
Abstract
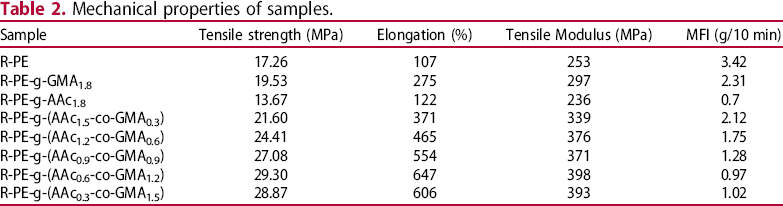
The use of glycidyl methacrylate (GMA) and acrylic acid (AAc) as grafting monomers to improve the mechanical properties, particularly tensile strength, of recycled polyethylene (R-PE) is reported in this study. The AAc monomer was implemented to improve the stability of radical chains which could undergo GMA grafting. When the content of GMA and AAc was 1.2% and 0.6%, respectively, the tensile strength increased from 17.26 to 29.3 MPa, the elongation at break increased from 107% to 647%, and the melt index decreased from 3.42 to 0.97 g/10 min. The sensitivity of the dynamic behaviour of R-PE-g-(AAc-co-GMA) to temperature was also reduced relative to R-PE. Differential scanning calorimetry (DSC) results showed that the melting temperature was increased and the crystallisation temperature of R-PE-g-(AAc-co-GMA) was reduced. The fracture morphology of the samples was also shown by scanning electron microscope (SEM) observations to transition from brittle fracture to ductile fracture upon undergoing the grafting process.
Introduction
Polyolefins are attractive materials due to their light weight, transparency, moisture impermeability, aesthetics, chemical stability, toughness, and corrosion resistance, allowing them to replace metals, ceramics, and natural products in many fields [1-5]. However, an enormous amount of polyolefin waste is generated each year [6]. The recycling of modified polyethylene waste, in particular, has remained a difficult problem and significant area of research [7]. The modification of polyolefins is mainly divided into mechanically mixing [8-10] and chemical grafting. As is known, the compatibility is poor between high-density polyethylene and low-density polyethylene. It is not improved by mechanically mixing simply. Liu et al. studied the mechanical properties of blends have been improved by adding elastomers to polyolefins, the study has shown that mechanically mixed recycled polyethylene and polypropylene blends with subsequent elastomers addition display improved mechanical properties, but the amount of elastomer is very large, resulting in appearing a morphology of clear phase separation [11, 12]. For another method, free-radical melt grafting of polyolefins has also been studied [13-18]. Many studies use maleic anhydride (MAH), silane, glycidyl methacrylate (GMA) and styrene (St) as grafting monomer because of the strong reactivity of the group of them. However, the reactivity of GMA monomers is low in the melt grafting reaction, with a tendency to homopolymerisation, the compatibility of the blends is not improved significantly. Cartier [19] used GMA and St grafted polyethylene improved the mechanical properties of polyethylene. Owing to the complexity of recycled polyethylene components, the use of GMA and AAc grafted recycled polyethylene has rarely been reported. Here we use AAc to assist GMA grafting to recycled polyethylene, which improves the miscibility of recycled polyethylene.
In this study, in order to improve the mechanical properties of recycled polyethylene, recycled polyethylene was grafted with bicomponent monomers GMA and acrylic acid in order to improve the interaction intensity of recycled polyethylene chains. It undergoes multifunctional reactions with carboxyl, hydroxyl groups in the blends, producing improved mechanical properties and rheological properties of the polyethylene blends [20-22]. The complex grafting reactions that increase the interaction between recycled PE chains, improving the mechanical properties of R-PE blends.
Experimental
Materials
The examined materials were commercial products of recycled low-density polyethylene (R-LDPE), recycled low viscosity high density polyethylene (R-HDPE1), and recycled high viscosity high density polyethylene (R-HDPE2). Three types of polyethylene (PE) with different viscosities were chosen for the matrix phase. Recycled polyethylene materials (R-LDPE, R-HDPE1 and R-HDPE2), were derived from recycled plastic films (widely sourced with universally poor mechanical properties), recycled inexpensive beverage bottles (also exhibiting poor mechanical properties) and recycled machine oil bottles, which have higher standards and are correspondingly more expensive, respectively. These materials were supplied by Hubei Fangyuan Green Recycled Technology Co., LTD. GMA was purchased from Shanghai Macklin Biochemical Co., LTD, Shanghai, China. Acrylic acid was purchased from Guoyao Chemical Reagent Co., LTD, Shanghai, China. Dicumyl peroxide was purchased from Yuhe Chemical Product Co., LTD, Zhengzhou, China. Antioxidant (1010) was purchased from Dongguan Bao Sheng Plastic Co., LTD, Guangdong, China. Liquid paraffin was purchased from Wuhan Mingrui Prosperity Materials Co., Ltd, Hubei, China.
Basic properties of materials.

