
Abstract
Welding is employed to develop bonded joints with mechanical properties that draw near the parent material. Vibration welding has been applied to join pure and nanoclay filled linear low density polyethylene (LLDPE). Ethylene maleic anhydride copolymer (PE‐g‐MA) is used as a compatibiliser in this study. High resolution transmission electron microscopic images showed the combination of exfoliation and intercalation of nanoclay platelets in LLDPE in the presence of a compatibiliser. The mechanical properties were studied for both the body part and the welded joints. The tensile strength and modulus of the body part for the nanoclay filled LLDPE in the presence of a compatibiliser were substantially improved. The welded joints of the same system showed better enhancement in the modulus. X‐ray diffraction analysis observed from the welded joints showed that the crystallite size of the nanoclay filled LLDPE composites in the presence of a compatibiliser was lower than that of nanocomposites in the absence of a compatibiliser.
Introduction
Welding is used to produce bonded joints with mechanical properties that approach those of the parent material. Plastic welding is confined to thermoplastic polymers, as they can be softened by heat. Plastic welding processes can be divided into two groups: one process involves mechanical movement, and the other requires external heating. Vibration welding, which involves mechanical movement, has been applied to join polymeric nanocomposites. This technique is based upon melting two contacting polymer surfaces by friction generated heat as they are rubbed against each other using a vibratory motion parallel to the contacting plane.1
Nanocomposites are new classes of composites for which at least one dimension of the dispersed particles is in the nanometre range.2– 4 Montmorillonite (MMT) is a widely used layered silicate. It contains layers that are separated by van der Waals gaps called galleries or interlayers. These interlayers are occupied by alkali cations, and these make it difficult to disperse MMT in the polymer matrix. Hence, the exchangeable cations are replaced with alkylammonium cation in order to improve the dispersion of the MMT in the polymer matrix. Various polymer systems are used to form polymer–MMT nanocomposites.5, 6 The chief aim in preparing organoclay nanocomposites is to achieve a very high degree of dispersion of organoclay aggregates that yields very large filler surface areas. This indeed significantly improves the overall properties of the nanocomposites.
Low density polyethylene (LDPE) is a highly used packaging material that possesses better barrier properties. Hence, the nanocomposites prepared using LDPE are of great interest. Polyethylene (PE) based nanocomposites with MMT have been obtained by different methods.7– 12 The achievement of well dispersed nanoclay in the polymer matrix involves compatibility between the polymer and the nanoclay. The formulae of organoclay/polymeric systems usually contain a polymeric compatibiliser.13, 14 The compatibiliser should not only be compatible with the matrix polymer, but at the same time, it should also be more polar than the matrix in order to obtain a better distribution of nanoclay platelets in the base polymer matrix. Functional polypropylene (PP) was utilised for the preparation of neat PP/MMT nanocomposites.15, 16 Linear LDPE (LLDPE)/MMT nanocomposites were prepared using a suitable functional polymer, which can be applied for broad range heat seals.17, 18 Maleic anhydride grafted polyethylene (PE‐g‐MA) can be utilised for better distribution of nanoclay in the base LLDPE matrix.19, 20
In this study, ethylene maleic anhydride copolymer (PE‐g‐MA) was used as a compatibiliser for dispersing nanoclay in the LLDPE matrix. Vibration welding had been employed to join pure and LLDPE nanoclay composites prepared in the presence or absence of a compatibiliser. The changes obtained in the morphology and mechanical properties have been analysed.
Materials
The following materials were used in this study:
LLDPE, (grade F‐19010, MFI 1·0) from Reliance Industries (Mumbai, India)
PE‐g‐MA [grade A‐C (R) 575P from Honeywell (New York, NY, USA)]. The percentage of maleic anhydride (MAH) bound is 95%, and the free maleic anhydride content is <0·9%
nanofiller: Cloisite 20A, a natural MMT modified with a dimethyl–dehydrogenated tallow–quaternary ammonuim salt.
