
Abstract
Effects of the milling time, annealing temperature and vial rotation speed were investigated on the formation of MoSi2–CrSi2 nanocomposite powder. X-ray diffraction was used to characterise the milled and annealed powders. The morphological and microstructural evolutions were studied by scanning electron microscopy and transmission electron microscopy. Results showed that this composite formed after 20 h of milling with mechanically induced self-sustaining reaction mechanism at the cup speed of 640 rev min−1. On the other hand, this composite was partially synthesised after 50 h of milling with the gradual mode at the cup speed of 540 rev min−1. Low temperature polymorph of MoSi2 and CrSi2 were obtained after annealing at 1000°C at both speeds. The mean grain size <25 nm was procured for MoSi2–CrSi2 composite at both speeds on the basis of peak profile analysis and transmission electron microscopy. This composite maintained its nanocrystalline nature after annealing.
Introduction
Molybdenum silicide (MoSi2) is considered to be a promising high temperature structural material for next generation turbine components because of its high melting point, elevated temperature oxidation resistance, brittle to ductile transition temperature and high electrical and thermal conductivity.1 Some of the properties still have to be improved to establish MoSi2 for structural components, e.g. fracture toughness at room temperature, strength at high temperature and oxidation resistance at the temperature range of 400–600°C referred to as ‘pesting’.2 The brittle to ductile transition temperature of MoSi2 is ∼1000°C. The plastic deformation of MoSi2 above the brittle to ductile transition temperature can be delayed by reinforcing with SiC, Si3N4, TiC and CrSi2 as well as to improve the mentioned mechanical properties and pesting. 3 3,4 Another possible mechanism to improve mechanical properties is to prepare these materials in nanostructure.5
MoSi2–CrSi2 nanocomposite can be obtained easily by direct mixing of nanopowders of MoSi2 and CrSi2. But the resulting heterogeneous microstructure and high cost of the starting materials are two important setbacks of this method. Alternatively, MoSi2–CrSi2 nanocomposite powder can be obtained through high energy reactive milling of mixtures of Mo, Si and Cr elemental powders. Mechanical alloying (MA)6 has been used for preparing thermally stable metallic glasses and amorphous alloys,7 nanocrystalline and nanocomposite materials, 8 8,9 and refractory hard materials,10 carbides11 and hydrides.12 MoSi2 (Refs. 10 and 13) and CrSi2 (Refs. 14 and 15) were separately synthesised by MA, but there was no attempt to prepare MoSi2–CrSi2 nanocomposite powder by MA. The aim of this work is to synthesise MoSi2–CrSi2 nanocomposite powders by milling of Mo, Cr and Si elemental powders at nominal room temperature. Effects of the milling time and annealing temperature were investigated.
Experimental
The MA was performed in a planetary ball mill at nominal room temperature and at two vial rotation speeds (cup speed) of 540 and 640 rev min−1. The two-cup planetary ball mill (P5 model) of Fritch Company Idar-Oberstein, Germany with the maximum speed of 800 rev min−1 was used for MA experiments. Pure Merck Mo (99·7 wt-%), Si (99·0 wt-%) and Cr (99·3wt-%) were mixed to give the desired (Mo0·85–Cr0·15)Si2 composition. The used starting powders have the spherical morphology (atomised powders) and narrow size distribution with the mean particles sizes d50 of 40, 150 and 40 μm respectively. The ball to powder weight ratio was 10∶1. One ball with 12 mm and three balls with 11 mm diameter were used in the MA experiments. For preventing of excess agglomeration 0·8 wt-% stearic acid was used as process controlling agent. The mixture of the powders with the steel balls was charged into a steel cup (250 mL) in Ar atmosphere. Samples for analysis were removed in a glove box under argon atmosphere by interrupting the ball mill at various intervals.