Preparation of samples
R-PE blends were prepared with R-HDPE1/R-HDPE2/R-LDPE content of 60/20/20 wt%. The content of dicumyl peroxide, antioxidant and liquid paraffin were 0.1, 0.15 and 0.15 wt%. Eight samples of R-PE/GMA/AAc blends were prepared with the GMA/AAc content of 0/0, 1.8/0, 0/1.8, 0.3/1.5,0.6/1.2,0.9/0.9,1.2/0.6 and 1.5/0.3 wt%, denoted R-PE, R-PE-g-GMA1.8, R-PE-g-AAc1.8, R-PE-g-(GMA0.3-co-AAc1.5), R-PE-g-(GMA0.6-co-AAc1.2), R-PE-g-(GMA0.9-co-AAc0.9), R-PE-g-(GMA1.2-co-AAc0.6) and R-PE-g-(GMA0.3-co-AAc1.5), respectively. The melt grafting experiments were carried out primarily in a torque rheometer. The mixer platform of the torque rheometer was used in the chamber. The mixed particles samples were processed and mixed with a high-speed mixer. First, particle samples were dry-blended for 1 h before being charged into the mixing chamber. Then the dry-blended particles were added to the preheated mixing chamber with stirring over 5 min. After a fixed time, 50 g of mixed particles were removed from the chamber for sampling and AAc and GMA particles were added in succession to form the complete blends. Finally, the blends were deposited in the torque rheometer. All samples are Single extrusion. The torque rheometer temperature was set at 180°C, the screw rotating speed was set at 30 r min−1 and mixing time was set to 15 min to prepare all the samples in this work.
Mechanical properties
Dumbbell-shaped splines were formed with a thickness of 1 mm, length of 75 mm, and a width of 4 mm in the studied region. The tensile strength of samples was tested according to the GB/T1040. 2–2006 standard using an electronic tensile tester (GMT4000, GTS systems co., LTD, China). Tests were conducted at an extension rate of 100.0 mm/min at 25°C.
Fourier transform infrared spectroscopy (FTIR)
A sample of the grafted product (1 g) was dissolved in xylene (45 mL) in a three-necked flask, refluxed at 140°C for 1 h, and slowly poured into an acetone/xylene solvent mixture (6:/1 V/V), stirred for 1 h after filtering, washed with acetone, dried at 80°C for 12 h, then vacuum dried at 65°C for 12 h. The grafted R-PE was hot-pressed with a Teflon plate at a pressure of 2 MPa, a temperature of 180°C and a pressing time of 3 min. The obtained flakes were analysed with a Fourier transform infrared spectrometer (Vertex 70, Bruker, Germany).
Dynamic rheological behaviour
The rheological behaviour of samples was studied with a rheometer (TDHR-2, Ta Instruments Waters LLc, America) under N2 atmosphere. The rheometer was used in parallel-plate oscillatory mode to perform rheological tests of the melt. The change in rheological properties with frequency was observed with a dynamic frequency sweep test performed in the range of 0.01–100 Hz at 180°C with a predetermined strain amplitude of 0.1%. Three different temperatures (180, 200, and 220°C) were selected for performing dynamic frequency sweep tests.
The morphology of samples
The specimens were cooled in liquid nitrogen for 15 min then cryo-fractured and coated with platinum. The fracture surface morphology of the blends was investigated by scanning electron microscopy (SEM, S-4800, Hitachi Limited Co., Japan) with the accelerating voltage of 15 kV.
Melt and crystallisation behaviour of samples
The crystallisation behaviour of samples was studied with a dynamic scanning calorimeter (DSC8000, Perkin Elmer, America) in N2 atmosphere. The test is divided into three stages, heating, cooling, and reheating; the first temperature ramp was to eliminate the thermal histories of the samples. The heating and cooling rates were set to 20°C min−1 and the scanning range was 25–180°C. Heat (enthalpy) of fusion (ΔHm) was evaluated from the second heating ramps. The degree of crystallinity (Xc) was calculated using the relation:

Results and discussion
Mechanical properties of samples.
Fourier transform infrared spectroscopy was used to analyse the presence of functional groups in the materials under study. The FTIR transmittance curves of R-PE and R-PE-g-(AAc0.6-co-GMA1.2) are compared in Figure 1. R-PE displayed an absorption band at 1368and 1466 cm−1, which was assigned to the characteristic absorption of R-PE skeleton, which is chosen as the internal reference. In the case of R-PE-g-(AAc0.6-co-GMA1.2), a new absorption band at 1730 cm−1 was observed and assigned to the absorption of the carbonyl groups (-C=O) of GMA [23]. The absence of the AAc carboxyl peak in the figure is due to the small amount of AAc that participated in the reaction. Through the comparison between R-PE and R-PE-g-(AAc0.6-co-GMA1.2) infrared absorption, the clear peak at 1730 cm−1 of AAc assisted GMA grafted R-PE provided sufficient evidence of the presence of GMA in the sample. The absorption band peaked at 1630 cm−1 was attributed to the stretching vibration of C=C on benzene rings due to the small amount of polystyrene in the recycled polyethylene.
