
Abstract
The use of crumb rubber is one form of recycling scrap tires that can aid in addressing the environmental concerns of tire disposal. In the present investigation, reinforced wood–plastic composites (WPCs) were manufactured incorporating crumb rubber. The bulk density of crumb rubber-reinforced WPC was found to be 19% higher than the baseline materials. This indicated that crumb rubber assisted in the consolidation process. Both baseline and crumb rubber-reinforced WPC materials were mechanically characterized according to ASTM D 1037. Compression modulus of crumb rubber-reinforced WPC showed an increase of 200% as compared to baseline WPC. Cone calorimetry demonstrated that the peak heat release rate, the maximum average rate of heat emission (MARHE), effective heat of combustion, and fuel load of crumb rubber-reinforced WPC were lower than the baseline WPC. Nonetheless, it was observed that the amount of CO and CO2 produced were more in the case of crumb rubber-reinforced WPC.
Keywords
Introduction
Nearly 3 billion scrap rubber tires are disposed of in landfills around the USA, which increases annually by about 250 million tires, creating a significant environmental concern (Mohammad et al. 2017). The three-dimensional cross-linked structure makes the chemical decomposition of rubber challenging. Therefore, less than 1% of the raw materials are typically reclaimed from waste tires (Adhikari et al. 2000). The increasing number of waste tires discarded each year is rapidly reducing the available sites for disposal in the form of landfills (Siddique and Naik 2004). Most of these tires eventually get burnt and used as fuel, but this method emits harmful gases into the atmosphere. It generates a demand for recycling and reclamation of rubber from scrap tires. Some promising options for recycling of used tires that have been explored over the last few decades include (i) production of tire-derived fuel (TDF); (ii) use of crumb rubber and (iii) reuse as ground tire rubber (GTR) (Smith et al. 1995; Amari et al. 1999; Ganjian et al. 2009). It includes extended use of scrap tires in the form of alternative fuel for cement industries, GTR or crumb rubber in asphalt/concrete structures and the resurfacing of playgrounds. Nonetheless, the creation of new markets for these initiatives is still essential to further reduce the remaining 20% of scrap tires that are still disposed via landfill (Ghabchi et al. 2016).
Crumb rubber is a granular foam of tire rubber obtained by shredding, grinding and magnetically separating the scrap tire rubber (Ganjian et al. 2009). Crumb rubber obtained from waste tires is classified into four groups: coarse – 9.5–6.3 mm; mid-range – 2–1 mm; fine – 0.4–0.2 mm and superfine – 0.15–0.075 mm. The size of crumb rubber is designated utilizing a mesh through which it is passed during its production. There is an annual growth of 10–15% in the conversion of waste tires into crumb rubber (Ghabchi et al. 2016). On average, 10–12 pounds of crumb rubber are generated from a single waste tire (Ghabchi et al. 2016).
Numerous efforts have been made to use crumb rubber as a filler in construction materials like asphalt and concrete (Sukontasukkul and Chaikaew 2006; Batayneh et al. 2008; Khaloo et al. 2008; Yilmaz and Degirmenci 2009). These investigations have shown that the use of powdered form of scrap tires as a filler in composite materials is one method to recycle the waste tires efficiently. In addition to overcoming the hazards posed on the environment, the inclusion of crumb rubber particles as a filler reduces the production cost of materials by approximately 30% (Fukumori et al. 2002). These studies also indicated that the crumb rubber particles in concrete were found to increase the toughness, crack resistance, shock wave absorption, noise level reduction and the flexibility of concrete materials (Fattuhi and Clark 1996; Khaloo et al. 2008).
Promising mechanical features and enhanced performance using crumb rubber in concrete have been reported in several studies. Najim et al. (Najim and Hall 2010) demonstrated that crumb rubber concrete samples significantly raised the impact resistance compared to conventional concrete blocks. Additionally, it was noted that crumb rubber improved the resistance to thermal fluctuations. Nonetheless, it was observed that compression and flexural properties of concrete were lowered with the addition of large quantities of crumb rubber. Ganjian et al. (Ganjian et al. 2009) found that the size of crumb rubber had a very high influence on the properties of concrete. Recently, Ismail et al. (Ismail and Hassan 2017) investigated the effect of adding crumb rubber as an aggregate in a full-scale concrete beam structure. It was revealed that although weight reduction was achieved, crumb rubber showed very limited contribution to enhancing the properties of the structure. Studies in this area are ongoing to optimize the use of crumb rubber as a potential element in civil engineering applications.
The significant advantage depicted by all these studies is the ease of fabricating crumb rubber-reinforced products for structural applications. Addition of crumb rubber in wood–plastic composites (WPCs) can be seen as an interesting option to widen the applicability of crumb rubber. Nearly three decades ago, WPCs containing wood flour or wood fibre and thermoplastic material were first used for decking. Since then, WPCs have gained interest for use in flooring and outdoor facilities. Some of the common types of thermoplastic materials used in WPC include polypropylene (PP), polyethylene (PE), polyvinyl chloride (PVC) and polylactide (PLA) (Sobczak et al. 2012). Stark and Rowlands (2003) found that higher aspect ratios of the wood particles and use of coupling agents had the greatest impact on improving the strength of wood flour/polypropylene (PP) composites. However, the impact strength of WPCs is inferior to conventional polypropylene-based composites including natural fibre composites (NFCs; Sobczak et al. 2012).
With the addition of new applications for WPCs, it was noted that the moisture absorption of WPCs was a key factor that needed to be studied. Previous studies have indicated that water absorption in natural fibers/PP composites followed Fickian diffusion model and its mechanical properties were adversely affected by water absorption (Espert et al. 2004). Xu et al. (2010) analysed the impact of coupling agents such as methyl methacrylate (MMA) and maleic anhydride (MA) on the moisture absorption of WPCs. It was demonstrated that on average, approximately 45% reduction in moisture absorption can be achieved with the use of these coupling agents. Additionally, it resulted in the improvement of the tensile and impact properties of the WPCs. Another key factor is the flammability of WPCs, as wood and polymer being organic materials are combustible. Guan et al. (2015) explored the implementation of an intumescent flame retardant (IFR) system in WPCs. It resulted in lowering the heat release rate (HRR) and simultaneously increased or maintained the flexural and impact properties of WPCs. Magnesium hydroxide, expandable graphite and ammonium polyphosphate are some of the other fire retardants that have been investigated regarding wood fibre–PP composites (Sun et al. 2016). It was demonstrated that the amelioration of the fire retardance of WPCs largely depended on the various mechanisms of the fire retardants used.