Methods
Preparation of nanocomposites
The mixing formulation is shown in Table 1. For the preparation of LLDPE/clay nanocomposite, nanoclay was directly incorporated in the LLDPE matrix in a Sigma high temperature internal mixer equipped with two Sigma type counter rotating rotors. The mixing was carried out at 200°C at 60 rev min−1. For the nanocomposite system prepared in the presence of a compatibiliser, the nanoclay is initially incorporated in PE‐g‐MA by melt blending at 200°C. The obtained nanocomposites were further mixed with LLDPE. The composites were compression moulded under constant pressure of 10 MPa at 200°C for 10 min. Vibrational welding was applied on the moulded slabs for pure and LLDPE nanocomposites as per the parameters mentioned in Table 1.
Mixing formulation

Characterisation techniques
X‐ray diffraction (XRD)
The gallery height of the pure and nanoclay filled LLDPE was analysed using a Philips PANalytical X'pert PRO wide angle X‐ray diffractometer instrument with Cu Kα radiation. The generator voltage and wavelength were 40 kV and 0·154 nm at room temperature respectively. The crystallographic spacing d of the nanoclays was calculated from Bragg's law. The range of 2θ scanning of X‐ray intensity employed was 2–40° at a scanning rate of 2° min−1.
High resolution transmission electron microscopy (HR‐TEM)
The morphology of nanoclay dispersion in LLDPE matrices in both the presence and absence of a compatibiliser was observed through an HR‐TEM (JEOL 2100). Sample preparation was carried out in a Leica Ultra cut UCT ultramicrotome equipped with a diamond knife. The thickness of the ultrathin specimens was ∼80 nm. These samples were then placed on the copper grid and analysed by HR‐TEM.
Mechanical testing
Tensile testing was performed in a universal testing machine, a Hounsfield HS 10KS model operated at room temperature at an extension speed of 50 mm min−1 with an initial gauge length of 25 mm. The values are recorded directly from the digital display at the end of each test.
Scanning electron microscopy
The morphology of the tensile fractured surface was viewed through a scanning electron microscope (SEM, Vega Tescan). Gold coating was carried out under a vacuum condition to prevent electrostatic charge while examining.
ResultS AND DISCUSSION
X‐ray diffraction analysis
The XRD data and the percentage crystallinity of pure and nanoclay filled LLDPE composites were depicted in Table 2 and Fig. 1.
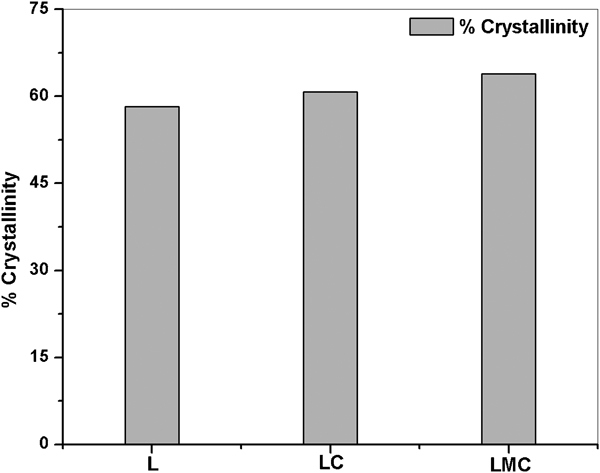
Percentage crystallinity of L, LC and LMC
X‐ray diffraction data of pure and nanoclay filled LLDPE

X‐ray diffraction analysis observed from the welded joints showed that the crystallite size of the nanoclay filled LLDPE composites in the presence of a compatibiliser was smaller than that of nanocomposites in the absence of a compatibiliser. This proves that there is a good miscibility between LLDPE, PE‐g‐MA and clay, leading to a partially exfoliated structure of clay in the LLDPE matrix. However, the increase in the percentage of crystallinity of the PE‐g‐MA compatibilised system can be attributed to following reasons:
clay is acting as a nucleating agent in the system, and PE‐g‐MA can probably co‐crystallise with LLDPE
during vibration welding, there may be some alignment of the polymer chains that increase the overall crystallinity.
