
Abstract
An assessment of innovative adhesive bonding process has been performed with regard to quality and cost. In this frame, the effect of two different atmospheric pressure plasma surface treatment conditions on the fracture toughness behaviour of adhesively bonded joints was experimentally investigated. Furthermore, the mechanical performance of a newly developed aerospace structural adhesive has been characterised experimentally in order to assess the quality of the bonded elements. To assess the feasibility of the new process, a complete cost-estimation analysis of the process has been carried out based on the activity-based costing modelling approach, thus serving to the estimation of the total cost/duration of the process. To this end, the newly developed process is assessed with regard to quality and cost. It could be shown that the new process offers tempting alternatives to the existing adhesive bonding and joining processes used in the aeronautic industry.
Introduction
The progress accumulated over several decades on the technologies of fibre-reinforced polymers led to a dramatic increase in the use of composites in modern civil aircraft primary structures. Hence, the production of lightweight structural and semi-structural composite components at low cost is of major importance in engineering applications. The selection of the optimal manufacturing process is one of the driving parameters that strongly affect the final cost of the component and therefore its viability. Reduction of manufacturing cost by simultaneously satisfying the quality requirements is critical for the application of composite materials in the aerospace, marine, civil and consumers’ industrial sectors. The process parameters have strong influence on the cost as well as on the quality of the final product. Therefore, an accurate cost analysis is needed in order to know in advance the product cost and decide whether to apply a method or what should be the exact process parameters values that will lead to the most cost-efficient production, meeting in parallel all quality requirements set.
Apart from the established manufacturing methods (e.g. autoclave curing) as well as the promising alternative routes (e.g. infusion of integrated dry preforms), the composites assembly is a typical solution for making integral parts. Currently, in aerostructures, carbon-fibre-reinforced plastics are being mainly assembled by mechanical fasteners. This type of design implies weight penalties emanating from the need to deal with the stress concentrations developed around the bolts. Moreover, bolts and rivets damage the continuous reinforcing fibres and consequently, can greatly affect the overall load-carrying capacity of the structure. 1 Owing to the possibility of co-curing, adhesive bonding is a desired alternative joining method for composite structural parts as it provides significant cost and weight savings.
In this frame, military applications initiated the use of adhesively bonded advanced composites, and aircrafts such as the F-18 and the F-22 employ significant amounts of bonded polymer matrix composite laminates at wing skins and control surfaces. 2 Similar applications may be found on many types of commercial aircrafts whose economical operations benefit considerably from the reduced weight offered by the bonded composite assemblies (e.g. AIRBUS A380). 3
To this end, adhesive bonding of aerospace components is a fabrication technique which has increased markedly in popularity during the last two decades and currently is a focal point in many studies regarding aging aircraft.
In the present work a concept to optimise a newly developed adhesive bonding process with regard to quality and cost is presented. Target of the investigation is to bond a stringer to a stiffened panel by achieving a specified quality at minimum cost. At first, the newly developed adhesive bonding process is presented. Furthermore, a short review of the existing cost analysis methods has been made. Then, cost analysis of the bonding process of a typical stringer has been performed. The analysis was based on the activity-based costing (ABC) method. Using available industrial cost and process data, cost-estimation relationships (CERs) were developed for all sub-processes of the new adhesive bonding process. The cost analysis has shown that the most cost- and time-consuming sub-process is the sub-process of ‘curing’. Quality evaluation was made on the base of the critical mechanical properties of the bond. 1 The overall assessment of the newly developed adhesive bonding process with regard to quality and cost exhibits the potential of the process for being established.
