
Abstract
Many industrial applications, e.g. processing of polymers, suffer from high costs caused by corrosion and wear. Particularly the combination of both increases the requirements for the materials used. Corrosion resistant cold work steels were developed to withstand the combined attack. Resistance is achieved by a sufficient content of chromium in the metal matrix and by carbides dispersed in a martensitic matrix. A further gain in wear resistance is possible by adding hard phases to the steel to produce a particulate reinforced metal matrix composite (MMC). The common consolidation process for such MMCs is hot isostatic pressing, but they can also be processed by solid state or liquid phase sintering. This work focuses on detailed investigations of the properties in dependence on the processing route. The results show that the resulting corrosion and wear resistance depend not only on the processing method, but also on the incorporated hard phases in combination with the manufacturing method. In addition, the unreinforced metal matrices were compared to the MMC.
Keywords
Introduction
The reduced lifetime of Fe based materials due to corrosive attack causes high costs in many applications. One method of increasing the corrosion resistance is to raise the amount of chromium in the steel matrix to at least 12%.1 However, many applications require resistance to corrosion and wear at the same time. Such demands can be met by a martensitic matrix which contains embedded carbides that exhibit sufficient wear resistance if they are harder than the acting abrasive particles and of similar size.2 For this reason and especially for this kind of application, corrosion and wear resistant cold work tool steels were developed: the so called plastic mould steels. A further increase in the wear resistance can be achieved by incorporating a hard phase into a metal matrix to produce a metal matrix composite (MMC). In addition to the size and shape of the carbides, their distribution and amount also play a role in determining the material's ability to withstand abrasion. For good wear resistance, the particle size of the hard phases must be larger than the grooves caused by the abrasive and they must be homogeneously distributed.3,4 The most commonly used consolidation process for powder metallurgy (PM) tool steels or MMCs is hot isostatic pressing (HIP); however, in recent years, several studies have been published that dealt with liquid phase sintering of pre-alloyed tool steels and MMCs using supersolidus liquid phase sintering (SLPS).5–9 Compared to HIP, the SLPS in a vacuum offers cost advantages due to a shorter consolidation time, nonessential capsulation of the powder, and less complex furnace equipment if both processing routes performed in a batch process. While conventional sintering and HIP are performed in the solid state, SLPS takes place in the fusion interval between the solidus and the liquidus at a temperature that ensures a liquid phase fraction of 20–30%.10 The consolidation process is divided into three steps, beginning with the formation of a liquid phase along the grain boundaries to produce viscous flow.11 Wetting of the particle interfaces and separation into smaller particles occur as the amount of liquid phase increases. The last step of densification involves capillary forces that lead to a rearrangement of the powder particles.
Whereas previous investigations focused on the processing of MMCs, the aim of this work is to compare the effect of the MMC consolidation process and its effects on the corrosion and wear properties.7,9 The experimental findings are discussed in terms of differences in the microstructure that result from the processing route.
Experimental
Materials
The gas atomised tool steel powder X190CrVMo20-4 (X190) was used as the metal matrix. It belongs to the group of plastic mould steels. Its chemical composition was measured by spark spectroscopy (QSG750 spectrometer from OBLF) after sintering and HIP (Table 1).12 This steel contained chromium rich M7C3 and vanadium rich MC in the sintered and hot isostatic pressed condition.12–14
Chemical compositions of materials depending on consolidation method*

*SLPS: SLPS in vacuum; H: hot isostatic pressed; the values are given in mass% with iron being the dependent substitutional element.
Experiments with the powder were carried out without classification. The powder particle distribution is given in Fig. 1.