FTIR of RPE and RPE-g-(AAc0.6-co-GMA1.2).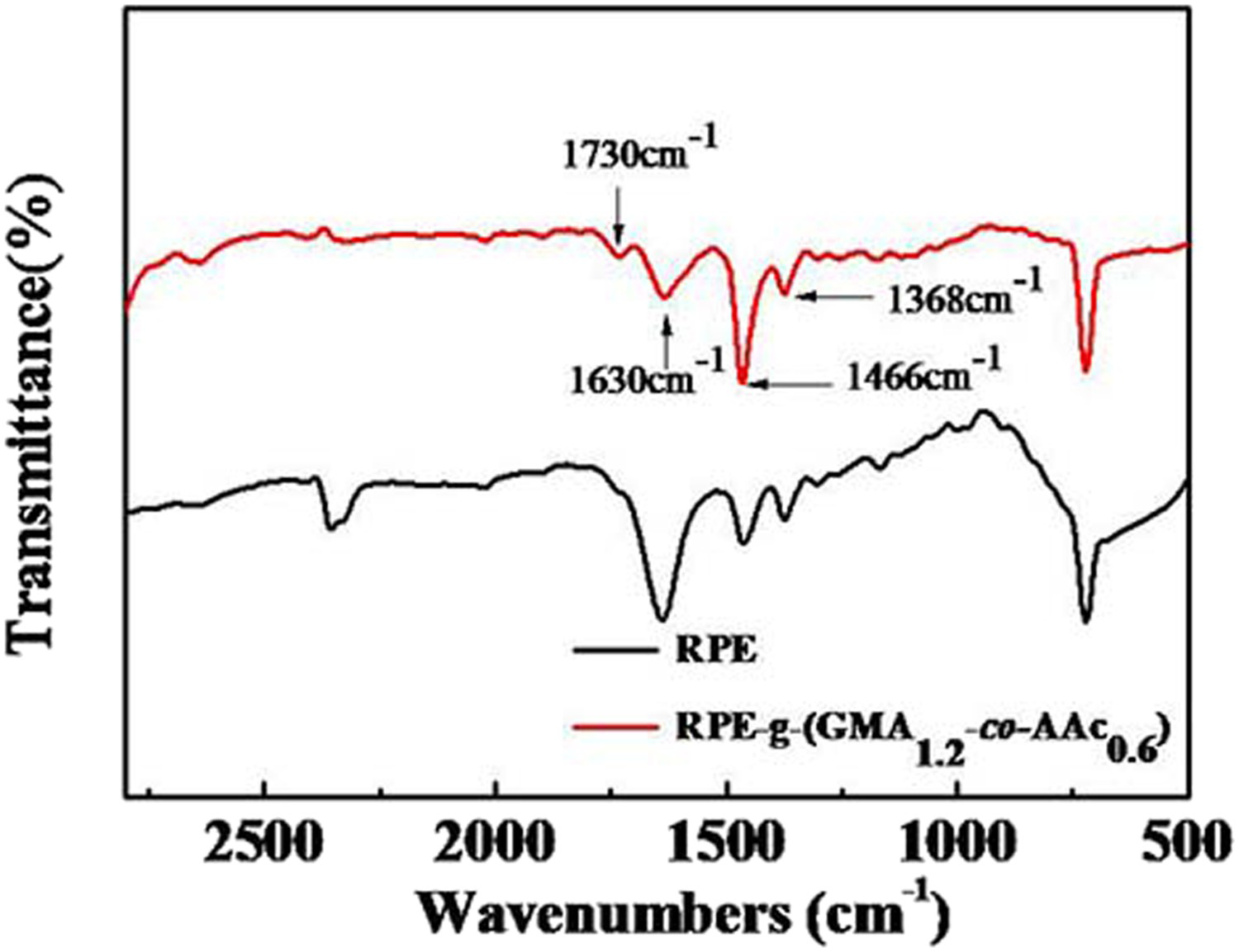
Figure 2(a) shows the damping behaviour where tan δ is plotted as a function of frequency for R-PE, R-PE-g-AAc1.8, R-PE-g-GMA1.8 and R-PE-g-(AAc0.6-co-GMA1.2). As shown in the figure, the tan δ of samples decreased with increasing frequency. The value of tan δ of R-PE-g-(AAc0.6-co-GMA1.2) was less than 1 and the slope of R-PE-g-(GMA1.2-co-AAc0.6) was nearly zero [24]. This was attributed to a change in viscoelasticity; The internal energy consumption of the flexible molecular chain was less than that of the rigid molecular chain and the viscoelasticity and strength of the material was improved. Figure 2(b) shows storage modulus (G′) with loss modulus (G″) for R-PE, R-PE-g-AAc1.8, R-PE-g-GMA1.8 and R-PE-g-(AAc0.6-co-GMA1.2). The crossover frequency was determined to characterise the transformation of the material from liquid to the solid behaviour. The crossover frequencies of R-PE, R-PE-g-AAc1.8, R-PE-g-GMA1.8 and R-PE-g-(AAc0.6-co-GMA1.2) were about 6, 4.7, 2.2 and 1.7 Hz, respectively. It was observed that the crossover frequencies were reduced when adding modifiers; increasing the transformation from liquid-like to solid-like for the polymers. The AAc-assisted grafting of GMA onto R-PE inhibited the depolymerisation of the PGMA branch chain of polyethylene.