In this context, the present study investigates the influence of crumb rubber as a filler on the physical, mechanical and flammability characteristics of WPCs.
Sample fabrication
Baseline WPC samples were prepared by mixing polypropylene (PP) pellets acquired from PolyOne (Avon Lake, OH) and wood flour obtained from System Three Resins, Inc. (Auburn, WA), in the ratio of 1:2 by weight in a mixer (C. W. Brabender, South Hackensack, NJ) at 165°C. This processing temperature is very close to the melting point of PP. It resulted in a homogeneous material. After adequate mixing, the material was placed inside an aluminium cast and heated to 250°C under a low pressure of approximately 5 kPa to obtain rectangular blocks of 75 × 75 × 150 mm nominal size. In this study, the quantity of wood flour in the WPC was kept higher to determine the potential use of the new composite as a replacement for medium density fibreboard (MDF). Crumb rubber-reinforced WPC was prepared by adding 20% of crumb rubber particles of size 1.2 mm (Entech, Inc. White Pigeon, MI) by weight percentage of the mixture of wood flour and PP pellets in the mixer with same processing parameters. A scanning electron microscope (SEM) image of crumb rubber at 500 µm resolution is given in Figure 1.
SEM image of crumb rubber surface.
To perform the compression experiments according to ASTM D-1037 (ASTM 2013), samples were machined in cylindrical shape with 25.4 mm diameter. Likewise, samples for flexural testing were cut using a tile saw (MK 370, MK Diamond Products Inc., Torrance, CA). The final dimensions of specimen were 3.175 mm thickness, 51 mm width and 127.2 mm length.
Five samples each of baseline WPC and crumb rubber-reinforced WPC were used in material characterization for moisture absorption, compression and flexural properties. The samples for all cases considered were obtained from the same mixture.
Material characterization
Physical properties
The buoyancy method was used to determine the bulk density of samples. First, the dry mass of the sample, m1, was recorded. Thereafter, the apparent mass of the sample immersed in water, m2, was noted using a density determination kit (Sartorius YDK 01, Sartorius AG, Goettingen, Germany). Temperature of water is a factor that affects the density of the liquid causing buoyancy. Hence, the temperature of water was recorded to correct for variations in the density,
 , as a function of temperature. The bulk density of the material,
, as a function of temperature. The bulk density of the material,
 , was evaluated using the equation:
, was evaluated using the equation:
 .
.
Additionally, the solid density of all the constituents and prepared samples were determined using a helium pycnometer (AccuPycII 1340 Pycnometer, Micrometrics, Norcross, GA). Powdered samples were obtained by crushing the material using liquid nitrogen inside a grinder. The aim was to ensure the removal of all closed porosity from the specimens. Thereafter, the powdered specimens were placed inside the helium gas chamber of the pycnometer with an input of the dry weight of the samples. Twenty runs were taken for each individual samples using the pulse mode of gas flow. The solid density
 of the specimens was obtained as the output from the pycnometer.
of the specimens was obtained as the output from the pycnometer.
A moisture absorption test was conducted according to ASTM D-1037 (ASTM 2013) to determine the water absorption characteristics of the samples. Two samples of 25.4 mm cube for each condition were cut with reduced dimensions to provide ease with sample preparation and the test process. The ‘Method A’ process was used. In this method, 2-Plus-22h submersion in water test was conducted, and weights of all the samples were recorded. Freshwater was used for each analysis. Before weighing the samples, they were suspended to drain for approximately 10 min and then excess surface water was removed. In addition, the water absorption test was extended up to 48 h for one sample of each condition for further study. After submersion, the samples were dried in an oven till 103°C to determine the retained moisture content according to ASTM D-4442 (ASTM 2015).
Mechanical properties
Compression experiments were carried out on a universal testing machine (Instron 5567, Norwood, MA). As per ASTM D-1037 (ASTM 2013), three cylindrical samples each of baseline and crumb rubber-reinforced WPC materials were tested. The load was applied continuously through the duration of the test at a uniform rate of 0.5 mm min−1 till specimen failure. Load–displacement data were recorded continuously through the duration of the test. The compression modulus was evaluated as
 , where lg is the distance between the gauge points in mm and ΔP/Δy is the slope of the straight-line portion of the load–displacement curve in N mm−1. The compression strength of the samples was evaluated as
, where lg is the distance between the gauge points in mm and ΔP/Δy is the slope of the straight-line portion of the load–displacement curve in N mm−1. The compression strength of the samples was evaluated as
 , where
, where
 is the maximum load and A is the area of cross-section of the sample in dry condition.
is the maximum load and A is the area of cross-section of the sample in dry condition.
Flexural properties of the specimens were also determined using a universal testing machine (Instron 5567, Norwood, MA), in accordance with ASTM D-1037 standard (ASTM 2013). The span of the test was set as 76.2 mm. The specimen was loaded continuously at a rate of motion N, of 1.524 mm min−1, which was calculated using the following equation:
 where z is the outer fibre strain rate of 0.005 mm mm−1 min−1, L is the span in mm and d is the depth or thickness of the specimen in mm. Load and deflection data were continuously recorded during the test. The flexural strength of the specimens was calculated by the following equation:
where z is the outer fibre strain rate of 0.005 mm mm−1 min−1, L is the span in mm and d is the depth or thickness of the specimen in mm. Load and deflection data were continuously recorded during the test. The flexural strength of the specimens was calculated by the following equation:
 , where Pmax is the maximum load in N and b is the width of the specimen measured in dry conditions in mm. Also, the flexural modulus was evaluated using the equation:
, where Pmax is the maximum load in N and b is the width of the specimen measured in dry conditions in mm. Also, the flexural modulus was evaluated using the equation:
 , where (ΔP/Δy) is the slope of the straight-line portion of the load–deflection curve in N mm−1.
, where (ΔP/Δy) is the slope of the straight-line portion of the load–deflection curve in N mm−1.
Flammability
Flammability of baseline and crumb rubber-reinforced WPC materials were investigated using cone calorimeter tests, in accordance with ASTM E-1354 (ASTM International 2017). The dimensions of the baseline and crumb rubber-reinforced WPC materials used for the experiments were 100 mm × 100 mm. The thickness of the specimens was 5 mm. The distance between the bottom surface of the cone heater and the top of the specimen was adjusted to be 25 mm. The specimens were tested in the horizontal position at an external irradiance of 50 kW m−2 to simulate a fully developed fire.