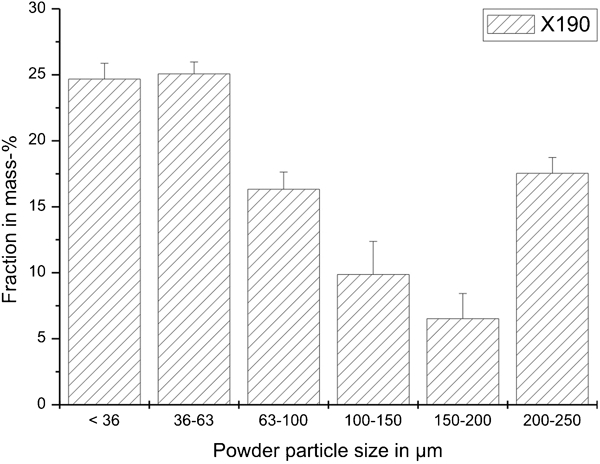
Powder particle size distribution of X190
The MMCs were produced by adding 10 vol.-% of agglomerated titanium carbides (TiC) or aluminium zirconium oxides (Al2O3–ZrO2) (Table 2).15 The sample designation comprises the matrix material, the hard phase and the sintering temperature or the consolidation process in the case of HIP.
Overview of properties of hard phases
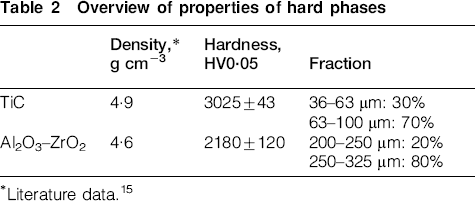
*Literature data.15
Processing and heat treatment
For HIP consolidation, the steel powder was filled into metal capsules that were subsequently evacuated and sealed. The HIP process was accomplished at a pressure of 100 MPa and a temperature of 1150°C for 4 h using argon as the process gas.
Sintering was carried out in a tubular furnace with a cylindrical vacuum chamber having an inner diameter of 40 mm. It can be heated to a maximum temperature of 1300°C, and the vacuum system allows a minimum pressure of 5×10−1 Pa at room temperature.14
Sintering experiments were performed in alumina crucibles with precompaction of the powders to tap density. The following processing sequence was used:
evacuation of the vacuum chamber to a pressure of 5×10−1 Pa
heating to 300°C with a heating rate of 10 K min−1
dwell of 30 min at 300°C to remove residual adsorbed gaseous species
heating to the sintering temperature with a heating rate of 10 K min−1
dwell of 30 min at the sintering temperature
slow cooling in the furnace with a t8/5 time of ∼160 min.
For the final heat treatment, the samples were wrapped in a heat treatment foil to reduce oxidation, austenitised in a muffle type furnace at 1150°C in an argon atmosphere for 30 min, and then quenched in oil. Hardening was immediately followed by a double time tempering performed at the temperature of the secondary peak hardness (540°C) with subsequent air cooling.12
Microstructure
The density of the matrix material without the hard phases was measured in previously published investigations.14 The density of the MMCs was determined by the principle of Archimedes using cubic specimens with an edge length of 5 mm and which had been cut from the sintered samples. Boiled water was chosen as the liquid medium.
Some of the specimens had a large amount of open porosity, which would have led to an uncontrolled uplift. This problem was solved by measuring the weight of penetrated water by carefully dabbing the specimen's surface with a wet tab after immersing the specimen in the liquid mF. The difference between the weight of the wetted specimen and the previously determined dry weight mL is proportional to the amount of penetrated water. This was including in the density calculation using the following formula
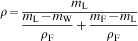
The measurements were carried out using a high precision balance with an accuracy of 1/1000 g. Each given density value is an average of ten measurements.
For all microstructural investigations, samples of the sintered and hot isostatic pressed parts were cut and mounted in a conductive polymer resin. Subsequently, they were ground on SiC paper and polished with 6, 3 and 1 μm diamond suspensions. Final polishing was carried out using a SiO2 suspension with a particle size of 0·25 μm.
The microstructures were investigated by optical and scanning electron microscopy (SEM). Optical microscopy was applied to check for residual pores and microstructural homogeneity over the whole cross-section. The SEM was used for investigations at higher magnifications and to perform local chemical analyses by energy dispersive X-ray analysis. The SEM was operated with an accelerating voltage of 15 kV and a working distance of 11 mm.
Corrosion
Current potential curves were measured in 0·5 mol sulphuric acid with a scanning rate of 600 mV h−1. Before the experiment was started, the corrosion cell was purged with N2 gas for 30 min to ensure a constant oxygen content in the solution. The configuration used for this test consisted of a working electrode, a platinum counterelectrode, and a calomel (Hg2Cl2) reference electrode with a potential shift of +244 mV with respect to the standard hydrogen electrode. In this configuration, the specimen was used as the working electrode, which was connected with a spot-welded wire to the potentiostat.