X-ray diffraction (XRD) profiles were recorded on a Philips diffractometer (30 kV and 25 mA) with Cu Kα1 radiation (λ = 1·5404 Å). All XRD experiments were carried out with the step size of 0·02° and a time per step of 1 s. The recorded XRD patterns were used for the calculation of crystallite size and strain. Before calculations from the diffraction peaks, the background was automatically removed and the Kα2 radiation was stripped (stripping ratio Kα2/Kα1 = 0·51) from the scans using the computer software X-pert High Score developed by PANalytical BV Company (Almelo, the Netherlands).16
The iron contents of the milled powders were measured by inductively coupled plasma method. Structural observations of milled powder were carried out with a Philips EM208S transmission electron microscope (Philips, Eindhoven, The Netherlands) operating at 100 kV. Ultrasonic method was used for dispersing of the powder in the methanol suspension. One drop of this suspension on a copper grid was used for the transmission electron microscopy observation. The morphology and particle size of the mechanically alloyed powder samples were examined by a Cambridge scanning electron microscope operating at 25 kV. The heat treatment of the as milled powders was conducted in a tube furnace in Ar atmosphere (2·2 L min−1). The heating rate was 10 K min−1 and the holding time at maximum temperature was 2 h.
Results and discussion
Synthesis
The feasibility of synthesising of MoSi2–CrSi2 nanocomposite powder was investigated by ball milling of the Mo, Cr and Si elemental powders. Figure 1 shows the XRD patterns of the as received and milled powders at the cup speed of 540 rev min−1 with 0·15 mol Cr. As received powder includes Mo, Si and Cr that can still be seen after 30 h of milling. The peak broadening and intensity decreasing of the starting materials reflections are the only effects in this stage of milling. With increasing milling time to 50 h, the high temperature polymorphs (HTPs) of MoSi2 and CrSi2 appeared in the pattern. The formation of MoSi2 is on the basis of the following reaction

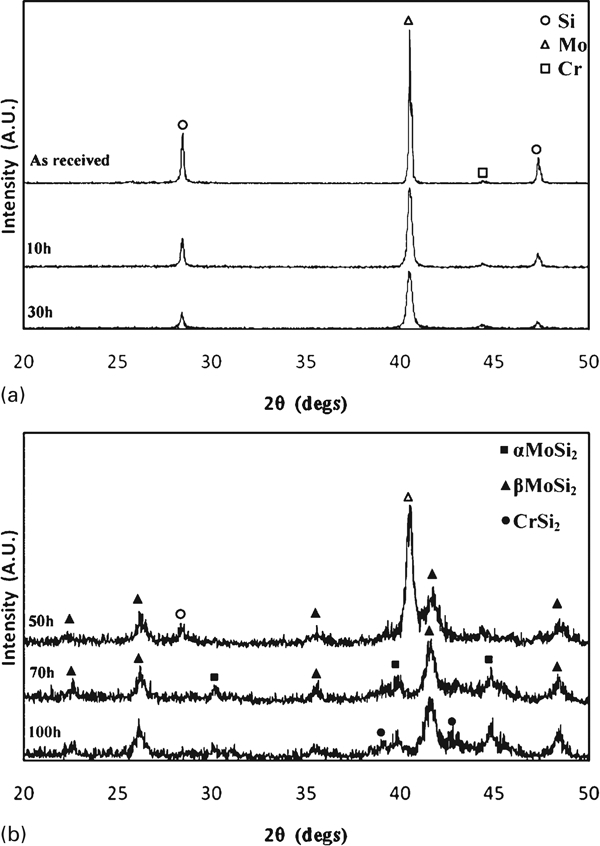
X-ray diffraction patterns of a as received and b as milled powders with 0·15 mol Cr at cup speed of 540 rev min−1
The effect of vial rotation speed was investigated on the formation of MoSi2–CrSi2 composite. Figure 2 shows the XRD patterns of the as received and milled powders with the vial rotation speed of 640 rev min−1. As seen, the initial mixing of the staring materials continues up to 15 h of milling. This stage was two times longer at the cup speed of 540 rev min−1. With further milling up to 20 h, all peaks of the as received material disappeared in the pattern, but HTP of MoSi2 reflections appeared. Increased energy and the frequency of the ball–ball and ball–wall impacts at higher vial rotation speed leads to the shorter reaction time during milling. This reaction may take place in the mechanically induced self-sustaining reaction mode because of short period of milling (15–20 h) and the exothermicity of the condition as discussed before. High temperature polymorphs of MoSi2 and CrSi2 have the similar crystal system (hexagonal). Despite the instability of HTP of MoSi2 at room temperature, CrSi2 acts as nuclei for its formation during milling. At longer milling times, part of β-MoSi2 was transformed to α-MoSi2. The differences between the hardness of synthesised phases and cup materials promote the wearing of cup and balls during milling. The process controlling agent leads to the removing of the protecting cover of the milled powder from the surface of the balls and the wall of cup that also promotes the excess wearing. On the basis of inductively coupled plasma measurement the final milled powder had only 1·24 wt-%Fe that cannot be detected by XRD. This impurity can be removed by leaching in a strong acid.
