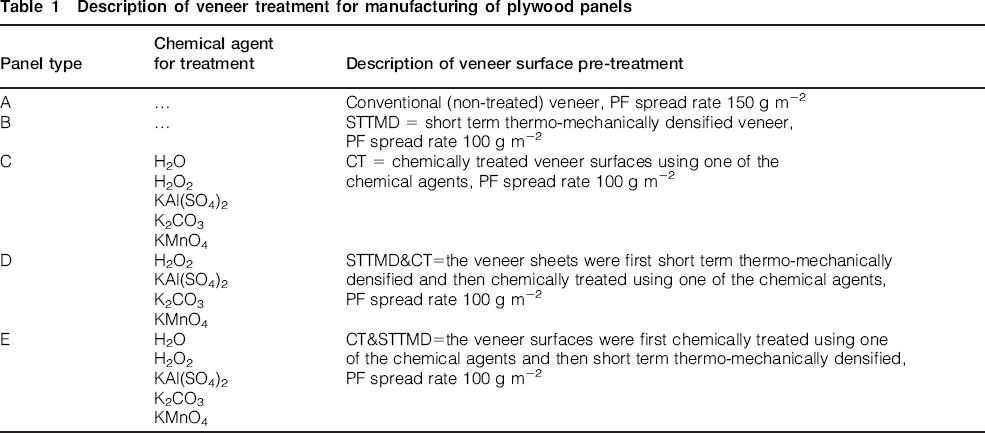
Aqueous solutions of hydrogen peroxide (H2O2), aluminium potassium sulphate (KAl(SO4)2), potassium carbonate (K2CO3) and, potassium permanganate (KMnO4) with 6% concentrations except of KAl(SO4)2 which was a 5·7% concentration solution) were examined for veneer surface activation treatments. Oxidising agents such as H2O2 and the potassium salts have the effect of accelerating the PF resins. Hydrogen peroxide in interaction with PF resin creates carboxyl groups, which lead to an increase in PF resin reactivity in the relation to the cellulose and the creation of ester bonds in the resin cellulose formation. Clean water was used as the reference liquid. Surface treatment was carried out by spraying the chemical agent with consumption of 10 g m−2 on the veneer surfaces shortly before resin application. The veneer sheets were short-term thermo-mechanically densified between the smooth and carefully cleaned heated plates of an open-system laboratory press at a temperature of 150°C and the pressure of 2 MPa for 60 s.
Three-layer plywood panels of 1·5 mm birch veneer with a 300×300 mm format and a target thickness of 4·5 mm were prepared in an electrically heated hydraulic laboratory press. A specific pressing pressure of 1·8 MPa and temperature of 150°C were used, and the time of pressing was determined for 6 min (during the last 30 s of the press cycle, the pressure was continually reduced to 0 MPa). All panels were pressed immediately after the application of the PF resin. A commercial phenol-formaldehyde glue resin with a solid content of 47% and dynamic viscosity of 278 mPa s was used for making the plywood panels. The glue spread rate for the test panels was 100 g m−2 based on the wet mass; this is 33% less than the glue spread used for the control panels (150 g m−2). To compare the ability of the treated veneer for bonding, mechanical tests were performed on plywood panel samples prepared from the non-treated veneer and veneer subjected to the different treatments. A laboratory testing machine was used for the evaluation of the quality of the bonding, and the shear strength of plywood was determined according to EN 314-2 after pre-treatment for intended use in exterior conditions. The testing samples were immersed in boiling water for 4 h, dried in a ventilated drying oven at 60±3°C for 16 h, immersed in boiling water for 4 h, followed by cooling in water at 20±3°C for at least 1 h to decrease the temperature of the test pieces to 20°C. Ten samples were used for each variant shear strength mechanical testing. During the experiments, all of the plywood samples were conditioned before testing for two weeks at 20±2°C and 65±5% relative humidity.
The results were statistically analysed by the analysis of variance (ANOVA) at the 0·05 significance level, and significant differences in shear strength between the different panel type and chemical agents were stated by the Duncan test.
Results and discussion
Average values of shear strength of plywood panels based on the different types of treatments and the different chemical agents are given in Table 2. The effect of panel type and chemical agents on the shear strength of panels was statistically significant (Tables 2 and 3). According to EN 314-2 (1998), the minimum shear strength requirement for exterior plywood is 1·0 MPa and all of the samples satisfied this limit. However, it was also found that the averages of the shear strength for CT and TMD&CT treatments were statistically lower than those of the control panels (Table 2). There were no statistically significant differences between the chemical agents H2O2, KAl(SO4)2 and KMnO4 (Table 3). Although, the shear strength values were higher for the treatment with these three chemicals than for the other chemicals. Furthermore, water with potassium carbonate and chemical agents such as hydrogen peroxide, potassium permanganate and aluminium potassium sulphate belong to different homogeneity groups. This may be explained by the cleaning properties of water and potassium carbonate as well as the effect of plasticisation of the wood surface. In the case of using such chemical agents as hydrogen peroxide, potassium permanganate and aluminium potassium sulphate, it seems that in addition to the effect of plasticisation of the wood surface, the formation of additional carboxyl or carbonyl groups and the formation of chemical bonds with PF resin take place (Mirski et al. 2008). It could be assumed that some of the mechanisms described by Christiansen (1990, 1991) and mentioned at the beginning of this article, are mechanisms responsible for the bondability of wood that takes place during the realisation of the combined pre-treatment methods. However, to confirm these assumptions additional studies need to be conducted, including chemical analysis of changes in the pre-treated surface.