Fourier transform infrared spectroscopy
Absorbance spectra was recorded using FTIR spectrometer (Varian 680-IR, Agilent Technologies, Santa Clara, CA, USA) was used. Powdered samples were obtained by crushing the material using liquid nitrogen inside a grinder, like the preparation of sample for pycnometry. Background to the spectra was acquired using potassium bromide (KBr). The influence of noise in the spectra generated was minimized through multiple scans. Approximately 5 mg of the powdered specimen was mixed in circa 95 mg of KBr using a pestle and mortar. Spectra peaks ranging between wavenumbers 4000 and 400 cm−1 were generated and the characteristic IR chart was used to interpret the spectra for each specimen.
Results and discussion
Density measurements
Bulk density, average solid density and porosity of the different materials used in the study.
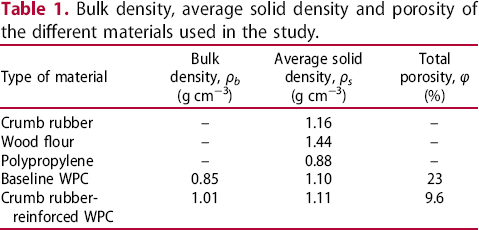
Additionally, Table 1 provides the solid density, ρs, of the three constituents, which were in accordance with literature values (Woodhams et al. 1984; Clemons and Caulfield 2005; Liu et al. 2009). The ρs of baseline WPC and crumb rubber shows that the addition of 20 wt-% of crumb rubber increased the ρs by only 0.9%. As expected, ρb of the samples were lower than ρs due to the porosity in the samples. Therefore, the porosity of the samples is evaluated as
 . As given in Table 1, the addition of crumb rubber in WPC led to a 58% decrease in the porosity of the samples. Hence, the presence of crumb rubber contributed to improved compaction between the wood flour and polypropylene.
. As given in Table 1, the addition of crumb rubber in WPC led to a 58% decrease in the porosity of the samples. Hence, the presence of crumb rubber contributed to improved compaction between the wood flour and polypropylene.
Moisture absorption
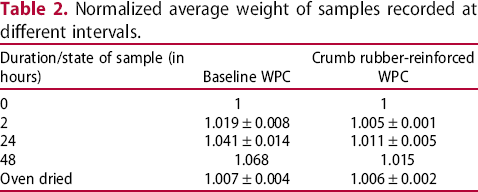
Normalized average weight of samples recorded at different intervals.
Moisture absorbed and retained by the samples at different intervals.
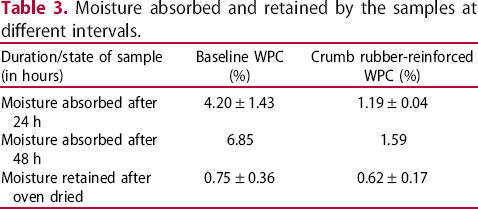
Utilizing the bulk and solid density measurements, the volume fraction of wood flour–PP mix in the crumb reinforced WPC was found to be 0.81. Assuming a linear relationship regarding the moisture absorbed by baseline WPC, after 24 h the crumb rubber-reinforced WPC with 0.81 volume fraction of WPC should absorb 3.39% of moisture. However, it can be observed from Table 3 that crumb rubber-reinforced WPC absorbed only 1.19% of moisture after 24 h of exposure. This indicated that the addition of crumb rubber increases the ability of WPC to resist moisture intake and thereby enhance the use of WPC products in environments with high moisture content. Also, the reduced porosity due to the addition of crumb rubber contributed to the decrease in moisture absorbed by crumb rubber-reinforced WPC.
Mechanical properties