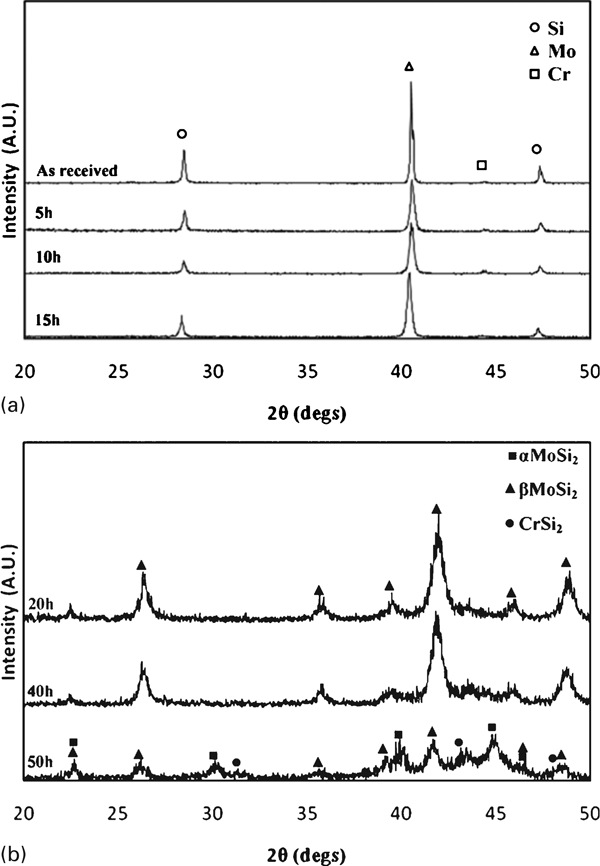
X-ray diffraction patterns of a as received and b as milled powders with 0·15 mol Cr at cup speed of 640 rev min−1
The incomplete reactions in the milled powders can be completed during annealing. The formation of MoSi2 in the 50 h milled powder at the cup speed of 540 rev min−1 did not occur completely, thus, this sample was subsequently annealed at various temperatures. The results are presented in Fig. 3. Integrated intensity of Mo decreases during annealing at 700 and 850°C which is due to the propagating of reaction (1) in the annealed powders. Mo reflection disappeared in the annealed powder at 1000°C. The HTP of MoSi2 was transformed to low temperature polymorph of MoSi2 at 850°C. Besides, α-MoSi2–CrSi2 composite powder was obtained during annealing at 1000°C.