High resolution TEM analysis
High resolution TEM images of uncompatibilised and compatibilised LLDPE nanoclay composites are shown in Fig. 2a and b. Figure 2a shows the formation of agglomeration of nanoclay platelets in the LLDPE matrix. Figure 2b shows the better distribution of nanoclay platelets throughout the LLDPE matrix in the presence of PE‐g‐MA in comparison to the one in the absence of a compatibiliser. This proves that the nanoclay dispersion was improved in the LLDPE matrix in the presence of a compatibiliser.
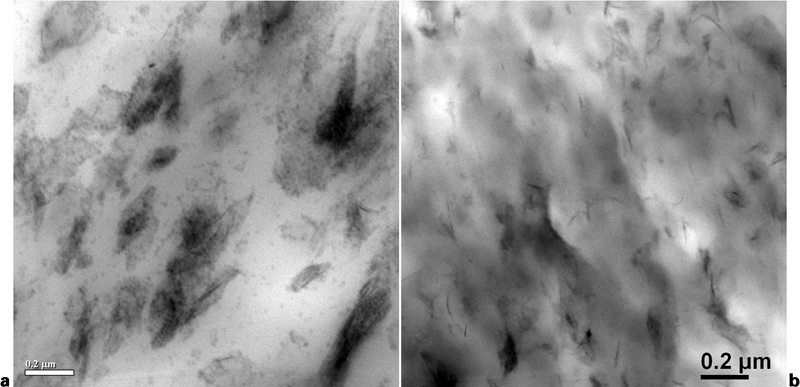
Images (HR‐TEM) of a LC and b LMC nanocomposites
Mechanical properties
Figure 3a and b shows the mechanical properties tested from body parts and welded joints of pure and nanoclay filled LLDPE composites.
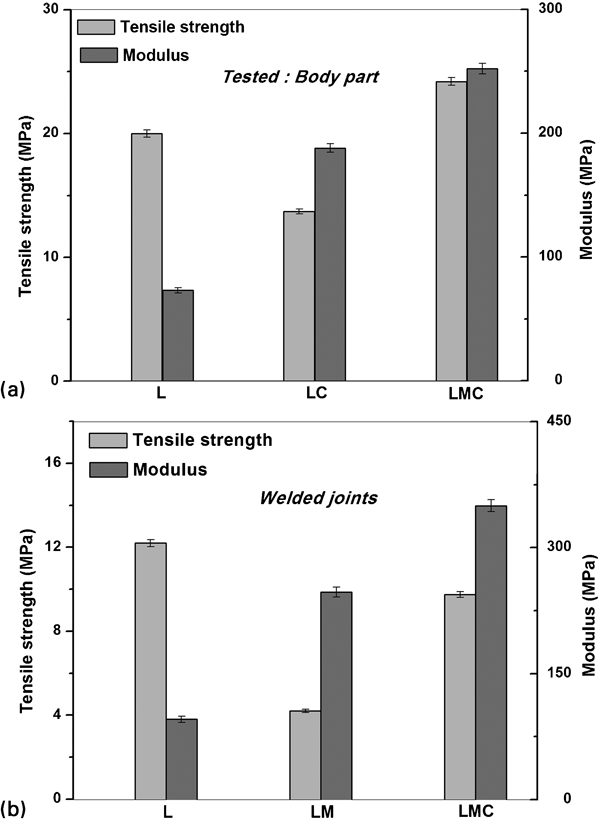
Mechanical properties of a body part and b welded joints of L, LC and LMC
The tensile strength and modulus of the body part for the nanoclay filled LLDPE in the presence of a compatibiliser (LMC) were substantially improved compared to pure LLDPE and LLDPE nanocomposites in the absence of a compatibiliser. The presence of PE‐g‐MA enhances the dispersion of nanoclay platelets in the LLDPE matrix (LMC), forming better physical interaction between the nanofiller and the base polymer. This may lead to the improvement in mechanical properties.