Figure 2 shows typical stress–strain (σ–ϵ) curves for baseline and crumb rubber-reinforced WPC materials subjected to compression tests. Three samples of each type were tested. It was observed that the changes in load–displacement curves based on specimen-to-specimen variation was less in the case of crumb rubber-reinforced WPC. This can be attributed to the reduced porosity in crumb rubber-reinforced WPC compared to baseline WPC. It can be noted from Table 3 that crumb rubber-reinforced WPC sustained higher compressive load than baseline WPC. However, Figure 2 indicates that baseline WPC showed more ductility than crumb rubber-reinforced WPC. This reflects the variation in densification of the two types of samples. The compression test for baseline WPC was prolonged in comparison to crumb rubber-reinforced WPC due to the collapse of more pores in the specimen. The average specific compressive modulus and specific compressive strength for the two types of samples in this study are given in Table 4.
Typical σ–ϵ curves of samples subjected to compression tests. Properties of samples determined from compression tests.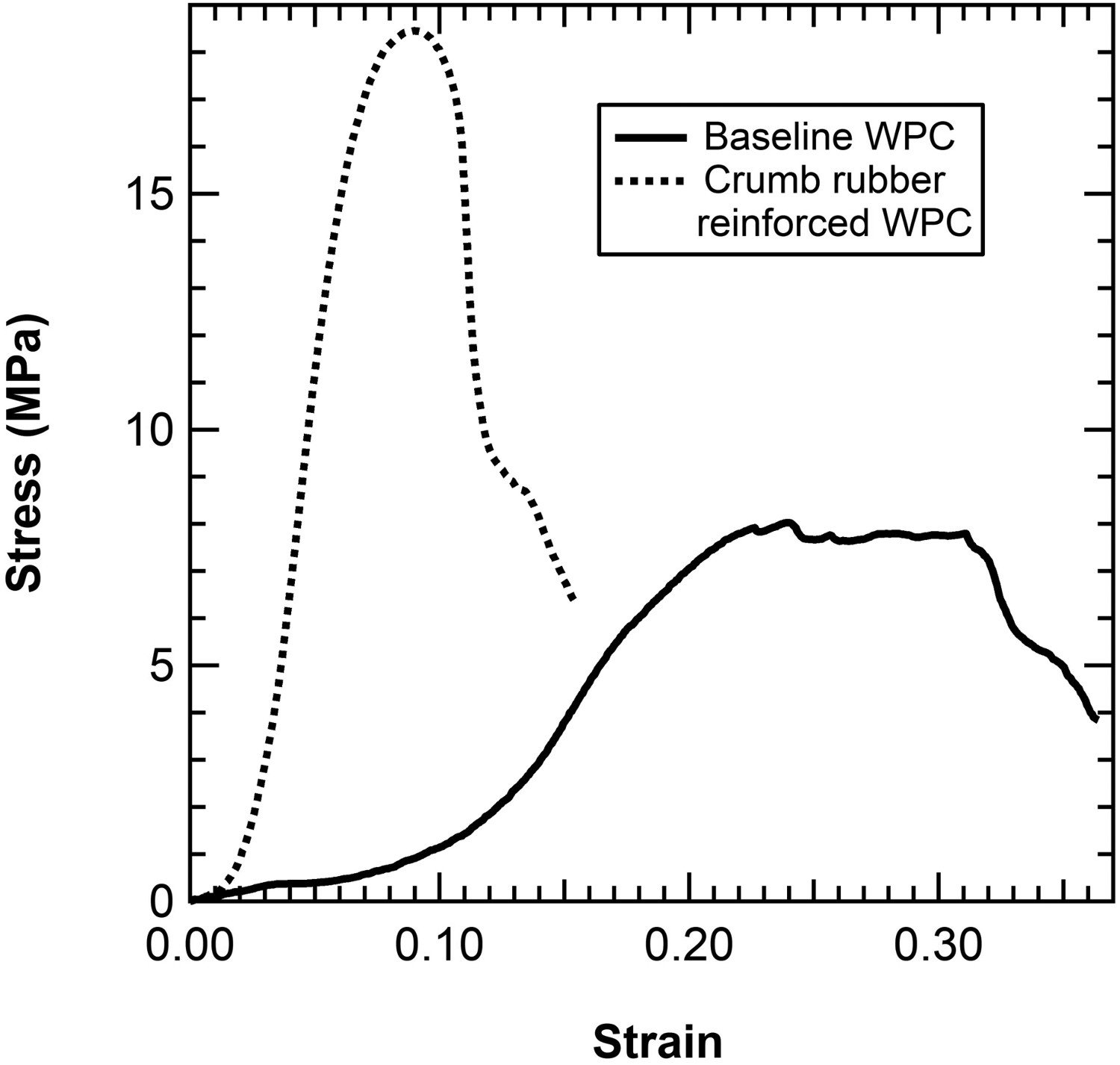
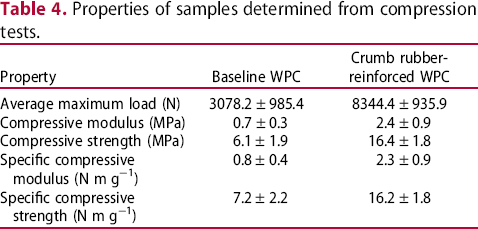
It can be noted that the compressive modulus of crumb rubber-reinforced WPC is approximately 3.5 times higher than baseline WPC samples. Likewise, the compressive strength also increased by 63% with the addition of crumb rubber. The increase in the compressive modulus and compressive strength of crumb rubber-reinforced WPC samples was due to improved binding between all the constituents in the presence of crumb rubber. It is consistent with the increase in density of crumb rubber-reinforced WPC samples. Figures 3(a) and 3(b) show the failed compression test samples of baseline and crumb rubber-reinforced WPC materials, respectively. It was observed that baseline WPC underwent significant deformation compared to crumb rubber-reinforced WPC which remained relatively intact. This corroborated the hypothesis that crumb rubber promotes binding, which has resulted in higher resistance against the applied load and thereby enhanced the compressive modulus and compressive strength. It is important to note that crumb rubber in the crumb reinforced WPC was not present in the form of particles but was mixed thoroughly with other constituents during the sample fabrication.
Failed samples after compression tests.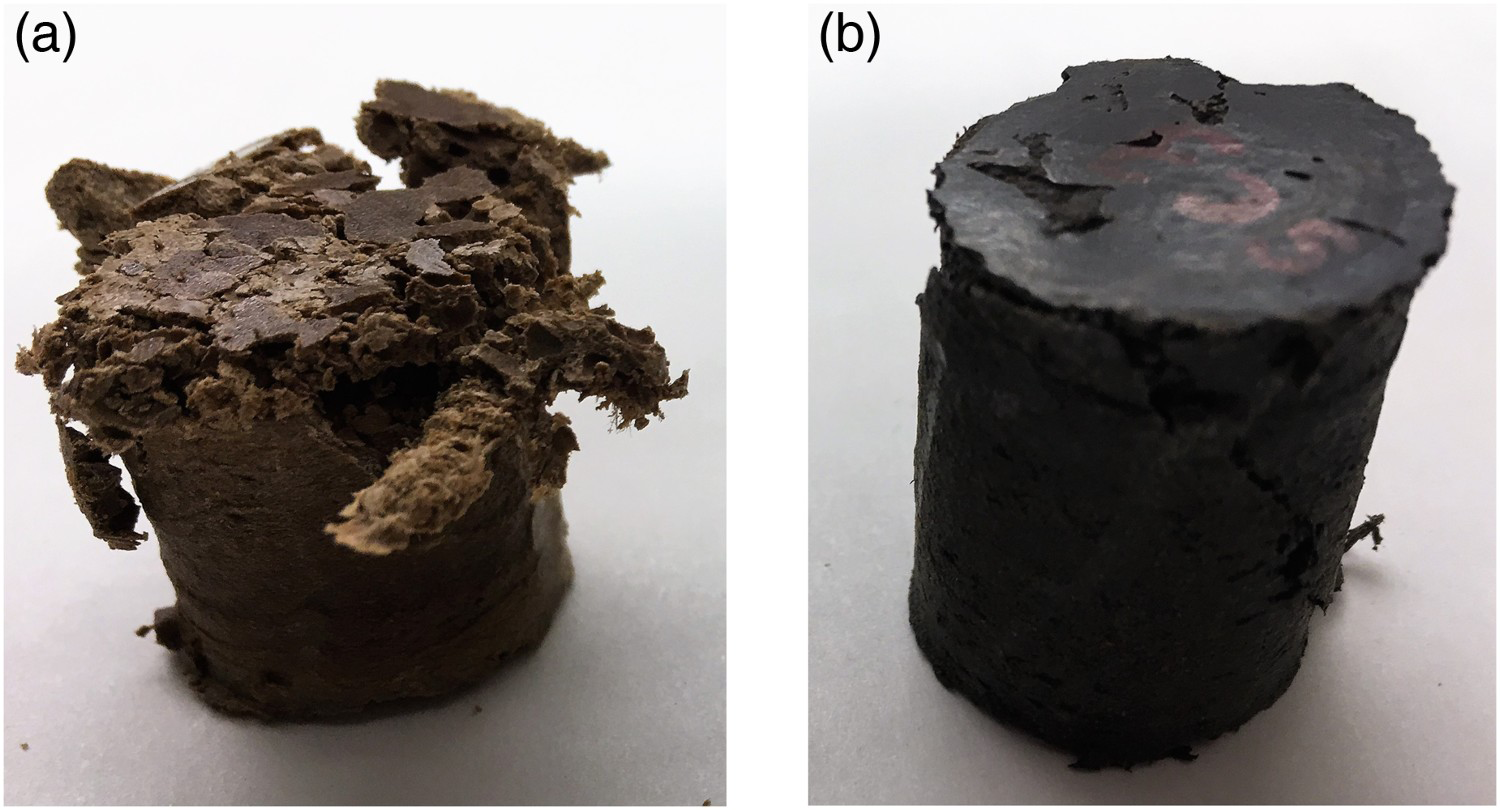
Figure 4 shows the typical stress–strain (σ–ϵ) curves for baseline and crumb rubber-reinforced WPC materials subjected to flexural tests. The waviness in the σ–ϵ curves corresponded to progressive failure due to the collapse of pores present in the samples. Unlike compression tests, it was noted that both type of samples underwent catastrophic failure. Like the compression experiment results, crumb rubber-reinforced WPC took more load than baseline WPC, as given in Table 5. This correlates with the increase in bulk density of the samples with the addition of crumb rubber.