Plots of (a) tan δ (b) storage and loss moduli as a function of frequency for R-PE, R-PE-g-AAc1.8, R-PE-g-GMA1.8 and R-PE-g-(AAc0.6-co-GMA1.2).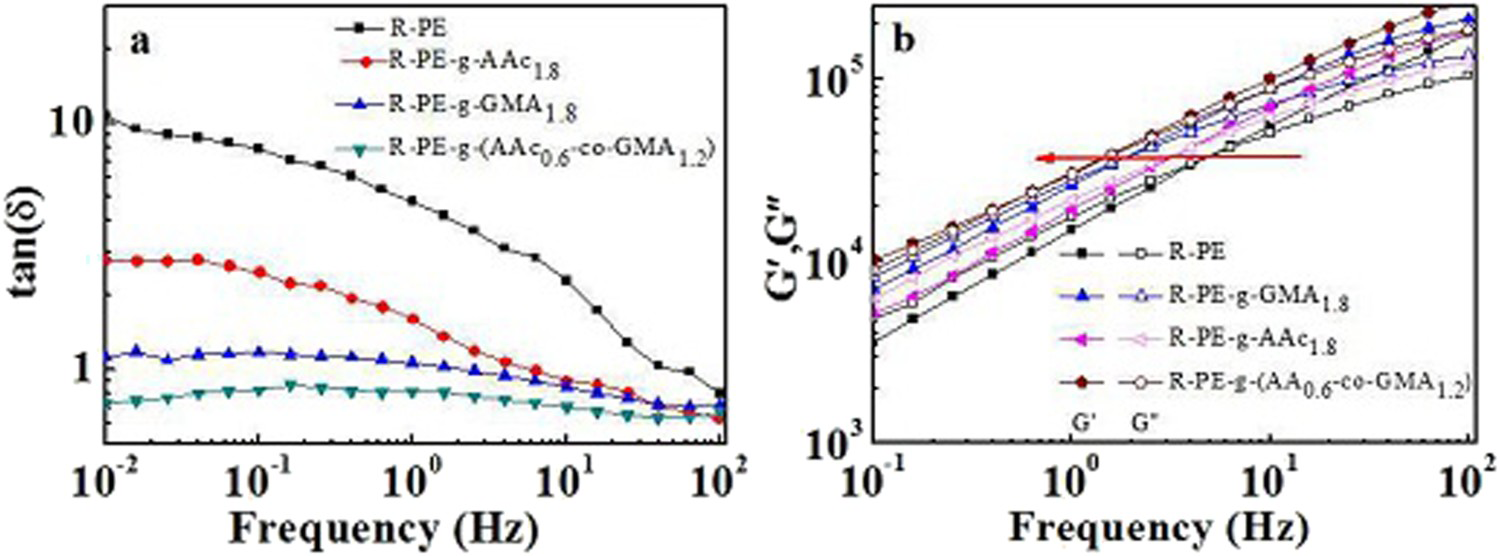
Figure 3 shows the effect of temperature on viscosity of R-PE, R-PE-g-AAc1.8, R-PE-g-GMA1.8, and R-PE-g-(GMA1.2-co-AAc0.6). Complex viscosity was used to characterise the resistance factors associated with melt liquid properties. The complex viscosity of polyethylene decreased with increasing temperature. For R-PE, the complex viscosity changed significantly with temperature in the low-frequency zone and was not changed in the high-frequency zone. In contrast, the complex viscosity varied significantly with temperature across the entire frequency range for R-PE-g-GMA1.8 and R-PE-g-AAc1.8. However, the complex viscosity had no significant change with temperature for R-PE-g-(AAc0.6-co-GMA1.2). This may be because the strength of R-PE-g-(AAc0.6-co-GMA1.2) was enhanced due to the addition of AAc; with a higher degree of chain entanglement, the complex viscosity was increased and higher energies were needed to overcome the forces between the polyethylene chains in this temperature range. It can be seen in Figure 4 that the temperature sensitivity of R-PE-g-(AAc0.6-co-GMA1.2) was not strong, indicating that it has a wider processing range and is conducive to the processing of modified polyethylene. First, the complex viscosity of R-PE-g-(AAc0.6-co-GMA1.2) samples at high or low frequencies was almost one order of magnitude higher than that of other samples, indicating that molecular chain entanglement of in R-PE-g-(AAc0.6-co-GMA1.2) samples was tighter and the compatibility is better. Second, the shear-thinning behaviour of R-PE-g-(AAc0.6-co-GMA1.2) was most obvious, indicating that GMA and AAc were grafted onto recycled polyethylene and long chain branches were formed [25].