The preparation of the specimens consisted of three main steps. First, the specimen was embedded in a polymer resin and ground with a 1000 mesh SiC paper. This was followed by sealing the gap between the specimen surface and the resin to avoid crevice corrosion. Additionally, to prevent an undesirable electric contact, the rest of the resin body was enclosed with a lacquer. The free surface area of each specimen was then determined using optical microscopy and image analysis software.
To ensure a comparable initial state, the samples were cathodised for 1 min at −1244 mV with subsequent measurement of the open circuit potential (OCP). The current potential curves were then recorded starting 10 mV beyond the OCP.
Wear
The wear resistance against abrasive particles was measured using the pin-on-disc test. A rotating (47·8 rev min−1) cylindrical specimen was moved across an abrasive paper with a perpendicularly applied force of 37 N. The wear rate was calculated in dependence on the wear path

For each specimen, the average of at least two measurements was calculated with a maximum allowed deviation of 2·5%. In this work, flint with a hardness of 1200 HV0·05 and an average particle size of 60 μm (Flint220) was used.
Results and discussion
Microstructure
Supersolidus liquid phase sintering metal matrix composite
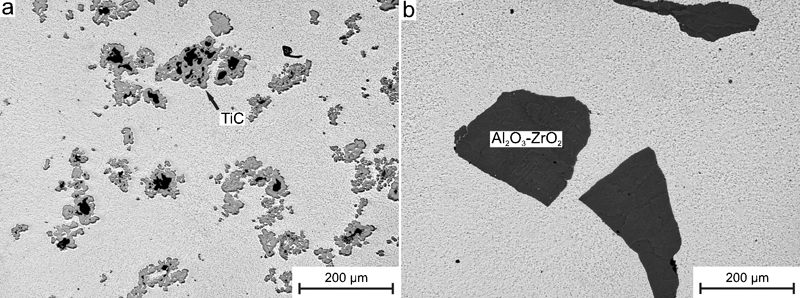
Table 3 gives an overview of the measured relative densities of the MMCs based on the PM tool steel X190. The density of the matrix without hard phases is also listed for comparison.14 The relationship between the matrix and the MMC indicates that a sintering temperature of 1280°C is not sufficient for complete consolidation of the MMC. Keeping the dwell time of 30 min at the sintering temperature required an increase in 10 K to 1290°C to achieve near theoretical density. This finding was confirmed by polished cross-sections of the four MMCs (Fig. 2).
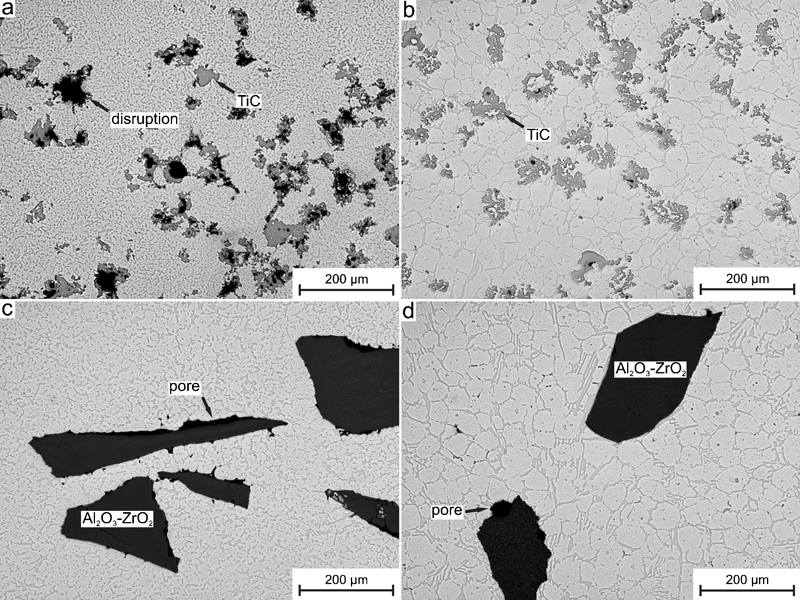
Microstructure of MMCs after sintering at different temperatures
Relative density of MMCs based on X190 at different sintering temperatures
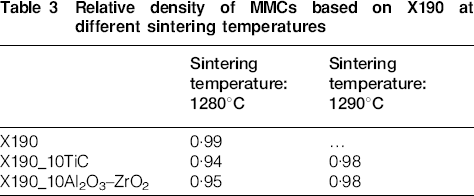
