
Abstract
This paper evaluates the stress corrosion cracking (SCC) effect in gasohol E-10 and E-85 of X-70 experimental Ni-microalloyed steel, with different aging treatments (4-12 h at 600°C). The tension tests show that for all treatment periods, the samples tensile strength and elongation increase, with the largest increment exhibited by the samples undergoing 4 and 6 h of aging treatment. Microstructural analysis showed that the microstructure remains unchanged, the increase in tensile strength in the steel is directly related to the precipitation kinetics. The slow strain rate test (SSRT) shows that the steel under all conditions presents no susceptibility to SCC, thus reducing the area ranging from 83% to 90%, with predominantly ductile fractures. The results of the polarisation tests showed no signs of pitting corrosion, as well as a low corrosion rate for both media under study.
Introduction
Recently, the use of fuel grade ethanol (FGE) mixed with gasoline as an oxygenating agent has increased, leading to the need to transport it more efficiently by using high-strength microalloyed steels [1,2,3]. Some of the reasons for this increase in demand are the implementation of the Kyoto protocol and the replacement of ethanol with methyl-tert-butyl ether as an octane booster in the U.S.A. [4]. Moreover, globally, about 90% of the energy consumed comes from nonrenewable sources, which are rapidly depleting with increasing decline rate. Currently, ethanol is transported mainly by tanker trucks and railways. Meanwhile, the implementation of transportation projects that employ high-strength low-alloy steels (HSLA) has increased, resulting in reduced costs and lower carbon dioxide emissions. The U.S.A. and Brazil are the largest producers of ethanol worldwide, which have corn and sugarcane, respectively, as their main sources of production. The use of ethanol fuel has raised several controversies regarding the existence of stress corrosion cracking (SCC) in such steels. Some researchers have claimed that the use of ethanol induces the development of SCC [2,5,6], while others have reported the absence of this phenomenon in microalloyed steels [4,6,7]. Research conducted in the U.S.A. reported the presence of SCC in carbon steels in contact with corn FGE, which resulted in extensive research conducted in this regard, where most agreed that the main cause of SCC is the interaction between the steel microstructure, oxygen ions and the chloride and other ions present in ethanol [5, 6]. On the other hand, Brazil has been transporting and storing cane ethanol since the 1970s without reports of SCC [4, 6]. However, less-studied ethanol mixtures such as ethanol-gasoline fuels (known as gasohol E-10 and E-85) in contact with transport containers and pipelines formed of carbon and microalloyed steels (such as grade API X-70) have shown susceptibility to SCC [5,6,7].
The effect of microalloying elements – such as niobium and titanium, which are strong carbonitride formers during thermomechanical controlled processing due to the refinement of primary austenitic grains by recrystallisation and controlled cooling – are effective in improving the performance of the hardening phases, where they must be coherent and coplanar with the matrix to obtain good microstructural stability [8,9]. The mechanical properties of precipitation-hardened materials are generally controlled by the spatial distribution, size, and morphology of the precipitates, which can be controlled and induced by appropriate heat treatments [10].
The effect on the abovementioned mechanical properties in relation to their microstructure, thermomechanical manufacturing processes, and chemical composition can be improved by heat treatments, due to microalloying elements that have not reacted entirely being present in the supersaturated solid solution state in the matrix of microalloyed steels [11,12,13]. Certain elements such as copper, molybdenum, and chromium may show some precipitation and contribute to the hardening process. The increase in strength is a result of precipitation and has a time limit, after which the precipitated elements tend to increase in size and agglomerate, producing a relative decrease in the mechanical properties [14].
The controversy about the behaviour of microalloyed steels in the presence of ethanol and its mixtures with gasoline has been under constant debate. Thus, this study aims to determine if the use of two mixtures of gasohol with different ethanol contents, such as E-10 and E-85, which are currently experiencing increased interest, can promote the occurrence of SCC in X-70 experimental nickel-microalloyed pipeline steel. Furthermore, if aging treatments are applied, it is important to know the conditions under which an improvement in mechanical strength is obtained without propitiating an increase in SCC susceptibility for the microalloyed steel in contact with gasohol E-10 and E85.
Materials and methods
Chemical composition of X-70 steel.
Chemical composition of X-70 steel.

All specimens employed for microstructural characterisation, mechanical characterisation, slow strain rate testing, and potentiodynamic polarisation testing were mechanically cut from the longitudinal pipe sections, as shown in Figure 1. Once the samples were machined, the isothermal aging treatments were performed at 600°C with treatment times of 4, 6, 8 and 12 h.
Schematic representation of the cut made in the pipeline (longitudinal direction).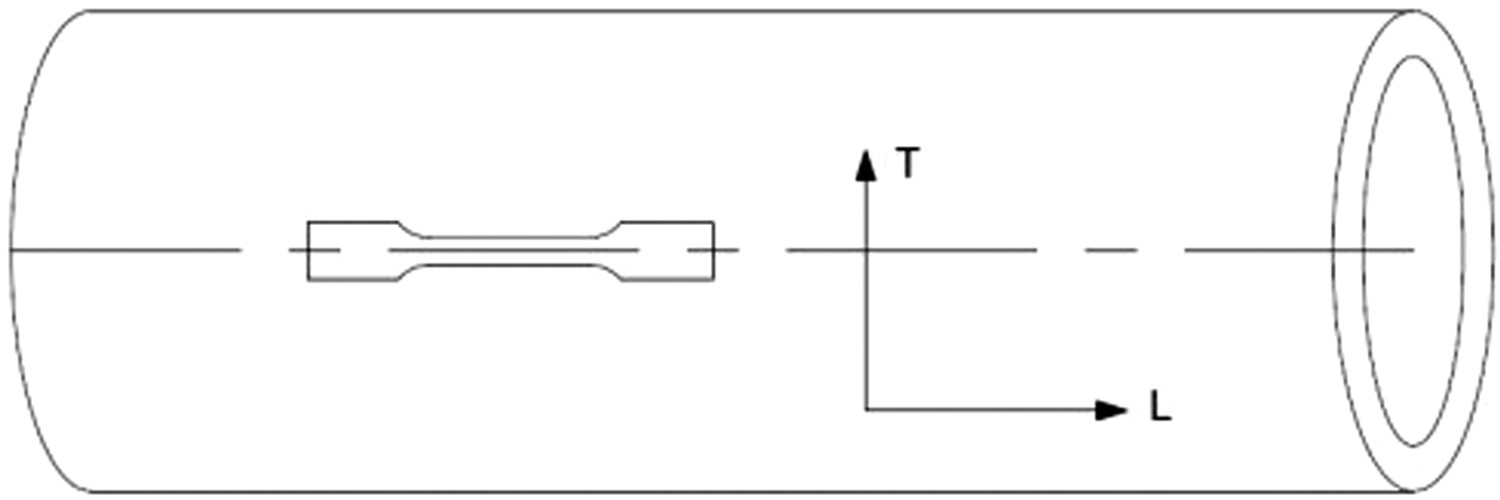
Preparation for microstructural characterisation
The specimens used for microstructural characterisation were grounded and polished using a silicon carbide sandpaper from 120 to 1200 grit, finished with 0.5 µm alumina, degreased with acetone, and dried by blowing air. Subsequently, a chemical attack with 5% nital was carried out for 15 s for revealing the steel microstructure. Scanning electron microscopy (SEM) investigations were performed with a LEO 1450 VP electron microscope operated at 20 kV to determine the microstructure and austenitic primary grain size. The grain size was determined using the distance intercepted method in 4000× magnification micrographs.
Preparation for mechanical characterisation
The dimensions of the test samples used are shown in Figure 2 according to ASTM E8 Standard [15]. The tension tests were carried out using a Physical Test Solutions machine with a displacement speed of 1 mm/min.
Geometry and dimensions of the tension specimen according to ASTM E8 Standards.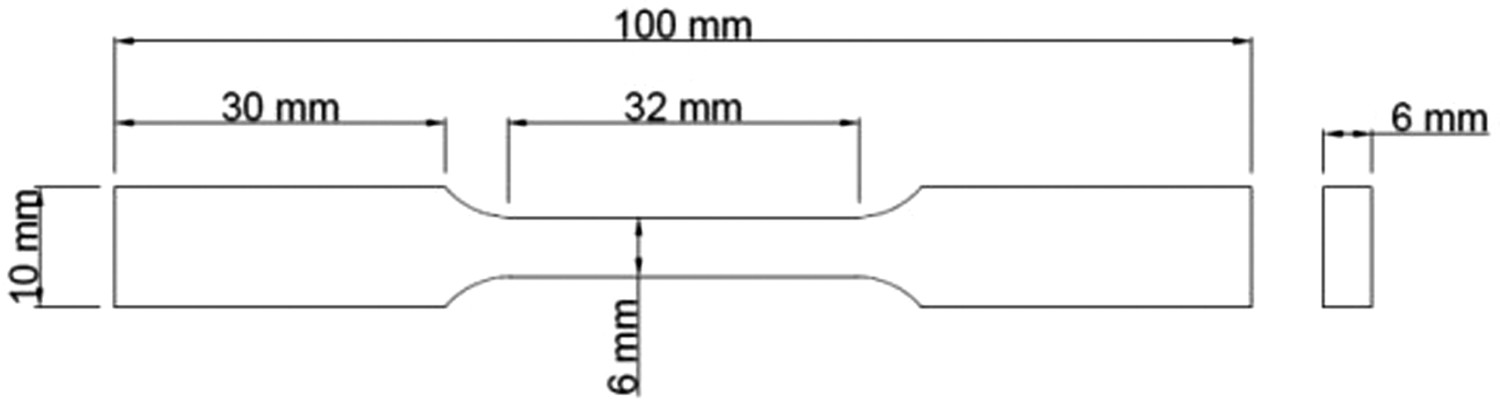
Preparation for SSRT
The dimensions of the tensile specimens used for SSRT are shown in Figure 3. To determine the SCC susceptibility, the heat-treated sample steels were subjected to conventional ASTM G129 standard SSRT testing at a nominal strain rate of 1.36 × 10−6 s−1 [16]. During testing, the specimens were subjected to extension at a constant strain rate until fracture occurred, with the gauge length section exposed to air or immersed in the solutions. 96° Ethanol was used for the preparation of simulated fuel grade ethanol (SFGE), whose characteristics are shown in Table 2. The SFGE was developed based on the ASTM D4806 standard with 1% added water (Table 3) [17]. After the SFGE was prepared, the gasohol solutions were mixed as E-10 (10% SFGE to 90% gasoline, 92 octanes) and E-85 (85% SFGE to 15% gasoline, 92 octanes).
