
Abstract
Amorphous Zr50Al15Ni10Cu25 alloy powders were fabricated by mechanical alloying technique with commercially pure element powders. The effects of small amount of C, Si3N4 and SiC powders addition on the thermal stability and crystallisation behaviour of the Zr50Al15Ni10Cu25 amorphous alloy were investigated. The blended powders were compacted into bars by oil hydraulic press, and were sintered in argon atmosphere at different temperatures and pressures. The samples before and after sintering were characterised by X-ray diffraction, scanning electron microscopy, differential scanning calorimetry and electron tensile testing machine. The results demonstrated that a proper addition of Si3N4 powders to the amorphous matrix can improve the thermal stability of the matrix. Suitable additives can help to improve the density and mechanical properties of the matrix in sintering process.
Zr based amorphous alloys have wide application prospects for their outstanding mechanical properties and excellent shaping properties.1– 3 In addition, Zr based amorphous alloys have larger supercooled liquid regions and strong glass forming ability4– 7 which could be prepared in bulk form by conventional casting method at low cooling rates (<100 K s−1). High vacuum (at least 10−3 Pa), high purity and thus high cost of constituent elements and high purity of argon gas are needed to fabricate Zr based amorphous alloys by rapid quenching technique, because even traces of oxygen impurities and other impurities will induce the heterogeneous nucleation and reduce the glass forming ability drastically.8,9 The strict processing makes the cost of Zr based amorphous alloys high, and limits its potential industrial applications. Mechanical alloying (MA) is a non-equilibrium solid state powder metallurgy processing technique. It involves repeated welding, fracturing and rewelding of a mixture of powder particles in a highly energetic ball charge. Compared with conventional rapid solidification processing, MA can significantly broaden the range of glass forming composition and has become a promising alternative method for preparing amorphous materials.10– 13 A series of Zr based amorphous alloys were prepared successfully by MA.14,15 Eckert et al. 16 found that when oxide such as CeO2, MgO and CaO was blended with ZrAlNiCu alloy, the mechanical strength of the material had been improved compared with the homogeneous glassy alloy. Kübler et al. 17 also found that SiO2 and Y2O3 additions lead to an increase in microhardness of Zr55Al10Ni30Cu5 matrix.
To obtain bulk amorphous samples with large dimensions and complex shapes from powders fabricated by MA, it needs consolidation of amorphous powders using extrusion or sintering techniques.18 For sintering process, there are two common sintering methods used at present. One is hot press sintering, and the other is gas pressure sintering. At present, most researchers concentrate their energies on hot pressing sintering.19,20 But amorphous alloy powders are very easy to recrystallise at elevated temperatures, so it needs to be carried out at very high pressure (up to 1–8 GPa)20 and relatively low temperature (between the glass transition temperature Tg and the crystallisation temperature Tx).21 Such severe process conditions make it very expensive to prepare bulk amorphous alloys. Carroll22 pointed out that external addition can inhibit the growth of grains sintered at high temperature. Low pressure sintering (LPS) is a common method of powder metallurgy. Compared with other hot pressure processes, it has a relatively cheaper fabricating cost and an easier operational process. Xiao et al. 23 successfully prepared full density Y2O3- and NbC doped WC–10Co alloys by LPS at high temperature. To reduce the manufacturing costs, in the present work, the preformed Zr50Al15Ni10Cu25 amorphous powders were consolidated by LPS to explore the possibility of fabricating bulk samples by adjusting the sintering process and optimising the sintering additives.