Typical σ–ϵ curves of samples subjected to flexural tests. Properties of samples determined from flexural tests.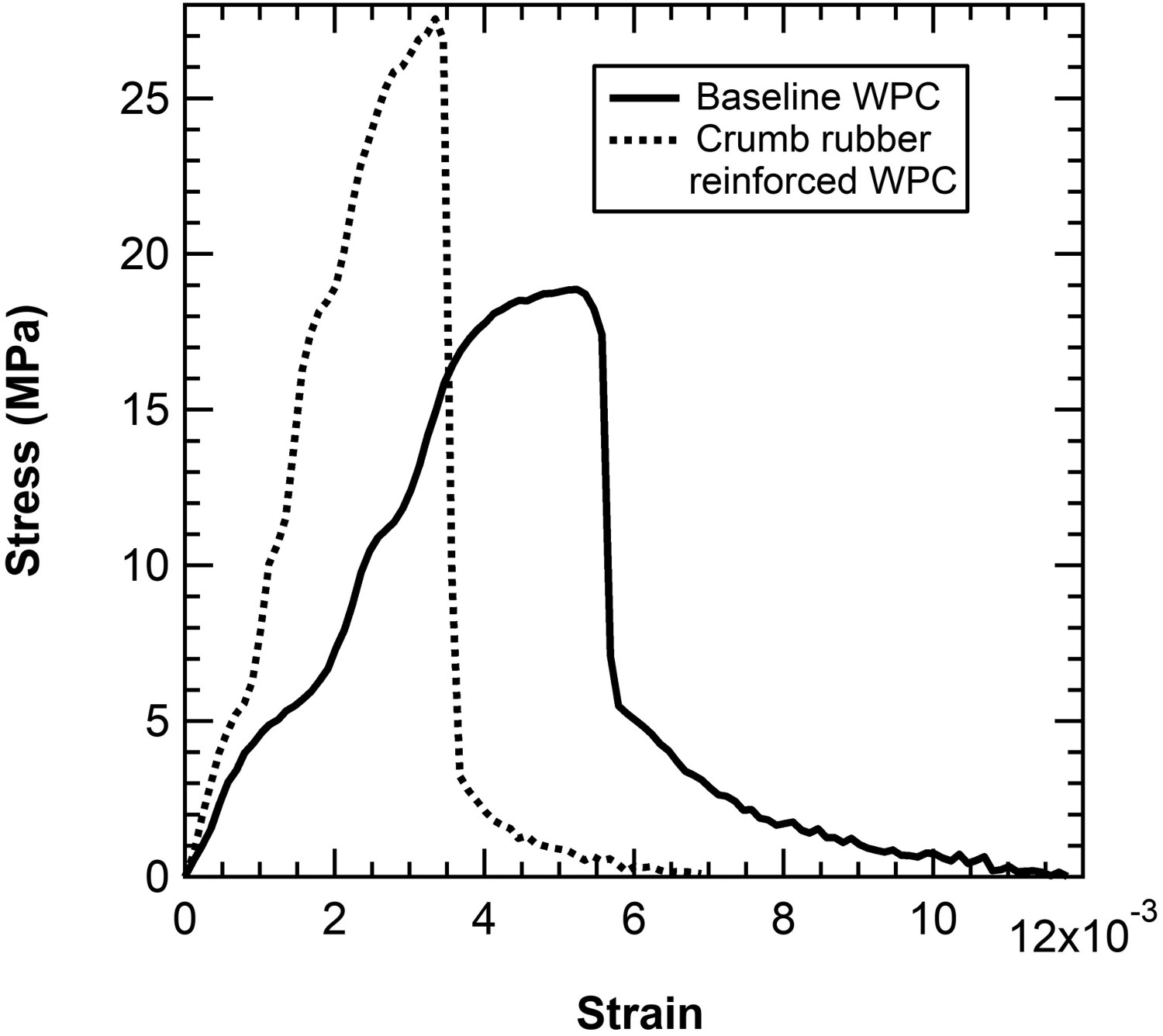
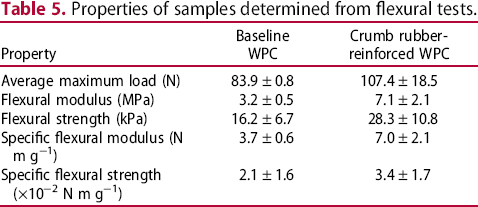
Specific flexural modulus and specific flexural strength of the samples are shown in Table 5. It was noted that the reinforcement of crumb rubber in WPC increased the flexural modulus and flexural strength of WPC by a factor of 2.2 and 1.75, respectively. It is consistent with results of the compression experiment denoting that the presence of crumb rubber as a constituent made the WPC structure more compact and cohesive.
Flammability
The main parameter obtained from cone calorimeter test is the HRR, which is one of the most important parameters in controlling fire hazards (Lindholm et al. 2009). The HRR of baseline and crumb rubber-reinforced WPC materials are plotted as a function of time in Figure 5.