Schematic of the SSRT test specimen. Characteristics of the ethanol used in the SFGE. Additives used to prepare SFGE.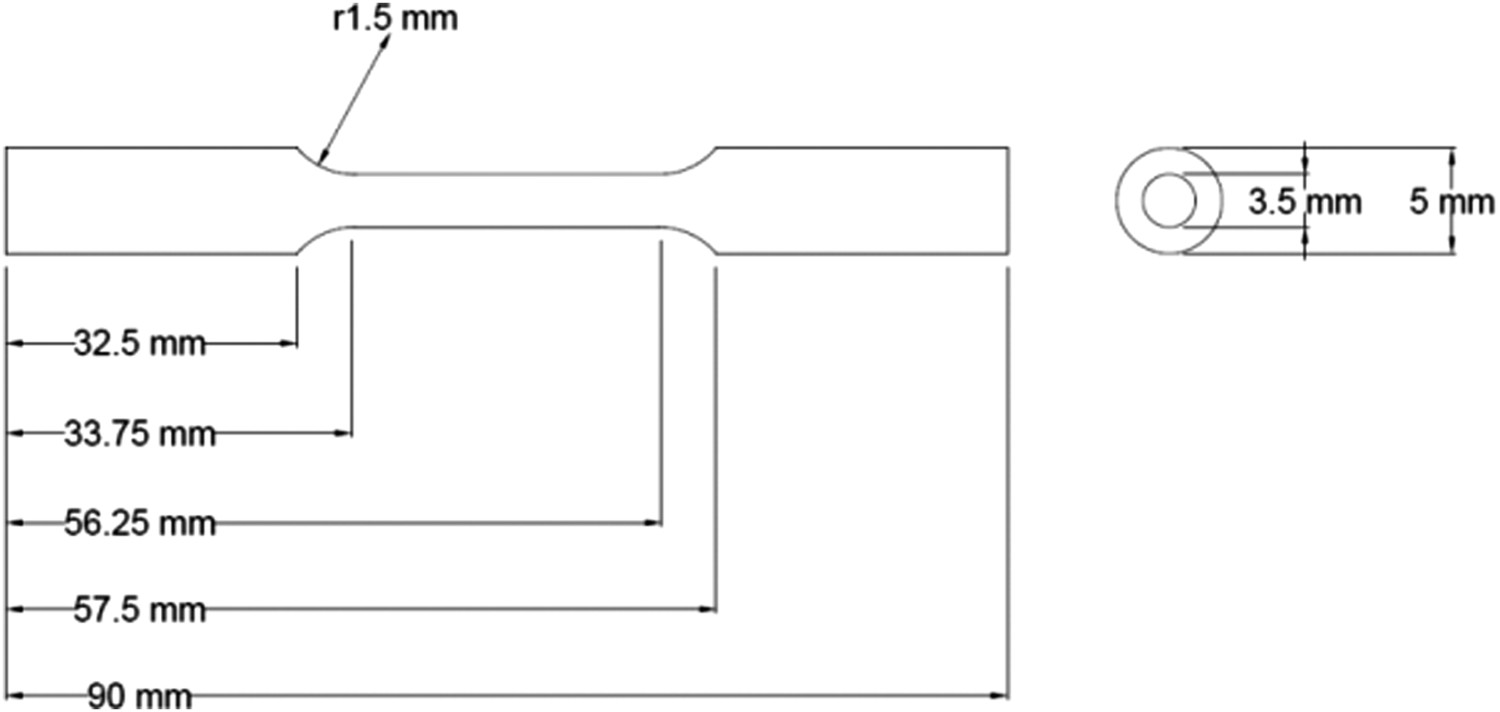


Figure 4 shows a schematic of the sealed Nylamid cell employed to contain the gasohol solutions. Measurements were taken with a graduated pipette at the beginning and end of the tests to ensure that the proportions of the solution remained constant throughout the test. The solution levels remained constant during the test without any apparent change in measurements, ensuring no leakage of the solution from the Nylamid cell.
Schematic of the nylamid cell.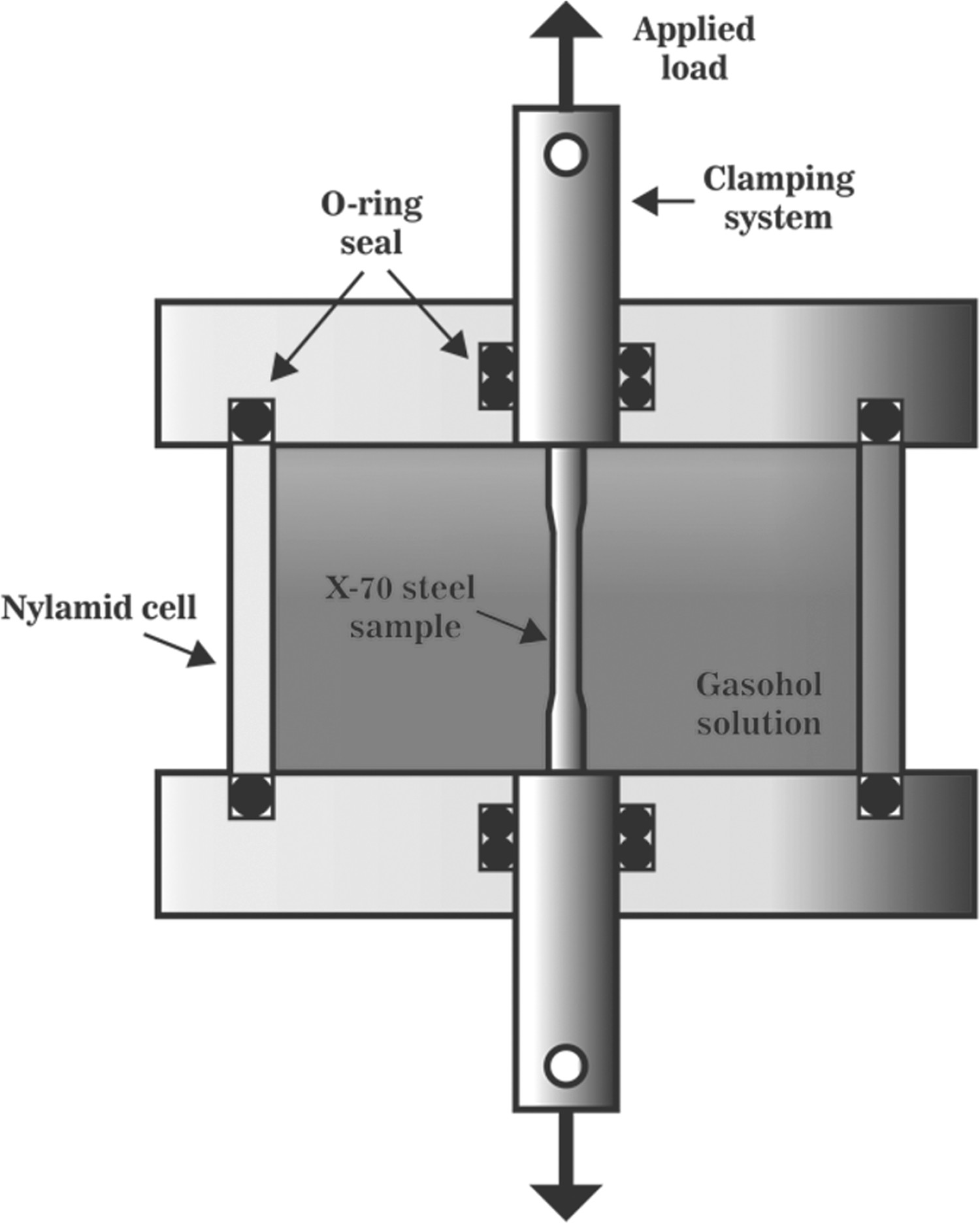
The SSRT specimens were grinded longitudinally with a 600-grade silicon carbide sandpaper, degreased, and masked, except for the gauge length. The loss in ductility was assessed in terms of the percentage reduction in area (%RA) by using Equation (1):
Preparation for potentiodynamic polarisation
In order to perform the potentiodynamic polarisation tests an ACM potentiostat model GillAC was used. The parameters of the tests were: potential range from −1000 to 1000 mV with a scanningsweep speed of 60 mV/min. The media (E-10 and E-85, respectively) was contained in an electrochemical cell. It was performed based on the G-59 standard using a traditional 3-electrode array. A saturated calomel electrode (SCE) was used as a reference electrode and graphite as a counter electrode. The working electrodes were completely encased in polyester casting resin and mechanically polished with silicon carbide sandpaper of successively finer roughness (220, 320, 600, and 800 grit).