Background of adhesive bonding process and cost analysis
Overview over the new adhesive bonding process
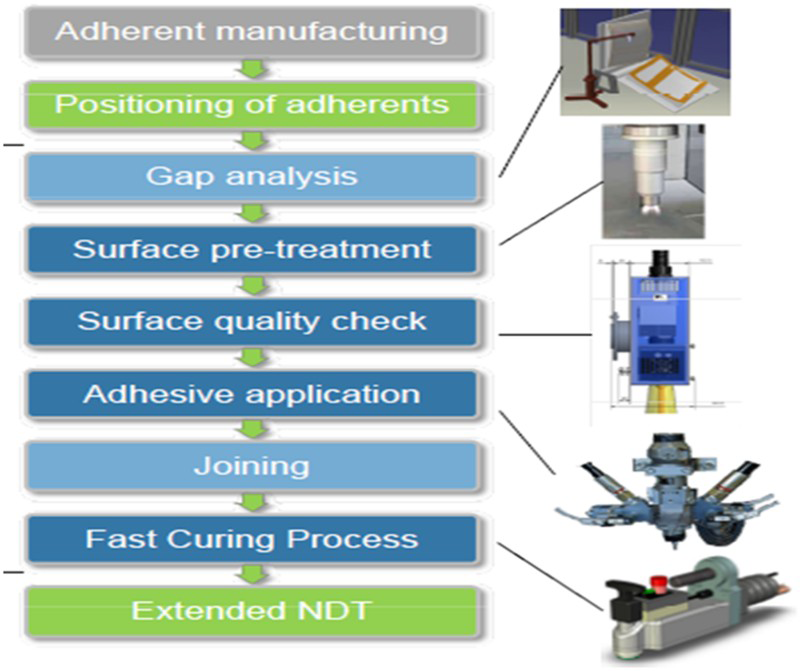
The entire process chain of the new adhesive bonding process may be seen in Fig. 1. The process was developed in the frame of the European Project ABiTAS;
4
it involves an automated atmospheric pressure plasma (APP) treatment for the surface pre-treatment, the use of a newly developed adhesive, coded as ‘LMB’, on-line monitoring of the surface quality using automated robot, the use of a newly developed paste adhesive and extended NDT investigation.
The entire process chain of the new adhesive bonding process
4
Concerning the APP technique under controlled process conditions, it has been demonstrated to be effective at improving adhesive bonding strength and paint adhesion on polymers, particularly as a tool for activation, cleaning (i.e. contaminants removal), increasing surface energy (i.e. by changing the surface structure) 5– 6 7 8 and, prior to bonding or painting, it has not appreciably lost its properties for reasonable storage times. 5 In addition, this technology does not require auxiliary operations, and is susceptible of being automated and set up in mass production systems. 7 , 8
In this frame, all laminates were subjected prior to bonding to the effects of an APP jet device (PlasmaTreat, Steinhagen, Germany), carried out by IFAM (Fraunhofer Institute for Manufacturing Technology and Advanced Materials, Bremen, Germany), in order to improve surface quality, in the frame of a general optimisation of the entire bonding process. Two different sets of APP parameters were used, namely APP-A and APP-B. APP-A included five treatment cycles and the plasma flow was 2·4 m2 h−1, while during APP-B the treatment was repeated twice using a plasma stream of 6 m2 h−1.
On the other hand, the ‘LMB’ adhesive is an advanced prototype two-part paste adhesive which shows improvements over Epibond 1590 A/B on peel performance, open time, hot/wet Tg and processing (slump). 9 In this frame, ‘LMB’ exhibits better rheology behaviour as compared to reference adhesive, since on one hand it has low viscosity at high shear rate (below 100 Pa s) necessary to ensure homogeneous mixing in the mixing chamber and on the other hand it has high viscosity at low shear rate (thixotropic behaviour) to enable application on vertical surface. Both, homogeneous mixing and capability for application on vertical surfaces are directly linked and prerequisites for an efficient mechanical behaviour of the future bond. Moreover, while conventional adhesives (e.g. Epibond) are either too reactive (fast viscosity increase) or prone to carbonation which make them only suitable for fast assembly, the combination of controlled reactivity and reduced carbonation in LMB allow the bonding of large parts with assembly time up to 3 h. This leads to possible better fracture behaviour mechanism whatever the open time is. Finally, the high level of fracture toughness is given by the combination of a high cross-linked network with a desired cured morphology; the dispersed phase has a bimodal distribution with a first population of 1–3 µm diameter spherical domain and a second one of 100–400 nm. 9