Figure 2a and b shows the microstructures of X190_10TiC after sintering at 1280 and 1290°C. A comparison reveals that the lower density is due to the disruption of some TiC particles. It has been reported16 that the addition of hard phases might decrease the sintering activity. In addition, the liquid phase penetrates the agglomerated titanium carbides, as indicated by the strong diffusion reactions along the former TiC particle boundaries (mark A in Fig. 3), and therefore a larger amount of liquid phase is required to consolidate the metal matrix.8 Figure 3 shows that penetration and diffusion reactions have taken place. Vanadium has diffused out of the metal matrix and into the TiC. Owing to the fact that VC and TiC are isomorphous carbides, V has a notable solubility in TiC.17 From literature it is known that in high speed steel the addition of small titanium carbides leads to a formation of new mono carbides.18,19 A dissolution of the TiC occurs and together with the M6C eutectic new MC are generated. This result shows also that due to the addition of hard phases there is a possibility for modifying the sintering behaviour.
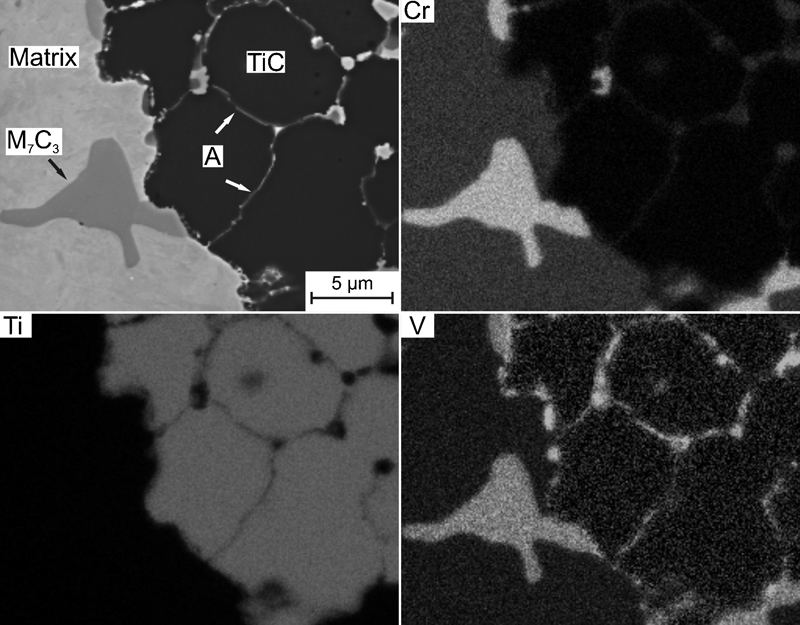
Element mapping of interface between TiC and metal matrix in X190_10TiC after sintering at 1290°C
Table 3 also shows that the MMC with Al2O3–ZrO2 requires a higher sintering temperature; however, in contrast to the MMC with TiC, there is no visible infiltration by the liquid phase (Figs. 2c and d). The cross-section reveals pores in the interface between the hard phase and the metal matrix that are related to weak wetting of Al2O3–ZrO2 by the liquid phase. An increase in the sintering temperature to 1290°C minimised the amount of pores, as confirmed by the density measurements.
From the literature, it is known that the incorporation of a hard phase into a metal matrix greatly depends on diffusion reactions at the interface, which are partly related to the thermal stability of the particular hard phase.20,21 This fact was proved by element mapping for the MMC with Al2O3–ZrO2 (Fig. 4). The map exhibits a clearly defined boundary without any interdiffusions. Nevertheless, a larger amount of liquid phase is also necessary to consolidate this kind of MMC. Incorporation requires wetting of the large length of the hard phase boundaries by the liquid phase, which in turn requires higher sintering temperatures.