Results and discussion
Microstructural characterisation
Figure 5 shows the micrographs corresponding to the X-70 experimental nickel-microalloyed pipeline steel under the as-received condition and with isothermal aging treatments of 4, 6, 8, and 12 h at 600°C. As can be seen, under the as-received condition (Figure 5(a)) and all treatment conditions (Figure 5(e)), the microstructure consists predominantly of acicular ferrite (FA), with the presence of secondary phases such as upper bainite (B), and small regions composed of martensitic microconstituents (M/A) [18]. This type of microstructure was obtained due to its thermomechanical processing, in which it also promotes the formation of nanometric size precipitates [19]. A primary austenitic grain presents a fine and elongated morphology, with an average grain size of 2.8 μm under its as-received condition (Table 4). In general, the heat treatments did not affect the morphology of the microstructure and the primary austenite grain because these were performed below the transformation temperature A1. These results are consistent with the those of the study conducted on experimental microalloyed steel by Tong et al., who observed no apparent change in the microstructure formed by polygonal ferrite-martensite at processing temperatures ranging from 300°C to 600°C [20].
Microstructures of steel X-70; (a) as-received, (b) treated at 600°C, 4 h (c) treated at 600°C, 6 h (d) treated at 600°C, 8 h, and (e) treated at 600°C, 12 h. Average grain size of the X-70 steel after aging at 600°C.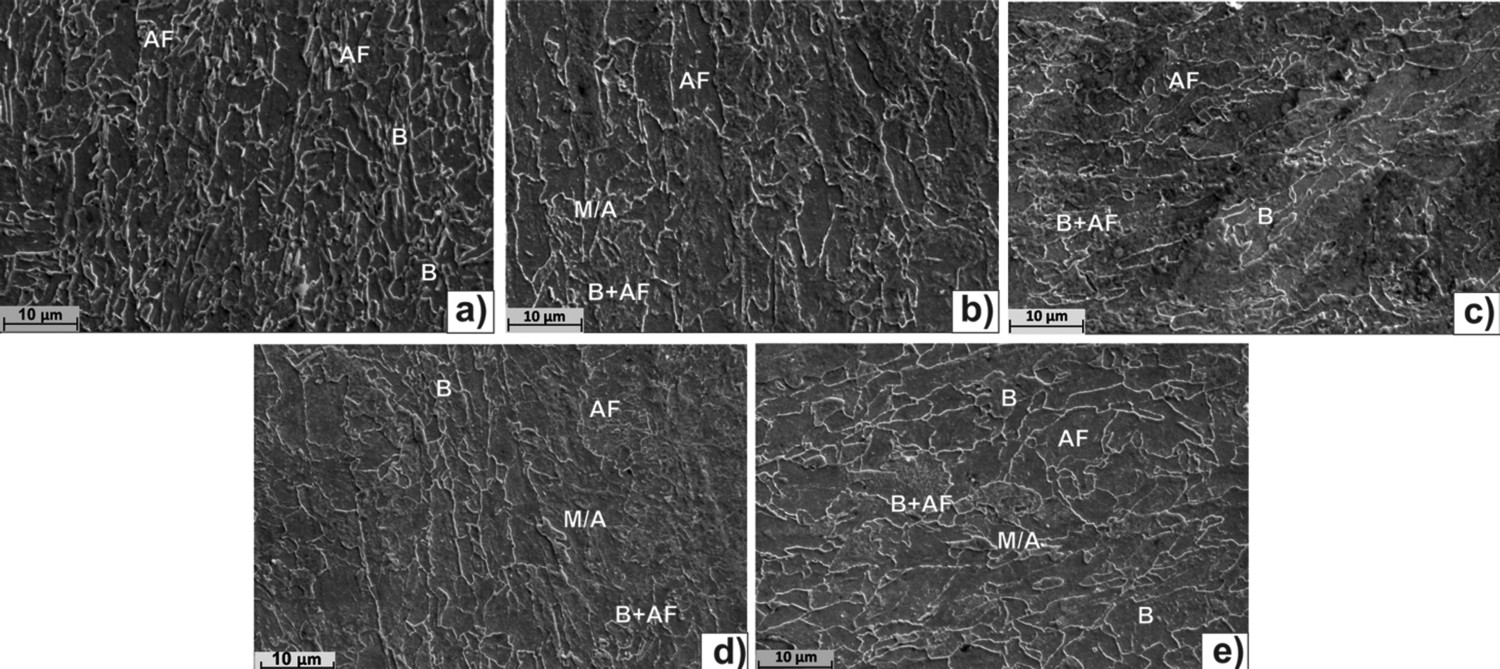

Figure 6 shows the yield stress (σy) and ultimate tensile strength (UTS) as functions of aging treatment time. It can be seen that under all heat treatment conditions used, the UTS obtained (σy) was higher than that under the as-received condition (541 and 573 MPa, respectively). The 4-h aging sample exhibited the highest σy and UTS values: 576 and 626 MPa, respectively. Further increase in treatment time to 6 h diminished the strength of the steel. This behaviour is associated with the precipitation kinetics of the microalloying elements due to the formation and redistribution of niobium and titanium carbonitrides, as well as transition carbides (carbide-ε), during the aging process; this leads to an increase in the mechanical strength of the steel [14,21]. It has been reported that a small variation in temperature and aging time may influence the precipitation of carbides and intermetallic compounds in terms of type, shape, size, distribution, and volume fraction, which are related to secondary hardening [22]. Jong-Ho Shin et al. reported a secondary hardening of 200 MPa in low-carbon microalloyed steel employing an aging treatment temperature of 500°C for 25 h. This treatment results in the formation of M23C6-type carbides that prevent the slippage of dislocations during plastic deformation [23]. Other studies have reported that nanometric precipitates promote an increase in the strength of microalloyed steels; this phenomenon is related to an increase in the distribution density of the present precipitates [24]. Xu et al. reported an increase of between 70 and 80 MPa in a high-strength microalloyed steel with an addition of 0.108 wt-% titanium, due to the presence of titanium nanoprecipitates with sizes ranging between 30 and 150 nm [25]. Besides these secondary hardening effects, Ping observed that by increasing the aging time, a reduction in the strength of steel is observed, which is attributed to the coarsening of M2C-type carbides and the recovery of the matrix in terms of rearrangement and decrease in dislocation density caused by a possible over-aging [14,26,27].
UTS and σy behaviour at the different aging times of API X70 steel.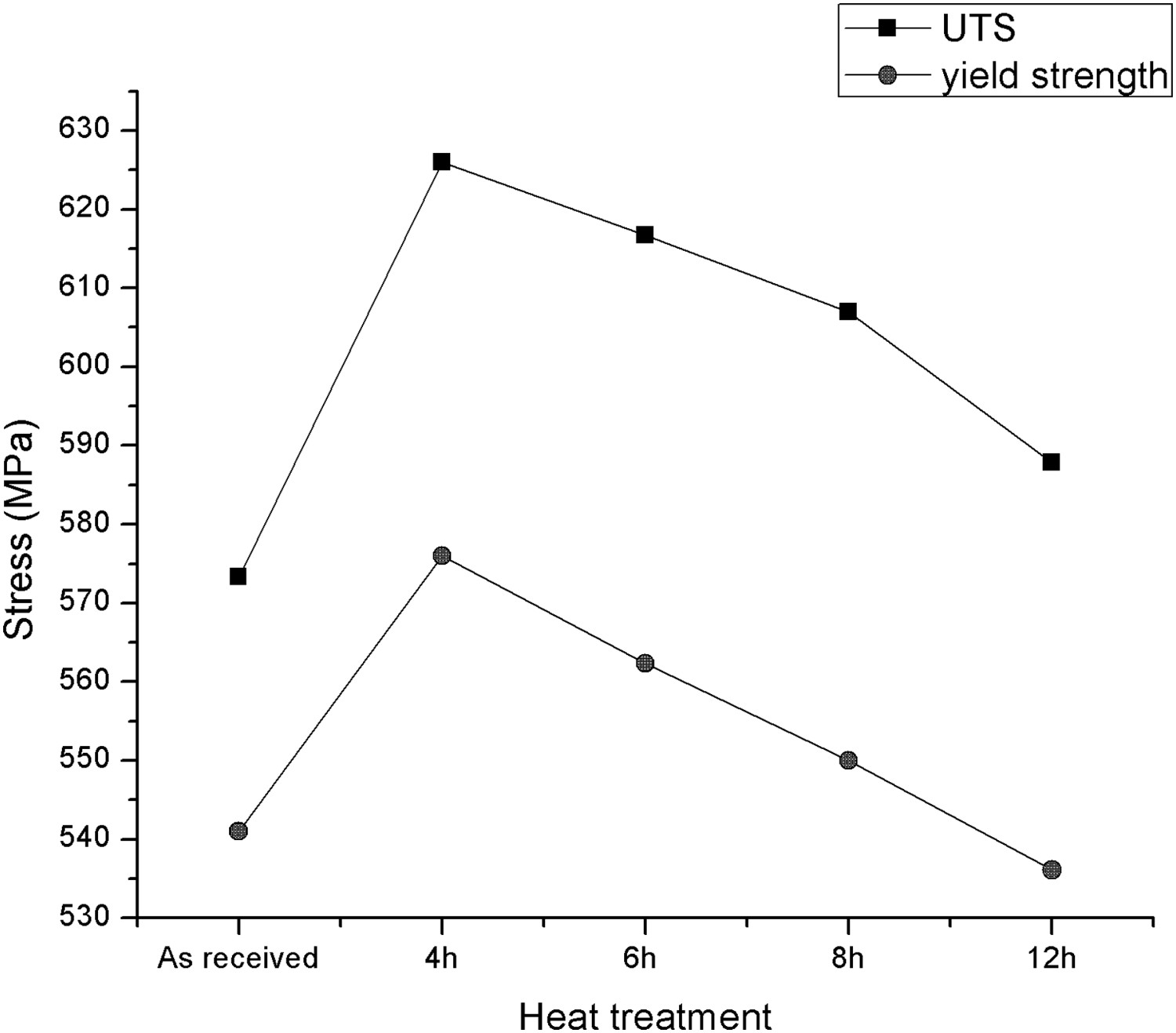
Increasing the aging treatment time, as suggested by Vargas et al., elicits thickening, redistribution, and clumping of the existent precipitates, leading to a decrease in the material strength [26]. Furthermore, the decomposition of the retained austenite in ferrite and cementite can contribute to a softening of the matrix and a decrease in dislocation density, as caused in the over-aging treatment [28].