Experimental
Commercial grade powders of Zr, Al, Ni and Cu powders (purity ⩾99 wt-%, particle size ⩽74 μm) were weighed to yield the desired nominal composition Zr50Al15Ni10Cu25. A XQM2 planetary ball mill (Nanjing Kexin Co., Ltd., Nanjing, China) which equipped with stainless steel balls and vials was employed for MA. To avoid air contaminations, high purity argon gas was pumped into the vials for some time. The MA process was performed at room temperature with a ball to powder weight ratio of 20∶1 for milling times up to 24 h. The as milled powders were doped with 0·05 and 0·1 wt-% of C, Si3N4 and SiC powders (purity ⩾98%, particle size ⩽74 μm) respectively and were hand milled for some time. The blended powders were compacted into bars (55×6×6 mm) using an oil hydraulic press. The consolidation of amorphous samples was prepared by LPS in pure argon atmosphere. The structure of the as milled and bulk samples was analysed by X-ray diffractometer (Rigaku D/max 2500 diffractometer, Cu Kα radiation, Rigaku Corporation, Tokyo, Japan) and scanning electron microscopy (SEM, JSM-6360LV, JEOL Ltd, Tokyo, Japan). Thermal analysis was investigated by differential scanning calorimetry (DSC) using a Netzsch STA 449C calorimeter (NETZSCH Instruments Co., Ltd., Shanghai, China) under flowing pure argon. The bending strength of bulk sintered Zr50Al15Ni10Cu25 samples was measured by three point bending method using electron tensile testing machine (Instron 1995, Instron Corporation, Norwood, MA, USA).
Results and discussion
Phase change in process of milling
Figure 1 shows the X-ray diffraction patterns of the as mixed and as milled Zr50Al15Ni10Cu25 powders by MA at 400 rev min−1 for 24 h. Before milling, crystalline Zr, Al, Ni and Cu peaks were observed. With the alloying going on, the as mixed powders are subjected to repeated extrusion deformation, fracture and welding owing to the continuously impact from the grinding balls, which results in the grain refining and the increase in crystal lattice strain to realise solid state alloying. After 24 h milling, the diffraction peaks of each crystalline have completely disappeared and a broader scattered peak appears in Fig. 1, indicating the formation of amorphous phase. There are still several diffraction peaks on the scattered band which attributes to the formation of Ni7Zr2 compound according to the International Centre for Diffraction Data card (no.26-1291). The sample had not been amorphised fully because the milling time is too short, maybe Al, Ni, Cu had not dissolved completely into Zr atoms.
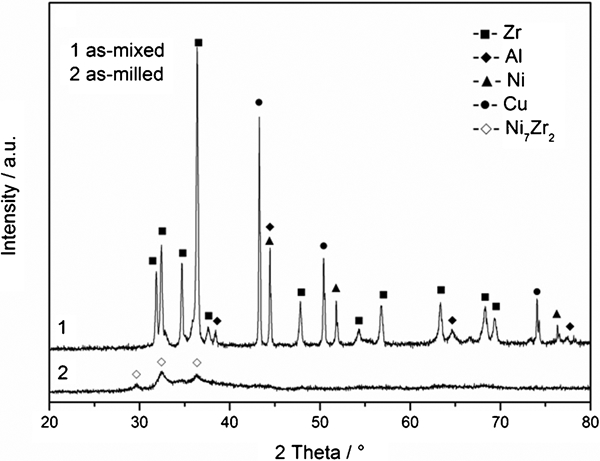
X-ray diffraction patterns of Zr50Al15Ni10Cu25
Thermal analysis
The as milled powders are investigated by DSC to determine the thermal stability and the corresponding DSC traces are shown in Fig. 2. Each of the DSC traces exhibits a broad exothermic peak, indicating the crystallisation of the amorphous phase in the as milled powders. With the increasing heating rate, thermal lag becomes more obvious, resulting in displacement of crystallisation peak to high temperature. This shows that the crystallisation behaviour of Zr50Al15Ni10Cu25 relates to heating rate, and it has an obvious dynamic effect. However, the glass transition temperature Tg of the MA powders is not obvious, maybe due to the fact that this amorphous alloy has not been obtained from the liquid state.24 According to Kissinger equation25

 and 1/Tp and the slope of which is the value of Ec/R. The slope is shown in Fig. 3. It can be seen that Zr50Al15Ni10Cu25 powder doped with 0·05 wt-% of Si3N4 powders has the largest Ec (159·75 kJ mol−1), but doped with 0·1 wt-% of Si3N4 powders it has the minimal Ec (124·52 kJ mol−1). This suggests that a reasonable amount of Si3N4 can impose a higher energy barrier against crystallisation and impede the process of crystallisation during heating for the Zr based alloys, but an excessive amount of Si3N4 can promote crystallisation.