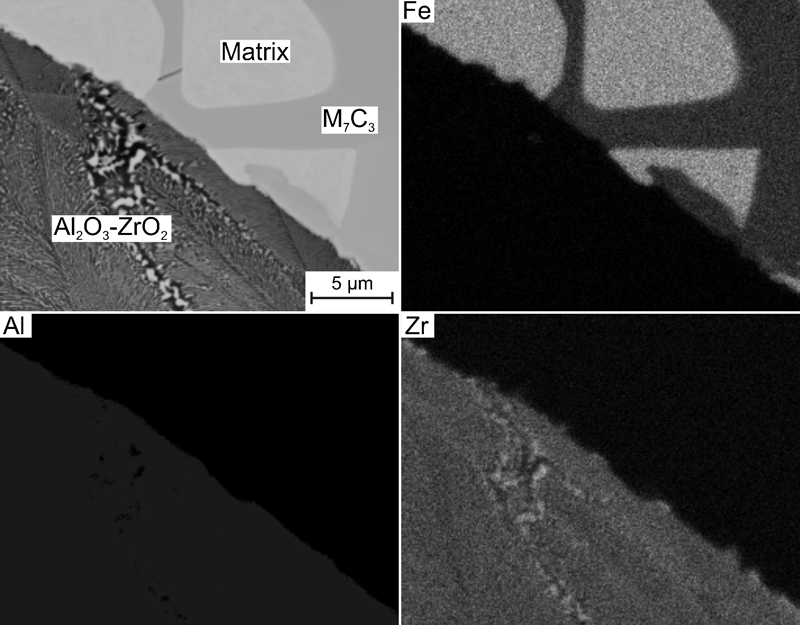
Element mapping of interface between Al2O3–ZrO2 and metal matrix in X190_10Al2O3–ZrO2 after sintering at 1290°C
A comparison of the two sintering temperatures with a closer look at the metal matrix reveals that the higher sintering temperature leads to the formation of carbide networks. Previous investigations pointed out that sintering at 1280°C leads to a densification of X190 to near theoretical density without the formation of networks.14 In contrast, sintering of the MMCs at higher temperatures promotes the formation of carbide networks on account of the increased amount of liquid phase.
This finding is in agreement with the theory of the SLPS process. The liquid phase starts to form at the boundaries and contact areas in the temperature field between the solidus and the liquidus.10,11 In the case of the PM tool steel used in this work, X190, the promoter for the liquid phase is the chromium rich M7C3 carbide eutectic, which is in agreement with the cross-sections of the sintered MMCs (Fig. 2).
Hot isostatic pressing metal matrix composite
The microstructures of the MMCs after HIP are depicted in Fig. 5. Both hard phases are completely embedded in the metal matrix. Compared to sintered X190_10TiC-1290, there is a significantly higher degree of partial breakout of the titanium carbides during metallographic preparation (Fig. 5a). This can be explained by the solid state consolidation process. This type of hard phase requires infiltration of the agglomerates with liquid phase for sufficient embedding. Furthermore, the MMC sintered at 1280°C lacked a sufficient amount of liquid phase, which also causes breakout of the hard phases.