Because the samples did not show a noticeable difference in grain size, the strengthening mechanisms described by the Hall–Petch [29] equation do not contribute to an increase in strength observed after the aging treatment.
Figure 7 shows the elongation (%E) for the different aging treatment times, where %E increases with 4 and 6 h of treatment times, with a maximum increase of 21.8%. As time increases, these values decrease, obtaining a %E of 18% for the 12-h treatment condition; however, the elongation is greater than that exhibited by the as-received specimen. Since the microstructure obtained during the processing of the steel is metastable, a change in treatment temperature allows the matrix to return to a lower energy state due to stress relief, thus causing an increase in ductility [30,31]. Zhou et al. indicated that this increase results from the presence of the retained austenite that absorbs dislocations at the M–B interfaces during the deformation processes [28,32]. However, the increase in treatment time may lead to the decomposition of the retained austenite in ferrite and cementite, which can decrease the %E observed at greater treatment times.
Comparison of % E for different aging treatment times of API X-70 steel.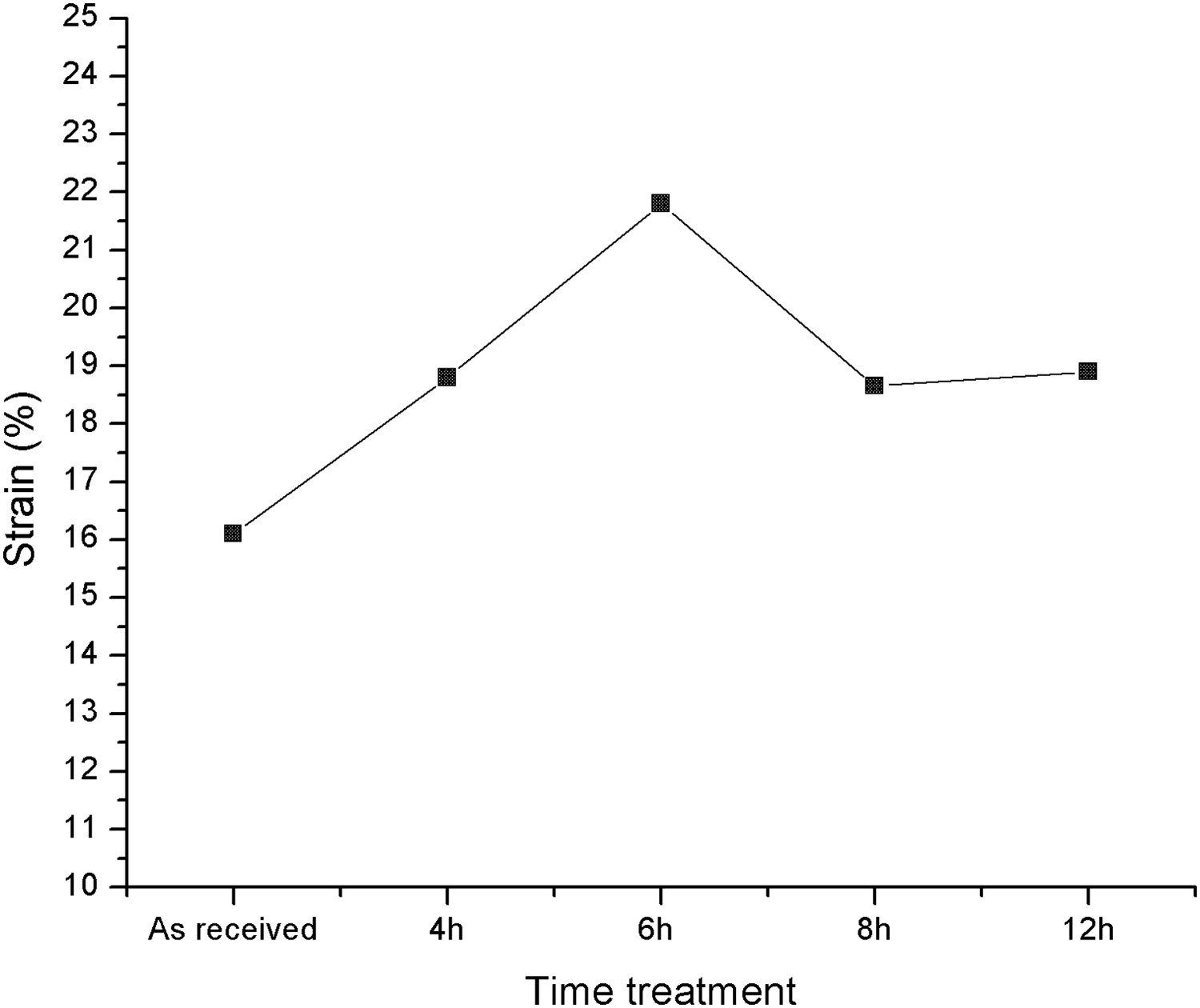
SSRT test
Figure 8 shows the profiles of the SSRT specimens under the as-received condition (Figure 8(a)) and exposed to the E-10 and E-85 media (Figure 8(b,c), respectively). It can be seen under these conditions that the test sample profiles present a large plastic deformation in the necking region, as well as plastic flow lines characteristic of a ductile fracture. Exposure to E-10 and E-85 media does not promote the decrease in the plasticity of the steel, which is consistent with the %RA results described later. Figures 8(d,e) show the profiles of the 12-h-treated SSRT specimens exposed to gasohol E-10 and E-85, respectively. Plastic flow lines in the direction of applied stress, as well as shear bands, are observed, indicating the absorption of considerable energy before the fracture. However, anodic dissolution on the surface, which promotes the initiation of cracks causing SCC, is not observed, demonstrating that this steel exhibits good resistance to the phenomena in such media [33].