Concerning the hot/wet behaviour, the LMB adhesive has a Tg onset DRY of 92·5°C and a Tg onset WET of 103·5°C. Apart from the fact that there is no decrease in Tg, another important factor is that there is no evidence of hydrolytic degradation of the aforementioned network, which is demonstrated by the smooth glassy plateau till the glass transition. In some conventional adhesives, though the main Tg is increased, part of the network is subjected to hydrolytic degradation, resulting in the appearance of another transition at lower temperature, and the Tg DRY is split into 2 Tgs after hot/wet conditioning. 9
Cost analysis methodologies
The reduction of cost by retaining or even improving the quality of a part is a matter of upmost importance for designers and manufacturers of aerospace components. 10 Therefore, cost-estimating cannot be entirely left to accountants or salespeople if the sensitivity of quality and cost on the process parameters has to be taken into account in the overall cost-estimation methodology. The manufacturing engineer should play a key role in optimising the cost of a new or an existing product. Since cost is not known in advance of production, a cost-estimation system is required. The cost-estimating job becomes vital in the area of composite materials because the composite products must compete with their well-developed metal competitors. 11
To estimate the cost of a part from a manufacturing point of view 12– 13 several approaches and methods may be used. Conventional costing methods either compare the recorded costs of a completed past project with the new one (simple comparative and analogous) or divide the total cost incurred in a cost center by the units produced in the centre to derive the cost per unit (resource based and Industrial engineering). Alternatively, there are several advanced methods (First Order, ACCEM, Bottom up and ABC) that are commonly known as technical cost modelling (TCM). 13 In general, some of them can be applied only in a later stage of the product (e.g. First Order), while others (e.g. TCM) use only a few linear relations in order to connect the cost with the process parameters. Finally, several ‘advanced estimation techniques’ exist (Feature Based, Fuzzy logic etc.), 13– 14 15 seem to be suitable rather for specific applications. Unlike comparative techniques (e.g. analogous, resource based etc.), the ABC is a method that derives product costs as a sum of the costs of the activities that occur to make a product, equal if it comes from a single process or from an entire production line. 16
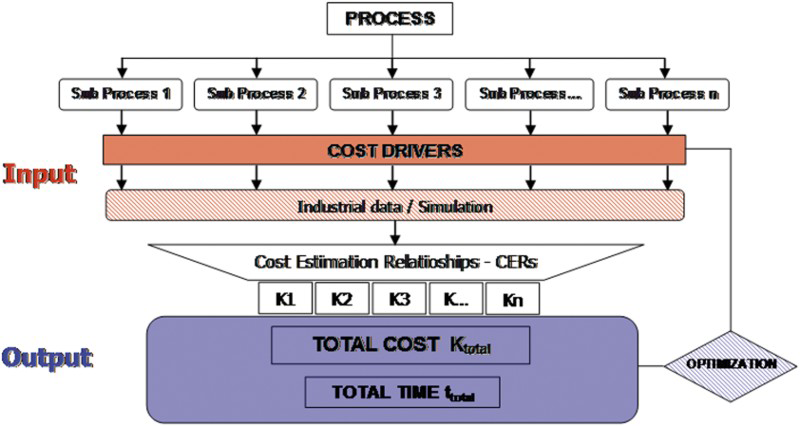
In general the ABC consists of the following four basic steps, Fig. 2:
identification of the activities or transactions that cause costs during the product development (sub-processes and main processes); identification of the cost drivers to each sub-process; assignment of costs to each sub-process via the creation of the CERs and summation of the costs of sub-processes that occur to ‘make’ a product.
ABC concept loop
17
Parametric cost analysis of the new adhesive bonding process
Following the above described ABC concept, both manufacturing process flow and process parameters are considered to be variable. After they have been defined, they can be used in order to calculate which is the minimum cost for certain quality objectives, like mechanical properties, dimensional tolerances, etc. which have been set by the product specifications.
The adhesive bonding process under consideration can be divided into the following main sub-processes which are schematically illustrated in Fig. 3.