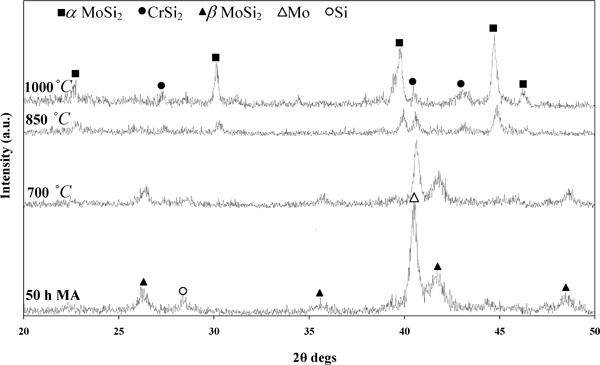
X-ray diffraction patterns of annealed powders after 50 h of milling with 0·15 mol Cr at cup speed of 540 rev min−1
The thermal stability of the synthesised phases in 50 h milled powder at the cup speed of 640 rev min−1 was investigated during annealing at different temperatures. The XRD patterns of the as milled and annealed powders are shown in Fig. 4. The as milled powder includes both HTP and low temperature polymorph of MoSi2, but during annealing. the intensity of HTP of MoSi2 decreases and completely disappears at 850°C. The sharp reflections of the α-MoSi2 and CrSi2 can be seen in the pattern of the annealed powder at 1000°C.
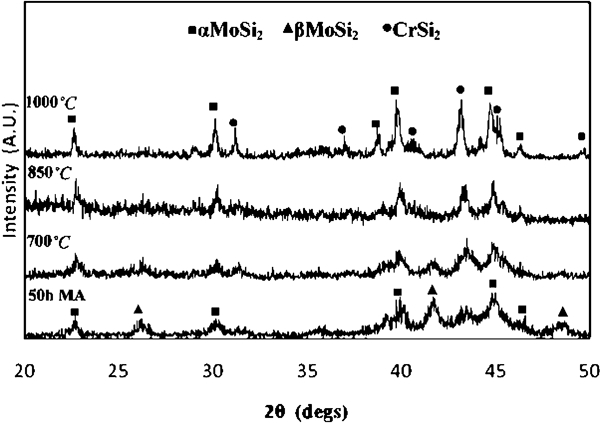
Structural evolutions of 50 h milled powders with 0·15 mol Cr and cup speed of 640 rev min−1 during annealing
Microstructure and morphology
Peak broadening and sharpening during milling and annealing result from the microstructure refinements. Grain size and lattice strain are two important parameters of microstructure refinements than can be calculated by several methods such as Scherrer, Williamson–Hall and Warren–Averbach.16 The well known Williamson–Hall method was used in this study. The first indispensable step for the calculation of crystallite size and lattice strain from the recorded XRD scan is the determination of the pure diffraction line profile for a given reflection.16 This pure line profile is extracted by removing (deconvoluting) the instrumental broadening factor from the experimental line profile. Only then the pure line profile can be used for calculating the crystallite size and lattice strain.
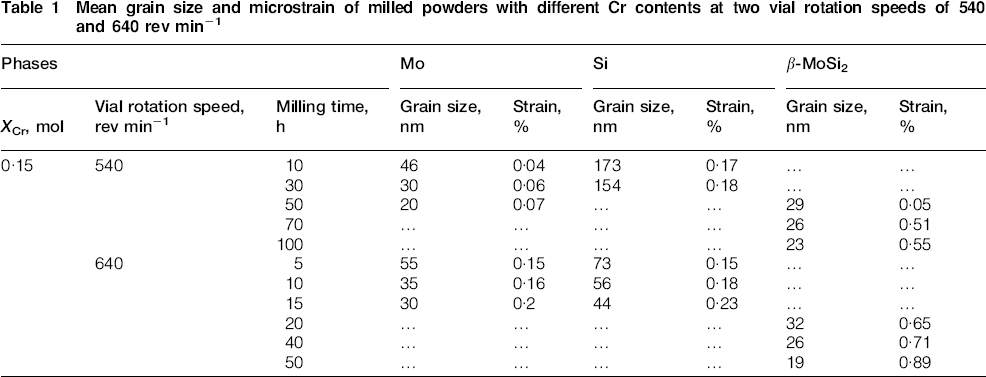
The calculated mean grain size and lattice strain of the Mo, Si and MoSi2 are presented in Table 1. Longer milling time leads to smaller grain size and larger strain. Heavy plastic deformation and frequently fracturing of the milled powders leads to the decrease in mean grain size and increase in lattice strain. Higher vial rotation speed will accelerate these processes and smaller grains with larger lattice strain will be obtained at fixed milling times. As seen in Table 1 for a fixed time, all phases with the vial rotation speed of 640 rev min−1 have smaller grain size and larger lattice strain than those