and 1/Tp and the slope of which is the value of Ec/R. The slope is shown in Fig. 3. It can be seen that Zr50Al15Ni10Cu25 powder doped with 0·05 wt-% of Si3N4 powders has the largest Ec (159·75 kJ mol−1), but doped with 0·1 wt-% of Si3N4 powders it has the minimal Ec (124·52 kJ mol−1). This suggests that a reasonable amount of Si3N4 can impose a higher energy barrier against crystallisation and impede the process of crystallisation during heating for the Zr based alloys, but an excessive amount of Si3N4 can promote crystallisation.
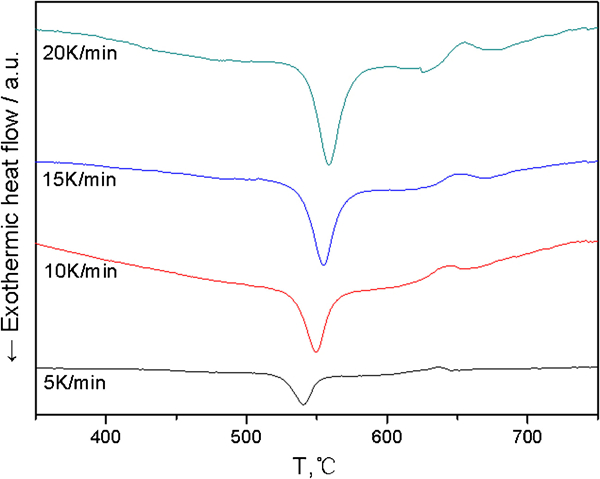
Differential scanning calorimetry traces of as milled Zr50Al15Ni10Cu25 powders at different heating rates
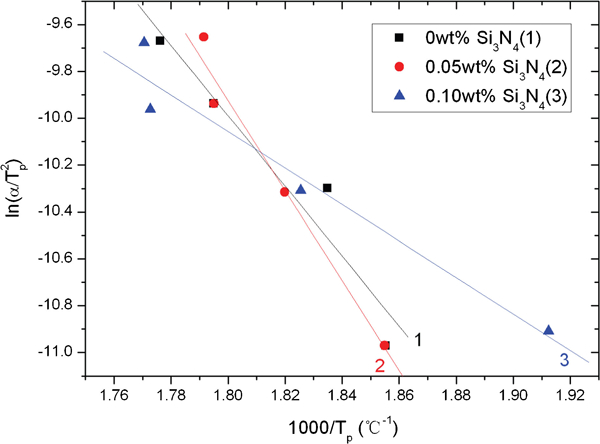
Kissinger plots of Zr50Al15Ni10Cu25
Results of LPS
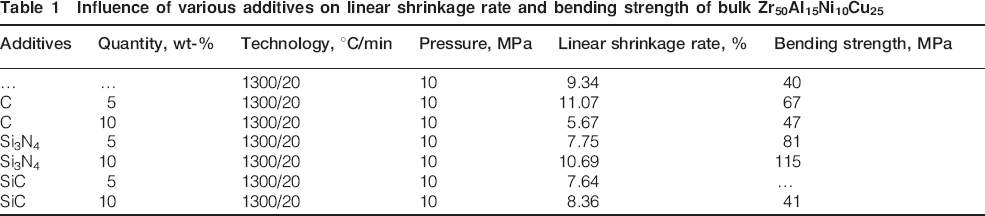
The influence of various additives on linear shrinkage rate and bending strength of bulk Zr50Al15Ni10Cu25 samples prepared by LPS is shown in Table 1. It is evident that there are different influences on the linear shrinkage rates for various additives, but the bending strength can be greatly improved except for SiC addition, that is to say appropriate second additives may promote the densification and improve the mechanical properties of the sintered matrix. Compared with other additives, Si3N4 has the best effect on the properties of the sintered matrix.