Heat release rate plotted as a function of time for baseline and crumb rubber-reinforced WPC samples.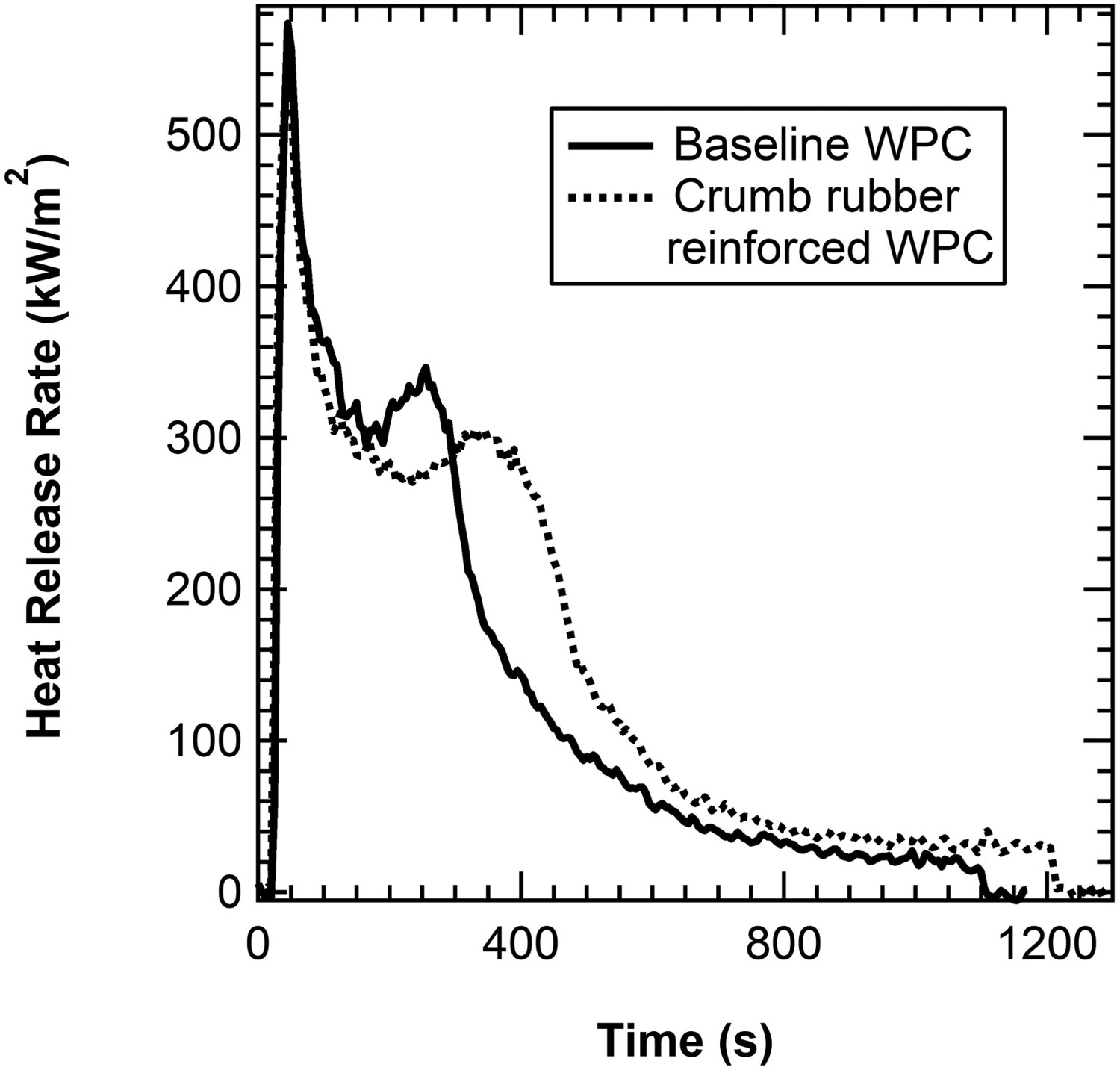
For both baseline and crumb rubber-reinforced WPC materials, the double peak shape of HRR curves was observed, which is consistent with the study of flammability parameters of wood by Grexa et al. (Grexa and Lübke 2001). This phenomenon indicates that the addition of crumb rubber does not significantly change the burning characteristics of WPC. After the first peak, HRR gradually decreased, which denotes the formation of char layer on the surface of baseline and crumb rubber-reinforced WPC materials (Lee et al. 2011). It contributes to limiting the thermal decomposition process of the baseline and crumb rubber-reinforced WPC materials specimens, as it acts as a thermal insulator between the flame and underlying unburned sample. The first peak HRR of baseline WPC was 573.57 kW m−2. The first peak HRR of crumb rubber-reinforced WPC was 533.03 kW m−2, which implied a decrease of approximately 7% compared to baseline WPC. Similarly, the second peak HRR of crumb rubber-reinforced WPC was also lower than that of baseline WPC. This behaviour indicated that the presence of crumb rubber in WPC did not enhance, and even reduced to some extent, the burning intensity of baseline WPC.
The combustion residue of baseline and crumb rubber-reinforced WPC materials is shown in Figures 6(a) and 6(b), respectively. High quality, thick and uniform char layers formed to protect the whole surface of the crumb rubber-reinforced WPC from more intensive combustion. However, the burning duration and total heat released of crumb rubber-reinforced WPC were larger than those of baseline WPC, which indicate that the burning load of the crumb rubber-reinforced WPC was higher than that of the baseline WPC. However, more smoke, CO and CO2 were produced of crumb rubber-reinforced WPC than baseline WPC, which may threaten safety of lives.