The curve of complex viscosity as a function of frequency at different temperatures (180–220°C) for R-PE, R-PE-g-AAc1.8, R-PE-g-GMA1.8 and R-PE-g-(AAc0.6-co-GMA1.2). The curves of the (a) melting and (b) crystallinity for R-PE, R-PE-g-AAc1.8, R-PE-g-GMA1.8 and R-PE-g-(AAc0.6-co-GMA1.2).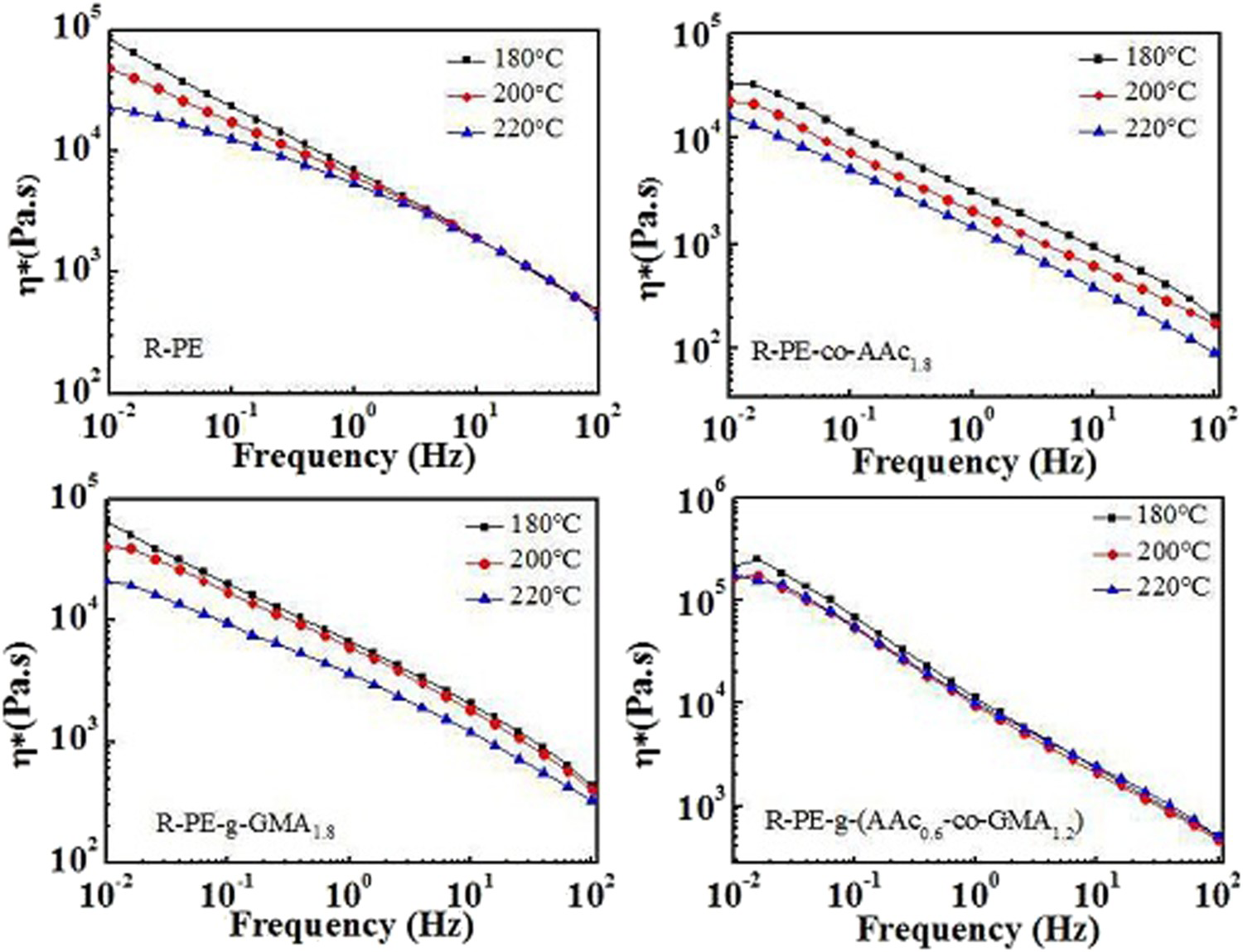
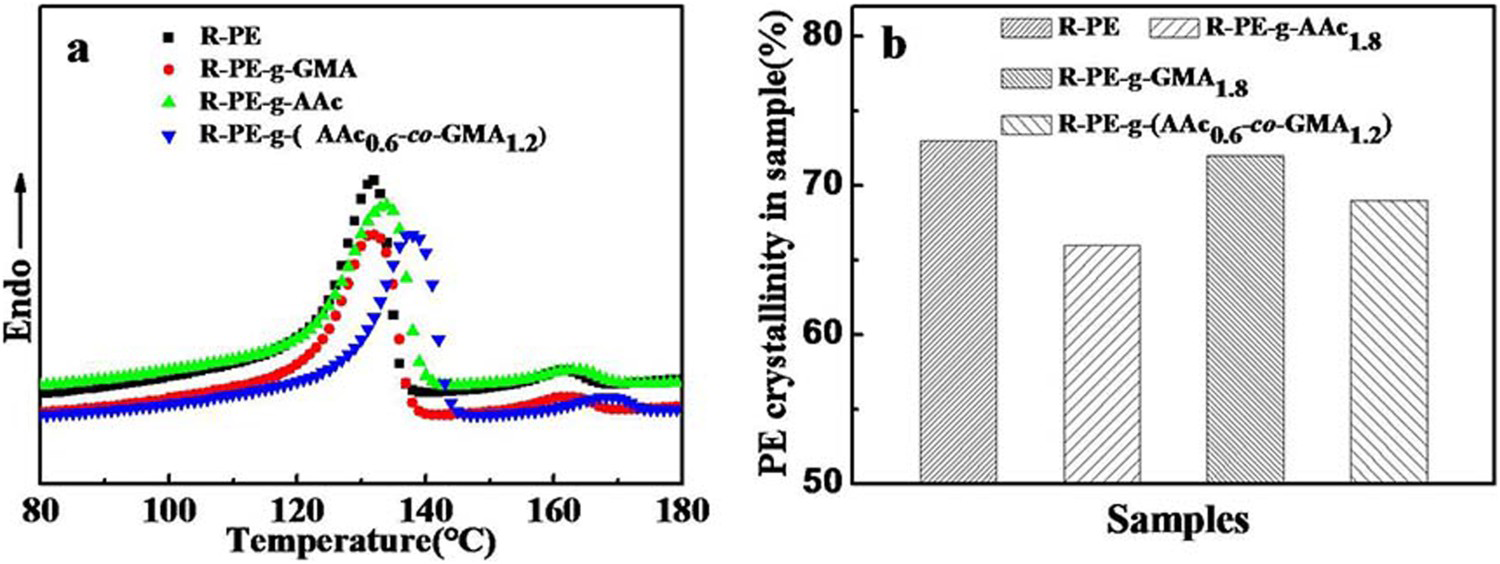
The curves of the melting (a) and R-PE crystallinity (b) of the R-PE, R-PE-AAc1.8, R-PE-g-GMA1.8 and R-PE-g-(AAc0.6-co-GMA1.2) are displayed in Figure 4. As shown in Figure 4(a), the addition of AAc and GMA to R-PE resulted in melting peak shifts of varying degrees. The melting temperature of R-PE is 133.2°C, when the content of GMA and AAc were 1.2% and 0.6%, respectively, the melting temperature of R-PE-g-(AAc0.6-co-GMA1.2) increased to 139.6°C, with a decreased crystallisation temperature of about 114°C. With the addition of GMA and AAc alone, the melting temperature increased by only about 2°C and. This maybe due to the fact that the monomers homopolymerised. Moreover, R-PE-g-GMA is unstable; PGMA chains on polyethylene are easily depolymerised to form GMA monomer radicals at higher temperatures and the depolymerised monomer radicals are difficult to re-bond at higher temperatures. In contrast, R-PE-g-(AAc-co-GMA) is not easily depolymerised, increasing the main chain or branch length and decreasing regularity decreased, producing a decreased capacity for crystallisation. As seen in Figure 4(a), the peak areas of the three grafted polyethylenes vary greatly compared to that of intact recycled polyethylene, indicating that grafting had a remarkable effect on the crystallinity of polyethylene. On the other hand, the polypropylene content is small and the melting peak area of polypropylene did not change much (Figure 4), indicating that grafting has little influence on the crystallinity of the polypropylene. Thus, only the crystallinity of polyethylene in the recycled material was taken into consideration and calculated.