Influence of various additives on linear shrinkage rate and bending strength of bulk Zr50Al15Ni10Cu25
Microanalysis
The X-ray diffraction patterns of the sample with different amounts of Si3N4 after sintering at 1250°C for 10 min under 1 MPa are illustrated in Fig. 4. There are obvious changes in three patterns, suggesting that new intermetallics are formed in the matrix after sintering. Figure 5 shows the scanning electron micrographs of bulk Zr50Al15Ni10Cu25 samples after sintering at 1300°C with different additives for 20 min. Homogeneous dispersion of round metallic grains can be seen in Fig. 4a, of which the grain size changes from 1 to 5 μm. It has relatively loosened structure. Though the connection degree between particles increases slightly when 10 wt-% of C has been added (Fig. 4b), it has the loosest structure. Heterogeneous agglomeration and several splitting cracks can be found in Fig. 4b. The results of EDS analysis show that there is graphite with laminar structure in these cracks. It can be concluded that C addition can help the densification in sintering, but most of the doped C in the matrix cannot achieve atomic scale alloying with the matrix by hand milling. The laminar structure of the doped C enables the initialisation and propagation of the crack in matrix to occur easily, which results in a relatively low bending strength. When 10 wt-% of Si3N4 has been added (Fig. 4c), the grains are relatively small and distributed homogeneously. It has a secondary linear shrinkage rate maximum (10·69%) and the maximal bending strength (115 MPa). Obviously, under the same conditions, Si3N4 is better than C for Zr50Al15Ni10Cu25 samples prepared by LPS. But when the local area of Fig. 4c was amplified, it can still be observed that the distribution of Si3N4 in the matrix was not very uniform. This may affect the migration rate and direction of particles greatly. Figure 4d is similar to Fig. 4b, so their linear shrinkage rates and bending strengths are also identical. There are dense areas which are different from other regions in Fig. 4b–d, which attributes to the non-uniform distribution of external additives by hand milling in bulk Zr50Al15Ni10Cu25 matrix. This may affect the mechanical properties greatly. From the scanning electron microscopy fractographs of the fracture surface of the specimen consolidated by LPS, it can be concluded that the combination level of the sintered specimens plays an important role in strengthening the effect of the second phase particles in the matrix. If the matrix is dense, the second phase particles are embedded in the amorphous matrix and can hinder the crack propagation in it, thus the strength of the matrix is enhanced. When the structure of the matrix is loose, the second phase particles may reduce the contact of particles in the matrix and the strength is weakened. It can be seen that the average grains size of the alloys with different additives is smaller than that of the alloy without additive, suggesting that additives can help to inhibit the growth of grains.