with the vial rotation speed of 540 rev min−1. In both vial rotation speeds, the MoSi2–CrSi2 nanocomposite with mean grain size <25 nm was obtained at the end of milling. The transmission electron microscopy image of the 50 h milled powder at the vial rotation speed of 640 rev min−1 confirms that the mean grain size of the 50 h milled powder is <30 nm (Fig. 5). The mean grain size and lattice strain of the annealed powders are shown in Table 2. Annealing leads to the considerable grain growth and strain release; however, all phases keep their nanocrystalline properties. This nanocomposite can be sintered by hot press, hot isostatic press or plasma activated sintering method, because in these methods, there is no excess grain growth.
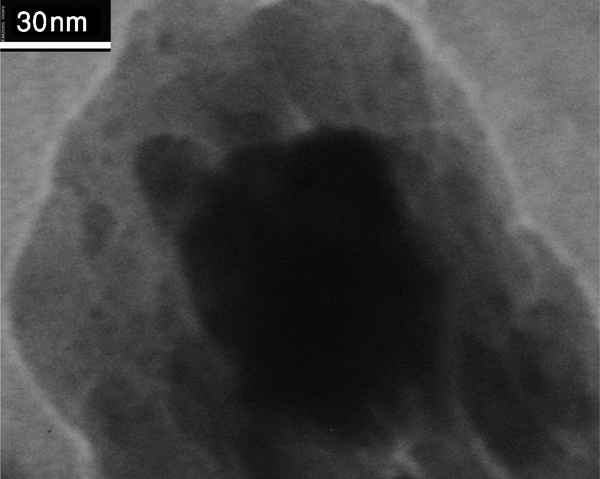
Bright field image of 50 h milled powder at cup speed of 640 rev min−1
Mean grain size and microstrain of milled powders with different Cr contents at two vial rotation speeds of 540 and 640 rev min−1
Mean grain size and microstrain of annealed powders with different Cr contents at two vial rotation speeds of 540 and 640 rev min−1
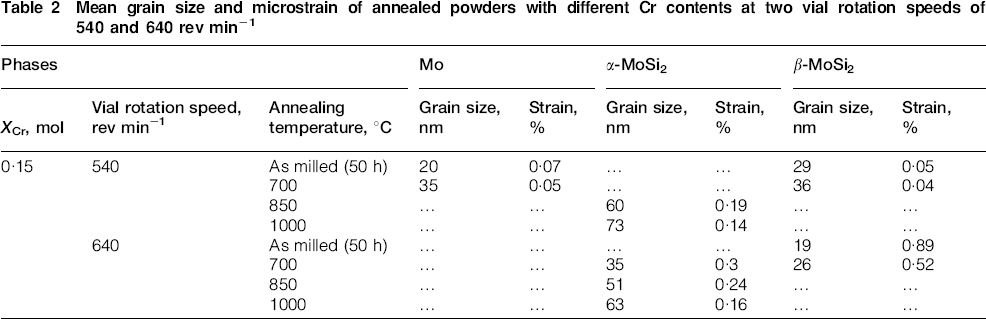
Figure 6 shows the effect of the milling time and vial rotation speed on the particle size and morphology of the milled powders. There is a distribution of fine particles and agglomerates in the 10 h milled powders at both speeds (Fig. 6a and b). The size and amount of the agglomerates at the cup speed of 640 rev min−1 are larger than those at the cup speed of 540 rev min−1. Higher energy of the milling at the cup speed of 640 rev min−1 leads to more cold welding and agglomeration. Agglomeration process continued at longer milling time up to 30 h at the cup speed of 540 rev min−1 (Fig. 6c). On the other hand, the particle size of the 30 h milled at the cup speed of 640 rev min−1 decreased due to the more fracturing of previous agglomerates (Fig. 6d). The fracturing process continued at this speed and very small particles with a few amount of agglomerates were obtained at longer milling time (50 h) (Fig. 6f). The same process at the cup speed of 540 rev min−1 led to a decrease in particles size in the 50 h milled powder (Fig. 6e). More agglomerates with larger size can be seen in this sample compared with the previous cup speed.