Division of the new adhesive bonding process in sub-processes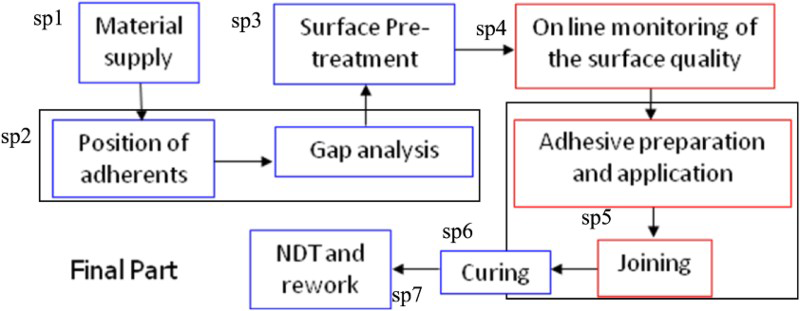
Part, process and cost data cost drivers
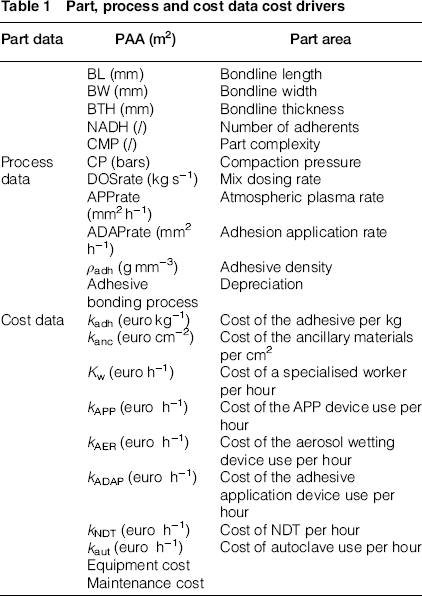
After the process's ‘cost drivers’ have been identified, mathematical functions that express their relation to the consumption of the resources, namely the CERs, were established. These functions as well as some secondary equations that are used for their definition are extracted from statistical, experimental or empirical data. All CERs are derived by means of regression analysis of the process data supplied by the industry partner. However, the regression analysis performed is mainly based on linear functions due to limited availability of process data.
A representative example of a CER that was determined for the adhesive bonding process is the total cost of the sub-process K5 indicated in Fig. 2. It is given by the function:

CERs derived for the new adhesive process
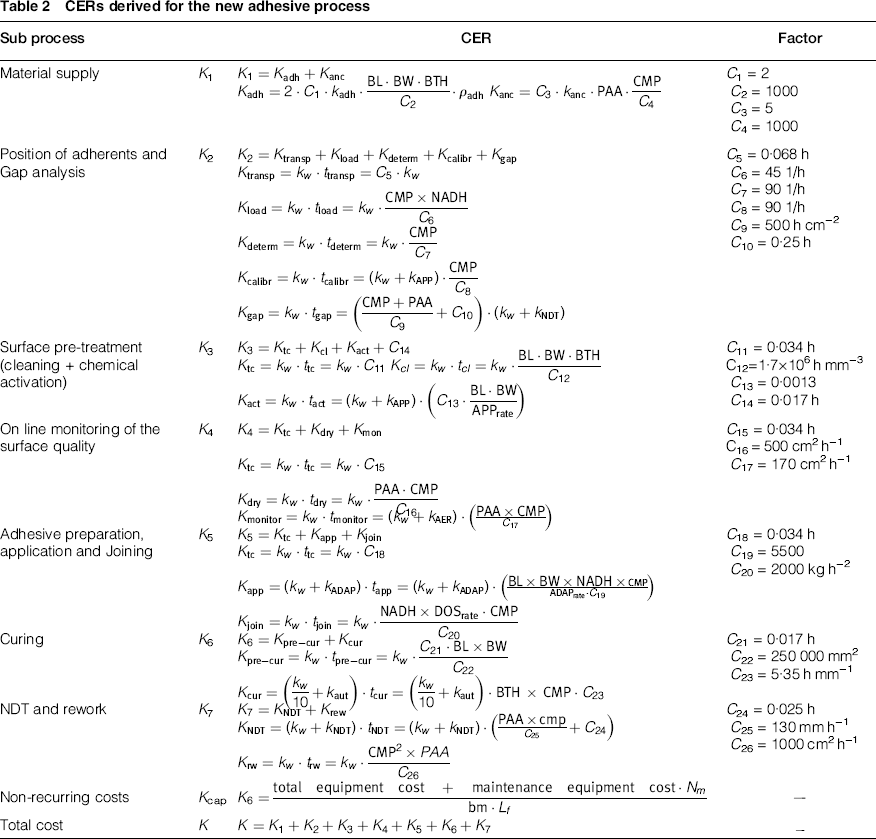
The above factors were obtained by means of fitting and performing regression analysis of both industrial and empirical data. It is worth noticing that, although the main target of the present work is to estimate the recurring costs, the depreciation cost of the machines used, Kcap, is taken into account at the final step of the estimation relating the production rate (volume) with the initial investment for the equipment as well as the maintenance costs. However, the depreciation model used is linear as it relies on initial process data due to the early stage of the process under analysis. Furthermore, it has to be mentioned that no learning curve effects are taken into account since the examined process is under development and thus in a very early stage, for accounting for a learning curve.