Figure 5 shows the morphology of R-PE, R-PE-g-AAc1.8, as well as R-PE-g-GMA1.8 and R-PE-g-(AAc0.6-co-GMA1.2). SEM observations show that R-PE had a smooth broken surface, homogeneous deformation is observed during crack propagation. The damage initiation on the surface is mostly due to the simultaneous influence of tearing and shear fracture. evidence of a weaker fracture toughness (Figure 5(a,e)); As seen in Figure 5(b,f), R-PE-g-AAc1.8 exhibited a sliced layer structure morphology which is related to the strong reactivity of AAc. The AAc monomers connected to two polyethylene chains rapidly, resulting in the formation of the cross-linked structure of polyethylene, leading to relatively hard grafted chains. This is not a significant improvement to morphology from bare R-PE. The fracture behaviour of R-PE-g-GMA1.8 and R-PE-g-(AAc0.6-co-GMA1.2) showed relatively rough fracture and filament-like structure can be seen in Figure 5(c,g), the R-PE-g-(AAc0.6-co-GMA1.2) fracture surface is observed to be very rough and accompanied with extensive tearing zones which has been formed at final deformation stages. Furthermore, the quantity of these structures in Figure 5(d,h) is more than that observed in Figure 5(c,g), therefore, R-PE-g-GMA1.8 had smooth broken surface with some rigid characteristics, while R-PE-g-(AAc0.6-co-GMA1.2) showed enhanced toughness characteristics [26]. R-PE-g-(AAc0.6-co-GMA1.2) had better mechanical properties and breaking elongation than the other materials due to the enhanced degree of the molecular chain entanglements.