In the case of welded joints, the nanocomposites LC and LMC showed improvement in modulus, but the tensile strength drops compared to pure LLDPE (L). During welding, the reorientation of nanoclay layers may occur at the joining portions, which may degrade the weld strength of the nanocomposites.
Scanning electron microscopy analysis
Figures 4 and 5 show the welded joints and the tensile fractured surfaces of pure and LLDPE nanocomposites respectively. Figure 4 shows the images of pure and nanoclay filled LLDPE composites before fracture. The welding joints of the pure (L) and nanoclay filled LLDPE composites in the presence of a compatibiliser (LMC) show a rougher surface morphology, whereas the nanocomposites in the absence of a compatibiliser (LC) show a smooth surface. The morphology viewed through SEM on the tensile fractured welded joints (Fig. 5) shows more fibrillation for the LLDPE nanocomposites in the presence of a compatibiliser (LMC) compared to the LLDPE nanocomposites in the absence of a compatibiliser (LC). The dispersed nanoclay platelets may alter the crack propagation path, depending on their orientation in the polymer matrix that forms a fibrillated morphology during tensile fracture. Since the dispersion of nanoclay platelets was improved in LMC compared to LC, more fibrillations can be observed in LMC nanocomposites.
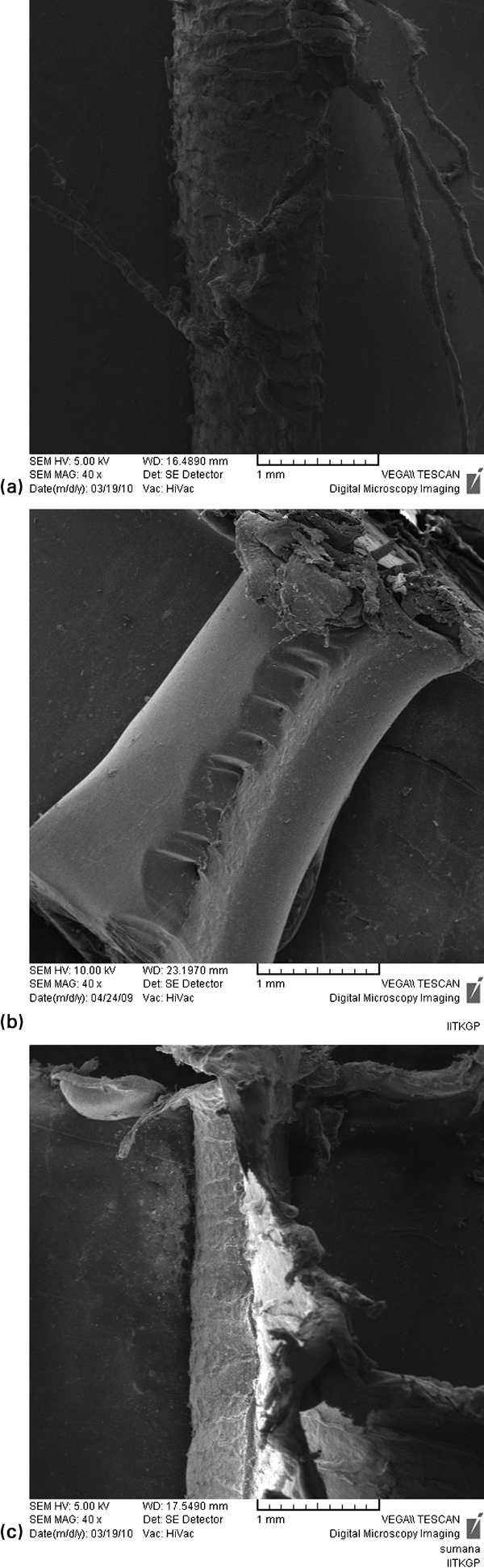
Images (SEM) of a L, b LC and c LMC welded joints
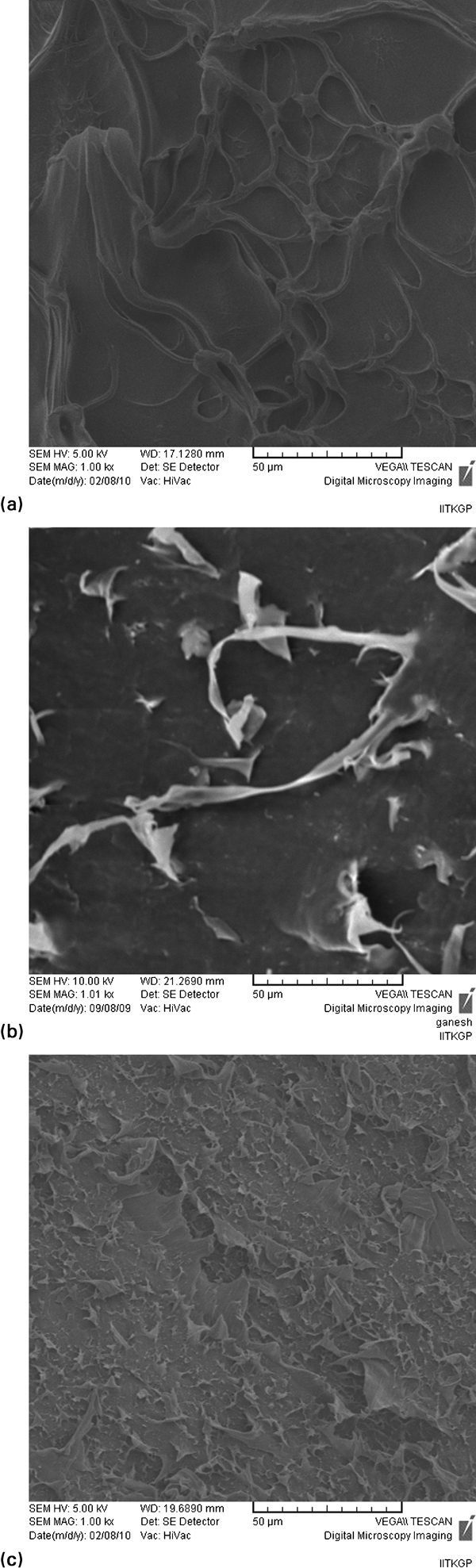
Images (SEM) of a L, b LC and c LMC tensile fractured surfaces
Conclusions