Cost estimation results
In order to identify basic trends and dependencies a cost-sensitivity study of a typical aircraft stringer adhesively bonded by the adhesive bonding process under evaluation was performed. Each parameter's contribution to the total part cost and total process time was calculated. Additionally, the major cost-and time-consuming sub-steps of the process were investigated in order to identify and improve the critical sub-processes and their critical process parameters. The cost analysis has shown that both the most cost consuming step and the most time consuming step is the sub-process ‘curing’. It is shown in Fig. 4 a and b.
Percentage and values of the various sub-processes with regard to Cost a and Time b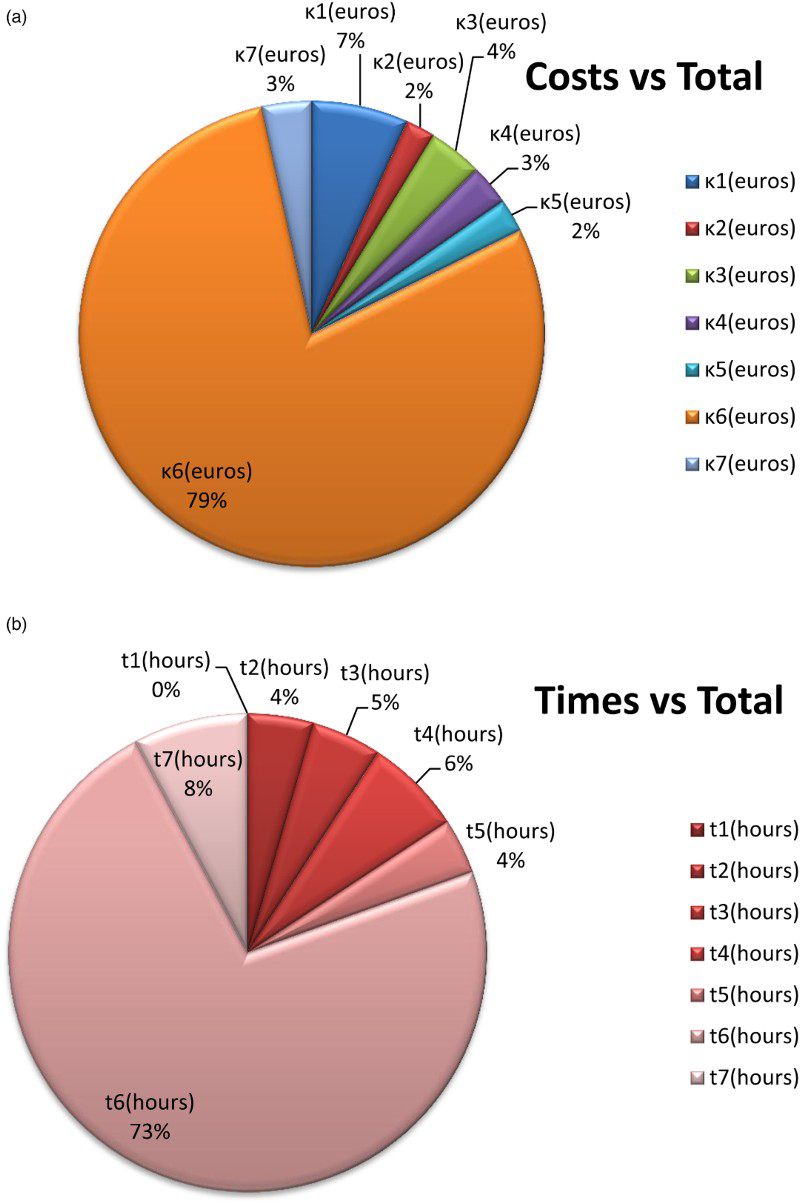
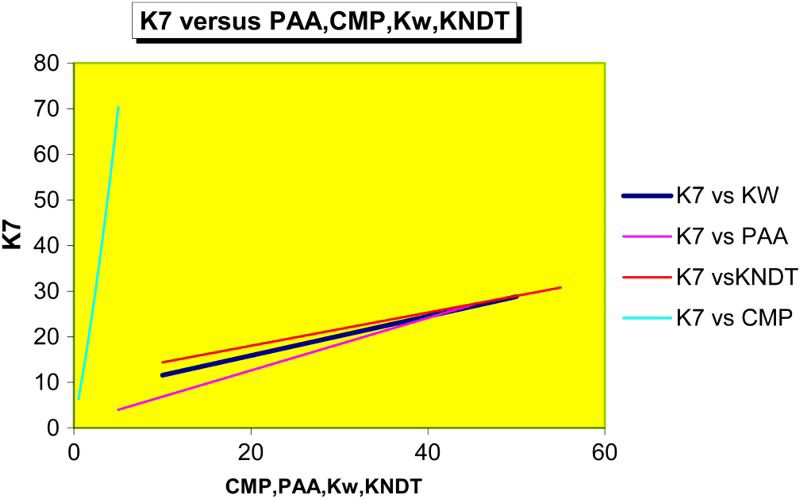
In Figs. 5 and 6, the contribution of the major cost drivers to the cost of sub-process ‘curing’ K5 and ‘NDT and rework’ K7 is presented. Through the type of curves created, it may be observed that both linear and non-linear dependencies between cost-drivers and K4 are taken into account.