SEM micrographs of fracture surfaces of R-PE (a, e), R-PE-g-AAc1.8 (b, f), R-PE-g-GMA1.8 (c, g) and R-PE-g-(AAc0.6-co-GMA1.2) (d, h).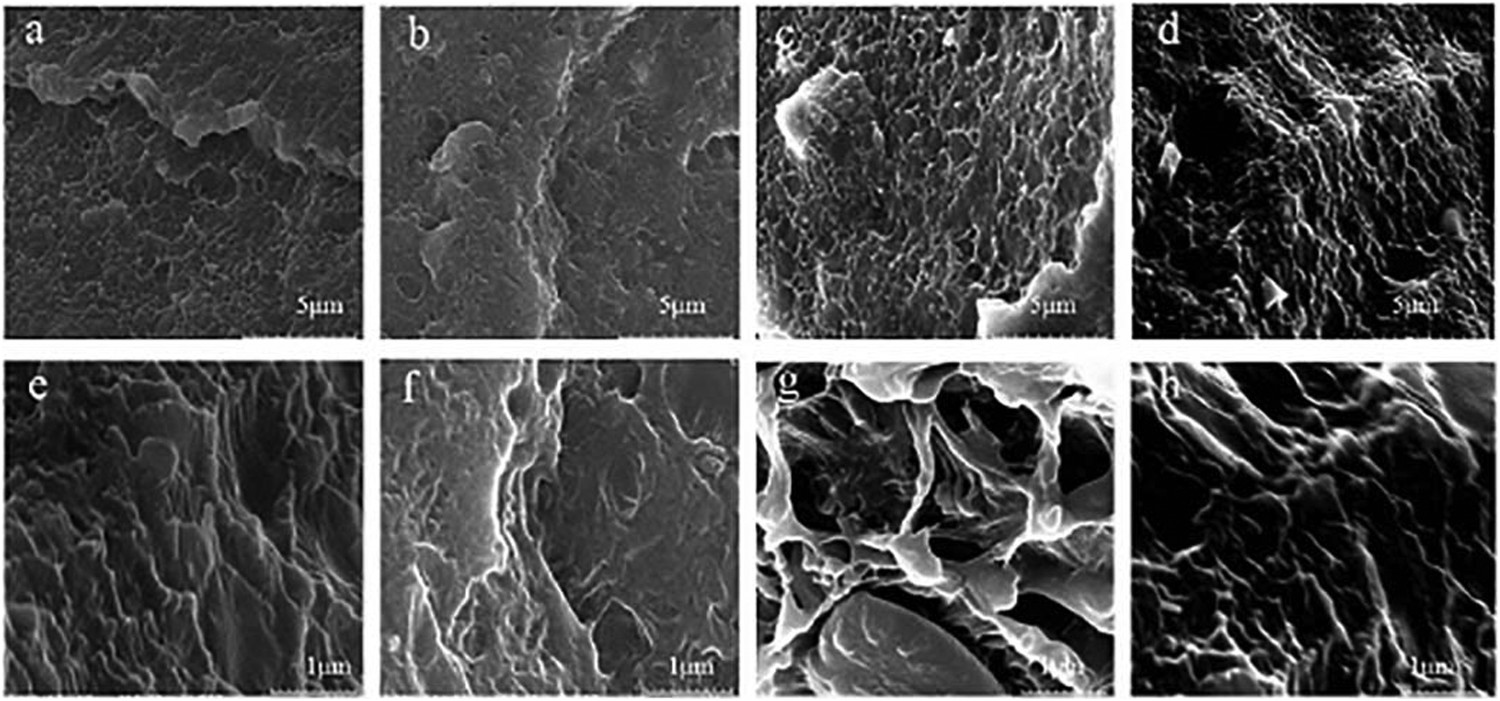
The mechanism of AAc assisted GMA grafting on polyethylene is presented in Figure 6. R-PE generated long chain free radicals under the initiation of dicumyl peroxide. Upon addition of GMA, Owing to the low reactivity of GMA monomers with macromolecules, it tends to self-polymerise. So it underwent homopolymerisation to form unstable PGMA branches on the polyethylene chain in Route 1. When both AAc and GMA were added to R-PE at the same time during the reaction process, the AAc reacted with R-PE preferentially to form R-PE-g-AAc with free radicals due to the higher reactivity of AAc, and then the GMA reacted with R-PE-g-AAc with free radicals to form R-PE-g-(AAc-co-GMA) in Route 2, this method can improve the grafting rate of GMA and avoid the side effects of grafting. Of course, the polyethylene chain in the presence of initiator will also inevitably occur crosslinking to a certain extent in Route 3. Therefore, in order to obtain products with high GMA grafting rate, GMA and AAc were used as co-monomers to graft polyethylene to enhance the interaction between three different polyethylene molecular chains and improve the mechanical properties of recycled polyethylene.