Shear strength of plywood panels
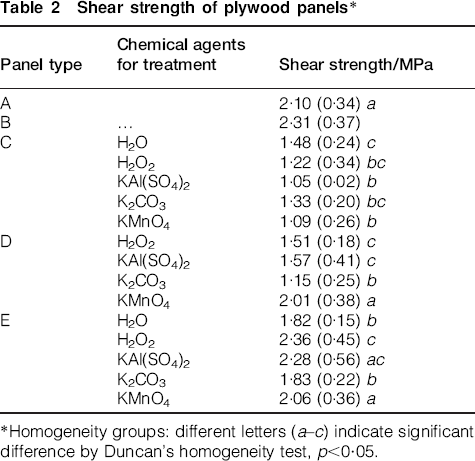
Homogeneity groups: different letters (a–c) indicate significant difference by Duncan's homogeneity test, p<0·05.
Duncan test results for main effects
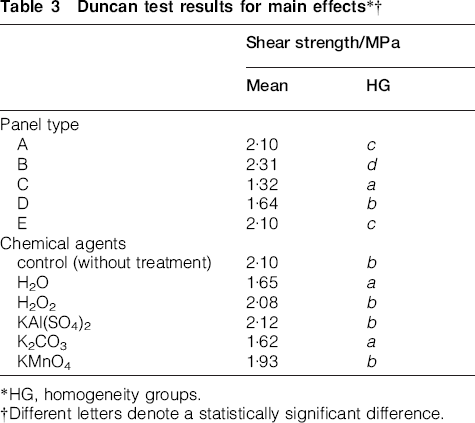
HG, homogeneity groups.
Different letters denote a statistically significant difference.
In general, the chemical treatment using all chemical agents results in poor strength compared with the non-treated (control) samples or the samples subjected to other treatments (STTMD, STTMD&CT, CT&STTMD), which can be explained by the difference in moisture content, namely the higher moisture content of chemically treated veneer; thus, the probability of adhesive bond failure increased under the effect of the excess pressure of the gas–vapour mixture during pressing using this chemically treated veneer. The slightly higher shear strength values of the panels for STTMD&CT compared to CT can be explained by the slightly lower moisture content of the veneer before CT, since the veneer was densified between hot plates before CT and the moisture was evaporated. The averages of the shear strength are clearly greater for treatment by STTMD or CT&STTMD than for treatment by CT or STTMD&CT.
It was also found that among the combined methods of treatment (STTMD&CT or CT&STTMD) higher strength values were provided in the case of chemical treatment of veneer surface at first, which is followed by thermo-mechanical densification of treated veneer. Obviously, one of the possible explanations for this is that veneer with a chemical agent receives water during the chemical treatment of the veneer surface, which contributes to a better plasticisationing of the veneer surface during the following thermo-mechanical densification. In addition, the improvement in shear strength for CT&STTMD treatment may also be caused by an increase in the reaction of chemical agents (H2O2, KAl(SO4)2 and KMnO4) with the wood surface, thus producing a greater number of carboxyl or carbonyl groups that may react with PF resin during the panel pressing (Mirski et al. 2008). The results obtained in previous studies (Bekhta and Marutzky 2007; Bekhta et al. 2009, 2012) also suggest some benefit for the more efficient use of glue in the production of plywood and LVL panels with improved characteristics through the application of a short term thermo-mechanical densification process of the veneer sheets before glue application.
Conclusion
This study confirmed that surface treatment before the gluing operation is one the most important factors in the bondability of veneers by PF resins. The results revealed that STTMD and CT&STTMD pre-treatment of veneer surfaces prior to PF resin application improved the bondability of the veneer even with reduced glue spread rate to 100 g m−2 (a 33% reduction), as evidenced by the higher values of the shear strength of the plywood compared with those of the non-treated surface or the chemically treated surface. The findings of this preliminary study indicate that chemical treatment is not solely responsible for the formation of shear strength of plywood panel. It seems that formation of high strength requires a combination of several different pre-treatments. Future studies should be directed at examining the chemical changes on the veneer surface after CT, STTMD, STTMD&CT and CT&STTMD pre-treatment. Based on the findings of this work, such a pre-treatment process may have the potential to be used as an alternative method to enhance the properties of the plywood panels.
Acknowledgements
The authors are grateful to the Slovak Academic Information Agency (SAIA) and the COST Action FP 1006 ‘Bringing new functions to wood through surface modification’ for financial support within the framework of the Short Term Scientific Mission (STSM). Authors are grateful to financial support by the Ministry of Education of the Slovak Republic, Grant Agency VEGA project no. 1/0581/12.