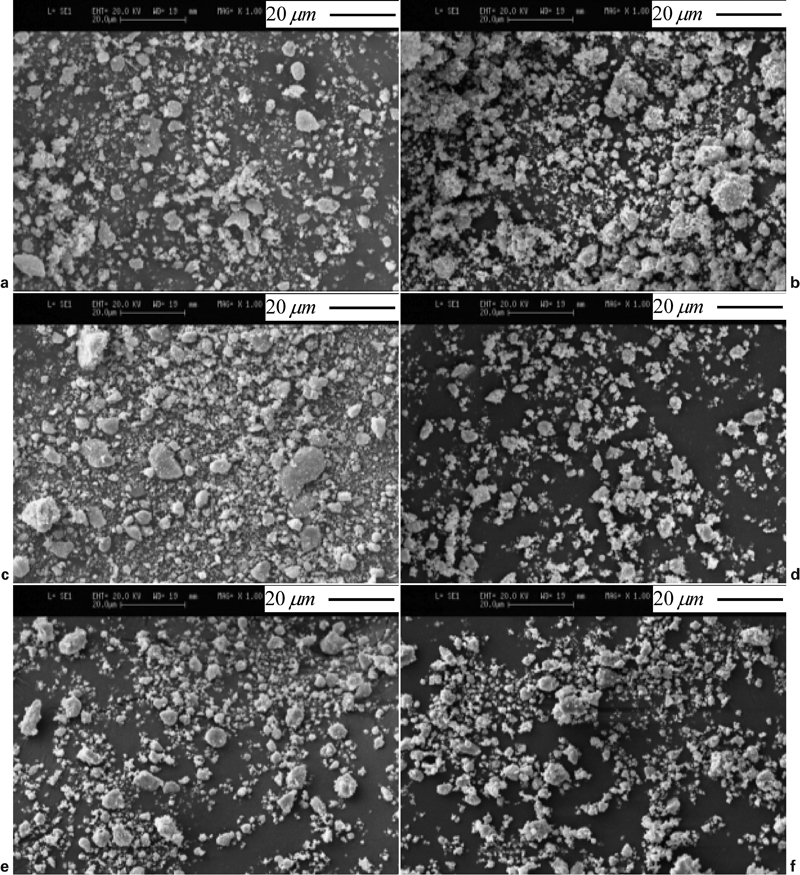
Effect of milling time and cup speed on morphology of powders
Conclusions
(Mo0·85–Cr0·15)Si2 nanocomposite powder was successfully synthesised by MA of the Mo, Cr and Si elemental powders. Higher vial rotation speed led to the decrease in reaction time from 50 to 20 h and changing reaction mechanism from gradual to mechanically induced self-sustaining reaction at the cup speeds of 540 and 640 rev min−1 respectively. LTP of MoSi2 and CrSi2 were obtained at both vial rotation speeds after annealing at 1000°C. Longer milling time led to the smaller grain size and larger lattice strain. MoSi2–CrSi2 nanocomposite powders with the mean grain size <25 nm were procured at the end of milling at both speeds. In spite of considerable grain growth, these composites maintained their nanocrystalline nature after annealing.