
Abstract
Aim
Transparent hollow models are needed to visualize and quantify flow in various applications. To obtain the final transparent model, an intermediate molding of the fluid space with an easily removable material is required. Currently used materials to produce this intermediate molding have limitations: toxicity, cost, and a tendency to penetrate the final model, thereby degrading its transparency. In this work an alternative method is presented using chocolate as the fluid-space molding material.
Methods
Starting from a three-dimensional computer aided design (CAD) geometry, a fluid space model of a human aorta was produced out of chocolate. The replica was coated and cast in a block of highly transparent silicone (Sylgard184; Dow-Corning, Midland, MI, USA). After the silicone was cured, the chocolate was removed using hot water. The geometric accuracy of the fluid-space mold and the transparency of the final model were investigated.
Results
The mean divergence of the chocolate fluid-space mold from the original geometry was 5.7%. The silicone casting had no defects and perfect transparency for particle tracking. Fluid boundaries were invisible when tested with a fluid whose refractive index matched silicone.
Conclusions
The process we describe is a cheap and effective way to create transparent models that have excellent optical quality.
Introduction
To analyze flow in various applications, such as particle image velocimetry (PIV), hollow models with perfect optical transparency are needed. To obtain the final transparent model, a lost-material casting technique is used which requires an intermediate fluid-space mold formed out of an easy removable material. This material must allow casting of smooth, clear surfaces and must not interact with the material cast around it, typically a silicone resin. A number of materials to represent the fluid space have been used, but they all have limitations. Various waxes have been used (1-3), usually coated to prevent curing inhibition (4) and penetration into the silicone. Low melting point metals are strong, but can be highly toxic (5), expensive, and difficult to remove (6). Isomalt material has good strength but a high melting temperature that limits geometric accuracy due to shrinkage (6). Another method is to directly print the fluid space from water-soluble cornstarch (7). But these models have low mechanical strength (8), they are brittle and porous, and silicone leakage into the model must be avoided using several layers of polyvinyl alcohol (PVA) or water-soluble glue, for example (9, 10). Another technique is to use thin-walled, three-dimensional (3D) printed geometries directly as fluid space material, which are shattered and removed after the silicone is cured. However, this is challenging in inaccessible and undercut areas, with the risk that the broken wall fragments could damage the silicone. Moreover, 3D printing substances can inhibit the hardening process of some silicone materials. An additional method is to use glass models (11), which have very good transparency but low geometric accuracy.
In this work, an alternative method is presented that utilizes a fluid-space mold composed of chocolate.
Methods
For measurements in a PIV setting, an aortic model was created out of clear silicone in a lost-model process. For the fluid-space mold material, cooking chocolate (S-Budget Baking & Cooking Chocolate, Spar Österreich Warenhandels-AG, Salzburg, Austria) with 40% cocoa was used. To reduce viscosity of the molten chocolate, 5% coconut oil (Ceres, 100% Kokosfett; Vereinigte Fettwarenindustrie GmbH, Wels, Austria) was added.
For the creation of the silicone model a five step process was established.
Step 1 - A model of the inner aortic volume was designed using CAD software (Unigraphics NX5, Siemens PLM Software Plano, TX, USA), taken from the geometry of an aortic cast. This model was divided at its axis of symmetry to create two halves which were then fabricated out of a photopolymer material by a 3D printer (Eden 350; Objet, Rehovot, Israel; material: FullCure® 720).
Step 2 - To create the negative form, the two halves were placed in a box, split side down. The box was filled with casting silicone (ELASTOSIL® M 4440; Wacker Chemie AG, Munich, Germany). After a curing time of 12 hours, the mold was removed.
Step 3 - The chocolate and coconut oil were melted in a water bath and then filled in the silicone mold. The mixture hardened for 2 hours at room temperature and was stored for 12 hours in a refrigerator. The two halves were joined using a thin layer of molten chocolate. A hot wire and a brush dipped in hot water were used to correct casting defects and to smooth edge lines.
Step 4 - The aorta (Fig. 1) was coated twice with PVA to ensure complete curing of the silicone on the casting mold contact surface. The PVA was colored with food coloring to give the visual assurance of a complete coating.

Chocolate aortic model coated with PVA.
Step 5 - The resulting fluid-space mold, made of chocolate, was placed in a casting box and filled with highly transparent silicone (Sylgard184, Dow-Corning, MI, USA).
After a curing time of 24 hours, the chocolate was removed using hot water. A hot-water jet was used to eliminate any small areas of adherent chocolate.
Because accurate geometry is very important for PIV measurements, shrinkage of the aortic fluid-space model was analyzed by measuring its diameter at five different positions. The measured values were compared to the corresponding values in the CAD model. The final silicone model (Fig. 2) was cast as described in steps 1-5 for testing in the PIV environment. The silicone block was cut to shape and tubing connectors were attached. The studies were performed with a blood mimicking fluid that matched the refractive index of silicone (glycerine/water/sodium-iodide, n = 1.414) (12).
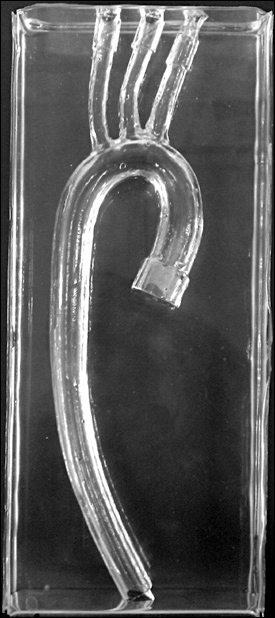
Final silicone model with perfect transparency.
Results
Production of the chocolate fluid-space mold was simple and performable in a comparatively short time. The melted chocolate was easy to handle and, when solidified, could be touched without leaving any signs of fingerprinting. The model could be easily removed from the silicone mold. It had a smooth surface and modifications could be performed easily using either a brush dipped in hot water or a hot wire. The surface of the chocolate accepted a laminar coating with PVA, thus allowing a glossy surface to be created. This step obviated any interaction with the chocolate and retained the transparency of the final silicone model. Solidified chocolate could be removed completely even at undercut sections by the use of hot water only. The final fluid space model had a lower diameter compared to the CAD geometry with a mean divergence of 5.7%. Internal boundaries were invisible when tested with refractive index matching perfusion fluid. For the PIV measurements, the aortic model showed only very low reflections on the edges and perfect transparency for particle tracking (Fig. 3).

Very low reflections on the aortic model at PIV measurements and perfect transparency for particle tracking.
Discussion
The chocolate casting process is a cheap, nontoxic, effective way to create highly transparent hollow models with excellent optical quality for imaging studies. The process allows creation of complex geometries even when they include undercut areas. Component structures can be easily modified and connected with molten chocolate used as glue. Limitations include the strength of the chocolate, which is lower than wax and low-melting-point metals. This makes small diameter vessels very hard to produce because their molded fluid spaces are easily breakable. On the other hand, the structures can be easily repaired. Some divergence of the chocolate from the CAD geometry was seen. This was caused by a combination of chocolate shrinkage, the gluing procedure, and the smoothening of the surface. However, the 5.7% geometric accuracy of chocolate is comparable to other materials typically used, such as wax (4-10% error), isomalt (3.3-5.7% error), and cerrolow (1-4.1% error), as reported by Allard et al (6).
Conclusions
The use of chocolate to create highly transparent fluid-space replicas is a practical and useful alternative to sophisticated, expensive, and potentially toxic materials.