Contribution of the major cost drivers to the cost of sub-process K5 ‘Adhesive preparation, application and joining’ Contribution of the major cost drivers to the cost of sub-process K7 ‘NDT and Rework’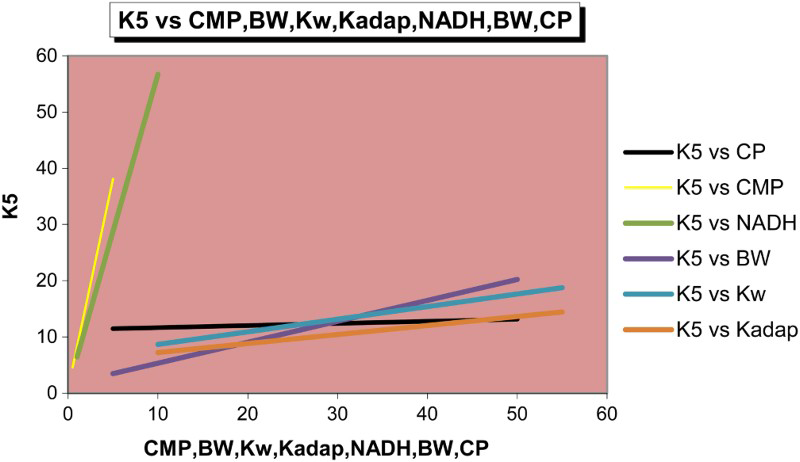
Evaluation with regard to quality
The quality of the performed adhesive bonding was evaluated on the base of application critical mechanical properties. The experimental data were presented in a previous work of the authors. 1 The mechanical properties investigated were fracture toughness (GIc and GIIc) and double lap shear (DLS) of the bonded elements. To this end, the effects of adhesive thickness, thermal-ageing and wet-ageing on the fracture toughness and shear behaviour of composite-bonded joints assembled by using two different epoxy adhesives, one common and one innovative, were investigated experimentally. Furthermore, a fractographic analysis of the fracture surfaces was performed in order to detect the type of fracture after the Mode-I test, to the extent considered as necessary in order to support a better understanding of the mechanical behaviour observed.