Microstructure of MMCs after HIP
Figure 5b shows the microstructure of X190_10Al2O3–ZrO2-HIP. In contrast to the sintered MMC, there are almost no residual pores in the boundary zone. This is achieved by the pressure during the HIP process. Furthermore, there is another difference compared to the sintered MMCs: the M7C3 carbides are one order of magnitude smaller. This finding is attributed to the influence of the liquid phase during sintering, which led to a faster mass transport and to the formation of comparatively coarse carbides that grew larger during SLPS at 1280–1290°C for 30 min than during HIP at 1150°C for 4 h.5,16
Corrosion
Supersolidus liquid phase sintering metal matrix composite
Figure 6 shows the results of the current potential measurements for the sintered MMCs after austenitisation at 1150°C and tempering at 540°C. The OCP was −479 mV. Based on this potential, all three curves show the same progression with respect to the two anodic peaks in the active area and a current drop in the passive area. The curves of the pure matrix and the MMC with TiC (sintered at 1290°C) are very similar in the active area. However, with raised potential in a range of 150 mV, the measured current density increases compared to that of the unreinforced matrix material. To analyse this finding, five measurements were performed and each test was stopped at certain potentials to investigate the corresponding corrosion mechanism. The results, shown in Fig. 7, indicate that titanium carbide is not stable over the whole potential range, which leads to an increased current density due to corrosive attack. TiC is known to exhibit potentialdependent anodic dissolution in sulphuric acid. Cowling and Hintermann reported anodic dissolution of TiC in 2 mol H2SO4 at a potential of 800 mV.22
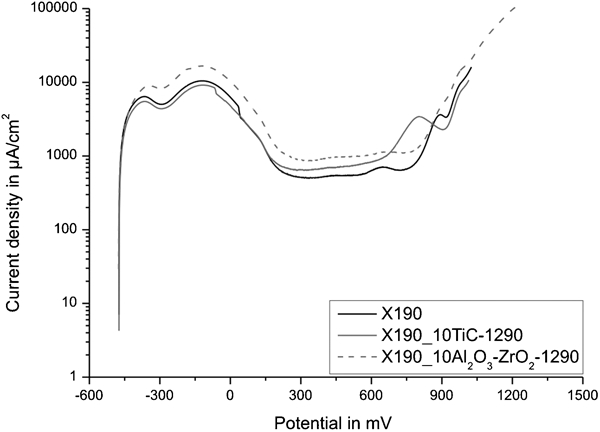
Current potential curves of sintered MMCs in quenched and tempered (1150 and 540°C) condition
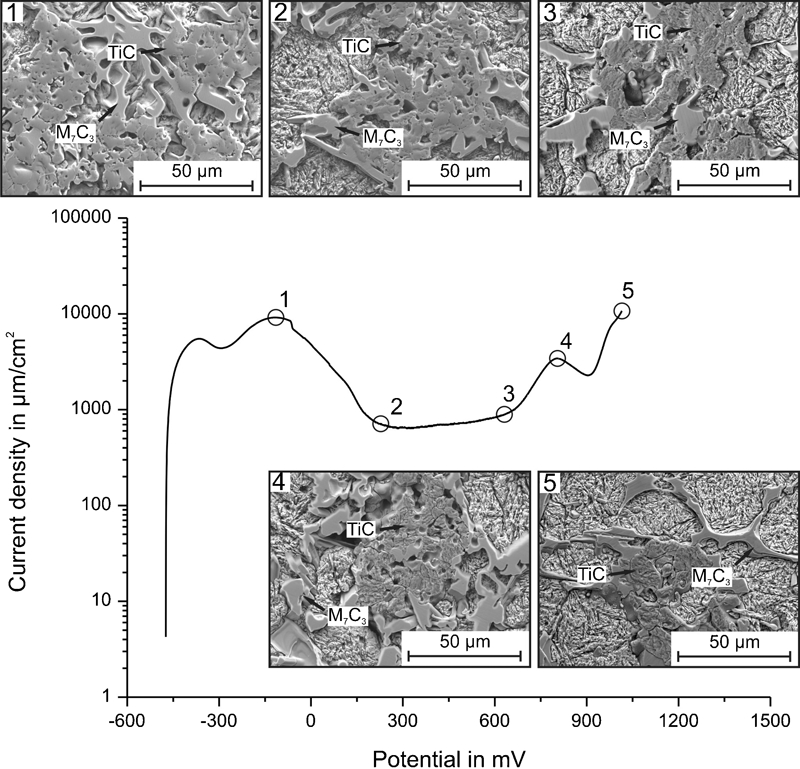
Cross-section analysis of TiC in sintered MMC at different potentials; X190_10TiC-1290 in quenched and tempered (1150 and 540°C) condition
In contrast to the MMC with titanium carbides, the MMC with Al2O3–ZrO2 did not exhibit corrosive attack. However, the current potential curves revealed an increased current in relation to the matrix. The microstructure showed residual pores at the interface between the metal matrix and the hard phases, even after sintering at 1290°C. These pores lead to different detrimental effects. On the one hand, the surface area susceptible to corrosive attack by the acid is enlarged, and on the other hand, the pores represent crevices that thus accelerate corrosion. The increase in the measured current density can be explained by these facts. This finding is also supported by data taken from the literature in which the authors verified the detrimental effect of pores on the corrosion resistance.23
Hot isostatic pressing metal matrix composite
The current potential curves of the hot isostatic pressed matrix and MMCs are depicted in Fig. 8. The OCP was −453 mV. The three measurements exhibit almost the same curve progression, which is similar to the results of the sintered MMC. Compared to the hot isostatic pressed MMC with TiC and the unreinforced hot isostatic pressed matrix, the measured current density is lower for the MMC, which is contrary to the aforementioned results. This can be explained by the fact that the vanadium rich MC in the metal matrix lowers the corrosion resistance due to the formation of further local elements.12,13 However, the addition of titanium carbides leads to dissolution of the VC in the matrix around the TiC and diffusion of vanadium into the titanium carbides (Fig. 3), which reduces the amount of VC. This leads to a higher corrosion resistance of the MMC with TiC.