Samples subjected to cone calorimetry.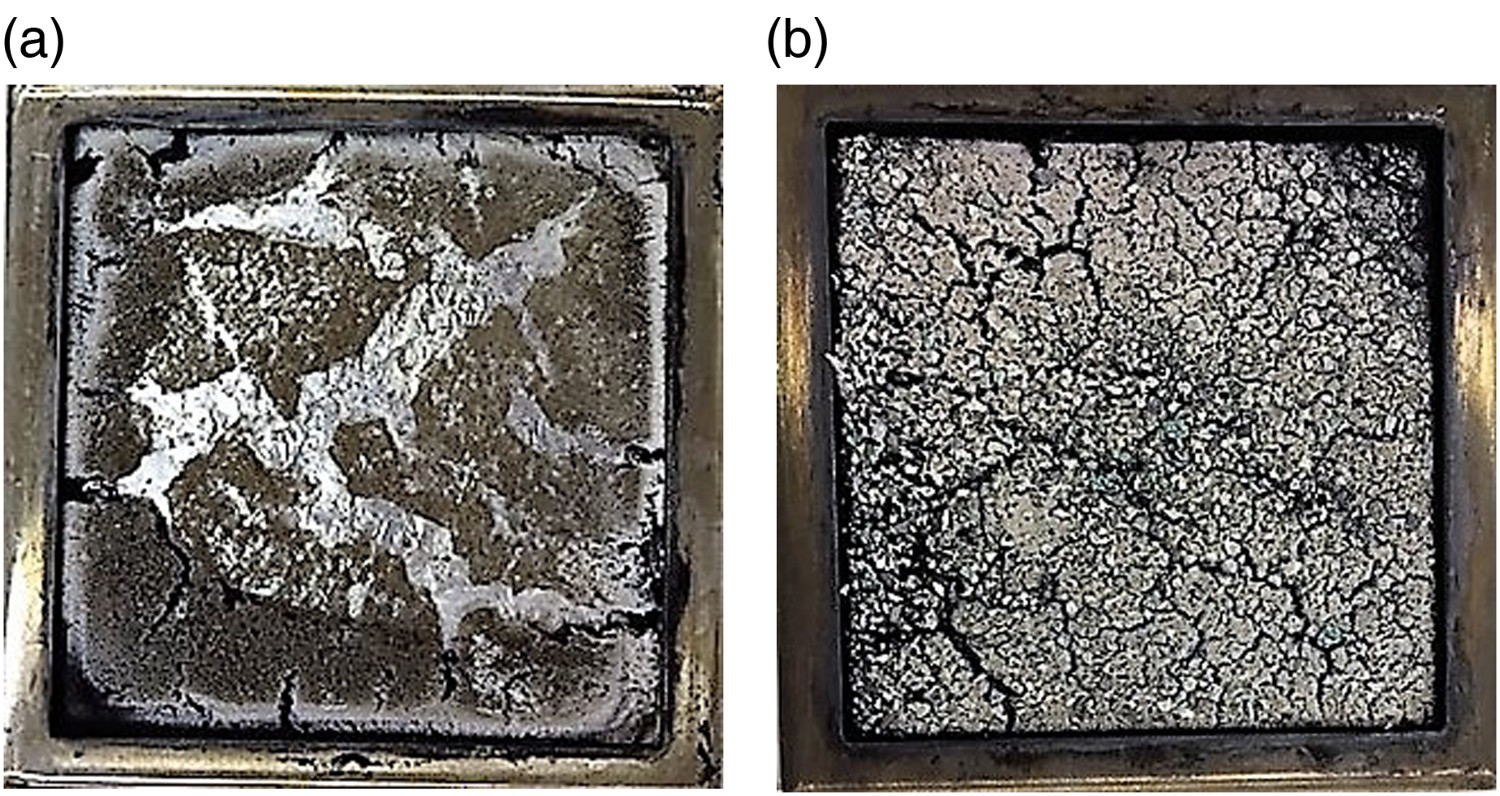
SEM analysis
Figure 7(a) indicates that baseline WPC surface had a mainly smooth cleavage upon failure. However, Figure 7(b) revealed that crumb reinforced WPC samples had undergone extensive tearing during shear failure. It may be explained that through a particle bridging mechanism, crumb rubber helped to improve the properties of WPC. It is hypothesized that particle bridging occurs by the opening of chemical linkages in the polymeric chain of crumb rubber and its subsequent interaction with constituents of the WPC.
Scanning electron images of failed samples.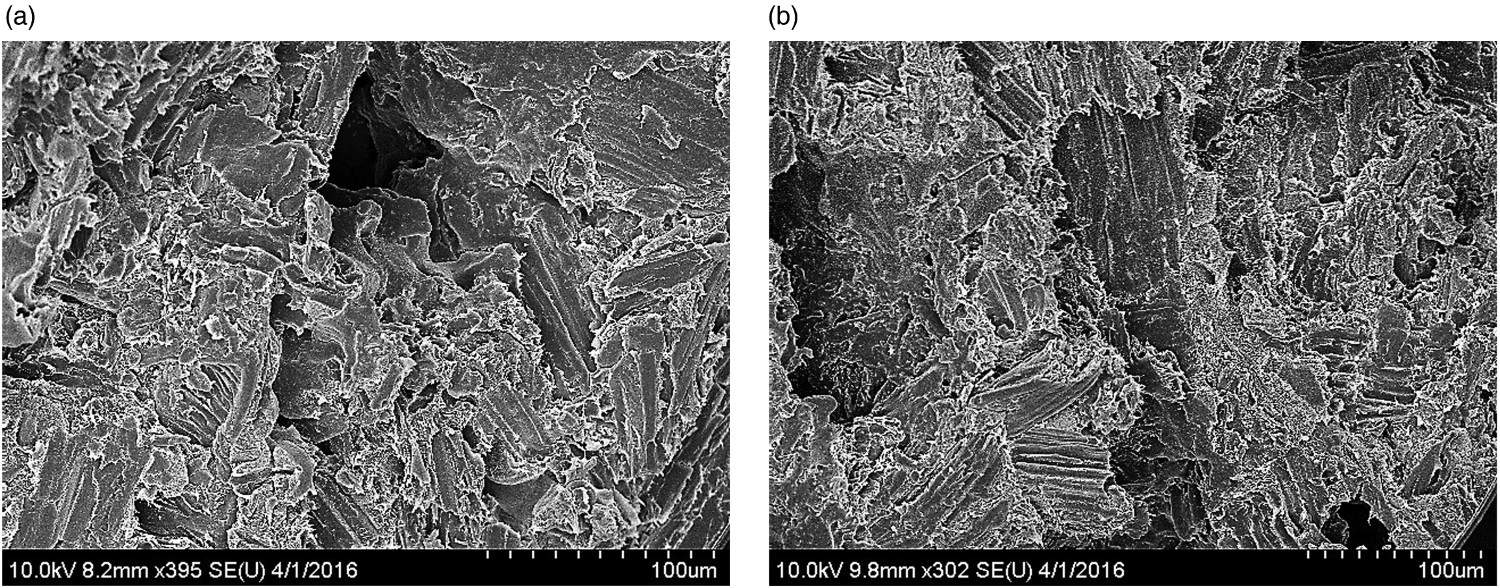
Fourier transform infrared analysis
Figure 8 shows the FTIR spectra of baseline and crumb rubber-reinforced WPC samples. Peaks near ‘A’ between 3000 and 3600 cm−1 show OH bonds of hemicelluloses and cellulose present in the baseline WPC samples. Also, the peaks between 1630 and 1780 cm−1 denoted by ‘B’ were the absorption bands related to stretching vibration of C=O in acetyl groups present in hemicelluloses (Garcia et al. 2008).