SSRT fracture profile, (a) as-received condition, (b) as-received – E-10, (c) as-received – E-85, (d) aged treated – 12 h – E-10, (e) aged treated – 12 h – E-85.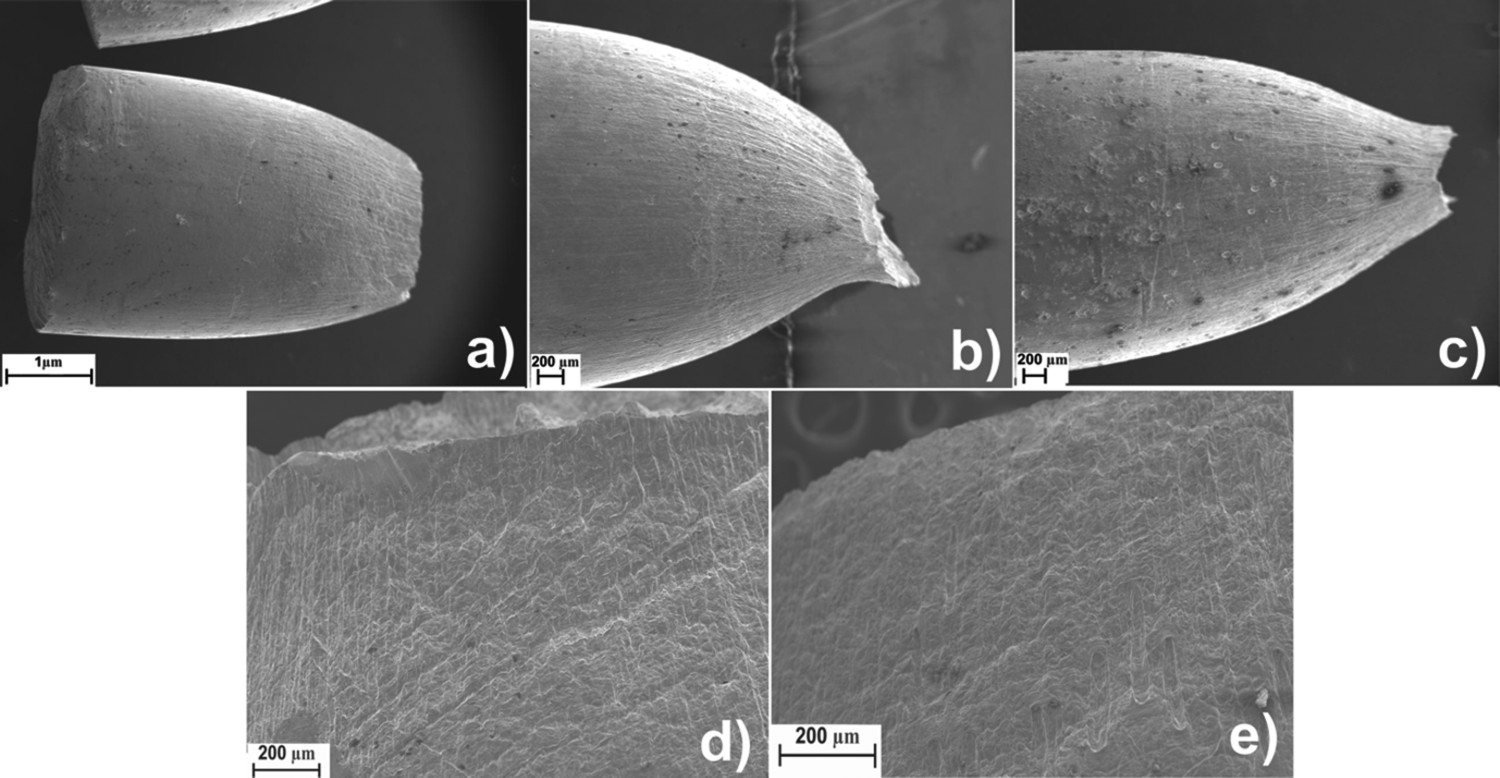
Figure 9 shows the morphology of the fracture edge under as-received condition (Figure 9(a)) in E-10 (Figures 9 (b, d, f, h and j)) and in E-85 (Figures 9 (c, e, g, i, k). It can be observed that all conditions present the characteristic morphology of a ductile fracture, with the presence of dimples. It can be observed for all conditions that there is no evidence of cracking at the edges, which is one of the most important factors in SCC failure. Figure 10 shows the most representative micrographs of the fractures obtained in the central zone in both media (E-10 and E-85) for the as-received (Figure 10(a)) and thermally treated (Figures 10 (b)–(e)) SSRT specimens. A fracture with ductile characteristics can be observed in the as-received samples, with micro-voids (MVs) of different sizes, ranging from 5 to 20 μm. These MVs are caused by the interaction of second-phase particles (precipitates) with the steel matrix during plastic deformation processes, causing micro-void coalescence (MVC, as shown by an arrow), and subsequently, the fracture of the sample. The morphology of fractures in the heat-treated samples immersed in the solution displays the same characteristics as those corresponding to ductile fracture under the as-received condition. Furthermore, we observed the presence of a spherical nonmetallic inclusion (Figure 10(c)), with a diameter of about 4 μm, which is characteristic of this type of steel. The fractographs presented in Figures 10(a)–(e) reveal that the failure in the steels in both media (E-10 and E-85) resulted from a ductile fracture, which is consistent with the absence of SCC [4,34,35]. Figure 11 shows the EDS analysis of this particle whose composition can be 2CaO.6Al2O3 type, [36,37]. Such fracture is consistent with the absence of SCC.