The laminates were made from eight plies of the prepreg AS4/8552 composite material stacked in UD (0°) and [0° / 45° /90°−45°] sequence for the Mode I, II and DLS tests, respectively. 1 All specimens were subjected to APP treatment in order to improve surface quality prior to bonding, in the frame of a general optimisation of the new bonding process. To bond the laminated plates, two different epoxy adhesives have been used, namely the Epibond 1590 A/B, 17 which has already been extensively used and is considered as a reference in this study, and the newly developed epoxy ‘LMB’ Huntsman adhesive. 9
The mean values of the Mode-I and Mode-II critical energy release rates of the complete set of experiments are compared in Fig. 7 a and b, respectively.
Comparison of the mean GIC a and GIIc b values of the complete set of tests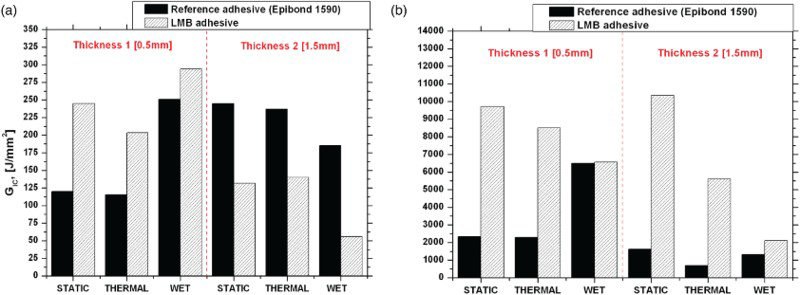
The values measured for the ‘LMB’ are much greater than the ones measured for the reference adhesive indicating a superiority of the new adhesive as compared to the reference, regarding both the Mode I and Mode-II fracture resistance. Moreover, in both cases, thermal-ageing has caused a decrease in the values of GIc and GIIc, respectively.
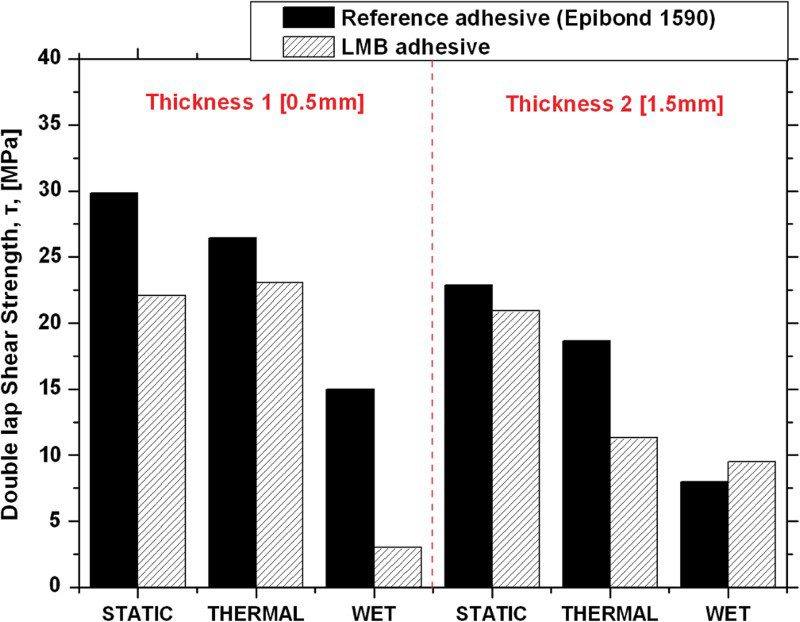
The values of the DLS shear strength of all DLS experiments are compared in Fig. 8. Contrary to fracture toughness, the reference adhesive gives larger values of
Comparison between the values of DLS strength of the complete set of tests , as compared to LMB adhesive indicating a better shear behaviour under static loading. However, the LMB values still meet the quality threshold criteria.