FTIR spectra of baseline and crumb rubber-reinforced WPC.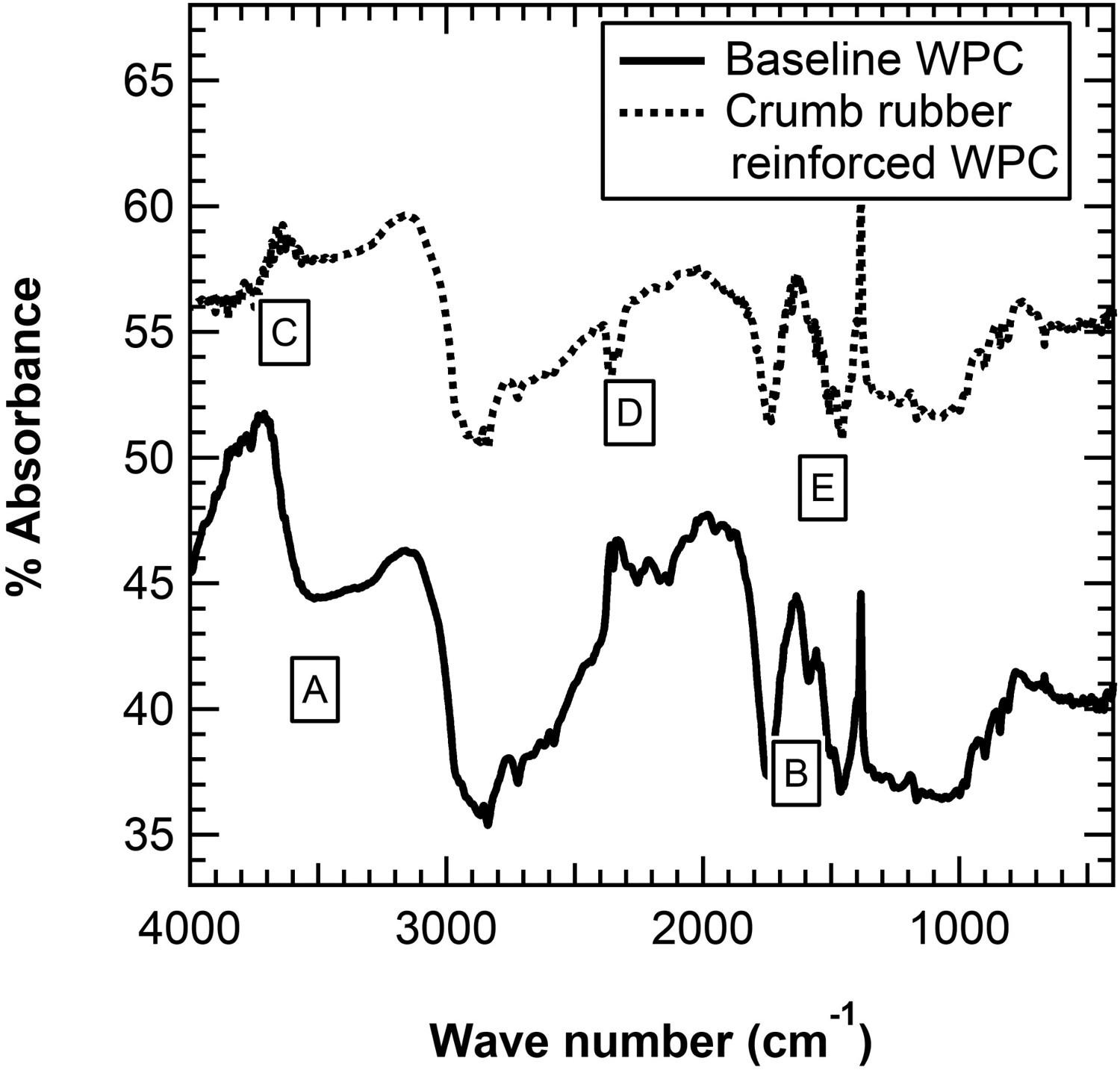
Spectra of crumb rubber-reinforced WPC indicated few new peaks due to the presence of crumb rubber in the structure. The presence of carbon black of the phenolic group (OH) stretching, present in the crumb rubber was observed around 3600 cm−1, shown by ‘C’ (Ibrahim et al. 2015). Also, new peaks were formed at 2350 cm−1 by the CN group from the nitrile component of the crumb rubber, which can be observed near ‘D’. The change in peaks in the region 1520 and 1700 cm−1 denoting the stretching of the lactone ring (C=O and C=C) is indicated by ‘E’. Crumb rubber-reinforced WPC also showed few peaks in the 550–400 cm−1 region due to the presence of sulphur–sulphur bonds, which is seen in crumb rubber (Yu et al. 2011).
Conclusion
WPC samples were made using PP and wood flour in the ratio of 1:2 by weight. To examine the effect of adding crumb rubber to WPC, crumb rubber-reinforced WPC was prepared by adding 20 wt-% of crumb rubber of particle size 1.2 mm to PP–wood flour mixture. Samples were cut or powdered to determine its physical, mechanical and analytical properties. As expected, the addition of crumb rubber increased the bulk density and solid density of the baseline WPC samples. Gravimetric measurements of samples subjected to moisture conditioning indicated that the baseline WPC absorbed 4.2% moisture at the end of 24 h. If a linear relationship is assumed between the WPC content and moisture absorbed, the crumb rubber-reinforced WPC with 0.81 vol. fraction of WPC should absorb 3.39%. However, it was noted that after 24 h of moisture conditioning, crumb rubber-reinforced WPC absorbed only 1.19% moisture. This clearly indicated that addition of crumb rubber realized a reduction in moisture absorption by WPC. Mechanical properties of the samples were determined using compression and flexural tests. Crumb rubber-reinforced WPC sustained significantly high compression loads. Consequently, the specific compressive modulus and specific compressive strength of the baseline WPC samples were improved by 187 and 125%, respectively. However, it is important to note that the baseline WPC indicated high ductility compared to crumb rubber-reinforced WPC. The addition of crumb rubber also enhanced the specific flexural modulus and specific flexural strength of the baseline WPC by 86 and 50%, respectively. Nonetheless, both samples indicated catastrophic failure. SEM images of failed baseline and crumb rubber-reinforced WPC samples indicated indirectly that crumb rubber enhanced the properties of baseline WPC through a particle bridging mechanism. FTIR spectra indicated peaks corresponding to the presence of crumb rubber in the crumb rubber-reinforced WPC.
The aim of this work was to have a preliminary investigation about the changes in properties of baseline WPC by the presence of crumb rubber as a reinforcement. This study will be helpful to ascertain the potential use of crumb rubber as a suitable additive in the manufacturing process of WPCs that has a significant demand in various applications.
Footnotes
Acknowledgements
The authors gratefully acknowledge Dr Pankaj Sarin and Dan Lowry of Oklahoma State University for providing pycnometry test data.
Availability of data and materials
All data generated or analysed during this study are included in this published article.
Competing interests
The authors declare that they have no competing interests.