Edge fractures SEM; (a) as-received, (b) as-received E-10, (c) as-received E-85, (d) 4 h – E-10, (e) 4 h E-85, (f) 6 h - E10, (g) 6 h E-85, (h) 8 h E-10, (i) 8 h - E85, (j) 12 h E-10, (k) 12 h - E85, of aging thermal treatment. SEM fractures; (a) as-received, (b) 4 h – E-10, (c) 6 h – E-10, (d) 8 h – E-85, (e) 12 h – E-85, of aging thermal treatment. EDS spectra obtained for one of the nonmetallic inclusions found in the treated steel at 6 h, and 600°C.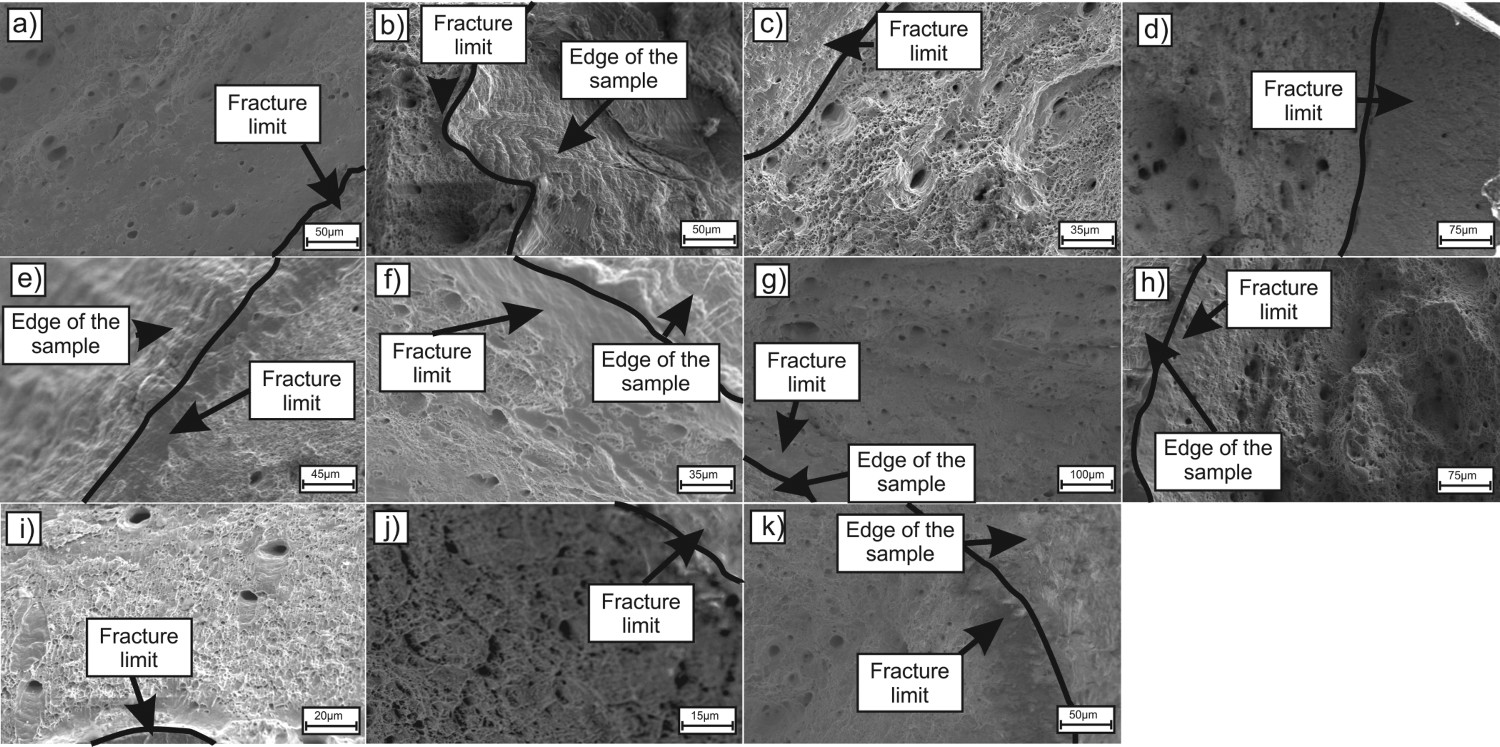
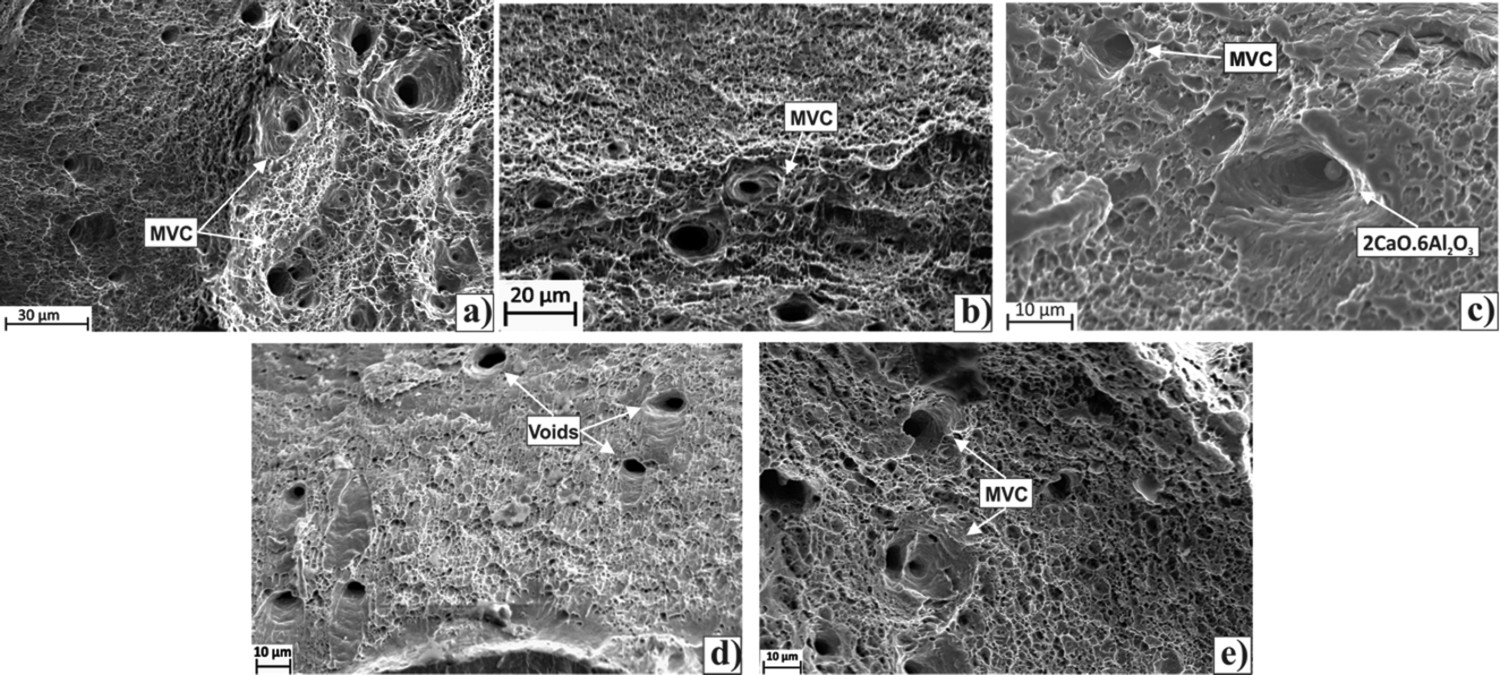
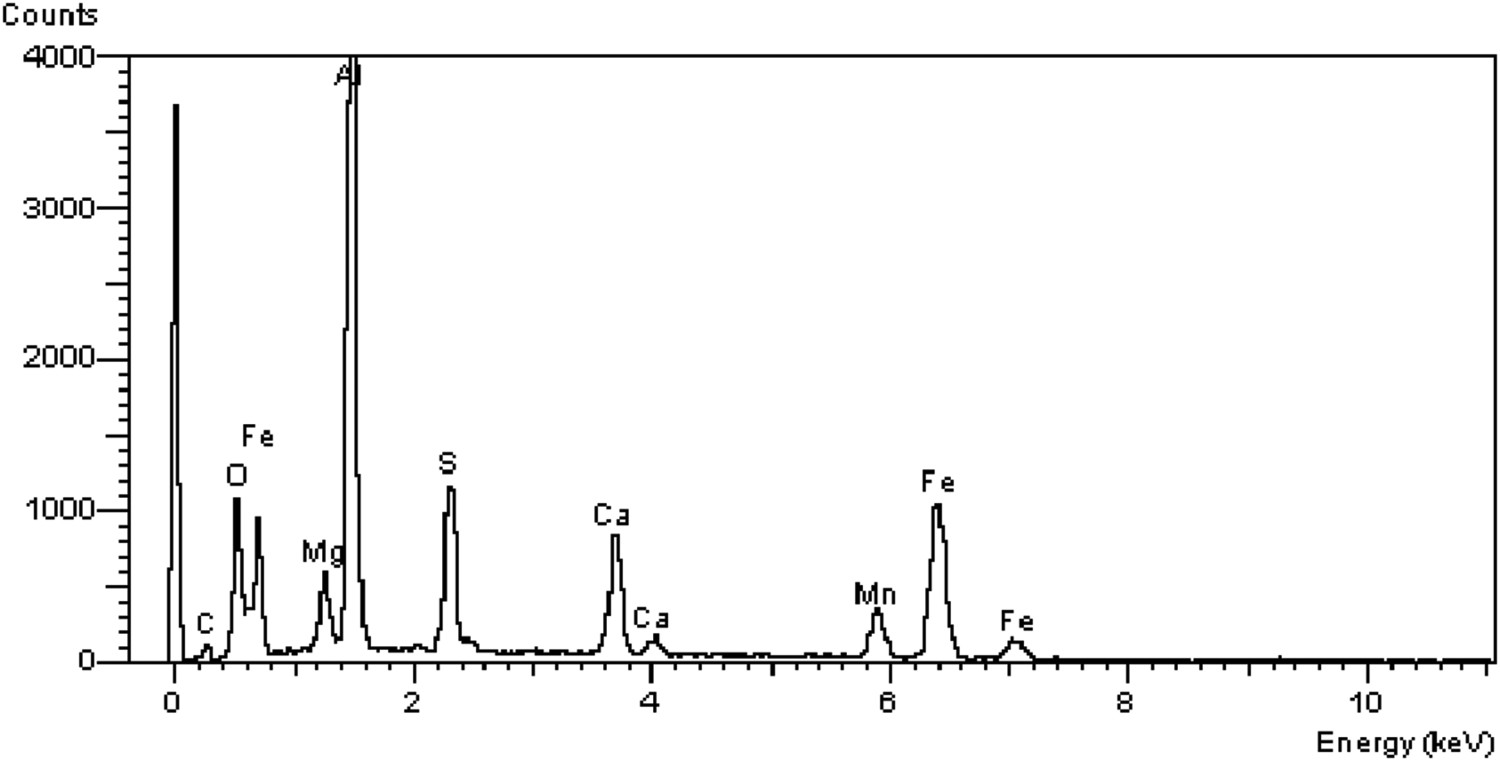
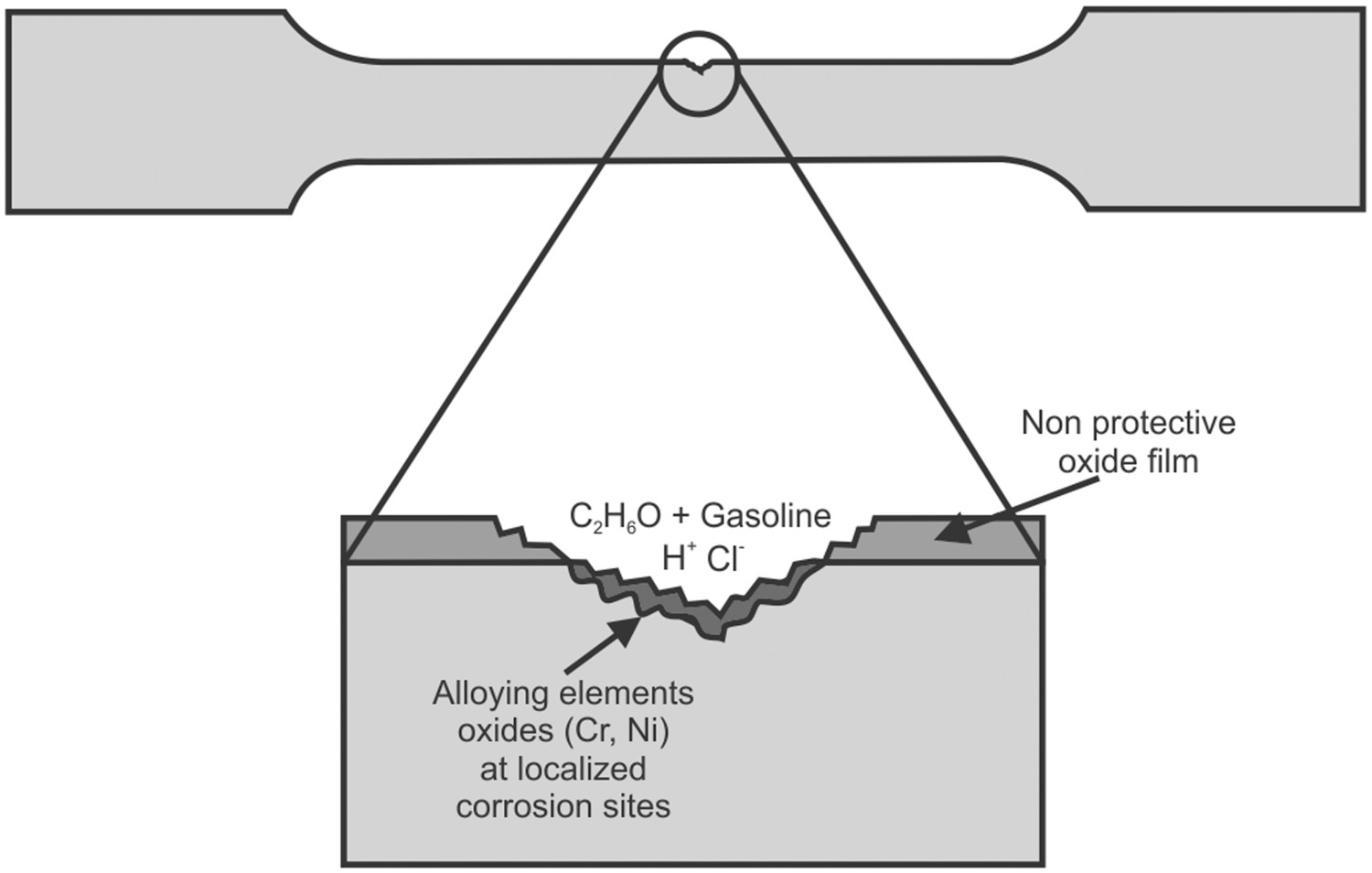
Figure 12 shows the values of reduction area (%RA) obtained from the SSRT tests for the steel under the as-received condition and age-treated in gasohol E-10 and E-85. It can be seen that %RA under all conditions varies between 83% and 90%, indicating that there is no apparent change in ductility and that aging treatments do not affect SCC resistance in these two media; therefore, the steel can be considered a good candidate to be used as pipe manufacturing material for transporting gasohol E-10 and E-85. The results showed behaviours that are consistent with those obtained by Rangel et al. [38], who studied the susceptibility to SCC of an API X-80 steel using ethanol as a corrosive medium, concluding that the steel is susceptible to SCC only when FGE has 5% water + 10 mg/L sodium chloride. On the other hand, Breitenbach et al. evaluated the susceptibility of an API 5L-X-70 steel to SCC in corn and sugarcane ethanol [6]. They observed that the corn ethanol medium generated SCC, while sugarcane ethanol did not. Samusawa et al. studied the development of SCC-resistant microalloyed steel in ethanol and found that this steel retards SCC initiation/propagation due to inhibition of anodic dissolution at the crack tip, mainly due to the formation of an oxide containing corrosion-resistant elements. In this study, presumably the elements that inhibit anodic dissolution at localised corrosion sites such as a pit or crack tip are chromium and nickel (Figure 13) [33]. Hernández et al. analysed an API 5L X-52 microalloyed steel in nine ethanol–gasoline blends to determine their susceptibility to SCC in these media, observing that under the study conditions, no evidence of susceptibility to SCC was found, since all specimens showed ductile fracture [34].