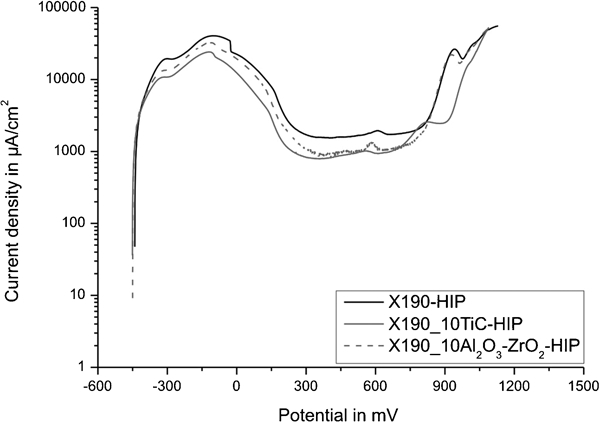
Current potential curves of hot isostatic pressed MMCs in quenched and tempered (1150 and 540°C) condition
The detrimental effect of the vanadium rich MC is also visible in the current potential measurements with Al2O3–ZrO2 as the hard phase (Fig. 8). The current density is lower compared to the unreinforced matrix. Although the measured current is related to the whole surface area, the Al2O3–ZrO2 exhibits no corrosive attack and therefore does not contribute to the measured current. Consequently, the hard phases lower the current density because the corroded surface area is reduced.
The corrosion properties of the sintered and hot isostatic pressed material show that the unreinforced matrix as well as the MMCs exhibit a higher corrosion resistance after sintering (Figs. 6 and 8). On the one hand, this is caused by the larger M7C3 and their correspondingly shorter phase boundaries, which are primarily attacked.12 On the other hand, the vanadium rich MC in the hot isostatic pressed materials lowers the corrosion resistance, as previously mentioned.12,13
Wear
The results of the wear test are given in Fig. 9, which shows that the addition of hard phases generally increases the resistance to abrasive wear.
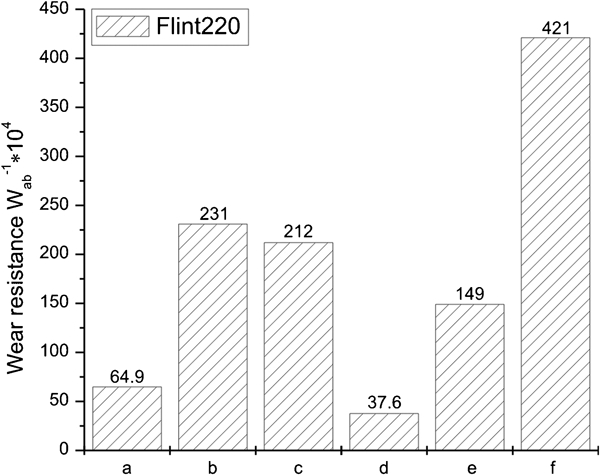
Wear resistance of sintered and hot isostatic pressed materials against Flint220 in quenched and tempered (1150 and 540°C) condition
The resistance of the sintered material to abrasive wear is almost twice that of the hot isostatic pressed steel. To facilitate understanding of the wear test results, the pin-on-disc test was additionally performed without rotation to obtain single grooves in the matrix material (Fig. 10a and b). It is obvious that the bigger M7C3 carbides increase the wear resistance because they are able to act as an obstacle to the abrasive grain (Fig. 10a).5,16 The smaller carbides in the matrix are too small after HIP and were gouged out (Fig. 10b).