The behaviour of vibration welded pure and nanoclay filled LLDPE composites in the presence and absence of a PE‐g‐MA compatibiliser has been investigated. The morphology observed through HR‐TEM showed the combination of exfoliation and intercalation of nanoclay platelets in LLDPE in the presence of a compatibiliser, whereas in the absence of a compatibiliser, it showed combined intercalated and agglomerated nanoclay platelets in LLDPE. This proved that a better dispersion of nanoclay was obtained for the LLDPE nanocomposites in the presence of a compatibiliser. Concerning the mechanical properties, it was observed that the tensile strength and modulus of the body part for the nanoclay filled LLDPE in the presence of a compatibiliser were considerably higher compared to pure LLDPE and LLDPE nanocomposites without a compatibiliser. The welded joints showed better enhancement in modulus for the LLDPE nanocomposites in the presence of a compatibiliser in comparison to the other two counterpart systems. Between the two LLDPE nanoclay composites, in the presence and absence of a compatibiliser, the tensile strength was higher for the one that contained a compatibiliser. Hence, the exfoliation of nanoclay was responsible for the enhancement in the mechanical properties. X‐ray diffraction analysis of the welded joints showed that the crystallite size of the nanoclay filled LLDPE composites in the presence of a compatibiliser was lower than that of nanocomposites in the absence of a compatibiliser. The morphology viewed through SEM on the tensile fractured welded joints showed more fibrillation for the LLDPE nanocomposites in the presence of a compatibiliser equivalent to that of pure LLDPE when compared to the LLDPE nanocomposites without a compatibiliser. Hence, better dispersion of nanoclay can be achieved using a compatibiliser facilitating the efficiency of vibration welding.