% R.A. behaviour for steel X-70, with the different age treatments. Proposed mechanism of SCC resistance in E-10 and E-85.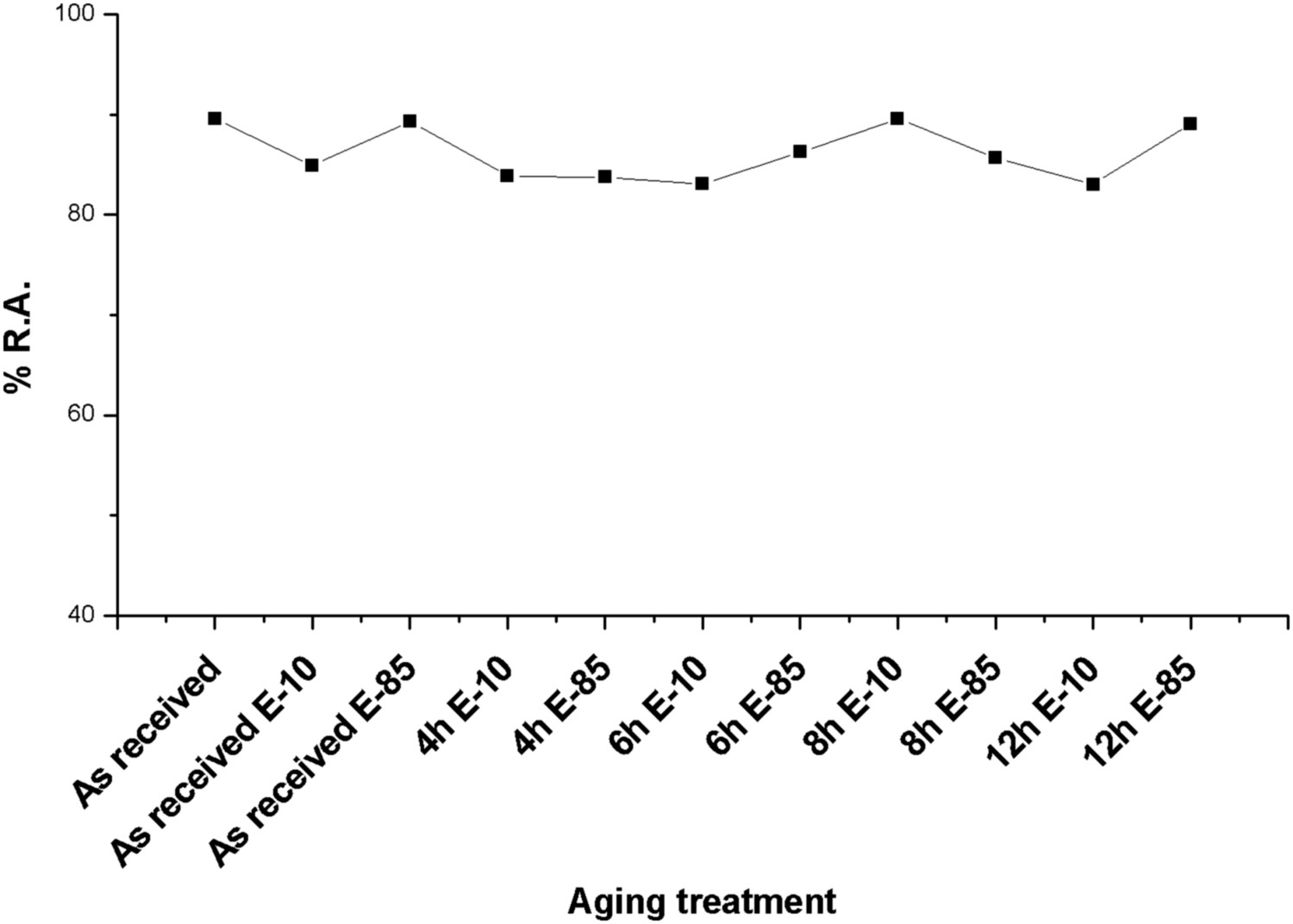
In addition, Singh et al. studied the SCC phenomenon in microalloyed steels in contact with FGE and found high susceptibility [2,39,40]. However, in the present study, the X-70 steel did not show evidence that indicates the presence of SCC under the employed conditions. These results are consistent with those reported by Breitenbach et al., which suggests that the SCC phenomenon is attributed to the type of ethanol (cane) used in the gasohol blend [4,6]. The lack of susceptibility to SCC can result from the fact that the rate of passivation of the steel in both types of gasohol is too high. When there is no rupture of the passive film, the medium is not in direct contact with the metal; therefore, the failure only affects the applied load [41]. Regarding the latter statement, a possible explanation is that the steel alloy retards the initiation and propagation of SCC due to the inhibition of anodic dissolution [42].
Potentiodynamic polarisation test
Figures 14 and 15 shows the potentiodynamic polarisation curves for the X-70 steel submerged in gasohol (E-10 and E-85) under both studied conditions: as-received and age-treated. In Tables 5 and 6, the electrochemical properties obtained from the potentiodynamic polarisation curves are briefly summarised. It is known that linear polarisation technique is very accurate for systems with high resistivity and ohmnic drop. However, the corrosion current density was measured employing the Tafel Extrapolation technique as an approximation to the behaviour obtained using the Stern-Geary equation.