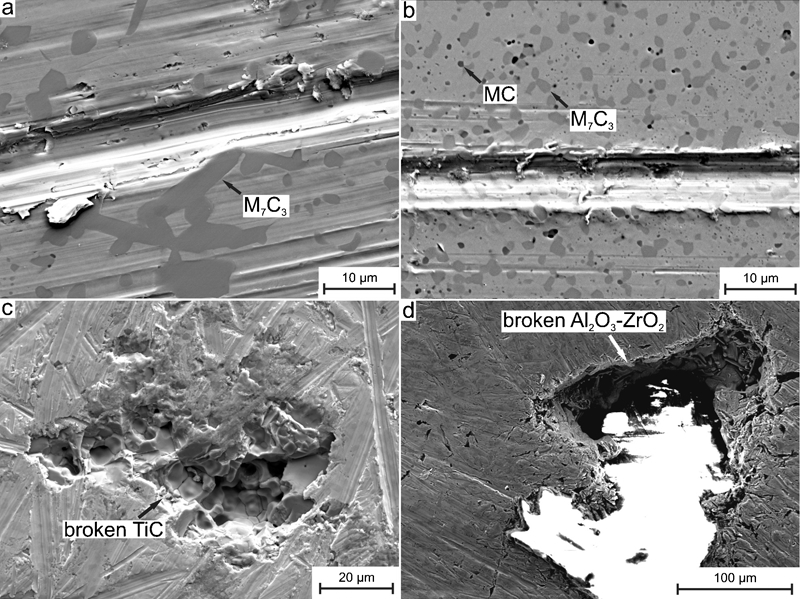
Worn surfaces of matrices and MMCs
Incorporation of titanium carbides into the matrix increased the wear resistance in both cases (Fig. 9), but the results also show that X190_10TiC-1290 has a higher wear resistance compared to the hot isostatic pressed MMC with TiC. In the case of the MMCs, this is not due solely to carbides dispersed in the metal matrix. The worn surface of the hot isostatic pressed MMC shows microfracturing of the titanium carbides (Fig. 10c). This can be attributed to the fact that the agglomerates are not infiltrated by the liquid phase and therefore the bonding was weaker compared to the sintered MMC. An increase in the wear resistance requires stronger bonding between the hard phase and the matrix.24
The worn surface of the MMC X190_10Al2O3–ZrO2-1290 is depicted in Fig. 10d, which clearly shows fracturing of the hard phase, particularly in areas where embedding was not sufficient. This fact also explains the wear resistance of the hot isostatic pressed MMC with Al2O3–ZrO2. As previously mentioned, sufficient bonding between the hard phase and the matrix is necessary to increase the wear resistance. The HIP process produces good bonding and only a minor amount of residual pores. Hence, the metal matrix is able to support the hard phase more effectively after processing by HIP compared to SLPS.
Summary
This investigation has shown that it is possible to consolidate MMCs consisting of a tool steel matrix with embedded hard phases (TiC or Al2O3–ZrO2) by means of SLPS. Bonding of the hard phase to the matrix depends on their type and additionally on the sintering process.
With respect to the resistance to corrosion and wear, the SLPS process reveals advantages compared to the hot isostatic pressed materials. The results indicate that incorporation of a hard phase does not have a detrimental effect on the corrosion resistance. Furthermore, the resistance to wear is increased compared to the unreinforced matrix material.
Footnotes
Acknowledgements
The authors gratefully acknowledge financial support by of the Deutsche Forschungsgemeinschaft within the project ‘Herstellung und Eigenschaften neuartiger Beschichtungen mit Pseudolegierungen auf Fe-Basis durch Heiß-Isostatisches Pressen’ (DFG project no. TH 531/10-1).