, as compared to LMB adhesive indicating a better shear behaviour under static loading. However, the LMB values still meet the quality threshold criteria.
By far, the best performance under constant amplitude DLS fatigue loading is observed for the bonded joints with the thin LMB adhesive, Fig. 9. The fatigue limit obtained for this case was of the order of 35% of the DLS strength. The fatigue behaviour of the other three categories is quite similar. The fatigue limit obtained for these cases is in the range of 20–25% of the DLS strength.
Number of cycles to failure versus maximum applied stress for the samples tested in DLS fatigue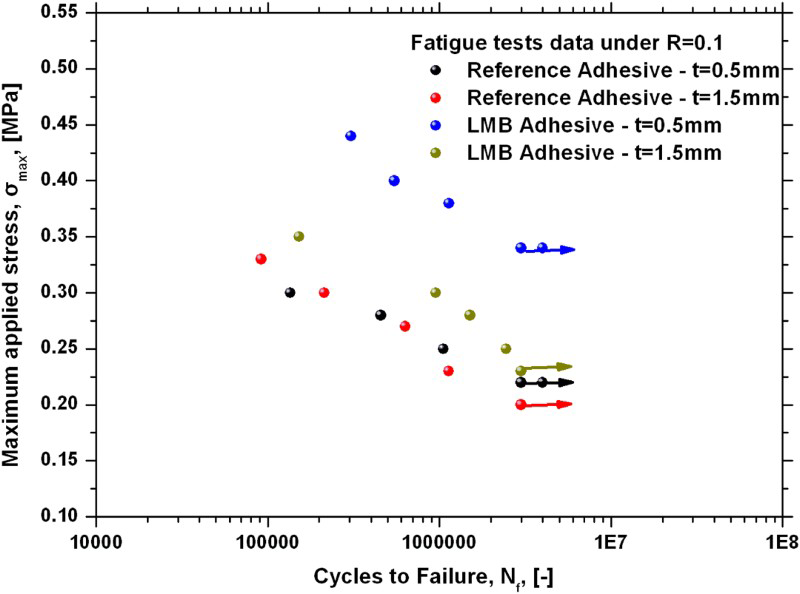
Fractographic analyses conducted did not reveal any remarkable differences on the fracture profiles between the different tested specimens. It should be underlined that in all cases tested, the type of failure was adhesive fracture, Fig. 10. For all DLS cases tested, the failure of the samples occurred at the overlap area, indicating a shear failure, Fig. 11.
Fracture surfaces of Mode-I tested samples bonded with reference and LMB adhesive Representative surfaces of DLS samples after test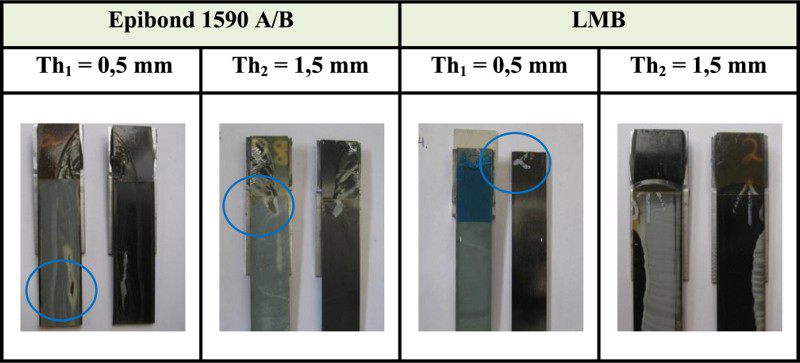
Overall assessment
As an overall assessment with regard to quality and cost, it may be stated that the newly developed adhesive bonding process chain has a clear potential to compete to the established aeronautical adhesive bonding processes used so far, since it provides both cost savings as well as the necessary quality of the bonded elements. It is worth mentioning that the quality was evaluated by means of critical mechanical properties (i.e. GIc, GIIc and SLS strength), which in some case might exhibit lower values as compared to the reference process/material, however still meet the requirements and thresholds of acceptance. As a final conclusion it may be stated that following some optimisation, the new process could be used in the series production of aeronautic flat or curved composite parts.