Polarisation curves of treated steels in the E-10 media. Polarisation curves of treated steels in the E-85 media. Results of the potentiodynamic polarisation test in gasohol E-10. Results of the potentiodynamic polarisation test in gasohol E-85.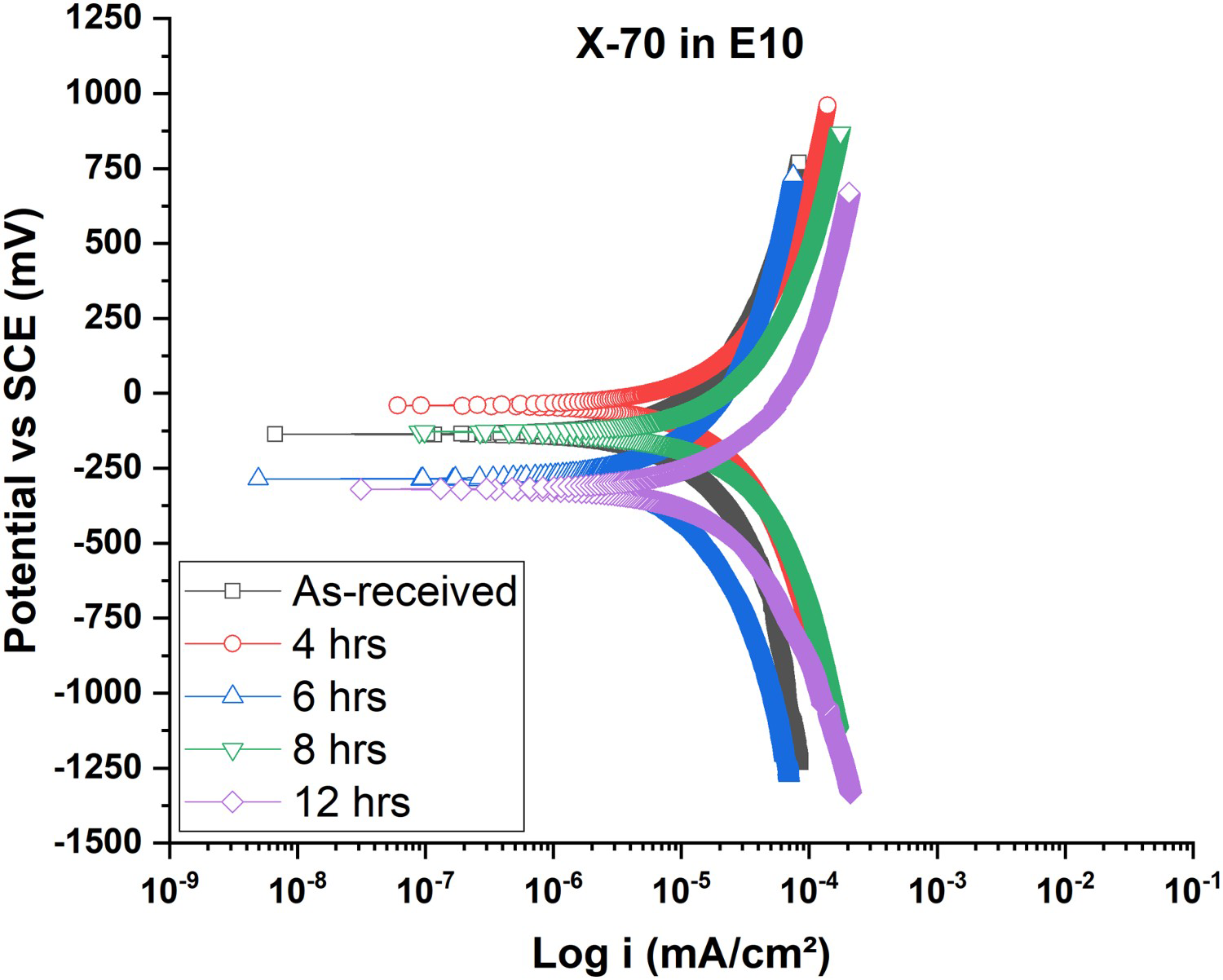
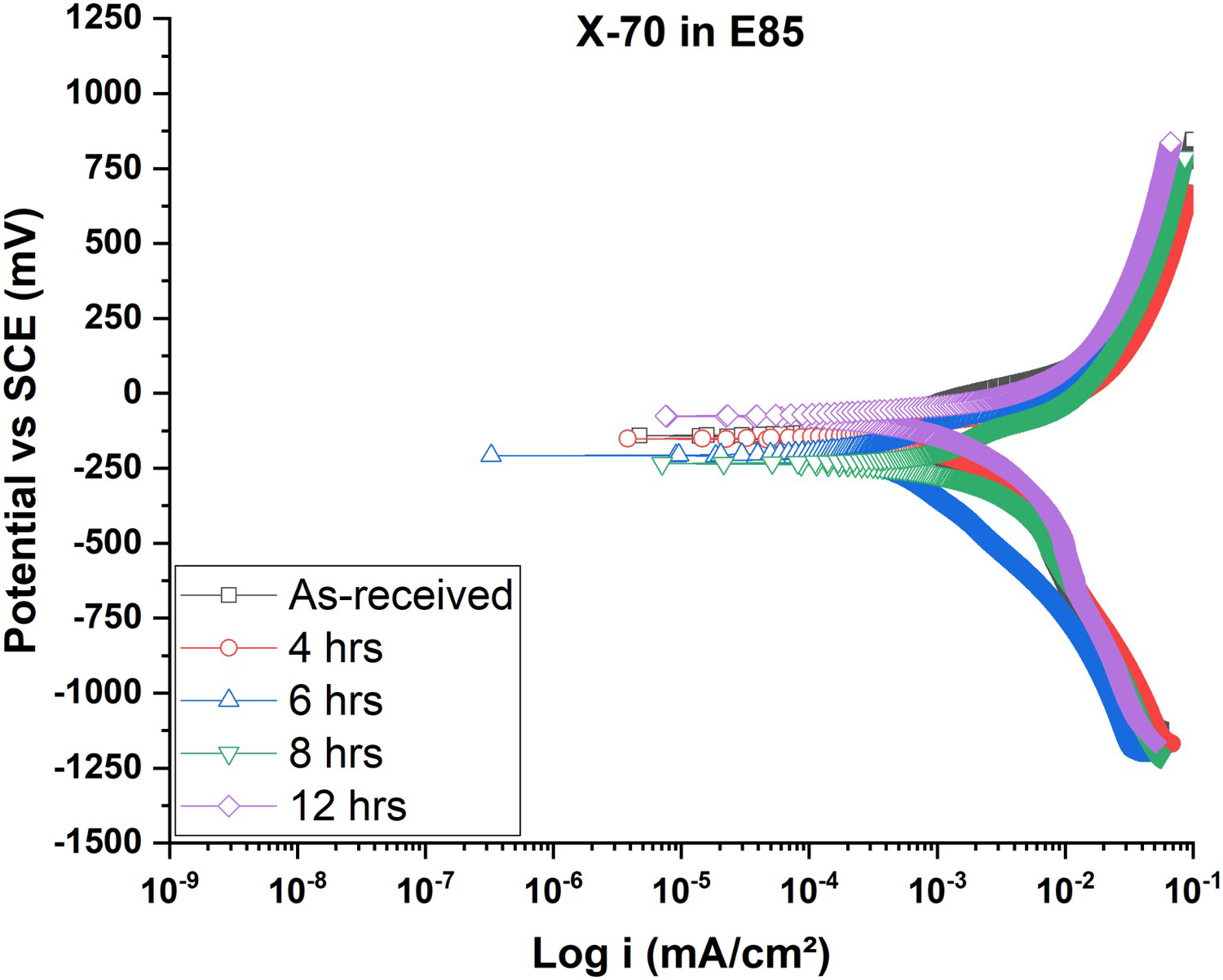
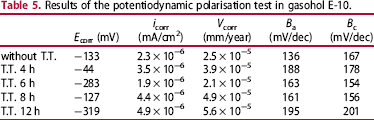
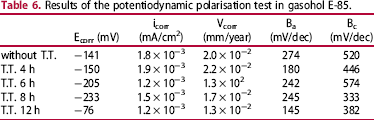
Figure 15 clearly shows that gasohol E-85 has a higher current density under all conditions. The anodic current density maintained a constant growth; demonstrating very slow corrosion rates for all samples. Furthermore, none of the curves present passivation, but only continuous dissolution, in the anodic section.
The results of the tests corresponding to E-10 gasohol shown in Figure 14 and Table 5 indicate that the corrosion-free potential (E corr) of the 4-h-aged-treated sample increased with respect to the as-received steel, which indicates a lower tendency to corrode [43]. All age-treated and as-received samples submerged in this medium (E-10) presented a consistent linear behaviour in their anodic Tafel slopes, without signs of pitting corrosion in the sweep potential range; the main mechanism of corrosion observed was anodic dissolution.
Figure 15 and Table 6 show that the 12h-aged-treated steel presents an E corr of value more positive than that of the as-received sample, which denotes a lower tendency to corrode. Similar to what was observed for the gasohol E-10 solution, the presence of pitting corrosion in gasohol E-85 is not observed, and only anodic dissolution corrosion is observed.
The potentiodynamic polarisation tests performed on the steels showed results that are consistent with the behaviour of anodic dissolution. One of the main phenomena related to the initiation of SCC is pitting corrosion, which was not observed in the corrosion tests performed in this study additionally. Thus, we conclude that the SCC phenomenon is not a critical problem associated with the use of X-70 steel [44].
Furthermore, the corrosion rate (i cor) was very low in both solutions (E-10 = 10−6, E-85 = 10−3). In general terms, the lower current density obtained in E-10 could be attributed to a higher electrolyte resistivity confirming that is less susceptible to cause corrosion as a comparison with E-85, that showed higher current density. Furthermore, the X-70 steels under these conditions are immune to SCC, irrespective of their improved mechanical properties.
Conclusions
The aging treatments did not change the microstructural morphology of the steel, presenting a small variation in grain size, but UTS and σy increase their values due to precipitation kinetics. The %RA exhibits null susceptibility to SCC in all conditions. No pitting corrosion was observed, which is one of the main causes of initiation of SCC cracks. Furthermore, the obtained corrosion rate was very low, confirming that the steels under these conditions are immune to SCC regardless of their improvement in mechanical properties. For all studied samples under all media conditions, the fractures presented signs of crack initiation and fragile fracture surfaces neither in the border nor in the centre of the fracture; therefore, the SCC was not present. Based on the results of the tests carried out, it was observed that for the X-70 microalloyed steel under study, SCC is not a critical issue in either medium.
Footnotes
Acknowledgements
We want to thank Dr René Guardian Tapia and Dr Ivan Puente Lee for the support provided for SEM images.
Disclosure statement
No potential conflict of interest was reported by the authors.
Notes on contributors