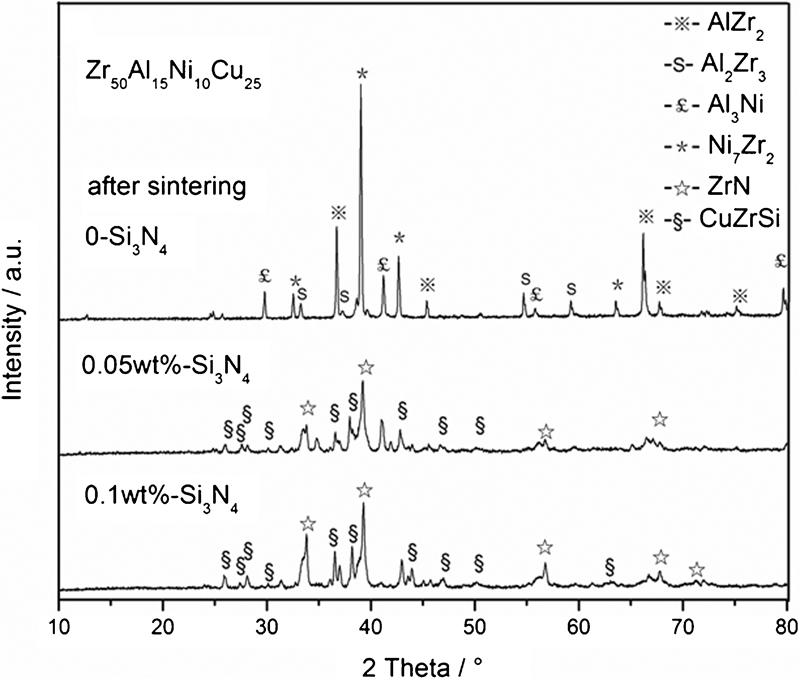
X-ray diffraction patterns of Zr50Al15Ni10Cu25 bulk samples fabricated by LPS
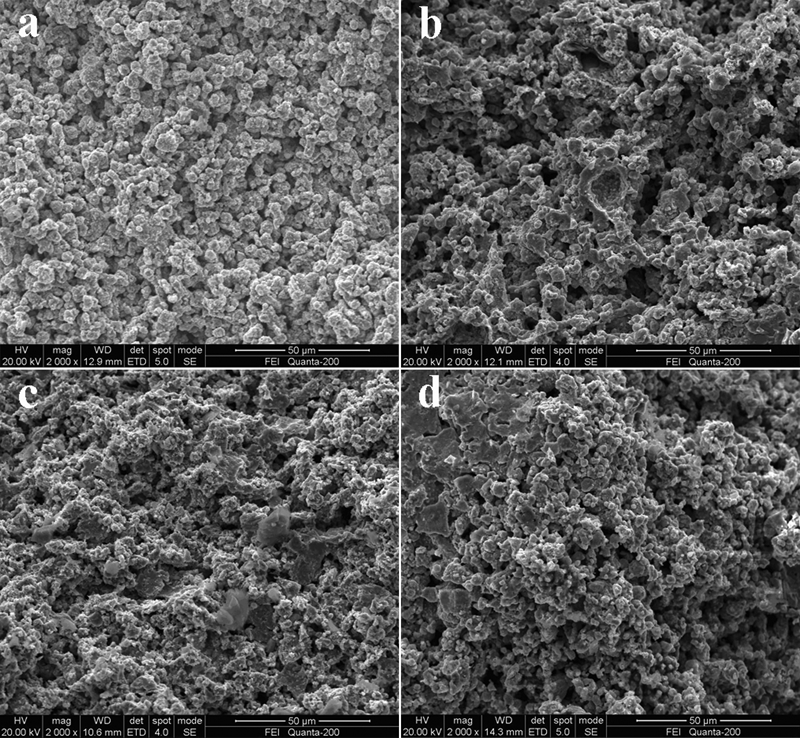
Scanning electron micrographs of Zr50Al15Ni10Cu25 bulk samples fabricated by LPS
In general, a higher sintering temperature is helpful to increase the density of the sintered sample, thus improve the properties of the sample. However, grains grow fast at high temperature, so the mechanical properties of the matrix will be reduced. So a suitable sintering temperature is very important for densification and mechanical properties of the matrix. Owing to the pressure limitation of experiment facility, in the present study, the sintering temperature is much higher than the crystallisation temperature of Zr50Al15Ni10Cu25 glassy sample, so it can be found that the sintering sample is fully crystallised (Fig. 4) and has coarse grains (Fig. 5). This will reduce the mechanical properties greatly, so all bending strengths of the test samples are low. It needs to adjust the sintering process to obtain better mechanical properties.
Conclusions
Introducing an appropriate amount of Si3N4 can increase the crystallisation activation energy of the Zr50Al15Ni10Cu25 amorphous powders, but excessive Si3N4 can reduces the activation energy. So external powders such as Si3N4 can be used to form a barrier against crystallisation during heating for the Zr based alloys. Different external additives have various effects on linear shrinkage rate and bending strength of the matrix. Si3N4 powders are favourable to improve the density and mechanical properties of bulk Zr50Al15Ni10Cu25 samples. But the adding method of additives by way of hang milling cannot make the additives distributed homogeneously in the matrix, which may affect the mechanical properties drastically. To make full use of the advantageous effect of external additives, it needs to improve the doping process so that the additives can distributed more homogeneously in the matrix. Meanwhile, it needs to reduce the sintering temperature or the holding time to control the grain size in the matrix effectively.
Footnotes
Acknowledgements
The research was financially supported by the National Natural Science Foundation of China (grant no. 50672134).