Mechanism of AAc assisted GMA grafting on R-PE.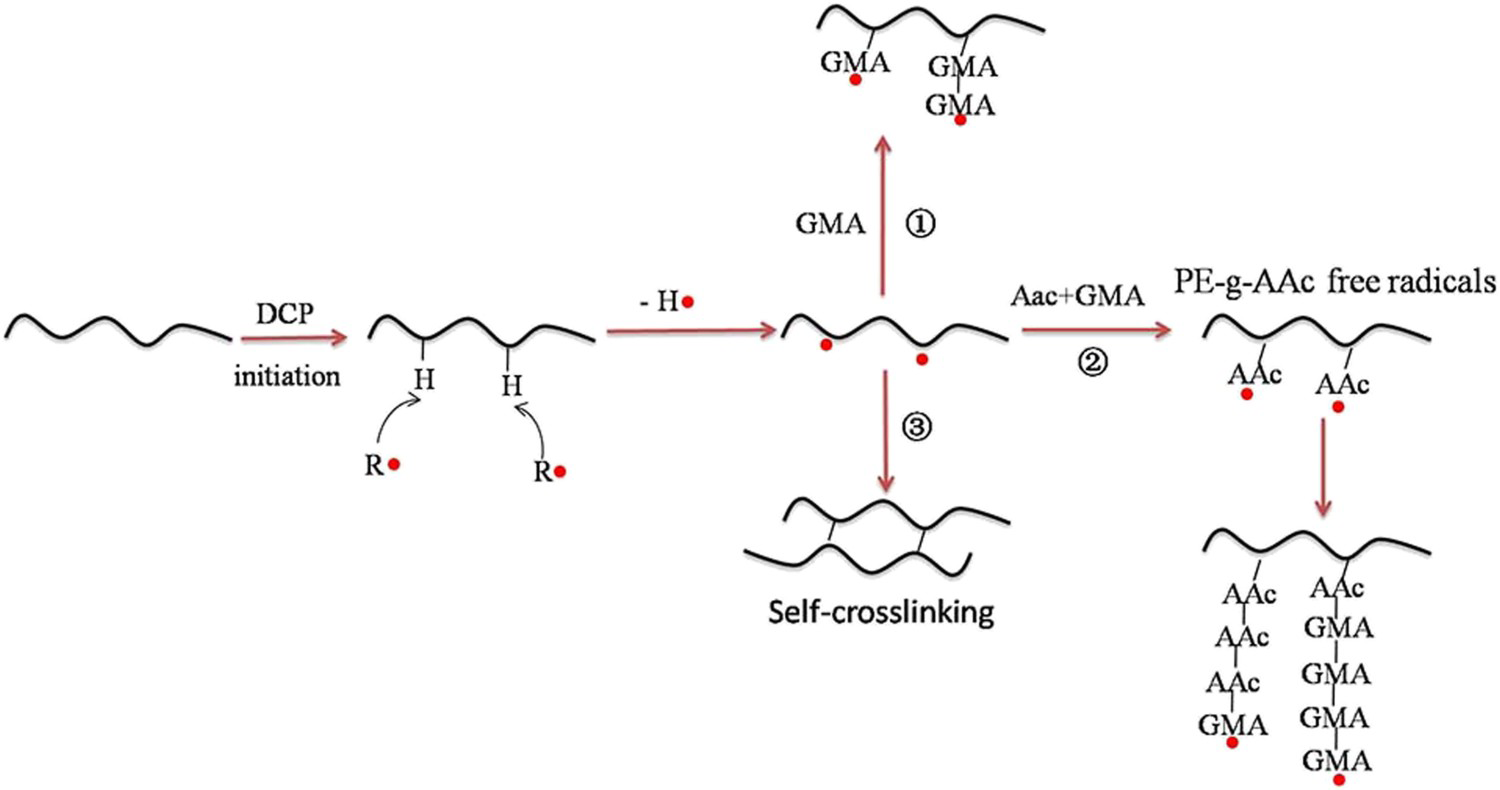
Conclusion
In this work, grafting polymers R-PE-g-AAc, R-PE-g-GMA, and R-PE-g-(AAc-co-GMA) were prepared by a torque rheometer to improve the mechanical properties and compatibility of recycled polyethylene. The mechanical behaviour, morphology and rheological properties, and chemical analysis of the grafted polymers were studied. GMA/AAc was successfully grafted onto recycled polyethylene as indicated by IR spectroscopy. With the addition of GMA and AAc at 1.2/0.6 ratio, the tensile strength of the resulting graft polymer was improved by approximately 70%, while the elongation at break approximately 5 times. Further, the melt index decreased to 0.97 g/10 min, a characteristic of the material to be sufficient for the production of high-quality pipes. The crossover frequency of R-PE-g-(AAc-co-GMA) decreased due to the increased degree of chain entanglements of the grafted polymers. The highest complex viscosity was seen from R-PE-g-(GMA1.2-co-AAc0.6) and did not change with frequency, indicating good compatibility. SEM imaging revealed a transition from a brittle to tough material with grafting modification and R-PE-g-(GMA1.2-co-AAc0.6) showed superior mechanical performance than the un-grafted recycled polyethylene.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.